

IPC分类号 : B29C70/34,B29C70/54,B29B15/10,B29K305/00,B29K71/00,B29K79/00,B29K81/00







专利摘要
一种热塑性树脂基体碳纤维‑钛/钛合金层合板的制备方法,它属于轻质复合材料领域,本发明为了解决目前碳纤维增强钛合金层板TiGr的钛合金和预浸料界面胶接效果差的问题。本发明采用的热塑性树脂包括聚醚醚酮(PEEK)、聚苯硫醚(PPS)和聚醚酰亚胺(PEI)三种工程用高性能热塑性树脂,并配合薄膜层叠法以及粉末浸渍法,解决了热塑性树脂对碳纤维的浸渍效果差的问题。
说明书
技术领域
本发明属于轻质复合材料领域,具体涉及一种热塑性树脂基体碳纤维-钛/钛合金层板的制备方法。
背景技术
纤维金属层板(Fiber Metal Laminates,FMLs)是一种由金属薄板和纤维增强树脂预浸料交替铺设后,在一定温度和压力下固化而成的层间混杂复合材料。FMLs材料独特的构成方式决定了它既不同于传统的金属材料也不同于以往的复合材料,与单一金属材料相比,它质轻、耐疲劳、耐腐蚀、阻燃性好;与单一纤维增强树脂复合材料相比,它损伤容限高、缺口强度大、抗冲击性能和抗湿热性能好。同时,纤维金属层板具有较强的可设计性,可根据需要选择铺层方式和纤维取向。因此,纤维金属层板材料在航空航天等领域具有广阔的应用前景。
第一代FMLs是由荷兰代尔夫特大学研发的芳纶纤维增强铝合金层板(AramidReinforced Aluminum Laminates,ARALL),实现了铝合金层板向纤维金属层板的跨越,与传统铝合金结构相比,ARALL具有抗疲劳断裂扩展性能好,断裂韧性低,剥离强度较低的性能,ARALL应用在飞机结构中的平板结构或单曲面小曲率构件,应用很有限;第二代FMLs玻璃纤维增强铝合金层板(Glass ReinforcedAluminum Laminates,GLARE),GLARE同ARALL相比,不仅残余应力状态大为改观,而且提高了材料的压缩性能和冲击性能,降低了材料的吸湿性,因此大大拓展它的使用范围。A380机身上使用的GLARE达机体结构重量的3%,使用面积500m2左右,全机总共减重约800kg,同时疲劳寿命提高10~15倍;第三代FMLs碳纤维增强铝合金层板(Carbon reinforced aluminum laminate,CARE),CARE具有较大的破坏变形和非常高的强度和刚度,但由于碳纤维和铝合金之间存在电位腐蚀,因此在工程上未得到广泛应用。第四代FMLs碳纤维增强钛合金层板(Titanium/Graphite Hybrid Laminates,TiGr),TiGr不仅能提高层板的比强度和高温性能、不存在电位腐蚀,而且具有较高的疲劳强度和较高的韧性。
