

IPC分类号 : B23P19/04,B23P19/00,B21D39/00,B21D39/02,B21C51/00,B23D49/00,B23D51/00,B23P15/00







专利摘要
本发明公开了一种装法兰模块及其消防风筒生产流水线,其消防风筒生产流水线包括:平台模块,用于拼接、缝合消防风筒;拼接完成的消防风筒为,并完成缝边的消防风筒;检测模块,用于检测缝合的第一卷边部分的平整度;切槽模块,用于在消防风筒两端分别切出折弯槽,获得未卷边的第二卷边部分;输送模块,用于通过夹装机构夹装缝合后的消防风筒,并运送消防风筒;套法兰模块,用于从存储侧板内将法兰取出,然后分别套装在消防风筒两端;装法兰模块,用于将未卷边的第二卷边部分向卡合部分卷边,从而使得第二卷边部分将法兰卡紧固定在法兰凸台和第二卷边部分之间。本发明能够实现消防风筒的自动缝合、检测、套装法兰、固定法兰。
权利要求
1.一种装法兰模块,其特征在于,包括第一冲压立板、两块第二冲压立板、第一冲压座、第二冲压座组件、第三冲压座组件,所述第一冲压立板、两块第二冲压立板顶部分别与冲压顶板装配固定,第一冲压立板、两块第二冲压立板底部分别与冲压架装配固定,所述第一冲压立板上还安装有冲压导向块,所述第二冲压立板内侧设置有冲压滑槽;所述冲压导向块内部设置有冲压板槽,冲压板槽内安装有冲压板,冲压板固定在冲压动力轴一端上,冲压动力轴另一端穿出冲压导向块后装入冲压油缸内;
所述第一冲压座组件包括第一冲压保持块、第一冲压块,第一冲压块与与之对应冲压轴装配固定;所述第一冲压保持块可装入消防风筒内用于支撑消防风筒两端,所述第一冲压块上设置有折弯斜面,折弯斜面由靠近消防风筒一端向另一端逐渐向外倾斜设置;
所述第二冲压座组件包括第二冲压保持块、第二冲压块,第二冲压块与与之对应的冲压轴装配固定;所述第二冲压保持块可装入消防风筒内用于支撑消防风筒两端,所述第二冲压块上设置有压平面,压平面用于将已经折弯的第二卷边部分向卡合部分的端面进一步弯折;
所述第三冲压座组件包括第三冲压保持块、第三冲压块,第三冲压块与与之对应冲压轴装配固定;所述第三冲压保持块可装入消防风筒内用于支撑消防风筒两端,所述第三冲压块内部为中空的卷边腔,所述第三冲压保持块装入卷边腔内且第三冲压保持块的外壁与卷边腔的内壁之间构成卷边槽,所述卷边腔的外端面为卷边驱动面;
所述第一冲压座组件、第二冲压座组件、第三冲压座组件还包括冲压座组件,所述冲压座组件包括冲压座立板、冲压座底板、冲压受力板,所述冲压受力板与冲压轴一端装配固定,所述冲压轴另一端套装冲压弹簧后穿过冲压座立板,所述冲压受力板底部设置有冲压座滑块,所述冲压座滑块与冲压座滑槽卡合、可滑动装配,所述冲压座滑槽设置在冲压座底板上,所述冲压座立板与冲压滑槽对应处还设置有与冲压滑槽卡合、可滑动装配的冲压滑块;所述冲压弹簧用于对冲压受力板施加阻碍其向冲压座立板移动的弹力;
第一冲压座组件、第二冲压座组件、第三冲压座组件的冲压座底板均套装在两根冲压螺杆上,所述冲压螺杆通过螺纹与各块冲压座底板旋合装配,两根冲压螺杆顶部均穿出冲压顶板且穿出端分别与冲压带轮套装固定,两个冲压带轮之间通过冲压皮带连接并构成带传动机构;其中一根冲压螺杆与冲压电机的输出轴连接固定;
所述冲压架上还设置有冲压外支板,所述冲压外支板分别与第一冲压横板装配,所述第一冲压横板分别与第一定位组件、第二定位组件装配,第一冲压横板还通过横板连接块与第二冲压横板装配固定,所述第一定位组件、第二定位组件的第一定位侧板、第二定位侧板均可穿出第二冲压横板,从而与消防风两侧卡紧以对消防风筒进行定位;
所述第一定位组件包括第一定位架、第一定位横板,所述第一定位架上设置有与第一定位横板平行的第一定位底板,且第一定位架上安装有第一定位电缸,第一定位电缸的第一定位伸缩轴穿过第一定位底板后与第一定位横板装配固定,所述第一定位横板还与第一定位导向轴一端装配固定,所述第一定位导向轴另一端穿过第一定位底板后与第一定位螺母装配,第一定位螺母不能穿过第一定位底板;所述第一定位导向轴位于第一定位底板与第一定位横板之间的部分上套装有第一定位压簧,第一定位压簧用于对第一定位横板施加阻碍其下移的弹力;所述第一定位横板上还安装有第一定位安装块,第一定位安装块上安装有第一定位侧板,所述第一定位侧板上安装有定位行程开关,定位行程开关的触发端正对消防风筒的侧面,且逆向设置在输送模块运送消防风筒的方向上;
所述第二定位组件包括第二定位架、第二定位横板,所述第二定位架上设置有与第二定位横板平行的第二定位底板,且第二定位架上安装有第二定位电缸,第二定位电缸的第二定位伸缩轴穿过第二定位底板后与第二定位横板装配固定,所述第二定位横板还与第二定位导向轴一端装配固定,所述第二定位导向轴另一端穿过第二定位底板后与第二定位螺母装配,第二定位螺母不能穿过第二定位底板;所述第二定位导向轴位于第二定位底板与第二定位横板之间的部分上套装有第二定位压簧,第二定位压簧用于对第二定位横板施加阻碍其下移的弹力;所述第二定位横板上还安装有第二定位安装块,第二定位安装块上安装有第二定位侧板,第二定位侧板顶部设置有定位导向部分,定位导向部分由外至内、由上至下倾斜设置。
2.如权利要求1所述的装法兰模块,其特征在于,还包括冲压开关组件,所述冲压开关组件包括第一冲压开关杆、第二冲压开关杆、冲压开关,所述第一冲压开关杆中间部分通过第一冲压转轴与第一冲压立板铰接,所述第一冲压开关杆一端与冲压座底板的端面重合、另一端上设置有让位槽,所述让位槽与第二冲压转轴可圆周转动、可滑动装配,所述第二冲压转轴固定在第二冲压开关杆一端上,所述第二冲压开关杆另一端穿过冲压开关隔板后与冲压触发板装配固定,所述冲压触发板与冲压开关的触发端正对,所述冲压开关安装在冲压安装板上,所述冲压安装板、冲压开关隔板均安装在第一冲压立板上。
3.如权利要求2所述的装法兰模块,其特征在于,所述第二冲压开关杆位于第二冲压转轴和冲压开关隔板之间的部分上设置有冲压限位环,第二冲压开关杆位于冲压限位环和冲压开关隔板之间的部分上套装有复位弹簧,复位弹簧用于对第二冲压开关杆施加阻碍其下移的弹力,从而使得初始状态时,冲压触发板与冲压开关不接触。
4.一种消防风筒生产流水线,其特征在于,应用有权利要求1-3任一项所述的装法兰模块。
5.如权利要求4所述的消防风筒生产流水线,其特征在于,还包括套法兰模块,套法兰模块包括套法兰机构,所述套法兰机构包括套装底板、旋转电缸、套装电缸,所述套装底板上分别设置有套装支板、套装底板滑块、第一套装铰接板、第二套装铰接板,所述套装支板顶面与取法兰机构的取件底板底面贴紧,从而支撑取件底板;取法兰机构用于抓取法兰;
所述第二套装铰接板通过第三套装转轴与第二取件铰接板铰接,所述第一套装铰接板通过第一套装转轴与旋转电缸的外壳铰接,所述旋转电缸的旋转伸缩轴上安装有旋转铰接块,旋转铰接块通过第二套装转轴与第一取件铰接板铰接,所述第一取件铰接板、第二取件铰接板分别安装在取件底板上;
所述套装底板滑块卡装入套装侧滑槽内且与之可滑动装配,所述套装侧滑槽设置在套装侧滑板上,所述套装侧滑板上还安装有套装导向块,所述套装侧滑板底部与套装侧滑架装配固定,所述套装侧滑架上设置有套装侧滑,所述取件电缸安装在套装侧滑架上,取件电缸的取件伸缩轴穿过套装侧滑顶板后与套装底板装配;所述套装导向块可轴向滑动地套装在套装导向轴上,所述套装导向轴两端分别与两块套装立板装配,所述套装侧滑架与套装电缸的套装伸缩轴装配;
所述取法兰机构包括两块存储侧板、切换滚轮,两块存储侧板之间成叠存放有法兰;所述存储侧板底部安装有第一开关壳,第一开关壳远离存储侧板一端上安装有第二开关壳,所述第一开关壳上设置有两个第二开关滑槽,位于下方的第二开关滑槽两侧分别设置有贯穿的第一开关滑槽,两个第二开关滑槽分别与第一开关滑板、第二开关滑板卡合、可滑动装配,所述第一开关滑板两侧分别与不同的开关驱动块一端装配固定,所述开关驱动块另一端穿出第一开关滑槽后与开关驱动块装配固定,所述开关驱动块与第一开关滑槽卡合、可滑动装配,所述开关驱动块侧面上设置有开关驱动斜面、开关驱动立面,所述开关驱动斜面由与开关驱动立面连接一端向另一端逐渐向外倾斜设置;
