








专利摘要
本发明涉及一种齿高渐变电解铣削系统及其加工大型钛合金工件外圆方法,属于电解加工技术领域。该发明主要包括齿高渐变电解铣刀和辅助补液绝缘装置。电解铣刀为顶部开口底部密封的管状体;上述管状体内侧壁为上大下小的倒锥形,其内腔底部有上小下大的分流圆锥体,两锥形结构共同作用可促使电解液逐渐向出液口处聚拢;上述管状体底部外圆均布一圈齿高不同的外圆齿,两齿之间有与内腔相通的出液窄缝。电解铣刀高速转动时,加工区域电解液在电解铣刀渐变齿高的扰动下会波浪式流动,可促进电解产物的排出。随动补液绝缘保护装置具有补充电解液、形成背压及保护已加工区域的作用。本发明可以实现对大型钛合金工件外圆面的电解铣削加工,提高加工效率和精度并降低成本。
权利要求
1.一种齿高渐变电解铣削系统,包括电源、机床、电解液系统、电解铣刀;其特征在于:
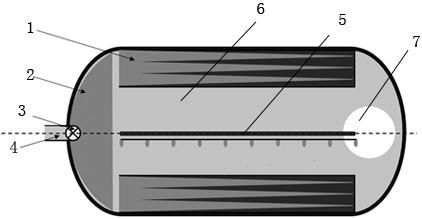
上述电解铣刀(2)包括顶部开口底部密封的管状基体(11);该管状基体(11)的内腔为上大下小的倒锥形(12);内腔底部具有上小下大的分流圆锥体(13);上述管状基体(11)的外侧壁底端沿轴线均布一圈高度不同的外圆齿(14);外圆齿(14)的齿根处开有与内腔相通的出液窄缝(15)。
2.根据权利要求1所述的齿高渐变电解铣削系统,其特征在于:
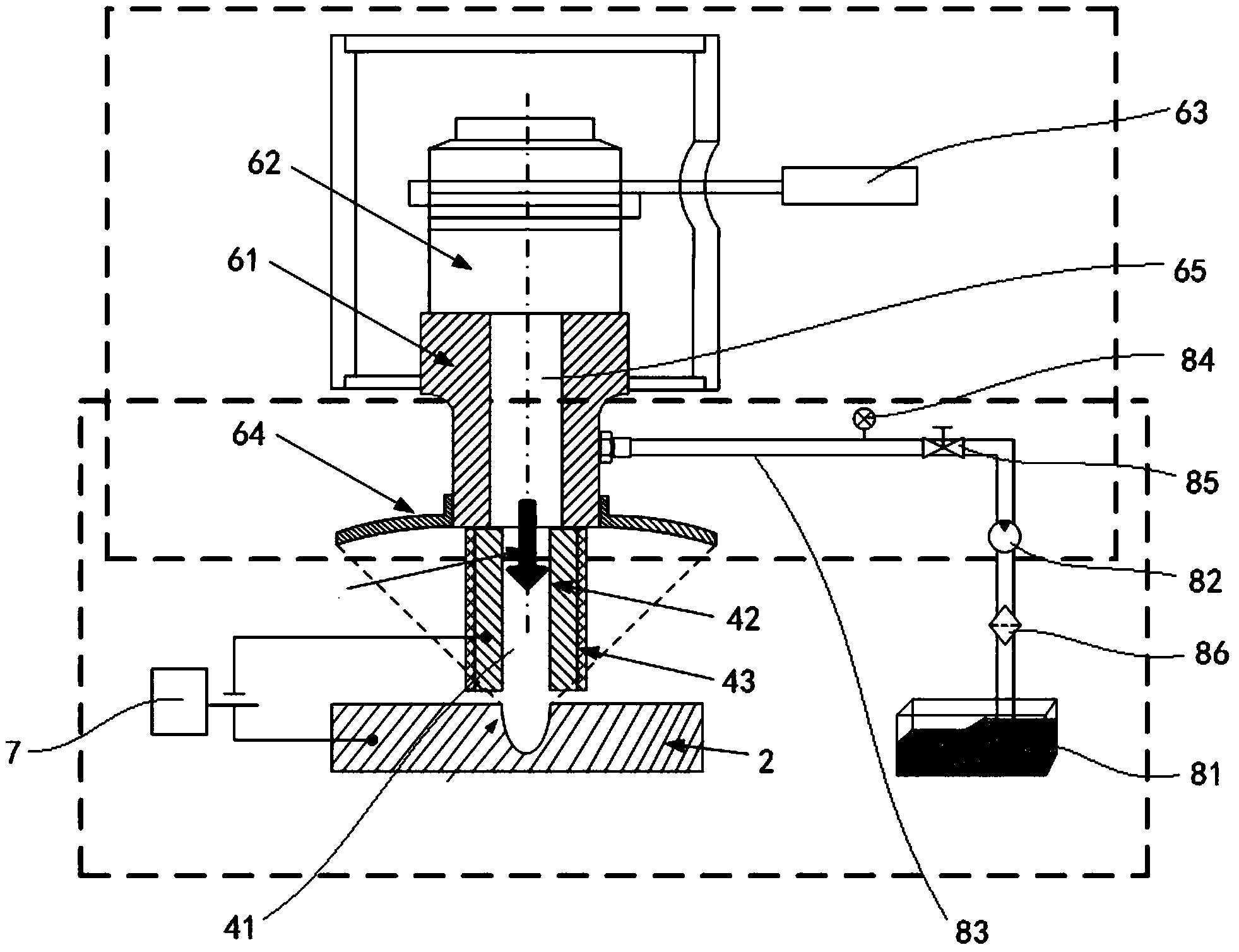
