

IPC分类号 : B29C64/118,B29C64/314,B29C64/386,B29C64/393,B33Y10/00,B33Y40/10,B33Y50/00,B33Y50/02,B33Y70/00,B29K71/00,B29K79/00,B29K27/12





专利摘要
本发明提供一种具有高吸光能力的星敏感器用遮光罩的3D打印制备方法,属于空间光学系统杂散光抑制领域。本发明解决了现有遮光罩存在的机械加工困难、尺寸精度低、振动试验受损等问题。对本色的高性能聚合物基体材料进行黑化着色,通过3D打印技术进行复杂高吸光遮光罩的一体化快速成型,有效避免传统分体式成型。在保证宏观尺寸精度和力学性能的基础上,本发明通过调控、优化3D打印工艺参数获得粗糙、多孔的微表面结构,上述特殊纹理构造可显著增加光程,提供充足的内部空间,光可通过在单个微坑的凹表面发生多次反射和散射以实现高效吸收,减弱了腔体表面的光反射,显著提升遮光罩的消杂散光能力,可满足空间星敏感器系统的使用要求。
权利要求
1.一种具有高吸光能力的星敏感器用遮光罩的3D打印制备方法,其特征在于:包括以下步骤:
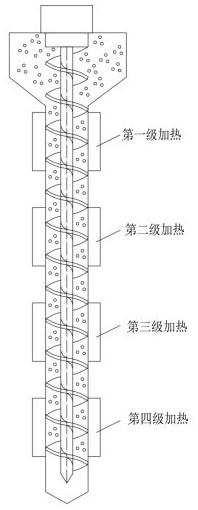
步骤一、将本色的高性能聚合物基体材料和炭黑加入到挤出机中充分混合,以实现对本色的高性能聚合物基体材料着色,其中炭黑的质量占本色高性能聚合物基体材料和炭黑总质量的0.5%-1.0%,用挤出机为3D打印机创建线材;所述高性能聚合物基体材料为聚醚醚酮;
步骤二、用绘图软件,根据遮光罩的结构图,对遮光罩进行等比例制图建模,得到格式为STL的遮光罩模型;
步骤三、将步骤二所得模型导入到3D切片软件中,设置相关参数:打印速度为25mm/s,打印头温度为420℃,成型挤出量为120%,层厚0.1mm,填充密度40%-50%,完成参数设置后导出格式为Gcode的3D打印机可识别的数据文件;
步骤四、将步骤三中的Gcode文件导入到熔融沉积成型3D打印机中,再将步骤一中已着色的高性能聚合物基体材料的线材加入到熔融沉积成型3D打印机中,逐层堆积,分层进行打印,得到遮光罩的成品;
所述遮光罩为内壁均匀设有若干微小孔穴结构的一体式遮光罩,孔穴结构中孔穴的体积百分比为80%-90%,孔穴的边长尺寸为500-2000μm;
在此条件下制得微观表面粗糙的高吸收且高力学稳定性的一体式高性能遮光罩,此遮光罩的光吸收率达95.83%。
2.根据权利要求1所述的具有高吸光能力的星敏感器用遮光罩的3D打印制备方法,其特征在于:所述遮光罩的外形结构为方形、锥形或圆柱形。
3.根据权利要求2所述的具有高吸光能力的星敏感器用遮光罩的3D打印制备方法,其特征在于:所述遮光罩的内壁孔穴结构为蜂窝形孔穴、三角形孔穴或正方形孔穴。
说明书
技术领域
本发明属于空间光学系统杂散光抑制领域,尤其是涉及一种具有高吸光能力的星敏感器用遮光罩的3D打印制备方法。
背景技术
星敏感器作为一种精确的姿态测量装置,在大型飞机、临界空间飞行器等航空器飞行控制中起到至关重要的作用。尤其是对姿态指向和稳定度要求高的航天器,对星敏感器精度的要求更为苛刻。由于星敏感器工作在地球或者星际飞行轨道上,不可避免地受到太阳、月球、地气光、航天器外表面及部件散射等全部或者部分杂光源的干扰,导致像面杂光灰度增大,像面照度分布不均匀,从而影响信噪比的提高和星图正确识别,严重时会使星敏感器不能输出正确的姿态,甚至导致卫星失效。
目前,星敏感器消除外部杂光的主要手段就是遮光罩,它依靠几何结构遮挡和吸光涂层吸收两个途径来消除外部杂光进入光学镜头内部。结合现有报道和设计实践证明,通过优化几何结构设计提升遮光罩的消除杂散光性能(即,杂散光吸收性能)是一种更为直接高效的途径。然而现有遮光罩大多采用铸造、锻压等方法成型,且随着空间技术的发展,遮光罩的结构形式也变得更加复杂和多样化,一般只能采用分体式成型后焊接而成,存在机械加工困难、尺寸精度低、振动试验受损等一系列技术问题。