另外,ARALL和GLARE层板均采用环氧等热固性树脂为基体,而传统热固性树脂材料的固化成形过程中需要对材料进行保温保压,制约了生产效率。相比之下,以热塑性树脂为基体制备的FMLs可在较短的时间内完成制备及成形,可显著提高层板的制备效率,降低其生产成本。同时,热塑性树脂基体耐高温,能满足制件高温服役要求,热塑性材料的应用使FMLs的回收利用成为可能。
发明内容
本发明为了解决目前碳纤维增强钛合金层板TiGr的钛合金和预浸料界面胶接效果差的问题。
本发明的一种热塑性树脂基体碳纤维-钛/钛合金层合板的制备方法,包括以下步骤:
1)采用薄膜层叠法或粉末浸渍法使热塑性树脂浸润碳纤维单向布或碳纤维编织布,制备碳纤维增强热塑性树脂预浸料;
2)对厚度为0.3~0.5mm的钛/钛合金表面进行喷砂和硅烷偶联剂联合处理或碱性阳极化和紫外光接枝联合处理;
3)模具内侧均匀涂刷脱模剂,将经表面处理得到的钛/钛合金与碳纤维增强热塑性树脂预浸料按照铺层规则在模具中铺层,并在每层钛/钛合金和预浸料之间放置厚度为0.05~0.1mm热塑性树脂胶膜,盖紧模具上盖板;
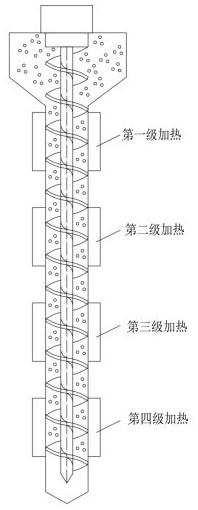
4)将模具整体放入热压机中,采用三段式梯度加热,即第一段升温至180℃保持40min,第二段升温至200~300℃保持40min,第三段升温至250~370℃保持2h,自然冷却至室温,脱模后得到厚度为1~5mm的热塑性树脂基体碳纤维-钛/钛合金层合板。
与现有技术相比,本发明包含以下有益效果:
1、本发明采用的热塑性树脂包括聚醚醚酮(PEEK)、聚苯硫醚(PPS)和聚醚酰亚胺(PEI)三种工程用高性能热塑性树脂的熔点均大于300℃,熔融时粘度一般超过100Pa·s,并且温度的变化对其影响很小,也正因如此其成型后具备有机械强度高、耐高温、绝缘性稳定、耐水解、抗压、耐腐蚀等优点,因此提高热塑性树脂对碳纤维的浸渍效果是制备碳纤维增强热塑性树脂预浸料的关键。
2、本发明采用的薄膜层叠法,属于干法制备预浸料工艺。与传统湿法工艺相比薄膜层叠法制备的预浸料树脂含量和胶膜质量容易控制,树脂组分挥发量少,气泡率和孔隙率降低30%以上,能避免在使用过程中因气泡和孔隙带来的应力集中而导致预浸料的使用寿命减少的危害,并且对人体以及环境危害小,大小规模生产均适用,可以随时监测到树脂的凝胶时间、粘性等能够影响预浸料质量的因素。
3、本发明采用的粉末浸渍法,也属于干法制备预浸料工艺。具有快速连续生产热塑性预浸料,对纤维损伤少,聚合物不易分解以及生产成本低等优势。