上述电解液系统包括随动补液绝缘保护装置;随动补液绝缘保护装置包括辅助喷液管(4)和挡水半圆环(3);该辅助喷液管(4)从前往后依次为扇形结构段和圆柱管段,其中扇形结构为前凹后凸形式;圆形通孔贯穿扇形结构段和圆柱管段形成电解液通道;该挡水半圆环(3)为前凹后凸形式;挡水半圆环(3)前侧开有扇形方孔(16),中间开有扇形槽(8);挡水半圆环(3)的上下两段通过柱销(9)安装有圆柱滚子(6);辅助喷液管(4)的扇形结构段安装于水半圆环(3)的扇形槽(8)内,可在其中滑动。
3.利用权利要求2所述齿高渐变电解铣削系统电解铣削大型钛合金工件外圆面方法,其特征在于包括以下过程:
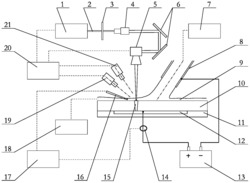
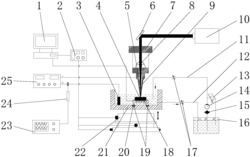
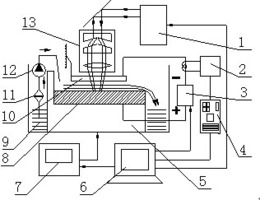
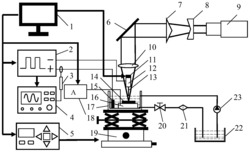
电解铣刀(2)接工作脉冲电源负极,安装在机床主轴上,可以随之高速转动和自由平动;工件(1)定位装夹在伺服旋转台(19)上,可以随之低速旋转,接工作脉冲电源正极;上述伺服旋转台(19)安装在机床T型槽平台(20)上;辅助装置安装在机床侧壁轴上;
加工时,电解铣刀(2)内部通电解液(10)并高速旋转,工件(1)固定不动,在数控系统操作下实现进给,通过电解反应实现对工件(1)的电解铣削;辅助喷液管(4)通电解液(10)对加工区域进行辅助喷液;挡水半圆环(3)包围电解铣刀(2)阻挡电解液外流形成背压;随动圆柱滚子(6)和中央件工件接触并保持一定压力,保护已加工区域;上述辅助喷液管(4)可以在挡水半圆环(3)扇形槽(8)内移动,随动圆柱滚子(6)可以沿自身轴线旋转,对加工区域保护具有自适应性。
说明书
技术领域