所述第一开关滑板、第二开关滑板远离法兰一端分别与第一开关齿条、第二开关齿条一端装配,所述第一开关齿条、第二开关齿条另一端分分别与开关齿轮两侧啮合并构成齿轮齿条传动机构,所述开关齿轮套装在开关齿轴上,所述开关齿轴两端分别与第二开关壳的侧壁可圆周转动装配;存储侧板边缘设置有防脱板部分,存储侧板、防脱板部分分别与法兰的四个侧面贴合以存储法兰;所述开关齿轮安装在第二开关壳的联动腔内,且第一开关齿条位于联动腔内的一端上设置有弹簧孔,弹簧孔与开关弹簧一端套装、开关弹簧另一端与联动腔的内壁压紧;所述开关弹簧用于对第一开关齿条施加向法兰推动的弹力。
说明书
技术领域
本发明涉及消防风筒生产技术,特别是涉及一种消防风筒生产流水线。
背景技术
消防排烟风筒(本案简称为消防风筒)目前的加工方式大致如下:
1、采用两块折弯板相互扣接,形成雏形;
2、敲打折弯板的缝边部分110,使得缝边部分110向夹紧部分120弯曲构成第一卷边部分130,第一卷边部分130、缝边部分110卡紧夹紧部分120,从而实现整个消防风筒的缝合;
3、套接法兰200,然后在法兰和消防风筒上打孔,再通过螺丝拧紧以实现法兰200将法兰安装在消防风筒上。
这种方式主要有以下缺陷:
1、消防风筒大多现场制作,采用手工敲打缝边,效率极低,而且品质良莠不齐,品控十分困难。
2、虽然发明人在在先申请(申请号为2020105454699)中已经提到可以通过向法兰卷边的方式固定法兰,但是还涉及到需要人工敲打卷边,问题还是回到人工操作上,质量更是良莠不齐。
而目前主要采用全人工、半自动的加工方式严重影响了生产效率,直接影响企业的竞争力,因此采用全自动化生产技术势在必行。对此发明人设计了一种消防风筒生产流水线,其能够实现消防风筒的自动缝合、检测、套装法兰、固定法兰。
发明内容
有鉴于现有技术的上述缺陷,本发明所要解决的技术问题是提供一种装法兰模块及其消防风筒生产流水线,其装法兰模块能够完成现第二卷边部分的加工。
为实现上述目的,本发明提供了一种装法兰模块,包括第一冲压立板、两块第二冲压立板、第一冲压座、第二冲压座组件、第三冲压座组件,所述第一冲压立板、两块第二冲压立板顶部分别与冲压顶板装配固定,第一冲压立板、两块第二冲压立板底部分别与冲压架装配固定,所述第一冲压立板上还安装有冲压导向块,所述第二冲压立板内侧设置有冲压滑槽;所述冲压导向块内部设置有冲压板槽,冲压板槽内安装有冲压板,冲压板固定在冲压动力轴一端上,冲压动力轴另一端穿出冲压导向块后装入冲压油缸内;
所述第一冲压座组件包括第一冲压保持块、第一冲压块,第一冲压块与与之对应冲压轴装配固定;所述第一冲压保持块可装入消防风筒内用于支撑消防风筒两端,所述第一冲压块上设置有折弯斜面,折弯斜面由靠近消防风筒一端向另一端逐渐向外倾斜设置;所述第二冲压座组件包括第二冲压保持块、第二冲压块,第二冲压块与与之对应的冲压轴装配固定;所述第二冲压保持块可装入消防风筒内用于支撑消防风筒两端,所述第二冲压块上设置有压平面,压平面用于将已经折弯的第二卷边部分向卡合部分的端面进一步弯折;所述第三冲压座组件还包括第三冲压保持块、第三冲压块,第三冲压块与与之对应冲压轴装配固定;所述第三冲压保持块可装入消防风筒内用于支撑消防风筒两端,所述第三冲压块内部为中空的卷边腔,所述第三冲压保持块装入卷边腔内且第三冲压保持块的外壁与卷边腔的内壁之间构成卷边槽,所述卷边腔的外端面为卷边驱动面。
本发明还公开了一种消防风筒生产流水线,其应用有上述装法兰模块。
本发明的有益效果是:
1、本发明能够实现消防风筒的自动缝合、检测、切折弯槽、套法兰、加工第二卷边部分,整个过程权自动化操作,可以大大提高生产效率,而且为后期无人工厂设计提供技术基础。
2、本发明的平台模块结构简单,且体型偏小,采用辊压方式加工第一卷边部分,因此第一卷边部分能够较好地压紧在夹紧部分上,从而实现更好的缝边效果。同时,这种辊压的方式相对于传统敲打缝边的方式其效率至少提高3倍及以上,而且产品质量更高、更加均匀稳定。
3、本发明的检测模块能够实现自动检测第一卷边部分处缝合后的平整度,从而可以确保产品质量处于合格区间内。
4、本发明的输送模块能够通过夹装机构夹取消防风筒,然后将消防风筒输送至各个工序中,以实现自动化操作。
5、本发明的切槽模块能够实现对消防风筒两端切割折弯槽,从而获得第二折弯部分。
6、本发明的套法兰模块能够实现将法兰取出、套装在消防风筒上,从而为后续装法兰提供基础。
7、本发明的装法兰模块能够实现将第二卷边部分卷曲、压紧在卡合部分上,从而实现将法兰固定在消防风筒上。
附图说明
图1-图4是消防风筒的结构示意图。
图5-图7是本发明的结构示意图。
图8是平台模块、检测模块、切槽模块结构示意图。
图9-图13是拼装机构结构示意图。
图14-图18是辊压模块结构示意图。
图19-图23是辊压机构结构示意图。其中图21、图22、图23分别为第二辊压轴、第三辊压轴、第四辊压轴轴线所在中心面处剖视图。
图24-图27是检测模块结构示意图。其中图26是检测导向轴轴线所在中心面处剖视图;图27是图26中F1处放大图。
图28-图30是切槽模块的结构示意图。
图31-图34是切槽机构的结构示意图。其中图32是切割齿轴轴线所在中心面处剖视图。
图35是第一定位组件、第二定位组件的结构示意图。
图36-图42是输送模块结构示意图。其中图38-图39是夹装机构结构示意图。图40-图41是张紧机构结构示意图,图40为张紧螺杆轴线所在中心面处剖视图。图42是张紧探测机构机构示意图。
图43-图49是套法兰模块结构示意图。图48、图49分别为法兰两个相互垂直的中心面处剖视图。
图50-图51是套法兰模块的第一定位组件、第二定位组件处结构示意图。
图52-图55是装法兰模块的结构示意图。其中图55是冲压轴轴线所在中心面处剖视图。
图56-图57为冲压受力板处结构示意图。
图58为冲压开关组件的第二冲压转轴轴线所在中心面处剖视图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。
在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
参见图1-图4,本实施例用于加工消防风筒,具体加工步骤为:
1、将在加工折弯板时加工出法兰凸台101(图1-图2、图4中未画出法兰凸台101),法兰凸台101用于限制法兰套装在消防风筒上的深度。然后将两块折弯板相互扣接,拼接出消防风筒100的雏形,获得图1结构;
2、敲打缝边部分110,使得缝边部分110向夹紧部分120折弯形成第一卷边部分130,第一卷边部分130与缝边部分110将夹紧部分120卡紧,实现缝边,获得图2状态;
3、在消防风筒两端分别套装法兰200,法兰200上设置有卡合部分210;
4、在消防风筒两端分别切断出折弯槽102从而获得第二卷边部分140,并敲打第二卷边部分140,使得第二卷边部分140向卡合部分210弯曲,直到将卡合部分210卡紧在折弯板和第二卷边部分140之间即可,获得图4状态。
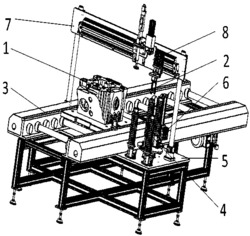
参见图5-图7,本实施例的消防风筒生产流水线,包括:
平台模块A,用于拼接、缝合消防风筒;拼接完成的消防风筒为100-1,并完成缝边的消防风筒100-2;
检测模块B,用于检测缝合的第一卷边部分130的平整度;消防风筒完成缝边后上移,达到100-3位置,然后停止以进行检测。
切槽模块C,用于在消防风筒100两端分别切出折弯槽102,获得未卷边的第二卷边部分140;
输送模块D,用于通过夹装机构夹装缝合后的消防风筒,并运送消防风筒;消防风筒检测完毕后上移至100-4,从而使得夹装机构D200夹紧消防风筒,然后夹装机构释放消防风筒并复位,由输送模块D分别将消防风筒输送至切槽模块C(100-5处)、套法兰模块E(100-6处)、装法兰模块F(100-7处)、输出皮带架400(100-8处)。
套法兰模块E,用于从存储侧板内将法兰200取出,然后分别套装在消防风筒100两端;
装法兰模块F,用于将未卷边的第二卷边部分140向卡合部分210卷边,从而使得第二卷边部分140将法兰200卡紧固定在法兰凸台101和第二卷边部分140之间;
输出皮带架400,用于将加工完成的消防风筒100通过输出皮带输出。本实施例中100-1、100-2、100-3、100-4、100-5、100-6、100-7、100-8分别为消防风筒的不同状态和位置,均表示消防风筒。