4、钛/钛合金表面处理的方式有很多,多数情况下单一的表面处理方法并不能满足应用要求,多种方法相结合会达到更好的胶接效果。单一的喷砂处理能产生宏观粗糙表面,钛合金高温耐久性较好,但湿热耐久性较差。本发明采用喷砂处理和硅烷偶联剂联合处理在喷砂处理的基础上硅烷偶联剂可与钛/钛合金形成耐湿性好的强界面化学键,防止钛/钛合金表面区的水解及腐蚀,从而制件可以长期保存适时胶接,增加了胶接接头的使用寿命,提升了制件的胶接耐久性。
5、单一的钛/钛合金表面阳极化处理一方面溶液中存在不稳定物质、有毒物质或易挥发物质使溶液中组分难以控制,如氢氧化钠--过氧化氢溶液中的过氧化氢分解过快。另一方面表面处理的工艺参数不易精确控制,并造成处理后的表面附着冲洗不掉的杂质层。此外,处理后的表面若不及时胶接,放置时间及环境对接头的性能也会有影响。本发明采用碱性阳极化和紫外光接枝联合处理在碱性阳极化处理的基础上紫外光接枝既能获得具有特殊结构功能表面特征又可以保证其本体性能不发生变化,接枝处理在钛/钛合金表面形成无数聚丙烯小分子刷,使表面形成孔径为纳米级别的微细多孔结构,从而改善了界面的润湿性,提高了胶接性能。
6、铺层时每层钛/钛合金和预浸料中间放置厚度为0.05~0.1mm相应热塑性树脂胶膜增加了钛/钛合金与预浸料界面的含胶量,一方面更好地使树脂胶液填充到表面处理后的钛/钛合金微观粗糙表面,另一方面同种树脂可以与预浸料树脂相容从而提高界面结合强度。
7、模具设计成下模具四边框可拆卸,在模具脱模时先将下模具四边框卸下再将上盖板与下模具分离取出层板。目的是在于为了防止上盖板盖上时封闭的模具腔因压力过大、内部温度不均、树脂流动不畅造成层合板内部产生各种缺陷。
附图说明
图1是本发明的制备成形方法流程图;
图2是钛/钛合金表面紫外光接枝聚丙烯示意图;
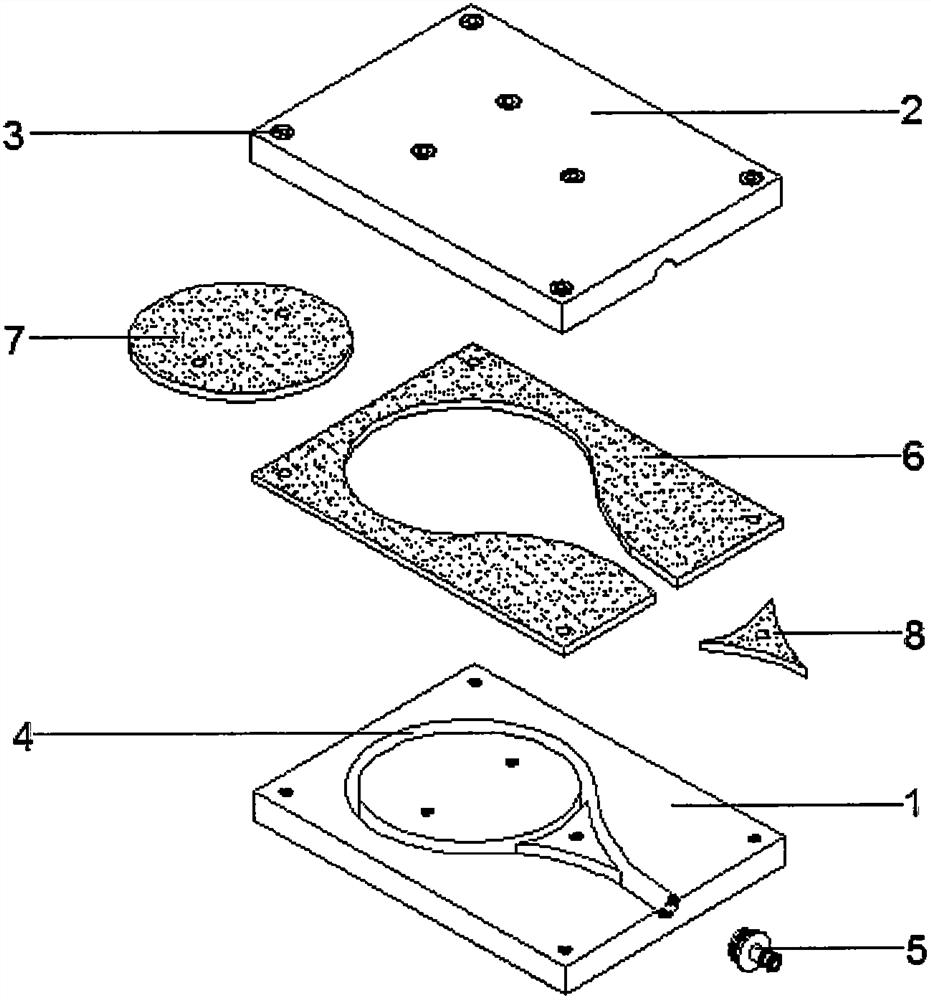
图3是本发明模具和铺层规则示意图;其中,1、槽模具上盖板;2、模具下槽;3、钛/钛合金;4、热塑性树脂胶膜;5、预浸料;6、四边框;7、六角螺丝孔一;
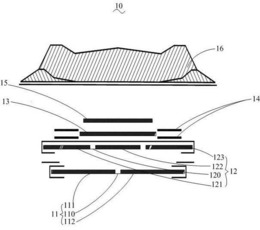
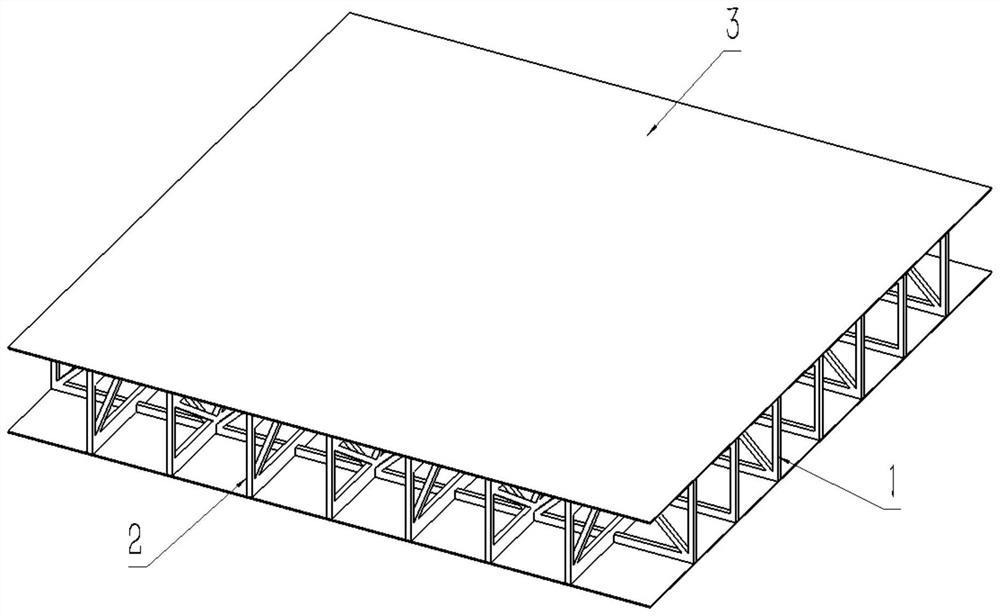
图4是本发明具体实施方式实施例1的立体结构示意图;其中,3、钛/钛合金;4、热塑性树脂胶膜;5、预浸料;
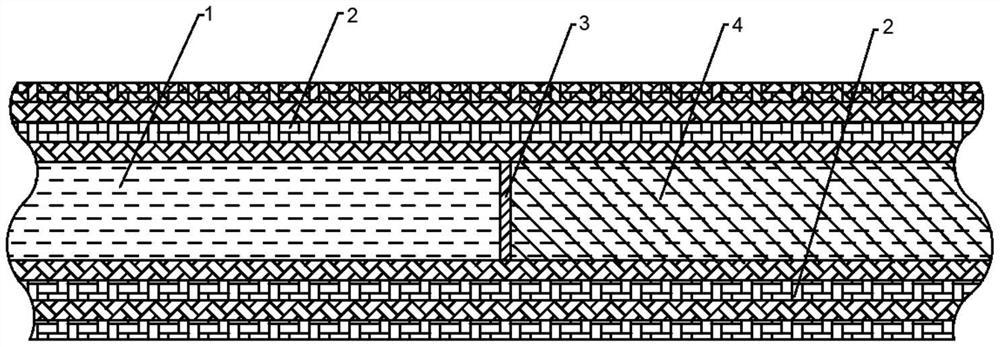
图5是本发明具体实施方式实施例2的立体结构示意图;其中,3、钛/钛合金;4、热塑性树脂胶膜;5、预浸料。
具体实施方式
具体实施方式一:本实施方式的一种热塑性树脂基体碳纤维-钛/钛合金层合板的制备方法,包括以下步骤:
1)采用薄膜层叠法或粉末浸渍法使热塑性树脂浸润碳纤维单向布或碳纤维编织布,制备碳纤维增强热塑性树脂预浸料;
2)对厚度为0.3~0.5mm的钛/钛合金表面进行喷砂和硅烷偶联剂联合处理或碱性阳极化和紫外光接枝联合处理;