本发明涉及一种齿高渐变电解铣削系统及其加工大型钛合金工件外圆方法,属于电解加工技术领域。
背景技术
“高可靠、低能耗、长航程”等性能是航空航天领域产品的基本要求,为提高发动机和战斗机的性能,航天产品的关键零部件结构发展呈现“整体化、轻量化、智能化”的显著特征。钛合金材料具有密度低、比强度高、无毒无磁、热导率低等特性,是一种轻质量高强度耐蚀结构材料,在航空发动机和武器装配领域具有广泛的应用前景。然而大型钛合金结构件在传统机械加工时存在效率低、刀具磨损严重等问题,因此成本高、加工周期长。
钛合金中央件是球柔性桨毂的核心部件,是直升机旋翼系统的重要组成部分。其结构为花瓣式,具有平衡来自桨叶和连接件的离心力载荷;传递升力、操纵力矩、发动机扭矩等作用。中央件的材料要求具有强度高、疲劳性能优异、质量轻等特点,目前主要采用复合材料和钛合金。钛合金中央件传统加工工艺方式是对锻件进行数控立车、数控铣、钳工打磨、喷丸四个工序,其中对钛合金花瓣外圆加工采用数控立车的方式,去除量大,易造成刀具严重磨损,且钛合金加工时粘刀现象使得切削进给速度低,效率低下。
电解加工是一种通过对阳极金属工件进行电化学溶解而去除材料、实现工件加工成形的工艺过程。电解加工具有加工范围广、加工效率高、加工表面质量好、工具无损耗、不存在切削力等优点,适合加工类似于钛合金这样的难加工导电金属材料。
电解铣削加工是在成形电解加工的基础上发展起来的新型电解加工技术。电解铣削是通过柱状工具电极,结合多轴数控运动,以类似于铣削的方式对二维复杂形状和三维结构进行加工。钛合金中央件的外圆正是一个较为复杂的曲面形状,可以采用电解铣削加工的方式加工。但是由于电解加工过程中材料去除量,加工区大量的产物往往难以及时排出,这会导致电解加工表面效率和精度的降低,因此如何在电解铣削加工过程中快速排除加工区域的产物是一个亟待需要解决的难题。