参见图5-图23,所述平台模块A包括辊压模块、平台顶板A110、平台底板A130、平台立板A120,所述平台顶板A110、平台底板A130分别与平台立板A120两端装配固定;所述平台顶板A110、平台底板A130分别与至少四根第一平台螺杆A210可圆周转动、不可轴向移动装配,四根第一平台螺杆A210上分别套装有平台带轮A311,平台皮带A310分别绕过四个平台带轮A311并构成带传动机构,其中一根第一平台螺杆A210一端穿出平台底板A130后与平台升降电机A410的输出轴通过联轴器连接固定,平台升降电机A410启动后能够驱动第一平台螺杆A210圆周转动;
所述第一平台螺杆A210穿过平台升降动力块A151且与之通过螺纹旋合装配,从而在第一平台螺杆A210圆周转动时能够驱动平台升降动力块A151沿着其轴向移动;所述平台升降动力块A151设置在平台端架A150上,所述平台端架A150属于拼装机构,所述拼装机构还包括平台旋转电机A420、平台夹紧电机A430、第一平台旋转架A160、第二平台旋转架A170,所述第一平台旋转架A160、第二平台旋转架A170上分别设置有第一平台旋转板A161、第二平台旋转板A171,所述第一平台旋转板A161、第二平台旋转板A171分别与不同的平台旋转轴A230一端装配固定,所述平台旋转轴A230另一端分别穿过与之对应的平台升降动力块A151后与平台蜗轮A330装配固定,所述平台蜗轮A330与平台蜗杆A320啮合传动,平台蜗杆A320分别与安装在平台端架A150上的平台蜗杆板A153可圆周转动装配,所述平台蜗杆A320还与平台旋转电机A420的输出轴通过联轴器连接固定,平台旋转电机A420启动后能够驱动平台旋转轴A230圆周转动,从而分别驱动第一平台旋转架A160、第二平台旋转架A170同步转动。优选地,所述平台端架A150上还设置有平台端板A152,所述平台旋转轴A230上设置有编码检测轴A231,所述编码检测轴A231穿过平台端板A152后与编码器A440的输入轴连接固定,在平台旋转轴A230圆周转动时能够驱动编码器A440的输入轴同步转动,从而通过编码器探测平台旋转轴A230的转动角度。
所述第一平台旋转架A160、第二平台旋转架A170远离平台端架A150一端分别安装有第一旋转支板A162、第二旋转支板A173,所述第一旋转支板A162、第二旋转支板A173分别与拼装滑轨A340两端装配固定,所述拼装滑轨A340分别与两块夹紧侧板A510上的夹紧侧板槽A511卡合、可滑动装配,所述两块夹紧侧板A510分别套装在夹装螺杆A220上且与之通过螺纹旋合装配,所述夹装螺杆A220两端分别与第一平台旋转板A161、第二平台旋转板A171可圆周转动、不可轴向移动装配;所述夹装螺杆A220一端穿出第二平台旋转板A171后与第一平台齿轮A351装配固定,所述第一平台齿轮A351与第二平台齿轮A352啮合传动,所述第二平台齿轮A352与第三平台齿轮A353啮合传动,所述第二平台齿轮A352、第三平台齿轮A353分别套装在平台中间轴A240、平台夹紧输出轴A431上,所述平台中间轴A240、平台夹紧输出轴A431分别与第二平台旋转板A171可圆周转动装配,所述平台夹紧输出轴A431一端装入平台夹紧电机A430内,平台夹紧电机A430启动后能够驱动平台夹紧输出轴A431圆周转动,从而驱动夹装螺杆A220圆周转动。优选地,两块夹紧侧板A510与夹装螺杆A220旋合的螺纹旋向相反,从而使得夹装螺杆A220圆周转动时两块夹紧侧板A510相互靠或相互远离移动。
所述夹紧侧板A510的两侧上分别安装有夹紧立板A520,夹紧侧板A510上、两块夹紧立板A520之间安装有内部支撑块A560,所述内部支撑块A560卡装入消防风筒内且与之卡合装配以支撑、卡紧消防风筒。所述夹紧立板A520与夹紧滑轴A540卡合、可轴向滑动装配,所述夹紧滑轴A540一端套装夹紧压簧A550后与夹紧板A530装配固定,所述夹紧滑轴A540另一端穿过夹紧立板A520后与第一螺母A541装配固定,第一螺母不能穿过夹紧立板A520,从而限制夹紧立板A520与夹紧板A530的最大间距。夹紧板A530压紧在消防风筒侧面上,压紧力通过夹紧压簧A550的压缩弹力提供。夹紧立板A520的开放端上设置有扩口部分A531,扩口部分A531用于引导消防风筒装入夹紧立板A520内侧。
所述平台底板A130上安装有支撑台A140,支撑台A140上设置有支撑侧板A141、支撑槽A142,所述支撑侧板A141、支撑台A140分别与消防风筒的侧壁贴合,用于定位、支撑折弯板。所述支撑槽A142内容纳有辅助支撑块A180,所述辅助支撑块A180与消防风筒100的底面贴紧以支撑消防风筒,且辅助支撑块A180固定在拼装滑轨A340上,所述夹装螺杆A220与辅助支撑块A180可圆周转动装配或不接触。
加工消防风筒时,首先将两夹紧侧板A510相互远离移动,使得两块夹紧侧板A510之间有足够的空间安放消防风筒。然后将两块折弯板分别放置在支撑台A140上,支撑台A140和辅助支撑块A180、支撑侧板A141进行两侧面定位并拼装到位,可以手工敲打缝边部分110,使得两块折弯板扣紧,获得消防风筒雏形。再驱动两块夹紧侧板A510相互靠近移动,从而使得两块夹紧侧板A510分别与消防风筒两端贴紧、内部支撑块A560装入消防风筒100内、两侧的夹紧板A530分别通过夹紧压簧A550的弹力压紧在消防风筒两侧,从而实现对消防风筒两端的夹紧、定位,实现消防风筒的初步拼装。
所述辊压模块包括辊压底板A190,辊压底板A190上分别安装有第一辊压立板A191、第二辊压立板A192,所述第一辊压立板A191、第二辊压立板A192分别与辊压导向筒A250装配固定,所述辊压导向筒A250内部中空且其内部与辊压导向轴A260一端卡合、可轴向滑动装配,所述辊压导向轴A260另一端与辊压侧板A610装配固定,所述辊压侧板A610固定在辊压架A620上且辊压侧板A610与辊压伸缩轴A451一端装配固定,辊压伸缩轴A451另一端装入辊压电缸A450内,且辊压电缸A450启动后能够驱动辊压伸缩轴A451轴向移动,从而驱动辊压侧板A610同步移动,也就可以调节辊压组件A700与拼装机构的间距。
所述辊压架A620上分别安装有第一辊压架板A621、第二辊压架板A622、第三辊压架板A623,所述第一辊压架板A621上设置有贯穿的链条通槽A6211,每块第一辊压架板A621、第二辊压架板A622、第三辊压架板A623为一对辊压架板,所述辊压架A620两端分别有一对辊压架板,其中一对第一辊压架板A621、第二辊压架板A622分别与辊压电机A460的辊压输出轴A461可圆周转动装配,辊压电机A460安装在辊压架A620上,且辊压输出轴A461上套装有辊压链轮A361;另一对第一辊压架板A621、第二辊压架板A622分别与辊压链轮轴A270可圆周转动装配,所述辊压链轮轴A270上套装有另一辊压链轮A361;链条A360分别绕过两个辊压链轮A361且与之构成链传动机构,且链条A360的两端分别穿过一个链条通槽A6211后与辊压组件A700的辊压滑块A720的两端装配固定。
所述辊压组件A700包括辊压立板A710、辊压滑块A720、第一辊压安装块A740、第二辊压安装块A750,所述辊压立板A710、第一辊压安装块A740、第二辊压安装块A750均安装在辊压滑块A720上,所述辊压滑块A720上设置有辊压滑槽A721,辊压滑槽A721与辊压导轨A660卡合、可滑动装配,所述辊压导轨A660安装在辊压底板A650上,辊压底板A650安装在辊压架A620上;所述辊压滑块A720上还安装有辊压导向块A730,辊压导向块A730上设置有辊压导向滑槽A731,辊压导向滑槽A731与辊压滑块A761卡合、可滑动装配,所述辊压滑块A761安装在辊压轮架A760上,辊压轮架A760上安装有第五辊压轴A285,第五辊压轴A285上可圆周转动地套装有第二辊压轮A820;所述辊压轮架A760与第四辊压轴A284一端装配固定,第四辊压轴A284另一端穿出辊压立板A710后与辊压动力块A770装配固定,且第四辊压轴A284可相对于辊压立板A710轴向滑动,从而带动辊压轮架A760同步移动。