3)模具内侧均匀涂刷脱模剂,将经表面处理得到的钛/钛合金与碳纤维增强热塑性树脂预浸料按照铺层规则在模具中铺层,并在每层钛/钛合金和预浸料之间放置厚度为0.05~0.1mm热塑性树脂胶膜,盖紧模具上盖板;
4)将模具整体放入热压机中,采用三段式梯度加热,即第一段升温至180℃保持40min,第二段升温至200~300℃保持40min,第三段升温至250~370℃保持2h,自然冷却至室温,脱模后得到厚度为1~5mm的热塑性树脂基体碳纤维-钛/钛合金层合板。
具体实施方式二:本实施方式与具体实施方式一不同的是:步骤1)中的薄膜层叠法制备碳纤维增强热塑性树脂预浸料的过程为:单层碳纤维单向布或碳纤维编织布与厚度为0.05~0.1mm热塑性树脂薄膜叠合,在温度为250~370℃、压力为0.5~5MPa条件下经硫化机热压处理,制得含胶量为50~60%且厚度为0.1~0.2mm的预浸料。其它与具体实施方式一相同。
具体实施方式三:本实施方式与具体实施方式一不同的是:步骤1)中的粉末浸渍法制备碳纤维增强热塑性树脂预浸料的过程为:将单层碳纤维单向布或碳纤维编织布经分散辊进入悬浮着粒径为5~15μm热塑性树脂粉末的静电室,充分混合,依据预浸料含胶量为50~60%和厚度为0.1~0.2mm的标准,在单层碳纤维单向布或碳纤维编织布上下补充树脂粉末并放入硫化机中,在温度为250~370℃、压力为0.5~5MPa的条件下,热压得到预浸料。其它与具体实施方式一相同。
具体实施方式四:本实施方式与具体实施方式一不同的是:步骤2)中的喷砂和硅烷偶联剂联合处理过程为:将钛/钛合金表面用丙酮或乙酯擦拭除油后,采用喷砂机在0.8个大气压下选用100目以上的细沙均匀扫吹钛/钛合金表面,直至钛/钛合金表面呈亚光状,用去离子水冲洗表面晾干,再将钛/钛合金室温下放入体积百分含量为1%的环氧丙氧基官能团硅烷水溶液中浸泡15min,进行干燥。其它与具体实施方式一相同。
具体实施方式五:本实施方式与具体实施方式一不同的是:步骤2)中的碱性阳极化和紫外光接枝联合处理过程为:
一、将钛/钛合金表面用丙酮或乙酯擦拭除油后用去离子水清洗,放入温度为60℃碱液中浸渍2min取出后用去离子水洗净;其中,碱液是NaOH溶液、Na3PO4溶液和Na2CO3溶液混合而成,碱液中NaOH的质量百分含量为4%,碱液中Na3PO4的质量百分含量为4%,碱液中Na2CO3的质量百分含量为2%;
二、放入酸液中处理2min,取出用去离子水洗净;其中,酸液是由HF和HNO3混合而成,酸液中HNO3的体积百分含量为30%,酸液中HF的体积百分含量为1%;
