








专利摘要
本实用新型涉及一种钢卷打捆机,其包括的摩擦驱动机构的输出端设置有带头压紧机构,带头压紧机构位于锁扣机构的前侧;锁扣机构与增力连杆机构连接,带头压紧机构、增力连杆机构和摩擦驱动机构都与液压驱动系统连接;液压驱动系统包括摩擦驱动液压缸、压紧液压缸和增力液压缸;钢带的自由端经摩擦驱动机构驱动依次传输至带头压紧机构和锁扣机构,由锁扣机构输出进而沿位于打捆机工位处的待打捆钢卷行进一周并回到锁扣机构内,形成上下重叠的做扣部分;钢带的自由端在带头压紧机构处被压紧,锁扣机构下降并紧贴钢卷后,摩擦驱动机构主动轮反向旋转,将钢带向回拉出,回收多余捆带并施加预紧力,由锁扣机构完成做扣,将钢卷打捆完毕。
权利要求
1.一种钢卷打捆机,其特征在于,包括:机架以及设置在所述机架上的摩擦驱动机构、锁扣机构、带头压紧机构、增力连杆机构和液压驱动系统;所述摩擦驱动机构位于所述锁扣机构一侧,在所述摩擦驱动机构的输出端设置有所述带头压紧机构,且所述带头压紧机构位于所述锁扣机构的前侧;所述锁扣机构与所述增力连杆机构连接,所述带头压紧机构、增力连杆机构和摩擦驱动机构都与所述液压驱动系统连接;所述液压驱动系统包括摩擦驱动液压缸、压紧液压缸和增力液压缸;钢带的自由端经所述摩擦驱动机构驱动依次传输至所述带头压紧机构和锁扣机构,由所述锁扣机构输出进而沿位于打捆机工位处的待打捆钢卷行进一周并回到所述锁扣机构内,形成上下重叠的做扣部分;所述钢带的自由端在所述带头压紧机构处被压紧,所述锁扣机构下降并紧贴钢卷后,所述摩擦驱动机构主动轮反向旋转,将所述钢带向回拉出,回收多余捆带并施加预紧力,由所述锁扣机构完成做扣,将钢卷打捆完毕。