所述第一辊压安装块A740、第二辊压安装块A750分别与第三辊压轴A283、第二辊压轴A282装配,所述第三辊压轴A283两端分别穿出辊压立板A710、第一辊压安装块A740,且第三辊压轴A283穿出辊压立板A710一端与另一辊压动力块A770装配固定、穿出第一辊压安装块A740一端与第三辊压轮A830可圆周转动装配;所述辊压动力块A770的上下两端面上分别安装有辊压侧推轴A286,辊压侧推轴A286上可圆周转动地套装有辊压滚筒A287;所述第二辊压轴A282两端分别穿出第二辊压安装块A750,且第二辊压轴A282靠近辊压动力块A770一端与辊压齿轮A850装配固定、另一端与第四辊压轮A840装配固定,所述第四辊压轮A840的侧壁上设置有数个沿着其圆周方向分布的辊压凸条A841;
所述辊压滑块A720上还至少安装有三根第一辊压轴A281,每根第一辊压轴A281上均套装有一个第一辊压轮A810,本实施例中,第二辊压轮、第三辊压轮、第四辊压轮分别对应一个第一辊压轮A810,且第四辊压轮与与之对应的第一辊压轮A810的最小间距等于或略大于缝边部分110、夹紧部分120、第一卷边部分130的总厚度。使用时,第一辊压轮A810贴紧在缝边部分110远离第一卷边部分130一端的外端面上,而第二辊压轮将缝边部分110需要加工成第一卷边部分130的一端通过推力折弯;第三辊压轮将折弯的第一卷边部分130继续向夹紧部分120弯折,并最终将第一卷边部分130折弯至接近与夹紧部分120贴紧平行处;第四辊压轮直接通过与与之对应的第一辊压轮A810配合辊压第一卷边部分130,使得第一卷边部分130压紧在夹紧部分120上,从而完成缝边。另外辊压凸条A841在第一卷边部分130上形成间歇性压痕、压槽,从而使得第一卷边部分130更好地压紧在夹紧部分120上。
所述辊压架A620上还分别安装有第一辊压推板A630、第二辊压推板A640,所述第一辊压推板A630、第二辊压推板A640上分别设置有第一辊压推槽A631、第二辊压推槽A641,所述第一辊压推槽A631、第二辊压推槽A641分别与每块辊压动力块A770两端上的辊压滚筒A287卡合、可滑动装配,所述第一辊压推槽A631、第二辊压推槽A641结构相同,所述第二辊压推槽A641包括第一直槽部分A6411、第二直槽部分A6413、以及圆滑连接第一直槽部分A6411、第二直槽部分A6413的斜槽部分A6412,所述第二直槽部分A6413比第一直槽部分A6411更靠近拼装机构。从而使得辊压滚筒A287经过斜槽部分A6412时能够驱动与之对应的第四辊压轴A284或第三辊压轴A283产生轴向移动。所述第二辊压推板A640上还设置与齿槽部分A642,齿槽部分A642在第二辊压推板A640上形成辊压齿条,辊压齿条与辊压齿轮A850啮合并构成齿轮齿条传动机构。
在需要辊压缝边时,辊压电机启动,驱动链条A360运行,链条A360将辊压滑块A720沿着辊压滑轨A660的长度方向上拉动,从而使得辊压组件由第一直槽部分A6411向第二直槽部分A6413方向移动。在第二辊压轮A820接近缝边部分110时,与第二辊压轮A820对应的辊压滚筒A287进入斜槽部分A6412,从而随着辊压组件的移动,斜槽部分A6412驱动辊压滚筒A287向缝边部分110移动,以使得第二辊压轮A820向缝边部分110挤压,以使得将要加工的第一卷边部分130与缝边部分110折弯,为后续加工第一卷边部分130提供基础。然后第三辊压轮A830到达接近第一卷边部分130处,且此时第二辊压轮对应的辊压滚筒A287进入斜槽部分A6412内,第三辊压轮A830向第一卷边部分130移动,从而驱动第一卷边部分130继续向夹紧部分120弯折,直到第一卷边部分130达到接近与夹紧部分平行的状态。接着第四辊压轮A840达到接近第一卷边部分130处,然后第四辊压轮A840、与第四辊压轮A840对应的第一辊压轮A810将缝边部分110、夹紧部分120、第一卷边部分130夹紧,并随着辊压滑块的移动,辊压齿轮与辊压齿条啮合传动使得第四辊压轮A840圆周转动以连续辊压第一卷边部分130,从而将第一卷边部分130压紧在夹紧部分上以完成缝边。这种缝合方式使得第一卷边部分130每一处基本上都向夹紧部分贴紧,从而缝边效果更好,另外由于有第一辊压轮A810对缝边部分110底部的支撑,因此缝合处直线度较高,也比较美观。
参见图5-图8、图24-图27,所述检测模块B包括检测底板B110、检测座机构B300、检测头机构B600,检测底板B110两端分别安装有检测侧板B111,检测侧板B111分别与不同的平台立板A120装配固定;两块检测侧板B111分别与第一检测螺杆B210两端可圆周转动、不可轴向移动装配,所述第一检测螺杆B210装入检测空心轴电机B410的空心输出轴内且与之可轴向滑动、不可圆周转动装配,所述检测空心轴电机B410启动后能够驱动第一检测螺杆B210圆周转动。所述第一检测螺杆B210穿过检测侧移块B320且与之通过螺纹旋合装配,所述检测侧移块B320属于检测座机构B300,所述检测座机构B300还包括第二检测螺杆B220、第一检测座块B310、第二检测座块B330,所述第一检测座块B310、第二检测座块B330分别安装在检测侧移块B320两侧,所述第一检测座块B310、检测侧移块B320、第二检测座块B330与第二检测螺杆B220可圆周转动、轴向移动装配,所述第二检测螺杆B220有两根且其一端与检测壳B610装配固定、另一端穿出第一检测座块B310后分别与不同的检测带轮B511装配固定,两个检测带轮B511之间通过检测皮带B510连接并构成带传动机构;第一检测座块B310上可圆周转动、不可轴向移动地安装有第一检测螺纹筒B250、第二检测螺纹筒B260,所述第一检测螺纹筒B250、第二检测螺纹筒B260内侧分别通过螺纹与第二检测螺杆B220旋合装配,且第一检测螺纹筒B250位于第一检测座块B310的两端分别与第一检测限位环B251、检测带轮B511装配固定;所述第二检测螺纹筒B260位于第一检测座块B310的两端分别与第三检测齿轮B523、另一检测带轮B511装配固定,所述第三检测齿轮B523与第二检测齿轮B522啮合传动,所述第二检测齿轮B522与第一检测齿轮B521啮合传动,所述第二检测齿轮B522、第一检测齿轮B521分别套装在检测中间轴B270、检测侧移输出轴B421上,所述检测中间轴B270、检测侧移输出轴B421分别与两块检测轴板B340可圆周转动装配,两块检测轴板B340分别安装在第一检测座块B310、第二检测座块B330上,检测侧移输出轴B421一端穿出其中一块检测轴板B340后装入检测侧移电机B420内,所述检测侧移电机B420启动后能够驱动检测侧移输出轴B421圆周转动,从而驱动第一检测螺纹筒B250、第二检测螺纹筒B260同步转动以使得两根第二检测螺杆同步轴向移动。
所述检测头机构B600包括检测壳B610、检测滚轮B530,所述检测壳B610内部设置有检测内腔B612、检测滑槽B611,所述检测滑槽B611内卡合、可滑动地安装有检测滑块B620,检测滑块B620与检测轮轴B240可圆周转动、不可轴向移动装配,所述检测轮轴B240一端穿出检测壳B610后与检测滚轮B530装配,所述检测滑槽B611、检测滑块B620、检测轮轴B240、检测滚轮B530至少分别有两个;所述检测滑块B620还与检测导向轴B230一端装配固定,所述检测导向轴B230套装检测压簧B710后穿出检测壳B610且与检测螺帽B231装配,所述检测螺帽B231不能装入检测壳B610内,所述检测压簧B710两端分别与检测滑块B620、检测滑槽B611内壁压紧,用于对两块检测滑块B620相互远离移动提供弹性阻力。所述检测滑块B620位于检测内腔B612一端还与检测端块B630装配固定,所述检测端块B630上安装有检测绝缘块B640,所述检测绝缘块B640内部设置有绝缘腔B641,所述绝缘腔B641内安装固定有绝缘板B660,所述绝缘板B660与导电轴B730可轴向滑动装配,导电轴B730一端穿出检测绝缘块B640且与导电条B720压紧导电,所述导电条B720安装在绝缘座B650上,绝缘座B650安装在检测内腔B612的内壁上;所述导电轴B730远离导电条B720一端穿过绝缘板B660且与第一导线B740一端导电连接,所述导电轴B730上还设置有导电绝缘环B731,所述导电绝缘环B731与绝缘板B660之间安装有绝缘压簧B670,绝缘压簧B670用于对导电轴B730施加向导电条B720推动的弹力。