发明内容
本发明提出了一种齿高渐变电解铣削系统及其加工大型钛合金工件外圆方法,旨在提高加工精度和效率并降低生产成本。
一种齿高渐变电解铣削系统,包括电源、机床、电解液系统、电解铣刀;其特征在于:上述电解铣刀包括顶部开口底部密封的管状基体;该管状基体的内腔为上大下小的倒锥形;内腔底部具有上小下大的分流圆锥体;上述管状基体的外侧壁底端沿轴线均布一圈高度不同的外圆齿;外圆齿的齿根处开有与内腔相通的出液窄缝。
所述的齿高渐变电解铣削系统,其特征在于:上述电解液系统包括随动补液绝缘保护装置;随动补液绝缘保护装置包括辅助喷液管和挡水半圆环;该辅助喷液管(4)从前往后依次为扇形结构段和圆柱管段,其中扇形结构为前凹后凸形式;圆形通孔贯穿扇形结构段和圆柱管段形成电解液通道;该挡水半圆环为前凹后凸形式;挡水半圆环前侧开有扇形方孔,中间开有扇形槽;挡水半圆环的上下两段通过柱销安装有圆柱滚子;辅助喷液管的扇形结构段安装于水半圆环的扇形槽内,可在其中滑动。
所述齿高渐变电解铣削系统电解铣削大型钛合金工件外圆面方法,其特征在于包括以下过程:电解铣刀接工作脉冲电源负极,安装在机床主轴上,可以随之高速转动和自由平动;工件定位装夹在伺服旋转台上,可以随之低速旋转,接工作脉冲电源正极;上述伺服旋转台安装在机床T型槽平台上;辅助装置安装在机床侧壁轴上;
加工时,电解铣刀内部通电解液并高速旋转,工件固定不动,在数控系统操作下实现进给,通过电解反应实现对工件的电解铣削; 辅助喷液管通电解液对加工区域进行辅助喷液;挡水半圆环包围电解铣刀阻挡电解液外流形成背压;随动圆柱滚子和中央件工件接触并保持一定压力,保护已加工区域;上述辅助喷液管可以在挡水半圆环扇形槽内移动,随动圆柱滚子可以沿自身轴线旋转,对加工区域保护具有自适应性。