2.如权利要求1所述钢卷打捆机,其特征在于,所述摩擦驱动机构包括一个主动轮和四组从动轮;所述主动轮和四组从动轮均设置在所述机架上,四组所述从动轮依次排列设置在所述主动轮的侧部,所述主动轮用于驱动所述钢带,所述从动轮经驱动连杆与所述摩擦驱动液压缸连接。
3.如权利要求2所述钢卷打捆机,其特征在于,位于最上部的所述从动轮与所述主动轮之间的上部的机架上设置有钢带入口通道;位于最下部的所述从动轮与所述主动轮之间的下部的机架上设置有导带槽,位于所述摩擦驱动机构与所述带头压紧机构之间设置有用于传输所述钢带的所述导带槽和导带轮。
4.如权利要求1所述钢卷打捆机,其特征在于,所述带头压紧机构包括连接板、压杆和压紧板;所述连接板固定在所述机架上,且所述压紧液压缸固定在所述连接板上,所述压杆与所述压紧液压缸连接,位于所述压杆的下端部设置有所述压紧板。
5.如权利要求1所述钢卷打捆机,其特征在于,所述锁扣机构包括定位板、支撑件、螺杆、上模、下模和切断刀;所述定位板设置为两块,两块所述定位板平行设置,且两所述定位板的一端固定在所述机架上;两所述定位板的内侧两端分别设置有导向槽,两个所述支撑件通过所述导向槽滑动设置在两所述定位板之间;所述螺杆的一端与两所述支撑件的上部螺纹连接,且两所述支撑件的螺纹旋向相反,所述螺杆的另一端经联轴器与驱动电机输出端连接;位于两所述定位板与两所述支撑件之间的空间内设置有所述上模,所述支撑件的下部设置有所述下模;且所述上模与所述增力连杆机构连接;所述切断刀设置在所述上模上。