所述第一导线B740另一端与电阻串联后与电池的负极导电连接,所述导电条B720一端通过第二导线与电池的正极导电连接,所述导电轴B730、第二导线分别与电压计的负极、正极接入端导电连接,电压计用于探测导电轴B730、导电条之间的电压值,并将电压值输入MCU内,MCU根据电压值、导电轴B730阻值、电池输出电流推算导电条阻值,并根据导电条的电导率推算导电轴B730与导电条的相对位置,从而根据使用过程中导电轴B730与导电条的位置变化推算第一卷边部分130处的缝合平整度。并将此平整度与预设参数比对,从而判断缝合部分的平整度是否达标,如果不达标在作为次品直接输出至输出皮带架400,如果达标则进行后续装法兰操作。本实施例中,采用两个检测滚轮B530分别压紧在缝补部分110上下两端面,并沿着缝合部分110的长度方向移动检测头机构B600,只要缝合部分110存在起伏,则必然使两个检测滚轮B530产生起伏,从而在导电轴与导电条之间产生位移量。
初始状态时,检测头机构B600位于最靠近检测座机构B300一端,此时检测头机构B600的检测滚轮远离缝合部分110。在需要检测时,检测侧移电机B420启动,驱动两根第二检测螺杆B220向检测头机构B600移动,从而使得两根检测滚轮B530分别位于缝合部分110的上下两端面处,此时两个检测滚轮与缝合部分110不接触。然后启动检测空心轴电机B410,使得第一检测螺杆B210圆周转动,从而驱动检测头机构B600沿着缝合部分110长度方向上移动,两个带动导电轴在导电条上产生位移量以反馈缝合部分的平整度,从而快速检测缝合部分。由于消防风筒有两个缝合部分,因此可以在一个检测完后旋转消防风筒,使得另一缝合部分与两个检测滚轮对应,从而检测这个缝合部分。
参见图5-图8、图28-35,所述切槽机构C包括切槽底板C110,所述切槽底板C110两端面上分别安装有两块切槽立块C120、两块切槽连接板C111,所述切槽连接板C111与辊压底板A190装配固定,所述切槽底板C110位于两块切槽立块C120处分别安装有切槽机构C400,所述切槽机构C400包括切槽壳C410,切槽壳C410面向消防风筒100的两端面分别为第一切槽立板C411、第二切槽立板C413,所述第一切槽立板C411、第二切槽立板C413两侧分别通过切槽侧板C412连接固定,所述第一切槽立板C411通过连接套C450与切槽侧移大端C221可圆周转动装配,所述切槽侧移大端C221固定在切槽侧移螺杆C220一端上,切槽侧移螺杆C220另一端穿过与之靠近的切槽立块C120后与切槽空心轴电机C320的切槽空心输出轴可轴向滑动、不可圆周转动装配,所述切槽空心轴电机C320启动后能够驱动切槽侧移螺杆C220圆周转动。所述切槽侧移螺杆C220通过螺纹与切槽立块C120旋合装配,从而使得切槽侧移螺杆C220圆周转动时能够轴向移动,从而带动切槽机构C400同步移动。所述第一切槽立板C411还与切槽导向轴C210一端装配固定,所述切槽导向轴C210另一端穿过切槽立块C120且与之可轴向滑动装配。所述第一切槽立板C411还与拉绳C311一端装配固定,拉绳C311另一端装入拉绳位移传感器C310内,拉绳位移传感器C310通过拉绳C311的拉出长度变化判断切槽机构C400的位移量。
所述第二切槽立板C413上设置有两条贯穿的切割滑槽C4131,所述切割滑槽C4131与第一切割齿条C720卡合、可滑动装配,所述第一切割齿条C720一侧与切割锯C710装配固定,切割锯C710上设置有无数切割锯齿,使用时,通过切割锯往复移动以在消防风筒100两端锯出折弯槽102以便于后续第二卷边部分140的加工。所述第一切割齿条C720另一侧上设置有切割卡齿C722、切割锯导向块C721,所述切割锯导向块C721与切割导向槽C461卡合、可滑动装配,所述切割导向槽C461设置在切割导向条C460内侧,切割导向条C460安装在第二切槽立板C413上;所述切割卡齿C722与切割半齿轮C810上的切割半齿C811啮合并构成齿轮齿条传动机构,所述切割半齿C811不超过切割半齿轮C810圆周的一半;所述第一切割齿条C720通过齿条连接块C750与第二切割齿条C730连接固定,所述第二切割齿条C730上还安装有切割保持块C740,所述切割保持块C740可轴向滑动地套装在切割滑轴C230上,切割滑轴C230两端分别与两块切槽侧板C412装配。所述切割半齿轮C810套装在切割齿轴C240上,切割齿轴C240一端穿出切槽壳C410后与切割电机C330的输出轴通过联轴器连接固定,切割电机C330启动后能够驱动切割齿轴C240圆周转动。所述第一切割齿条C720、第二切割齿条C730分别位于切割半齿轮C810两侧且择一与切割半齿C811啮合传动。使用时,切割半齿C811首先与第一切割齿条啮合,从而驱动第一切割齿条移动,然后切割半齿C811转离第一切割齿条C720并与第二切割齿条C730啮合,从而驱动第二切割齿条C730反向移动以带动切割锯C710反向移动,如此往复,并配合切割空心电机C320的运行,推动切割锯向消防风筒逐渐移动,直到完成折弯槽的切割,最后所有设备复位即可。
优选地,由于在对消防风筒的端部进行切割时,由于消防风筒壁厚较小,很容易导致第二卷边部分严重变形,对此发明人在切槽侧板C413上分别安装有两块切槽加固板C440,使用时两块切槽加固板C440分别位于消防风筒两端的两侧,从而对切割处附近进行加强以避免造成较大的变形。所述切槽加固板C440的上下两侧、切槽侧板C413上还分别安装有切槽限位板C430、切槽盒C420,所述切槽限位板C430用于和法兰凸起101配合以限制切割锯C710的进刀量,所述切槽盒C420内部中空且用于存储切割产生的碎屑、粉末。
优选地,由于在切割时会对消防风筒产生应力,很可能导致消防风筒移位,对此发明还增加了第一定位组件C500、第二定位组件C600,所述第一定位组件C500、第二定位组件C600分别用于对消防风筒两侧进行定位。所述第一定位组件C500包括第一定位架C510、第一定位横板C520,所述第一定位架C510上设置有与第一定位横板C520平行的第一定位底板C511,且第一定位架C510上安装有第一定位电缸C350,第一定位电缸C350的第一定位伸缩轴C351穿过第一定位底板C511后与第一定位横板C520装配固定,所述第一定位横板C520还与第一定位导向轴C250一端装配固定,所述第一定位导向轴C250另一端穿过第一定位底板C511后与第一定位螺母C251装配,第一定位螺母C251不能穿过第一定位底板C511;所述第一定位导向轴C250位于第一定位底板C511与第一定位横板C520之间的部分上套装有第一定位压簧C530,第一定位压簧C530用于对第一定位横板C520施加阻碍其下移的弹力。所述第一定位横板C520上还安装有第一定位安装块C540,第一定位安装块C540上安装有第一定位侧板C541,所述第一定位侧板C541上安装有定位行程开关C340,定位行程开关C340的触发端正对消防风筒100的侧面,且逆向设置在输送模块运送消防风筒的方向上。
所述第二定位组件C600包括第二定位架C610、第二定位横板C620,所述第二定位架C610上设置有与第二定位横板C620平行的第二定位底板C611,且第二定位架C610上安装有第二定位电缸C360,第二定位电缸C360的第二定位伸缩轴C361穿过第二定位底板C611后与第二定位横板C620装配固定,所述第二定位横板C620还与第二定位导向轴C260一端装配固定,所述第二定位导向轴C260另一端穿过第二定位底板C611后与第二定位螺母C261装配,第二定位螺母C261不能穿过第二定位底板C611;所述第二定位导向轴C260位于第二定位底板C611与第二定位横板C620之间的部分上套装有第二定位压簧C630,第二定位压簧C630用于对第二定位横板C620施加阻碍其下移的弹力。所述第二定位横板C620上还安装有第二定位安装块C640,第二定位安装块C640上安装有第二定位侧板C641,第二定位侧板C641顶部设置有定位导向部分C6411,定位导向部分由外至内、由上至下倾斜设置。从而引导第二定位侧板C641将消防风筒侧壁卡紧。在消防风筒完成检测且检测合格后,第一定位电缸C350驱动第一定位伸缩轴上移,使得第一定位侧板C541能够阻挡消防风筒通过,而且定位行程开关C340的触发端正对消防风筒。输送模块携带消防风筒向切槽模块移动,直到触发定位行程开关C340,定位行程开关C340向工控机输入信号,工控机判断为消防风筒达到切槽模块C,然后启动第二定位电缸C360,第二定位电缸C360驱动第二定位侧板C641上移,从而将消防风筒两侧卡紧在第二定位侧板C641、第一定位侧板C541之间,完成消防风筒两侧的定位。再启动切槽空心轴电机,使得切槽侧移螺杆C220驱动切槽壳C410向消防风筒移动,直到切槽加固板C440卡紧在消防风筒两端。最后启动切割电机C330,切割电机C330驱动切割锯C710往复移动以切出折弯槽102。切割完毕后(切割锯达到预设进刀量),所有设备复位即可,输送模块D将消防风筒送入套法兰模块E。