发明内容
鉴于此,本发明旨在提出具有高吸光能力的星敏感器用遮光罩的3D打印制备方法,采用3D打印技术进行复杂高吸光遮光罩的一体快速成型,通过调控、优化打印工艺参数改变遮光罩内表面微观形貌进而显著提升遮光罩的消杂散光能力,产品具有较高的尺寸精度及力学性能,并满足空间星敏感器系统的使用要求。
为达到上述目的,本发明的技术方案是这样实现的:
具有高吸光能力的星敏感器用遮光罩的3D打印制备方法,包括以下步骤:
步骤一、将本色的高性能聚合物基体材料和炭黑加入到挤出机中充分混合,以实现对本色的高性能聚合物基体材料着色,其中炭黑的质量占本色高性能聚合物基体材料和炭黑总质量的0.5%-1.0%,用挤出机为3D打印机创建线材;
步骤二、用绘图软件,根据遮光罩的结构图,对遮光罩进行等比例制图建模,得到格式为STL的遮光罩模型;
步骤三、将步骤二所得模型导入到3D切片软件中,设置相关参数:打印速度为5~40mm/s,打印头温度为380~460℃,成型挤出量为60%~140%,层厚0.05-0.2mm,填充密度20%-80%,完成参数设置后导出格式为Gcode的3D打印机可识别的数据文件;
步骤四、将步骤三中的Gcode文件导入到熔融沉积成型3D打印机中,再将步骤一中已着色的高性能聚合物基体材料的线材加入到熔融沉积成型3D打印机中,逐层堆积,分层进行打印,得到遮光罩成品;
所述遮光罩为内壁均匀设有若干微小孔穴结构的一体式遮光罩,孔穴结构中孔穴的体积百分比为80%-90%,孔穴的边长尺寸为500-2000μm。
进一步的,所述高性能聚合物基体材料为聚醚醚酮、聚醚酰亚胺或聚偏氟乙烯。
进一步的,所述遮光罩的外形结构为方形、锥形或圆柱形。
进一步的,所述遮光罩的内壁孔穴结构为蜂窝形孔穴、三角形孔穴或正方形孔穴。
进一步的,步骤三中设置的成型挤出量为80%~120%。
进一步的,步骤三中设置的填充密度为40%-50%。
进一步的,步骤三中设置的层厚为0.1mm。
进一步的,步骤三中设置的打印速度为25mm/s。
相对于现有技术,本发明所述的具有高吸光能力的星敏感器用遮光罩的3D打印制备方法具有以下优势:
1.采用3D打印方式进行一体化遮光罩的制备,快速成型,制备得到的遮光罩无界面连接结构,整体结构一体化,无需进一步的零件装配工序,具有高效、稳定的制备工艺特性。
2.采用PEEK材料作为遮光罩的主体材料,遮光罩主体材料采用PEEK材料,相比于传统金属材料具有更轻的质量及良好的物理强度,成型之后遮光罩呈黑色且具有粗糙表面,有利于光线吸收,轻质特性也能够满足光学系统遮光罩轻量化发展方向的要求。
3.在遮光罩内壁形成大量的“光陷”孔穴,有利于杂散光的抑制;“光陷”孔穴结构主要靠低反射率和消除光线的二次散射来抑制杂散光,改变遮光罩内表面微观形貌进而显著提升遮光罩的消杂散光能力。
4、采用3D打印方式对一体化遮光罩内壁进行各种几何结构设计,其设计出来的几何内壁结构形状自由度高,大小厚度高度可控,可制备出多种优质的杂散光抑制内壁结构,如蜂窝形内壁结构、四边形内壁结构、三角形内壁结构、星形内壁结构或交叉型内壁结构。
附图说明
构成本发明的一部分的附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
图1为本发明制备的内壁为蜂窝形结构的遮光罩的立体结构示意图;
图2为图1的断面图;
图3为遮光罩的内壁孔穴结构示意图,其中A为三角形孔穴,B为正方形孔穴,C为蜂窝形孔穴,D为交叉型孔穴;
图4为无内壁结构的遮光罩的光路图;
图5为内壁为蜂窝结构的遮光罩的光路图;
图6为打印头温度为460℃时成型的遮光罩的吸光度曲线图;
图7为打印头温度为380℃时成型的遮光罩的吸光度曲线图;
图8为打印头温度为420℃时成型的遮光罩的吸光度曲线图。
具体实施方式
需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。