6.如权利要求5所述钢卷打捆机,其特征在于,所述上模包括第一连杆、上模底座和凸模具;所述上模底座的顶部通过所述第一连杆与所述增力连杆机构连接,所述上模底座的底部两侧分别设置有所述凸模具;所述切断刀设置在所述上模底座一侧,位于所述钢带进入一侧。
7.如权利要求6所述钢卷打捆机,其特征在于,位于两所述定位板内侧分别设置有限位孔,所述第一连杆穿设在所述限位孔内。
8.如权利要求6所述钢卷打捆机,其特征在于,所述下模包括下模底座、弹簧、凹模具和旋转轴;所述下模底座的数量与所述凸模具数量对应设置,每个所述下模底座都采由横杆和竖杆一体成型的L型结构,所述横杆的上表面与竖杆的内侧面之间具有97°夹角,且位于所述横杆的上表面设置有与所述凸模具配合的所述凹模具;所述竖杆的顶部通过所述弹簧与所述支撑件连接,在所述横杆与所述竖杆之间的弯折处设置有第一销孔,所述旋转轴穿设在所述第一销孔内。
9.如权利要求8所述钢卷打捆机,其特征在于,所述支撑件的上部两侧分别设置有凸起部,该凸起部滑动设置在所述导向槽内;所述支撑件的下部设置为梳齿状结构,相邻两梳齿之间形成用于放置所述下模的间隙,该间隙的数量与所述下模底座的数量对应设置;所述下模底座的竖杆顶部通过所述弹簧与所述间隙处顶部的所述支撑件连接;所述支撑件的各梳齿端部均设置有第二销孔,该第二销孔与所述第一销孔位于同一轴线上,所述旋转轴依次穿过各销孔,将所述下模底座的底部活动连接在所述支撑件上,所述下模底座可沿所述旋转轴在所述间隙处旋转。
10.如权利要求1至9任一项所述钢卷打捆机,其特征在于,所述增力连杆机构包括驱动杆、长连杆和短连杆;所述驱动杆的一端与所述增力液压缸连接,所述驱动杆的另一端与所述长连杆的一端铰接,所述长连杆的另一端与所述锁扣机构中上模的第一连杆铰接;所述短连杆的一端与所述机架铰接,所述短连杆的另一端与所述长连杆的中点处铰接。