参见图5-图7、图31-图42,所述输送模块D包括输送顶板D110、第一输送侧板D120、第二输送侧板D140、夹装机构D200、张紧机构D700、张紧探测机构D600,所述第一输送侧板D120、输送顶板D110一端均安装在平台顶板A110上,所述第二输送侧板D140安装在输送顶板D110另一端上,所述第一输送侧板D120、第二输送侧板D140分别与输送导向轴D330两端装配固定,所述输送导向轴D330上可轴向滑动地套装有夹装机构D200的第二夹装板D220,所述输送顶板D110靠近第一输送侧板D120、第二输送侧板D140的两端上还分别安装有输送轴板D130,两端的输送轴板D130分别与输送电机轴D411、输送带轮轴D340可圆周转动装配,所述输送电机轴D411、输送带轮轴D340上分别套装有输送带轮D511,两个输送带轮D511之间通过输送皮带D510连接并构成带传动机构,所述输送电机轴D411一端装入输送电机D410内,输送电机D410启动后能驱动输送电机轴D411圆周转动,从而驱动输送皮带D510运行。所述夹装机构D200包括第一夹装板D210、第二夹装板D220、第三夹装板D230、第四夹装板D240,所述第二夹装板D220两端分别与第三夹装板D230、第一夹装板D210装配固定,所述第四夹装板D240有两块且平行安装在第三夹装板D230上;所述第一夹装板D210上设置有输送连接块D211,输送连接块D211与输送皮带D510装配固定;两块第四夹装板D240之间还安装有两块相互平行的第五夹装板D250、第六夹装板D260,两块第四夹装板D240还分别与夹装导向轴D310两端装配、与夹装螺杆D320可圆周转动、不可轴向移动装配;两块第五夹装板D250分别可轴向滑动地套装在夹装导向轴D310上、且两块第五夹装板D250分别与夹装螺杆D320通过螺纹旋合装配,两块第五夹装板D250与夹装螺杆D320旋合的螺纹旋向相反,使得两块第五夹装板D250可同步相互靠近、相互远离移动。所述第六夹装板D260与夹装滑轴D280一端装配固定,夹装滑轴D280另一端穿过第五夹装板D250后与夹装螺母D281装配,所述夹装螺母D281不能穿过第五夹装板D250,且所述第五夹装板D250与第六夹装板D260之间还安装有夹装压簧D290,夹装压簧D290用于对第六夹装板D260施加阻碍其向第六夹装板D260移动的弹力。两块第五夹装板D250之间还安装有第七夹装板D270,第七夹装板D270通过夹装连接板(未画出)与第三夹装板D230装配固定;所述第七夹装板D270上安装有夹装空心轴电机D440,夹装空心轴电机D440的夹装空心输出轴套装在夹装螺杆D320上且与之不可相对圆周转动装配。夹装空心轴电机D440启动后能够带动夹装螺杆圆周转动,从而驱动两块第五夹装板D250相互靠近或相互远离移动。初始状态时,两块第六夹装板D260位于最靠近第四夹装板D240为位置,此时两块第六夹装板间距最大。在消防风筒完成检测后,消防风筒上移,直到消防风筒顶面与第三夹装板贴合,夹装空心轴电机启动,从而驱动两块第六夹装板相互靠近以夹装消防风筒;夹装消防风筒后,两块夹紧侧板A510相互远离移动,使得两块内部支撑块A560均退出消防风筒,然后拼装机构下移复位,输送电机启动,通过输送皮带D510输送消防风筒。
所述张紧机构D700包括张紧侧板D710、第二张紧顶板D720、第一张紧顶板D730,所述第一张紧顶板D730通过张紧连接板D731与第二张紧顶板D720装配固定,所述张紧侧板D710顶部与第一张紧顶板D730装配、底部安装在输送顶板D110上;所述张紧侧板D710上设置有张紧导向槽D711,张紧导向槽D711与张紧升降板D740卡合、可滑动装配,张紧升降板D740套装在两根张紧螺杆D370上且与之通过螺纹旋合装配;两根张紧螺杆D370顶部分别穿过第一张紧顶板D730且与之可圆周转动、不可轴向移动装配,两根张紧螺杆D370分别穿过输送顶板D110后分别与一块张紧连接块D750装配;两根张紧螺杆D370位于第二张紧顶板D720、第一张紧顶板D730之间的部分上分别套装有一个张紧带轮D521,两个张紧带轮D521之间通过张紧皮带D520连接并构成带传动机构;其中一根张紧螺杆D370顶部穿过第二张紧顶板D720后与张紧电机D430的输出轴通过联轴器连接固定,张紧电机D430启动后能够驱动两根张紧螺杆同步转动,从而驱动张紧升降板D740沿着其轴向移动。所述张紧连接块D750固定在张紧滑块D760一端上,张紧滑块D760卡合、可滑动地安装在张紧滑槽D1111内,所述张紧滑槽D1111设置在张紧轴板D111上,张紧轴板D111安装在输送顶板D110上,所述张紧滑块D760与张紧轮轴D770可圆周转动装配,所述张紧轮轴D770上可圆周转动地套装有张紧轮D780,张紧轮D780与输送皮带D510贴紧以张紧输送皮带D510。在需要增加对输送皮带的张紧力时,张紧电机D430驱动张紧升降板D740上移,使得张紧轮D780上移即可。
张紧探测机构D600包括探测侧板D610、探测顶板D620、探测滑板D630、探测触发板D640,所述探测顶板D620固定在探测侧板D610顶部,探测侧板D610底部安装在输送顶板D110上,所述探测顶板D620与探测导向轴D350一端装配固定,探测导向轴D350另一端穿过探测滑板D630且与之可轴向滑动装配,所述探测滑板D630上安装有探测滚轮板D631,所述探测滚轮板D631与探测滚轮轴D660装配,探测滚轮轴D660上可圆周转动地套装有探测滚轮D650,探测滚轮D650压紧在输送皮带D510外侧面上;所述探测滑板D630还与探测触发轴D360一端装配固定,探测触发轴D360另一端穿出探测顶板D620后与探测触发板D640装配固定;所述探测触发板D640与探测开关D420的触发端正对,探测开关D420安装在探测顶板D620上;所述探测触发轴D360位于探测顶板D620与探测滑板D630之间的部分上套装有探测压簧D670,探测压簧D670用于对探测滑板D630施加下压的弹力。
使用时,如果输送皮带D510变松,那么输送皮带D510顶侧面就会下移,这就使得探测滚轮轴D660下移,探测滑板D630、探测触发板随之下移,直到触发探测开关,探测开关向工控机输入信号,工控机判断为输送带张紧力不够,然后控制张紧机构张紧输送皮带D510,以保证输送皮带的正常运行。本实施例中探测开关可以选用行程开关或微动开关。由于输送皮带比较长,因此设置张紧机构和张紧探测机构是必要,这能够有效避免输送皮带D510张力不够造成其对夹装机构的输送不稳定的情况,从而保证输送模块对夹装机构的输送、定位。