三、放入阳极化槽液中处理,取出去离子水洗净;其中,阳极化条件为温度10~30℃,电压5~15V,时间10~30min;阳极化槽液是由NaOH溶液、EDTA溶液、Na2C4H4O6溶液和Na2SiO3溶液混合而成;阳极化槽液中的NaOH的质量百分含量为30%,;阳极化槽液中的EDTA的质量百分含量为2%,阳极化槽液中的Na2C4H4O6的质量百分含量为6%,阳极化槽液中的Na2SiO3的质量百分含量为0.5%;
四、将上一步处理的钛/钛合金室在温下放入体积百分含量为1%的甲基丙烯酰氧基官能团硅烷水溶液中浸泡5h,取出用去离子水清洗后干燥;
五、配制浓度为1mol/L的丙烯酸水溶液,向丙烯酸水溶液中通入氮气除去溶液中的氧气,再将步骤四处理后的钛/钛合金放入该溶液中5min,同时用功率为500W的紫外灯照射20min。
其它与具体实施方式一相同。
具体实施方式六:本实施方式与具体实施方式一不同的是:步骤3)中所述的铺层规则为5/4、4/3或3/2铺层,即钛/钛合金与预浸料交替铺层,并保持钛/钛合金始终铺在最外层;当用碳纤维单向布制预浸料时,则铺层规则为[0°/90°/0°/90°]、[0°/90°/0°]、[0°/90°]。其它与具体实施方式一相同。
具体实施方式七:本实施方式与具体实施方式一不同的是:步骤3)中的模具由模具上盖板1和模具下槽2构成;
所述的模具上盖板1刚好置于模具下槽2内,所述的模具下槽2为矩形;模具下槽2的四边框6可拆卸,在四边框6四角开通有内六角螺丝孔一7,以及与六角螺丝孔一7对应的模具下槽2四角上表面开设有内六角螺丝孔二8,通过六角螺丝孔一7和六角螺丝孔二8采用螺丝将四边框6固定;所述的模具上盖板1和模具下槽2的材质为45号调质处理模具钢。
其它与具体实施方式一相同。
具体实施方式八:本实施方式与具体实施方式一不同的是:步骤4)中在三段式加热过程中进行加压处理,第一段是从加热开始至70min,施加0.05MPa的压力;第二段是在70min~80min,施加0.5~5MPa的压力;第三段是在80min~150min,施加0.05MP的压力;第四段是在150min~200min,施加0.5~5MPa的压力。其它与具体实施方式一相同。
具体实施方式九:本实施方式与具体实施方式一不同的是:所述的热塑性树脂包括聚醚醚酮、聚苯硫醚或聚醚酰亚胺。其它与具体实施方式一相同。
具体实施方式十:本实施方式与具体实施方式一不同的是:所述的钛/钛合金为TA2、TA3、TC4或TC6,厚度为0.3~0.5mm。其它与具体实施方式一相同。
具体实施方式十一:本实施方式与具体实施方式一不同的是:所述的热塑性树脂基体碳纤维-钛/钛合金层合板为第四代FMLs碳纤维增强钛合金层板(Titanium/Graphite Hybrid Laminates,TiGr)。其它与具体实施方式一相同。