说明书
技术领域
本实用新型涉及一种钢材捆扎技术领域,特别是关于一种钢卷打捆机。
背景技术
北航研制的打捆机采用热轧盘条作为对棒材的打捆材料,以捆丝扭转做扣的方式对捆丝打结3周,可以以 ~400mm的捆径直接对棒材进行打捆包装,并保证锁紧,单道捆带打捆时间为10S。捆钢机的导槽截面为矩形,槽底安装滚动轴承,上下导槽各为半圆形,合拢后构成圆滑的送丝导槽,这种结构针对钢材生产线的频繁工作可以提高打捆精度和机械可靠性,使得打捆更加牢靠,缩短工作时间,降低机械故障率。但该类型打捆机只适用于棒材或者管材的打捆,且接头方式为免扣咬合式,若对其他钢材进行打捆,如钢卷,或不适用于退火或热轧盘条为捆扎材料的钢材,容易出现松捆、散捆等状况,且捆丝打结720°,然后挤平,对表面要求高的钢材会造成刮擦、硌痕或者容易锈蚀的影响。
现有的ADK-A型棒材捆钢机,该打捆机采用钢丝作为捆扎材料,为了更好的保证钢材捆扎的牢固程度,每道绕捆2至6圈,每道绕捆扎时间为30s左右,每捆捆重达10t。与同类打捆机相比,该打捆机采用液压驱动,优点是其工作时传动平稳,易于对打捆参数调节,机械结构简单。在电气控制方面,采用了更为灵活的先进PLC全自动控制。但与北航所研制的打捆机有相同的弱点:同样是针对棒材及管材进行打捆,也会存在上述问题。且因为采用了PLC全自动控制,虽然功能强大,但是如若出现故障,维修较为艰难繁琐。