本发明具有如下优点:
1、辅助喷液管对加工区域辅助喷液,补充加工区域电解液;挡水半圆环包围加工区域形成背压,增加加工区域电解液的稳定性;随动圆柱滚子和中央件工件外表面接触并保持一定压力,可以将已加工区域与电解液隔离,避免电解液杂散腐蚀已加工的高质量的表面。
2、电解铣刀底端外圆齿高度不同,加工时电解铣刀高速旋转,电解铣刀与工件被加工面之间的加工间隙周期性变化,从而使得电解液在加工区域周期性波动,这种波动可以有效促进加工产物从加工区域及时排出;结合脉冲电源脉动式放电会起到更好的效果,即在加工间隙大时停止放电,该阶段为产物排出阶段,加工间隙小时开始放电,该阶段为高效加工阶段。
3、管电极内侧壁为倒锥形结构,腔体底部有分流圆锥体,可以聚拢管电极内部电解液到出液口,引导电解液流动,促使电解液均匀的从电解铣刀底端出液窄缝喷出,减少电解液的流程损失,从而提高了加工区电解液供液的稳定性和流速。
附图说明
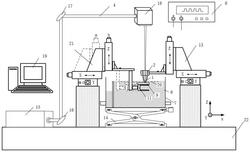
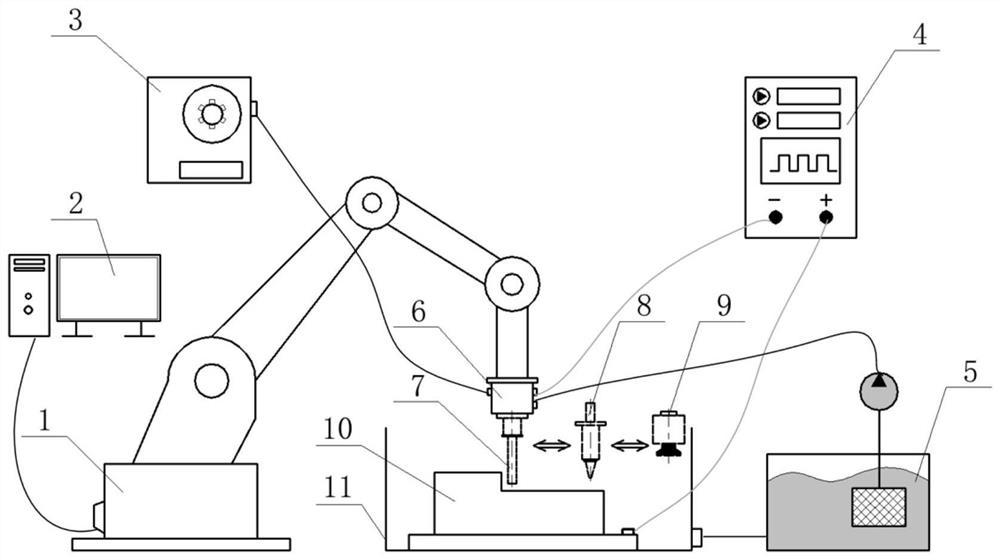
图1为电解铣削钛合金中央件外圆示意图;
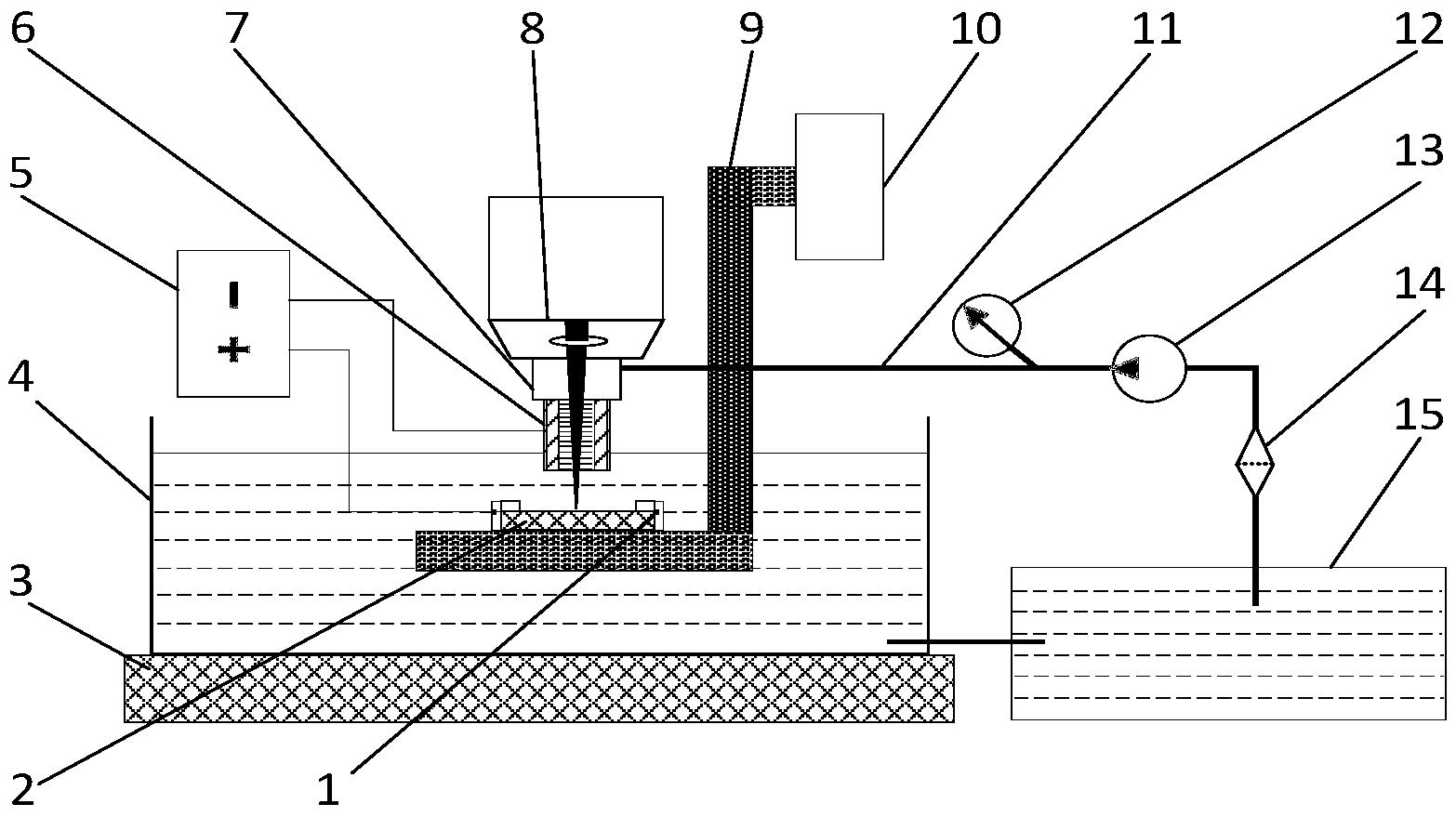
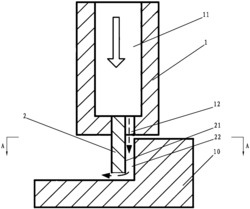
图2为图1局部放大图;
图3为齿高渐变电解铣刀结构示意图;
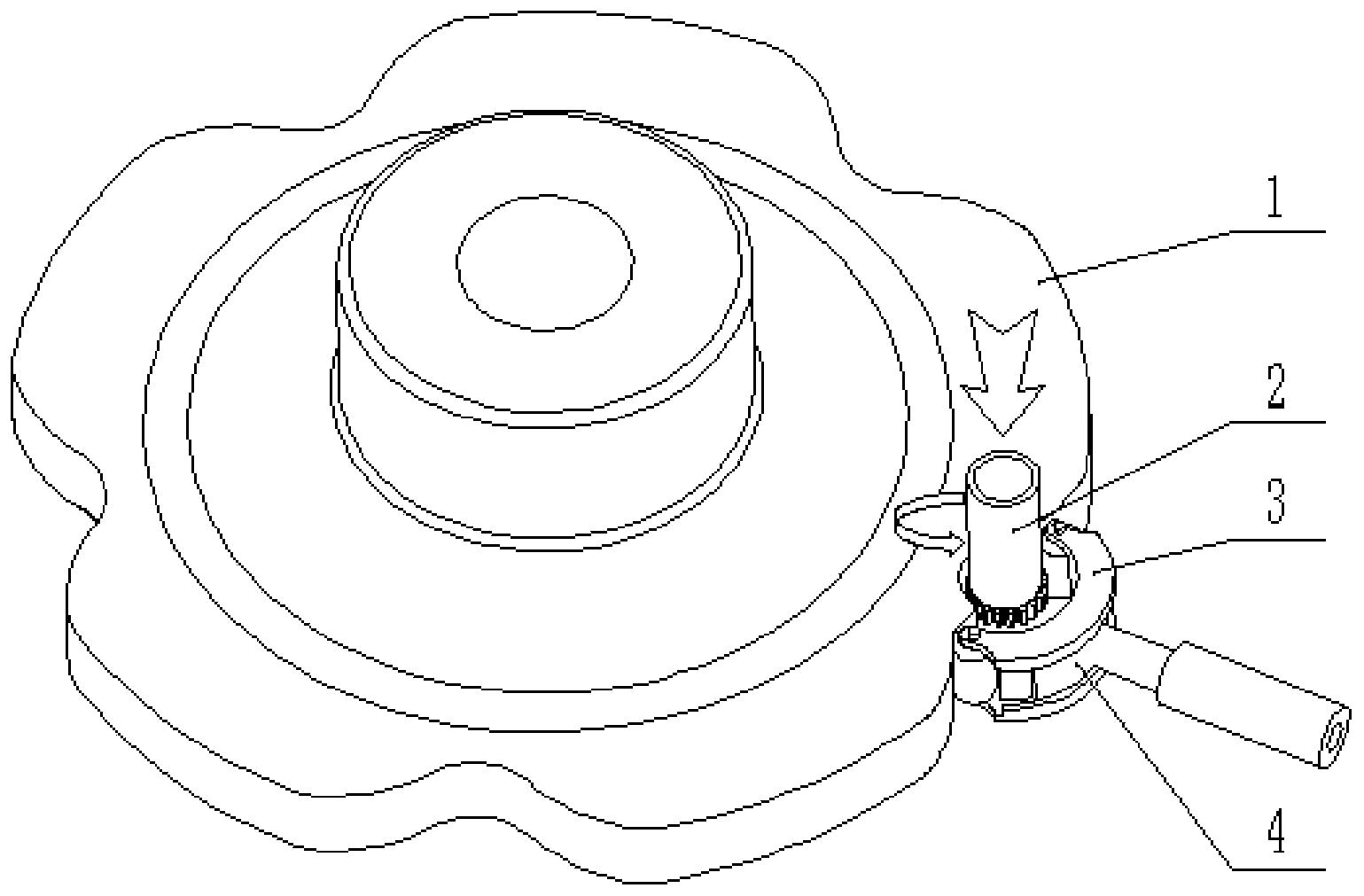