下面将参考附图并结合实施例来详细说明本发明。
如图1-图3所示,具有高吸光能力的星敏感器用遮光罩的3D打印制备方法,包括以下步骤:
步骤一、将本色的高性能聚合物基体材料和炭黑加入到挤出机中充分混合,以实现对本色的高性能聚合物基体材料着色,其中炭黑的质量占本色高性能聚合物基体材料和炭黑总质量的0.5%-1.0%,高性能聚合物基体材料为聚醚醚酮PEEK、聚醚酰亚胺PEI或聚偏氟乙烯PVDF,用挤出机为3D打印机创建线材;
步骤二、用绘图软件,根据遮光罩的结构图,对遮光罩进行等比例制图建模,得到格式为STL的遮光罩模型;
步骤三、将步骤二所得模型导入到3D切片软件中,设置相关参数:打印速度为5~40mm/s,打印头温度为380~460℃,成型挤出量为60%~140%,层厚0.05-0.2mm,填充密度20%-80%,完成参数设置后导出格式为Gcode的3D打印机可识别的数据文件;成型挤出量可以为80%~120%。
步骤四、将步骤三中的Gcode文件导入到熔融沉积成型3D打印机中,再将步骤一中已着色的高性能聚合物基体材料的线材加入到熔融沉积成型3D打印机中,逐层堆积,分层进行打印,得到遮光罩成品;
所述遮光罩为内壁均匀设有若干微小孔穴结构的一体式遮光罩,孔穴结构中孔穴的体积百分比为80%-90%,孔穴的边长尺寸为500-2000μm;所述遮光罩的外形结构为方形、锥形或圆柱形;所述遮光罩的内壁孔穴结构为三角形孔穴、正方形孔穴、蜂窝形孔穴或交叉型孔穴,如图3中A-D所示。
如图4所示,光入射至遮光罩内壁直接形成漫反射,形成大量角度不一的反射光线,导致产生大量杂散光。如图5所示,光照射到遮光罩上,遮光罩内壁的几何结构可在遮光罩内壁形成大量的“光陷”孔穴,依靠低反射率和消除光线的二次散射达到抑制杂散光的效果。因此,带有几何结构内部的遮光罩具有较好的遮光效果。
下面给出具体的示例:
示例一、以PEEK为基材,采用3D打印技术成型内壁四面蜂窝结构的方形遮光罩,控制层厚为0.1mm、填充密度为40%-50%、打印头温度460℃、速度为25mm/s、挤出量为120%,在此条件下所得遮光罩的光吸收率为94.08%,如图6所示;
这是由于遮光罩表面出现局部焦料打结甚至漏光现象,整体成型尺寸精度下降,这是因为460℃下材料熔融完全,但是此温度下材料会发生过烧现象,进而导致3D喷嘴挤出料口位置出料受阻。
示例二:以PEEK为基材,采用3D打印技术成型内壁四面蜂窝结构的方形遮光罩,控制层厚为0.1mm、填充密度为40%-50%、打印头温度380℃、速度为25mm/s、挤出量为120%,在此条件下所得遮光罩的光吸收率为93.56%,如图7所示;
这是由于遮光罩表面出现局部漏料漏光现象,这是因为380℃下材料虽熔融完全,但是此温度下材料流动性较差,进而导致部分位置缺料导致。
示例三:以PEEK为基材,采用3D打印技术成型内壁四面蜂窝结构的方形遮光罩,控制层厚为0.1mm、填充密度为40%-50%、打印头温度420℃、速度为25mm/s、成型挤出量为120%,在此条件下制得微观表面粗糙的高吸收且高力学稳定性的一体式高性能遮光罩,此遮光罩的光吸收率达95.83%,如图8所示。此外,所得遮光罩具有高的尺寸精度,可满足空间星敏感器系统的使用要求。
在保证宏观尺寸精度和力学性能的基础上,本发明通过调控、优化3D打印工艺参数获得微不平、粗糙、多孔的微表面结构,上述特殊纹理构造可显著增加光程,提供了充分的内部空间,光可通过在单个微坑的凹表面发生多次反射和散射以实现高效吸收,减弱了腔体表面的光反射,显著提升遮光罩的消杂散光能力,可满足空间星敏感器系统的使用要求。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
具有高吸光能力的星敏感器用遮光罩的3D打印制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。


















动态评分
0.0