目前,打捆头的升降或倾斜装置为液压驱动,液压系统的工作稳定性差,工作发热大,易产生漏油,导致系统震动大、打捆头定位不准、精度不准确等现象;并且存在咬扣机构、蓄带机构不完善而出现的散捆、松捆等现象。
发明内容
针对上述问题,本实用新型的目的是提供一种钢卷打捆机,其成本低、结构简单可靠、连接强度高、锁扣咬合准确。
为实现上述目的,本实用新型采取以下技术方案:一种钢卷打捆机,其包括:机架以及设置在所述机架上的摩擦驱动机构、锁扣机构、带头压紧机构、增力连杆机构和液压驱动系统;所述摩擦驱动机构位于所述锁扣机构一侧,在所述摩擦驱动机构的输出端设置有所述带头压紧机构,且所述带头压紧机构位于所述锁扣机构的前侧;所述锁扣机构与所述增力连杆机构连接,所述带头压紧机构、增力连杆机构和摩擦驱动机构都与所述液压驱动系统连接;所述液压驱动系统包括摩擦驱动液压缸、压紧液压缸和增力液压缸;钢带的自由端经所述摩擦驱动机构驱动依次传输至所述带头压紧机构和锁扣机构,由所述锁扣机构输出进而沿位于打捆机工位处的待打捆钢卷行进一周并回到所述锁扣机构内,形成上下重叠的做扣部分;所述钢带的自由端在所述带头压紧机构处被压紧,所述锁扣机构下降并紧贴钢卷后,所述摩擦驱动机构主动轮反向旋转,将所述钢带向回拉出,回收多余捆带并施加预紧力,由所述锁扣机构完成做扣,将钢卷打捆完毕。
进一步,所述摩擦驱动机构包括一个主动轮和四组从动轮;所述主动轮和四组从动轮均设置在所述机架上,四组所述从动轮依次排列设置在所述主动轮的侧部,所述主动轮用于驱动所述钢带,所述从动轮经驱动连杆与所述摩擦驱动液压缸连接。