具体实施方式十二:本实施方式与具体实施方式一不同的是:所述的碳纤维单向布为无纬布。其它与具体实施方式一相同。
本发明内容不仅限于上述各实施方式的内容,其中一个或几个具体实施方式的组合同样也可以实现发明的目的。
通过以下实施例验证本发明的有益效果:
实施例1
本实施例的一种聚醚醚酮树脂基体碳纤维-TA2钛层板的制备,是按如下步骤进行的:
第一步:采用薄膜层叠法使聚醚醚酮薄膜浸润碳纤维编织布,制备碳纤维增强聚醚醚酮树脂预浸料。
具体过程为将300mm×300mm的碳纤维编织布与同样尺寸的厚度为0.1mm聚醚醚酮薄膜叠合经温度为370℃压力为1MPa时间为2h硫化机热压,直至各碳纤维束之间无缝隙,树脂熔融嵌入到纤维束中,热压结束测量聚醚醚酮预浸料厚度为0.14mm,热重分析测得预浸料含胶量为58%,符合后续实验要求。
第二步:对厚度为0.3mm的TA2工业纯钛表面进行喷砂和硅烷偶联剂联合处理。
具体过程为将TA2表面用丙酮或乙酯擦拭除油后,采用喷砂机在0.8个大气压下选用100目以上的细沙均匀扫吹TA2表面,直至TA2表面呈亚光状,用去离子水冲洗表面晾干,再将TA2室温下放入1%的硅烷偶联剂KH560水溶液中浸泡15min,进行干燥。
第三步:将下模具四边框6固定,模具下槽2内侧均匀涂刷脱模剂,将经表面处理得到的TA2与薄膜层叠法制备的预浸料按照3/2规则在模具中铺层,并在每层TA2和预浸料中间放置厚度为0.1mm聚醚醚酮胶膜(图4),最后盖紧模具上盖板1。
第四步:将模具整体放入热压机中,采用三段式加热,即第一段设置温度为180℃保持40min,第二段升温到300℃保持40min,第三段升温至370℃保持2h。
加压过程为,第一段热压开始至热压70min预加压阶段压力为0.05MPa,第二段是热压70min~80min加压阶段压力为0.8MPa,第三段是热压80min~150min泄压阶段压力为0.05MPa,第四段是热压150min~200min加压阶段压力为1Mpa。
自然冷却,脱模后得到的聚醚醚酮树脂基体碳纤维-TA2钛层板厚度为1.20mm。
所述的模具由模具上盖板1和模具下槽2构成;
所述的模具上盖板1刚好置于模具下槽2内,所述的模具下槽2为矩形;模具下槽2的四边框6可拆卸,在四边框6四角开通有内六角螺丝孔一7,以及与六角螺丝孔一7对应的模具下槽2四角上表面开设有内六角螺丝孔二8,通过六角螺丝孔一7和六角螺丝孔二8采用螺丝将四边框6固定;所述的模具上盖板1和模具下槽2的材质为45号调质处理模具钢。
实施例2
一种聚苯硫醚树脂基体碳纤维-TC4钛合金层板的制备
第一步:采用粉末浸渍法使聚苯硫醚树脂浸润碳纤维单向布(无纬布),制备碳纤维增强聚苯硫醚树脂预浸料;