图4为辅助装置结构示意图;
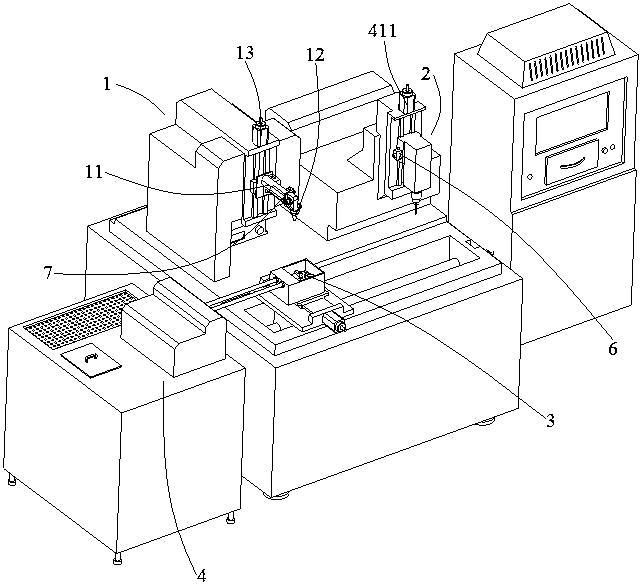
图5为钛合金中央件定位装夹示意图;
图6为加工区电解液流动示意图;
图7齿高渐变电解铣刀和普通电解铣刀速度流场仿真XY(水平)截面对比图;
图8齿高渐变电解铣刀和普通电解铣刀速度流场仿真YZ(竖直)截面对比图;
其中标号名称为:1.中央件工件、2.电解铣刀、3.挡水半圆环、4.辅助喷液管、5.工件加工区、6.随动圆柱滚子、7.工件已加工区、8.扇形槽、9.圆柱销、10.电解液、11.管状基体、12.锥形内壁、13.分流圆锥体、14.外圆齿、15.出液窄缝、16.扇形方孔、17.压板、18.定位圆锥销、19.伺服旋转台、20.T型槽平台。
具体实施方式
以下结合附图对本发明进行进一步说明:
如图1和图2所示,本发明包括齿高渐变电解铣刀2和辅助补液绝缘装置,辅助装置由辅助喷液管4、挡水半圆环3、圆柱销9和随动圆柱滚子6组成,本发明可以实现对大型难加工材料零件外圆面的电解铣削加工,提高加工效率并降低成本。
如图3所示,管电极内侧壁12为倒锥形结构,腔体底部有分流圆锥体13,可以聚拢电解铣刀2内部电解液10,引导电解液10流动,促使电解液10均匀的从电解铣刀2底端出液窄缝15喷出,提高了加工区电解液10供液的均匀性。电解铣刀2底端外圆齿14高度不同,加工时电解铣刀2高速旋转,电解铣刀2与工件1被加工面之间的加工间隙周期性变大变小,从而使得电解液10在加工区域周期性波动,这种波动可以有效促进加工产物从加工区域及时排出;结合脉冲电源脉动式放电会起到更好的效果,即在加工间隙大时停止放电,该阶段为产物排出阶段,加工间隙小时开始放电,该阶段为高效加工阶段。