进一步,位于最上部的所述从动轮与所述主动轮之间的上部的机架上设置有钢带入口通道;位于最下部的所述从动轮与所述主动轮之间的下部的机架上设置有导带槽,位于所述摩擦驱动机构与所述带头压紧机构之间设置有用于传输所述钢带的所述导带槽和导带轮。
进一步,所述带头压紧机构包括连接板、压杆和压紧板;所述连接板固定在所述机架上,且所述压紧液压缸固定在所述连接板上,所述压杆与所述压紧液压缸连接,位于所述压杆的下端部设置有所述压紧板。
进一步,所述锁扣机构包括定位板、支撑件、螺杆、上模、下模和切断刀;所述定位板设置为两块,两块所述定位板平行设置,且两所述定位板的一端固定在所述机架上;两所述定位板的内侧两端分别设置有导向槽,两个所述支撑件通过所述导向槽滑动设置在两所述定位板之间;所述螺杆的一端与两所述支撑件的上部螺纹连接,且两所述支撑件的螺纹旋向相反,所述螺杆的另一端经联轴器与驱动电机输出端连接;位于两所述定位板与两所述支撑件之间的空间内设置有所述上模,所述支撑件的下部设置有所述下模;且所述上模与所述增力连杆机构连接;所述切断刀设置在所述上模上。
进一步,所述上模包括第一连杆、上模底座和凸模具;所述上模底座的顶部通过所述第一连杆与所述增力连杆机构连接,所述上模底座的底部两侧分别设置有所述凸模具;所述切断刀设置在所述上模底座一侧,位于所述钢带进入一侧。
进一步,位于两所述定位板内侧分别设置有限位孔,所述第一连杆穿设在所述限位孔内。
进一步,所述下模包括下模底座、弹簧、凹模具和旋转轴;所述下模底座的数量与所述凸模具数量对应设置,每个所述下模底座都采由横杆和竖杆一体成型的L型结构,所述横杆的上表面与竖杆的内侧面之间具有97°夹角,且位于所述横杆的上表面设置有与所述凸模具配合的所述凹模具;所述竖杆的顶部通过所述弹簧与所述支撑件连接,在所述横杆与所述竖杆之间的弯折处设置有第一销孔,所述旋转轴穿设在所述第一销孔内。