参见图5-图7、图43-图50,所述套法兰模块E包括取法兰机构、套法兰机构,所述取法兰机构包括两块存储侧板E110、切换滚轮E460,两块存储侧板E110之间成叠存放有法兰200,存储侧板E110边缘设置有防脱板部分E111,存储侧板E110、防脱板部分E111分别与法兰的四个侧面贴合以存储法兰200。所述存储侧板E110底部安装有第一开关壳E120,第一开关壳E120远离存储侧板E110一端上安装有第二开关壳E130,所述第一开关壳E120上设置有两个第二开关滑槽E122,位于下方的第二开关滑槽E122两侧分别设置有贯穿的第一开关滑槽E121,两个第二开关滑槽E122分别与第一开关滑板E230、第二开关滑板E250卡合、可滑动装配,所述第一开关滑板E230两侧分别与不同的开关驱动块E210一端装配固定,所述开关驱动块E210另一端穿出第一开关滑槽E121后与开关驱动块E220装配固定,所述开关驱动块E210与第一开关滑槽E121卡合、可滑动装配,所述开关驱动块E220侧面上设置有开关驱动斜面E221、开关驱动立面E222,所述开关驱动斜面E221由与开关驱动立面E222连接一端向另一端逐渐向外倾斜设置。所述第一开关滑板E230、第二开关滑板E250远离法兰一端分别与第一开关齿条E240、第二开关齿条E260一端装配,所述第一开关齿条E240、第二开关齿条E260另一端分分别与开关齿轮E520两侧啮合并构成齿轮齿条传动机构,所述开关齿轮E520套装在开关齿轴E470上,所述开关齿轴E470两端分别与第二开关壳E130的侧壁可圆周转动装配,所述开关齿轮E520安装在第二开关壳E130的联动腔E131内,且第一开关齿条E240位于联动腔E131内的一端上设置有弹簧孔E241,弹簧孔E241与开关弹簧E530一端套装、开关弹簧E530另一端与联动腔E131的内壁压紧。所述开关弹簧E530用于对第一开关齿条E240施加向法兰推动的弹力,从而使得初始状态时,第一开关滑板E230的端面与最底部的法兰200的卡合部分210侧面贴紧,法兰通过第一开关滑板E230的限制而不能下落;第二开关滑板E250退出存储侧板E110,从而不与法兰接触。
所述切换滚轮E460套装在切换滚轴E450上且与之可圆周转动装配,所述切换滚轴E450安装在切换轴板E510上,切换轴板E510安装在第二取件立板E152上,第二取件立板E152套装在取件导向轴E430、取件螺杆E440上,所述第二取件立板E152与取件导向轴E430可轴向滑动装配、与取件螺杆E440通过螺纹旋合装配;第二取件立板E152有两块,且两块第二取件立板E152与取件螺杆E440旋合的螺纹旋向相反,这就使得取件螺杆E440圆周转动时能够驱动两块第二取件立板E152同步靠近或同步远离移动。所述取件导向轴E430、取件螺杆E440的两端分别与第一取件立板E151可圆周转动、不可轴向移动装配,所述取件螺杆E440一端穿出其中一块第一取件立板E151后与取件电机E310的输出轴通过联轴器连接固定,所述取件电机E310启动后能够驱动取件螺杆E440圆周转动。所述第二取件立板E152内侧还分别固定有两块取件卡条E1521,两块取件卡条E1521之间构成取件卡槽E1522,所述取件卡槽E1522可与法兰200的边缘卡合装配,从而取出法兰200。所述第一取件立板E151安装在取件底板E150上,取件底板E150通过取件电缸E330驱使而能够沿着取件电缸E330的轴向移动。需要取出法兰200时,取件底板E150上移,直到取件卡槽E1522与法兰200的边缘正对,在此过程中,取件滚轮E460上移会先与开关驱动斜面E221接触,并沿着开关驱动斜面E221向开关驱动立面E222移动,在此过程中,开关驱动块E220受到取件滚轮E460的挤压而沿着第一开关滑槽E121向开关齿轮E520移动,从而使得第一开关滑板E230向开关齿轮E520移动,也就通过开关齿轮驱动第二开关滑板E250箱两个法兰之间的间隙移动直到第二开关滑板端部接近倒数第二个法兰的卡合部分侧面。然后启动取件电机E310,取件电机驱动两块第二取件立板E152相互靠近移动,使得取件卡槽E1522卡合在最底部的法兰边缘上。取件电缸E330驱动取件底板下移,从而将最底部的法兰200向下拉出两块存储侧板E110之间即可完成法兰的取出。
优选地,所述第一开关滑板E230靠近法兰的一端上设置有拉出斜面E231,在取件滚轮E460与开关驱动立面E222贴合时,拉出斜面E231与最底部的法兰边缘贴合。这就使得第二开关滑板限制了倒数第二个法兰的下移,从而最底部的法兰也不能向下掉落,也就给后续两块第二取件立板E152的移动取件提供基础。而在取件卡槽E1522卡合在最底部的法兰边缘上后,随着取件电缸E310的下移,两块第二取件立板E152会对法兰施加下拉的拉力,使得最底部的法兰通过拉出斜面E231驱动第一开关滑板E230向开关齿轮E520移动,直到最底部的法兰被拉出两块第一开关滑板E230即可完成法兰的取出。而此法兰取出后,开关弹簧驱动第一开关滑板E230、第二开关滑板E250复位,使得倒数第二个法兰下移补位。所述存储侧板E110安装在机架或墙面上,其与地面相对固定。
所述套法兰机构包括套装底板E160、旋转电缸E320、套装电缸E340,所述套装底板E160上分别设置有套装支板E161、套装底板滑块E162、第一套装铰接板E163、第二套装铰接板E164,所述套装支板E161顶面与取件底板E150底面贴紧,从而支撑取件底板E150。所述第二套装铰接板E164通过第三套装转轴E423与第二取件铰接板E154铰接,所述第一套装铰接板E163通过第一套装转轴E421与旋转电缸E320的外壳铰接,所述旋转电缸E320的旋转伸缩轴E321上安装有旋转铰接块E322,旋转铰接块E322通过第二套装转轴E422与第一取件铰接板E153铰接,所述第一取件铰接板E153、第二取件铰接板E154分别安装在取件底板E150上。使用时,旋转电缸E320驱动旋转伸缩轴E321伸长,从而驱动取件底板E150以第三套装转轴E423为中心向消防风筒100-6的端部转动,使得法兰端面与消防风筒100-6端面平行。所述套装底板滑块E162卡装入套装侧滑槽E142内且与之可滑动装配,所述套装侧滑槽E142设置在套装侧滑板E140上,所述套装侧滑板E140上还安装有套装导向块E141,所述套装侧滑板E140底部与套装侧滑架E170装配固定,所述套装侧滑架E170上设置有套装侧滑顶板E171,所述取件电缸E330安装在套装侧滑架E170上,取件电缸E330的取件伸缩轴E331穿过套装侧滑顶板E171后与套装底板E160装配。从而使得取件电缸E330启动后能够通过取件伸缩轴E331驱动取件底板上下移动。所述套装导向块E141可轴向滑动地套装在套装导向轴E410上,所述套装导向轴E410两端分别与两块套装立板E180装配,所述套装侧滑架E170与套装电缸E340的套装伸缩轴E341装配,所述套装电缸E340启动后能够驱动套装侧滑架E170向消防风筒100-6移动,直到法兰200套装在消防风筒100-6的端部且与法兰凸台101贴紧即可。所述套装侧滑架E170底面与套装隔板E181贴合、可滑动装配,所述套装隔板E181安装在套装立板E180上。
位于消防风筒100-6两端的套装立板E180还分别与第二套装定位底板E192、第一套装定位底板E191两端装配固定,所述第二套装定位底板E192上分别安装有第一定位组件C500、第二定位组件C600,所述第一定位组件C500、第二定位组件C600的第一定位侧板C541、第二定位侧板C641分别穿过第一套装定位底板E191,从而能够卡合消防风筒100-6两侧,以对消防风筒进行定位、卡紧,所述第一定位组件C500的定位形成开关C340用于对消防风筒100-6进行定位。在消防风筒100-5两端切出折弯槽后,输送模块携带消防风筒向套法兰模块E移动,直到套法兰模块E的定位行程开关C340被触发,此时工控机判断为消防风筒到达100-6位置,然后启动第二定位电缸C360,使得第二定位侧板C641上移以使得第一定位侧板C541、第二定位侧板C641卡紧消防风筒的两侧实现消防风筒的定位。取件电缸驱动取法兰机构取出法兰200,套法兰机构将法兰200旋转90°后通过套装电缸驱动向消防风筒100-6移动,直到法兰套装在消防风筒100-6上且装配到位。取件电机反转,使得两块第二取件立板相互远离复位,从而与法兰脱离,然后所有设备复位即可完成法兰的套装。
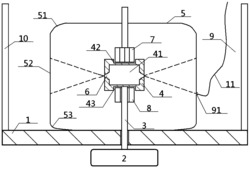
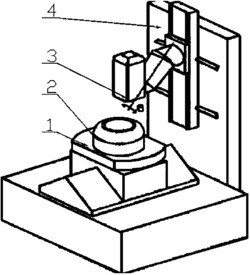