如图7和图8所示,通过流场仿真对比普通电解铣刀和本发明的齿高渐变电解铣刀2内部速度流场可知,本发明管电极内侧壁为倒锥形结构,并且腔体底部有分流圆锥体,这两种锥形结构可以聚拢管电极内部电解液到出液口,仿真中可以看出电解液的流速有所提高,这是由于两种锥形结构结合减少了电解液的流程损失。
如图4和图6所示,辅助喷液管4对加工区域5辅助喷液,补充加工区域5电解液10;挡水半圆环3包围加工区域5形成背压,增加加工区域电解液5的稳定性;随动圆柱滚子6和中央件工件1外表面接触并保持一定压力,可以将已加工区域7与电解液10隔离,避免电解液10杂散腐蚀已加工的高质量的表面。
如图5和图6所示,利用本装置加工钛合金中央件花瓣外圆时包括以下步骤:
步骤一:通过定位圆锥销18和压板17定位装夹中央件工件1在伺服旋转台19上,接工作电源正极;
步骤二:将电解铣刀2安装在机床主轴上,接工作电源负极,辅助装置安装在机床侧壁轴上;
步骤三:电解加工对刀,给定初始加工间隙,辅助装置进给至随动圆柱滚子6和工件接触并保持一定的压力;
步骤四:电解铣刀2和辅助喷液管4同时对加工区域供给电解液,并打开电解液循环过滤系统;
步骤五:接通电源,电解铣刀2和伺服旋转台19高速旋转并按数控系统指定路线进给和旋转,进行电解铣削加工;
步骤七:加工完毕,关闭电源以及电解液循环系统,拆卸中央件工件,将电解铣刀2和辅助装置移至初始位置。
齿高渐变电解铣削系统及其加工大型钛合金工件外圆方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。








动态评分
0.0