进一步,所述支撑件的上部两侧分别设置有凸起部,该凸起部滑动设置在所述导向槽内;所述支撑件的下部设置为梳齿状结构,相邻两梳齿之间形成用于放置所述下模的间隙,该间隙的数量与所述下模底座的数量对应设置;所述下模底座的竖杆顶部通过所述弹簧与所述间隙处顶部的所述支撑件连接;所述支撑件的各梳齿端部均设置有第二销孔,该第二销孔与所述第一销孔位于同一轴线上,所述旋转轴依次穿过各销孔,将所述下模底座的底部活动连接在所述支撑件上,所述下模底座可沿所述旋转轴在所述间隙处旋转。
进一步,所述增力连杆机构包括驱动杆、长连杆和短连杆;所述驱动杆的一端与所述增力液压缸连接,所述驱动杆的另一端与所述长连杆的一端铰接,所述长连杆的另一端与所述锁扣机构中上模的第一连杆铰接;所述短连杆的一端与所述机架铰接,所述短连杆的另一端与所述长连杆的中点处铰接。
本实用新型由于采取以上技术方案,其具有以下优点:本实用新型的锁扣机构在冲压做扣时对捆带翘起量小,不会在做扣时破坏捆带。而且摩擦驱动机构与捆扎钢带接触大,对摩擦驱动液压缸的压力要求较小。本实用新型可以广泛在镀锌、镀锡等高档冷轧汽车板、家电板及硅钢板的钢卷包装及精整物流系统中应用。
附图说明
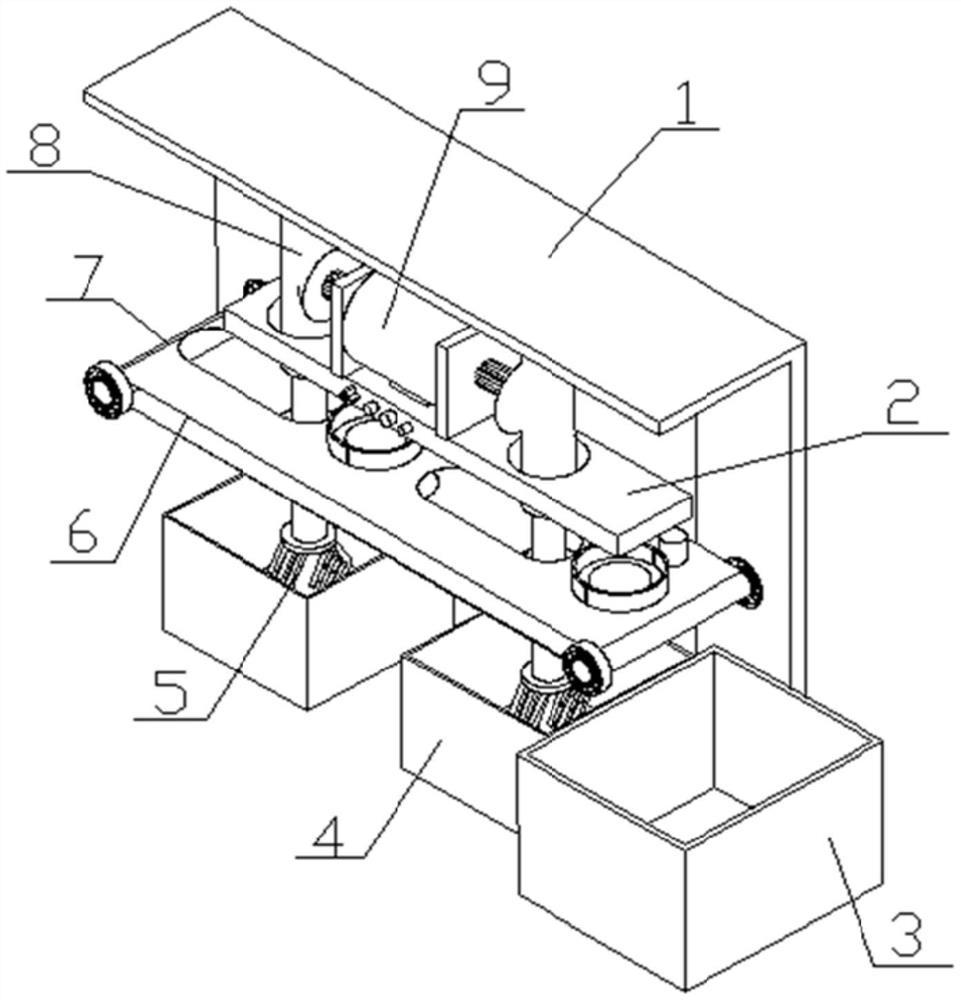
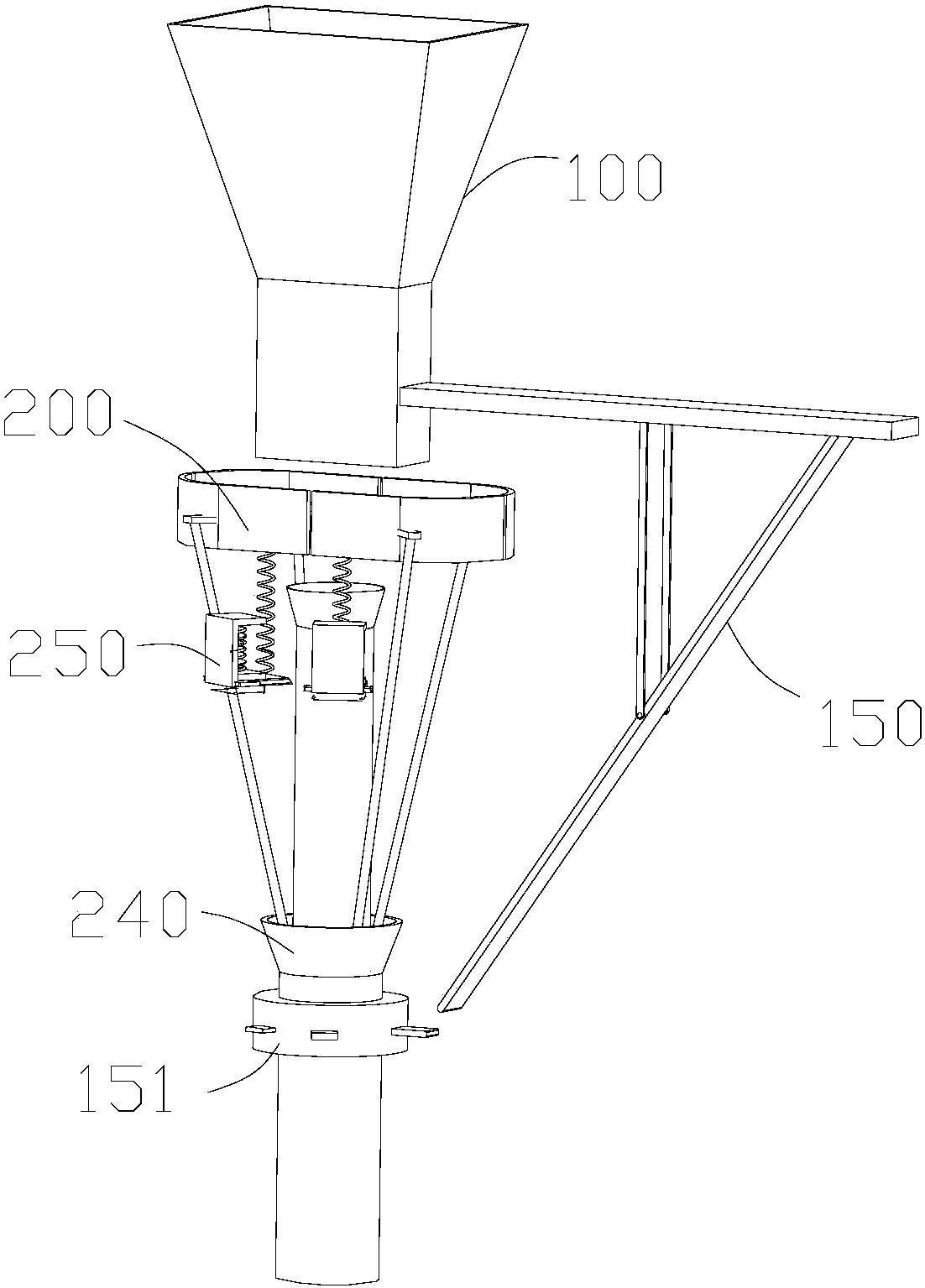
图1是本实用新型的整体结构示意图。
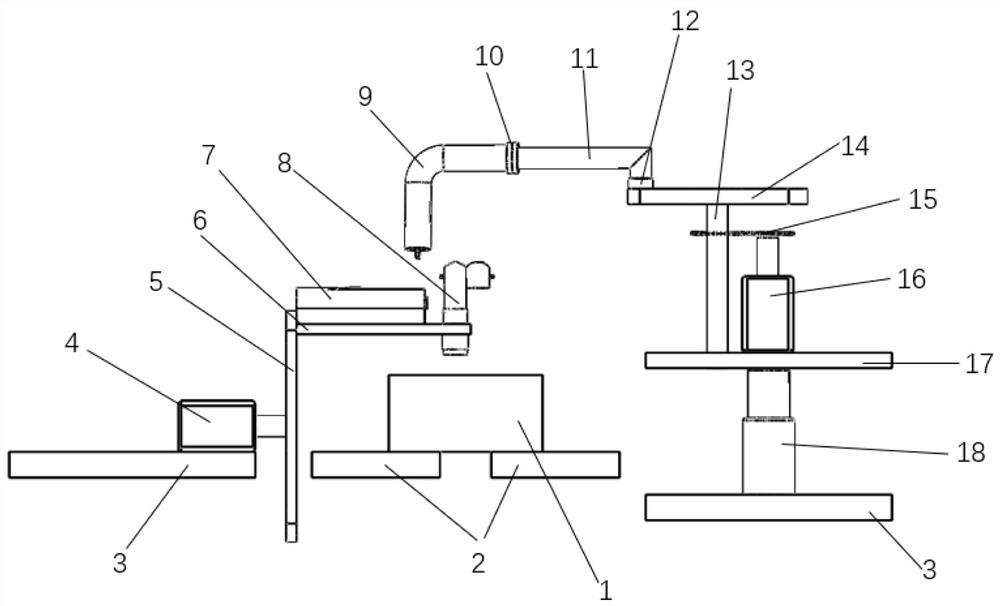