参见图51-图58,所述装法兰模块F包括第一冲压立板F110、两块第二冲 压立板F120、第一冲压座组件F500-1、第二冲压座组件F500-2、第三冲压座组 件F500-3,所述第一冲压立板F110、两块第二冲压立板F120顶部分别与冲压 顶板F130装配固定,第一冲压立板F110、两块第二冲压立板F120底部分别与 冲压架F150装配固定,所述第一冲压立板F110上还安装有冲压导向块F140, 所述第二冲压立板F120内侧设置有冲压滑槽F121;所述冲压导向块F140内部 设置有冲压板槽F141,冲压板槽F141内安装有冲压板F412,冲压板F142固定在冲压动力轴F411一端上,冲压动力轴F411另一端穿出冲压导向块F140后装 入冲压油缸F410内,冲压油缸F410启动后能够驱动冲压动力轴F411沿着其轴 向移动。所述第一冲压座组件F500-1、第二冲压座组件F500-2、第三冲压座组 件F500-3均包括冲压座组件,所述冲压座组件包括冲压座立板F510、冲压座底 板F550、冲压受力板F530,所述冲压受力板F530与冲压轴F520一端装配固定, 所述冲压轴F520另一端套装冲压弹簧F540后穿过冲压座立板F510,所述冲压 受力板F530底部设置有冲压座滑块F531,所述冲压座滑块F531与冲压座滑槽 F551卡合、可滑动装配,所述冲压座滑槽F551设置在冲压座底板F550上,所 述冲压座立板F510与冲压滑槽F121对应处还设置有与冲压滑槽F121卡合、可 滑动装配的冲压滑块F511。所述冲压弹簧F540用于对冲压受力板F530施加阻 碍其向冲压座立板F510移动的弹力。
所述第一冲压座组件F500-1还包括第一冲压保持块F710、第一冲压块F810,第一冲压块F810与与之对应冲压轴F520装配固定;所述第一冲压保持块F710能够装入消防风筒100-7内用于支撑消防风筒100-7两端,所述第一冲压块F810上设置有折弯斜面F811,折弯斜面F811由靠近消防风筒一端向另一端逐渐向外倾斜设置。从而使得折弯斜面F811与第二卷边部分140压紧时能够驱动第二卷边部分140向外弯折,以为后续的进一步折弯提供基础。所述第二冲压座组件F500-2还包括第二冲压保持块F720、第二冲压块F820,第二冲压块F820与与之对应的冲压轴F520装配固定;所述第二冲压保持块F720能够装入消防风筒100-7内用于支撑消防风筒100-7两端,所述第二冲压块F820上设置有压平面F821,压平面F821用于将已经折弯的第二卷边部分140向卡合部分210的端面进一步弯折,使得第二卷边部分140将卡合部分210卡紧在法兰凸台101和第二卷边部分140之间。所述第三冲压座组件F500-3还包括第三冲压保持块F730、第三冲压块F830,第三冲压块F830与与之对应冲压轴F520装配固定;所述第三冲压保持块F730能够装入消防风筒100-7内用于支撑消防风筒100-7两端,所述第三冲压块F830内部为中空的卷边腔F831,所述第三冲压保持块F730装入卷边腔F831内且第三冲压保持块F730的外壁与卷边腔F831的内壁之间构成卷边槽F833,所述卷边腔F831的外端面为卷边驱动面F832。使用时,卷边驱动面F832与已经和卡合部分210端面平行的第二卷边部分140接触,然后随着卷边驱动面F832向第二卷边部分140挤压,就会使得第二卷边部分140开放端向卡合部分210侧面弯折,直到弯折部分全部进入卷边槽F833内即可完成第二卷边部分140的卷边加工,此时第二卷边部分140包裹在卡合部分210的四个侧面、一个端面上,也就能比较好地固定法兰。所述第一冲压座组件F500-1、第二冲压座组件F500-2、第三冲压座组件F500-3的冲压受力板F530择一与冲压板F412正对,且冲压板F412向冲压受力板F530移动时能够通过冲压轴F520驱动第一冲压块F810、第二冲压块F820、第三冲压块F830其中一块向消防风筒100-7移动以加工第二卷边部分。
第一冲压座组件F500-1、第二冲压座组件F500-2、第三冲压座组件F500-3的冲压座底板F550均套装在两根冲压螺杆F210上,所述冲压螺杆F210通过螺纹与各块冲压座底板F550旋合装配,两根冲压螺杆F210顶部均穿出冲压顶板F130且穿出端分别与冲压带轮F311套装固定,两个冲压带轮F311之间通过冲压皮带F310连接并构成带传动机构。其中一根冲压螺杆F210与冲压电机F430的输出轴通过联轴器连接固定,冲压电机启动后能够驱动冲压螺杆F210圆周转动,从而驱动第一冲压座组件F500-1、第二冲压座组件F500-2、第三冲压座组件F500-3沿着其轴向移动。
所述冲压架F150上还设置有冲压外支板F151,所述冲压外支板F151分别与第一冲压横板F160装配,所述第一冲压横板F160分别与第一定位组件C500、第二定位组件C600装配,第一冲压横板F160还通过横板连接块F161与第二冲压横板F170装配固定,所述第一定位组件C500、第二定位组件C600的第一定位侧板C541、第二定位侧板C641均可穿出第二冲压横板F170,从而与消防风筒100-7两侧卡紧以对消防风筒100-7进行定位。初始状态时,第一冲压座组件F500-1与冲压受力板F412对应,第一定位组件C500的第一定位侧板C541穿出第二冲压横板F170且能够阻挡消防风筒100-7的通过,输送模块向消防风筒输送至100-7位置时,此第一定位组件的定位行程开关被触发,工控机判断为消防风筒输送到达100-7位置,然后启动第二定位电缸C360,第二定位电缸C360驱动第二定位侧板C641上移,从而使得第一定位侧板C541、第二定位侧板C641分别卡紧消防风筒两侧。然后启动冲压油缸F410,冲压油缸F410驱动冲压板向冲压受力板F530移动,从而驱动冲压轴向消防风筒移动,以加工第二卷边部分。在第一冲压座组件F500-1加工完成后,冲压油缸复位,冲压受力板F530通过冲压弹簧复位。然后启动冲压电机,使得第二冲压座组件F500-2上移至与冲压板对应处,启动冲压油缸再次加工第二卷边部分。然后启动冲压电机,第三冲压座组件F500-3上移至与冲压板对应,最后启动冲压油缸最后将第二卷边部分加工成型即可。
优选地,为了对第一冲压座组件F500-1、第二冲压座组件F500-2、第三冲压座组件F500-3和冲压板进行定位,发明人还设计了冲压开关组件F600,所述冲压开关组件F600包括第一冲压开关杆F610、第二冲压开关杆F620、冲压开关F420,所述第一冲压开关杆F610中间部分通过第一冲压转轴F221与第一冲压立板F110铰接,所述第一冲压开关杆F610一端与冲压座底板F550的端面重合、另一端上设置有让位槽F611,所述让位槽F611与第二冲压转轴F222可圆周转动、可滑动装配,所述第二冲压转轴F222固定在第二冲压开关杆F620一端上,所述第二冲压开关杆F620另一端穿过冲压开关隔板F640后与冲压触发板F650装配固定,所述冲压触发板F650与冲压开关F420的触发端正对,所述冲压开关F420安装在冲压安装板F660上,所述冲压安装板F660、冲压开关隔板F640均安装在第一冲压立板F110上。所述第二冲压开关杆F620位于第二冲压转轴F222和冲压开关隔板F640之间的部分上设置有冲压限位环F630,第二冲压开关杆F620位于冲压限位环F630和冲压开关隔板F640之间的部分上套装有复位弹簧F670,复位弹簧F670用于对第二冲压开关杆F620施加阻碍其下移的弹力,从而使得初始状态时,冲压触发板与冲压开关不接触。本实施例的冲压开关可以选用微动开关、行程开关等,其信号接入工控机内。
使用时,随着冲压座底板F550的上移,冲压座底板F550会驱动第一冲压开关杆F610以第一冲压转轴F221为中心向第二冲压开关杆F620转动,使得第二冲压开关杆F620克服复位弹簧的弹力下移,直到冲压触发板触发冲压开关F420,冲压开关F420向工控机输入信号,工控机判断为冲压座底板移动到位,从而启动冲压油缸开始加工即可。
本发明未详述之处,均为本领域技术人员的公知技术。
以上详细描述了本发明的较佳具体实施例。应当理解,本领域的普通技术人员无需创造性劳动就可以根据本发明的构思作出诸多修改和变化。因此,凡本技术领域中技术人员依本发明的构思在现有技术的基础上通过逻辑分析、推理或者有限的实验可以得到的技术方案,皆应在由权利要求书所确定的保护范围内。
一种装法兰模块及其消防风筒生产流水线专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。
















动态评分
0.0