具体过程为采用粉末浸渍机将单层碳纤维单向布经导向辊进入粒径为5~15μm的PPS静电粉末室,静电室有按一定规律排列的多个分散辊,分散辊使纤维分散,吸附PPS粉末,在碳纤维上下补充一定量的PPS粉末并放入硫化机中,经温度290℃压力1MPa时间2h热压得到预浸料。经测量PPS预浸料厚度为0.15mm,热重分析测得预浸料含胶量为55%,符合后续实验要求。
第二步:对厚度为0.5mm的TC4钛合金表面进行碱性阳极化和紫外光接枝联合处理。
具体过程为将TC4钛合金表面用丙酮或乙酯擦拭除油后去离子水清洗,放入60℃4%NaOH、4%Na3PO4和2%Na2CO3碱液中浸渍2min取出去离子水洗净,放入30%HNO3和1%HF酸液中处理2min取出去离子水洗净,放入30%NaOH、2%EDTA、6%Na2C4H4O6和0.5%Na2SiO3的阳极化槽液中,阳极化条件为温度25℃,电压10V,时间25min取出去离子水洗净,再将TC4钛合金室温下放入1%的硅烷偶联剂KH570水溶液中浸泡5h取出去离子水清洗干燥,配置1mol/L的丙烯酸水溶液通入氮气,除去溶液中的氧气,将TC4钛合金放入该溶液5min,同时500W紫外光下照射20min,使丙烯酸发生聚合反应。
第三步:将下模具四边框6固定,模具下槽2内侧均匀涂刷脱模剂,将经表面处理得到的TC4钛合金与粉末浸渍法制备的预浸料按照3/2规则在模具中铺层,其中碳纤维单向布制成的预浸料铺层规则为[0°/90°],并在每层TC4钛合金和预浸料中间放置厚度为0.1mmPPS胶膜(图5),最后盖紧模具上盖板1。
第四步:将模具整体放入热压机中,采用三段式加热,即第一段设置温度为180℃保持40min,第二段升温到200℃保持40min,第三段升温至290℃保持2h。
加压过程为,第一段热压开始至热压70min预加压阶段压力为0.05MPa,第二段是热压70min~80min加压阶段压力为0.8MPa,第三段是热压80min~150min泄压阶段压力为0.05MPa,第四段是热压150min~200min加压阶段压力为1Mpa。
自然冷却,脱模后得到的PPS树脂基体碳纤维-TC4钛合金层板厚度为1.85mm。
所述的模具由模具上盖板1和模具下槽2构成;
所述的模具上盖板1刚好置于模具下槽2内,所述的模具下槽2为矩形;模具下槽2的四边框6可拆卸,在四边框6四角开通有内六角螺丝孔一7,以及与六角螺丝孔一7对应的模具下槽2四角上表面开设有内六角螺丝孔二8,通过六角螺丝孔一7和六角螺丝孔二8采用螺丝将四边框6固定;所述的模具上盖板1和模具下槽2的材质为45号调质处理模具钢。
一种热塑性树脂基体碳纤维-钛/钛合金层合板的制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。














动态评分
0.0