图2是本实用新型的带头压紧机构结构示意图。
图3是本实用新型的锁扣机构结构示意图。
图4是图3的侧视图。
图5是图3的俯视图。
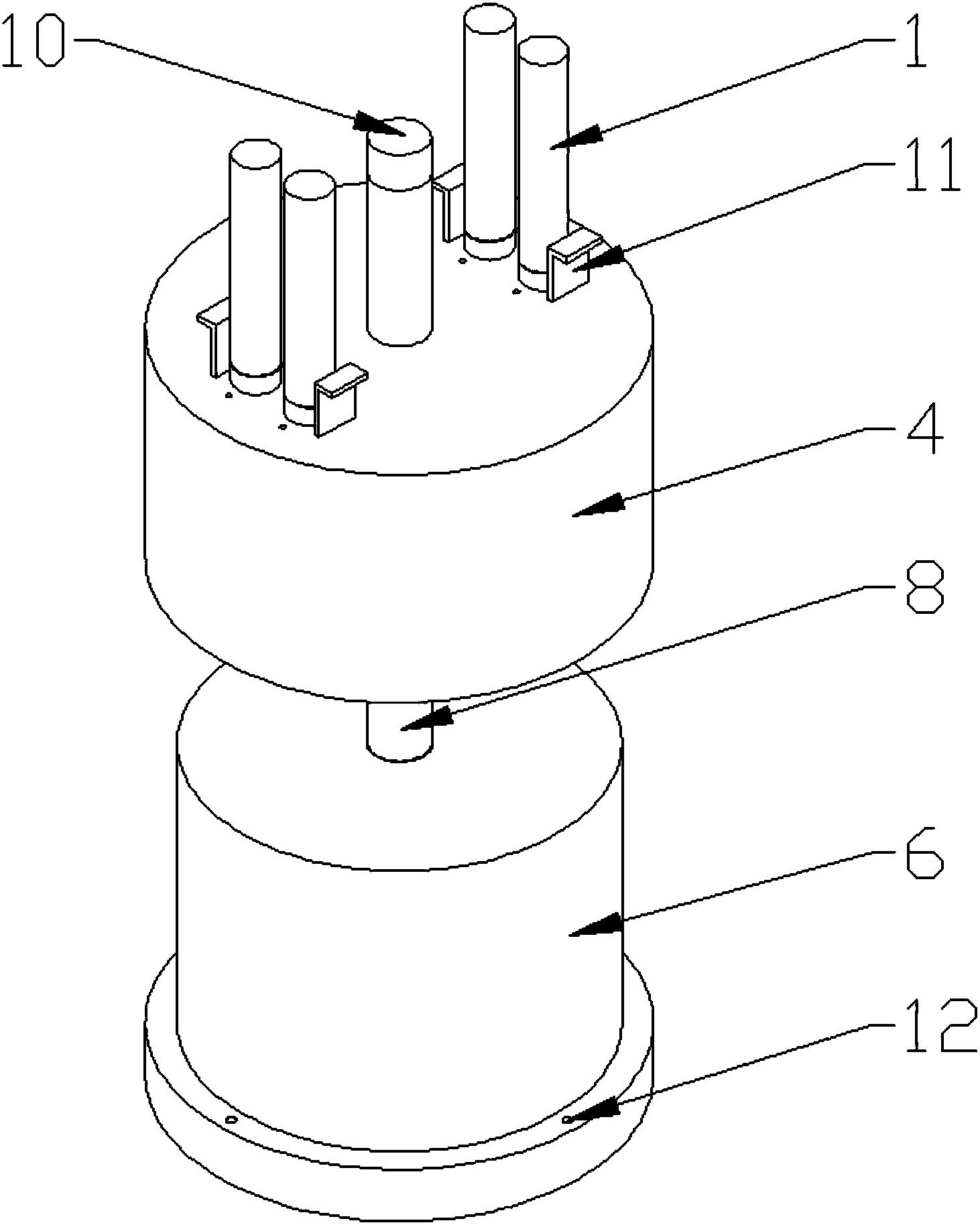
图6是锁扣机构中的凸模具结构示意图。
图7是锁扣机构中的凹模具结构示意图。
图8是本实用新型的增力连杆机构结构示意图。
具体实施方式
在本实用新型的描述中,需要理解的是,术语“上”、“下”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。下面结合附图和实施例对本实用新型进行详细的描述。
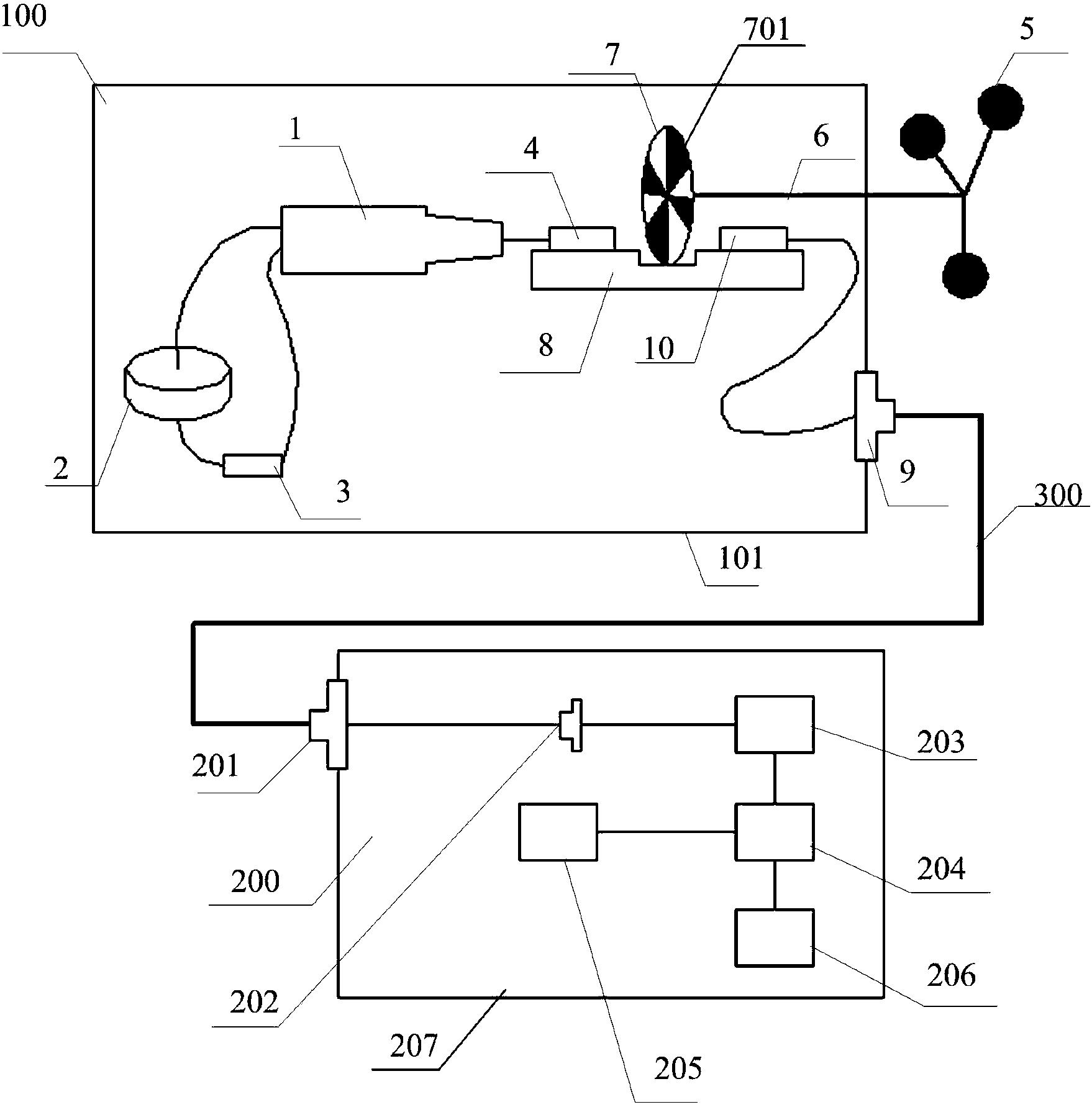
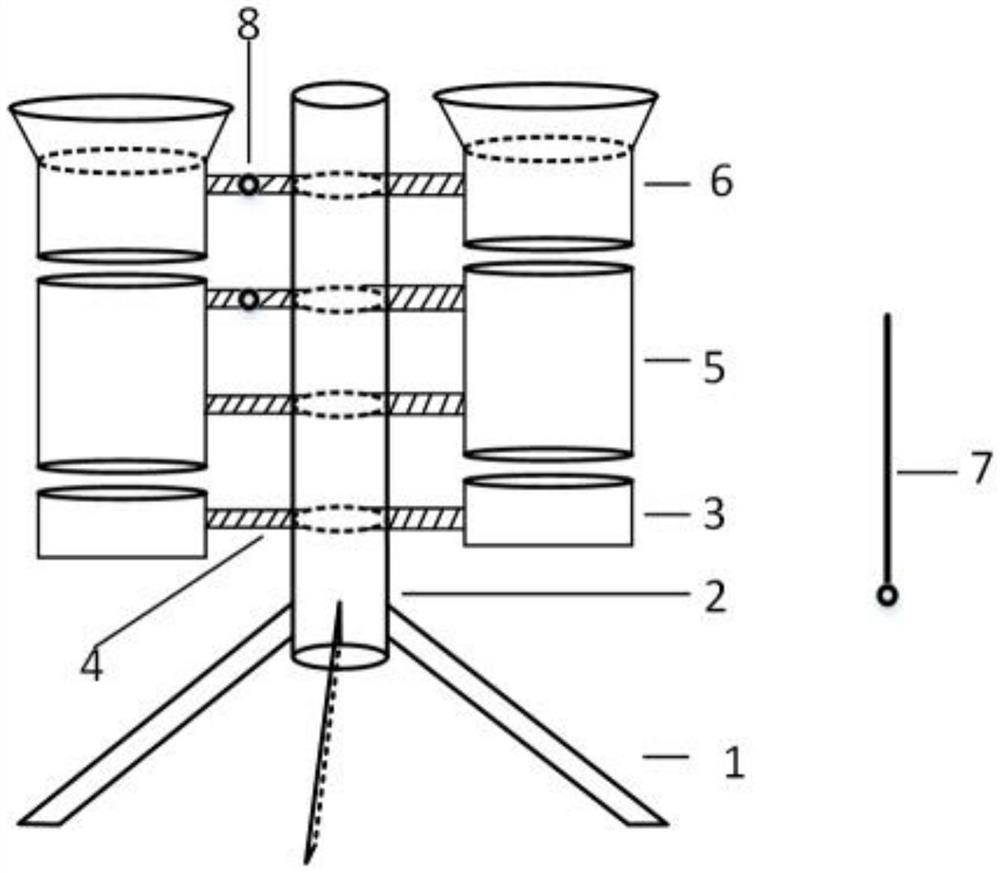
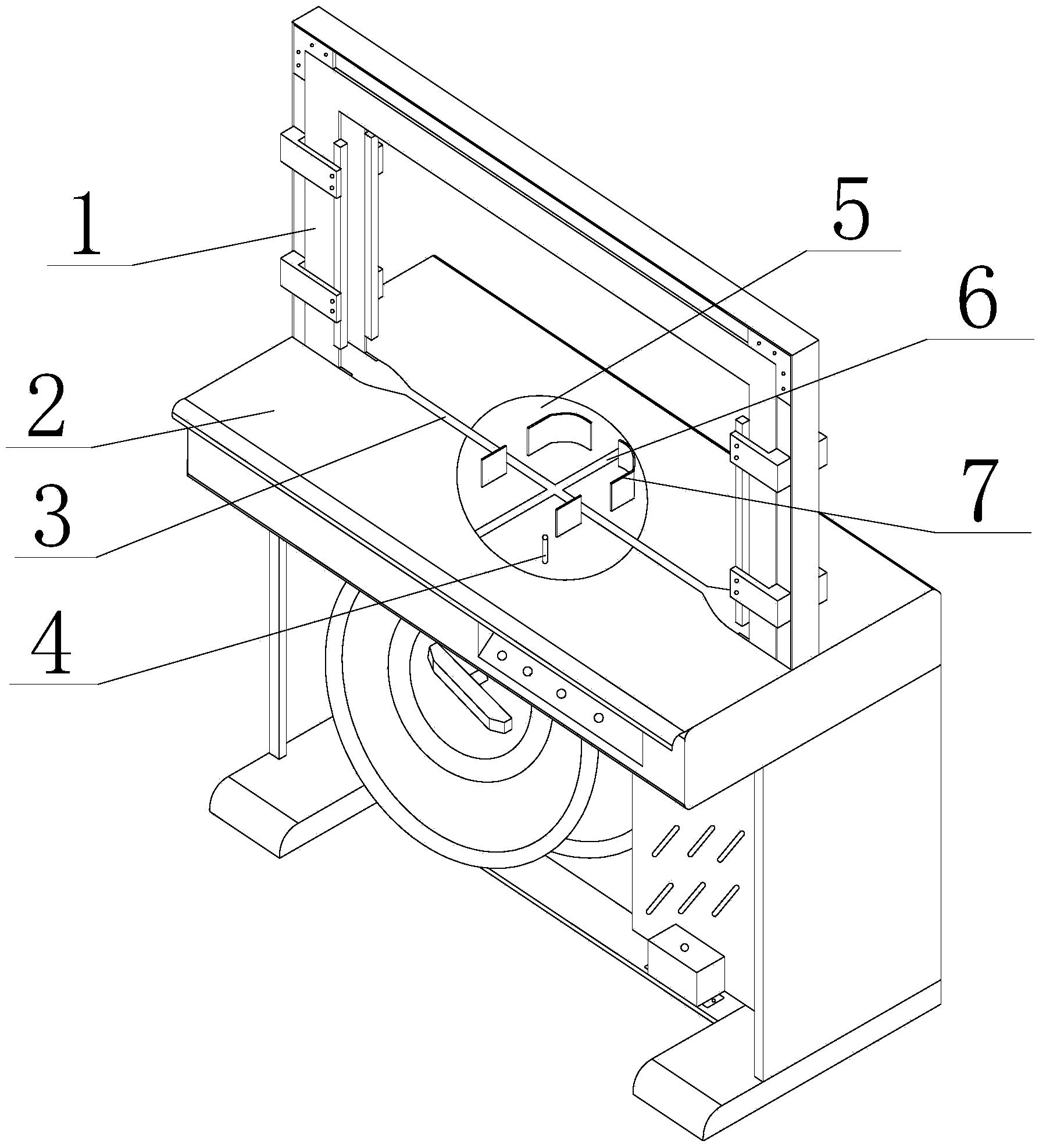
如图1所示,本实用新型提供一种钢卷打捆机,其包括机架以及设置在机架上的摩擦驱动机构、锁扣机构、带头压紧机构、增力连杆机构和液压驱动系统。摩擦驱动机构位于锁扣机构一侧,在摩擦驱动机构的输出端设置有带头压紧机构,且带头压紧机构紧邻锁扣机构,位于锁扣机构的前侧;锁扣机构与增力连杆机构连接,带头压紧机构、增力连杆机构和摩擦驱动机构都与液压驱动系统连接;液压驱动系统包括摩擦驱动液压缸、压紧液压缸1和增力液压缸2。钢带3的自由端经摩擦驱动机构驱动依次传输至带头压紧机构和锁扣机构,由锁扣机构输出进而沿位于打捆机工位处的待打捆钢卷4行进一周并回到锁扣机构内,形成上下重叠的做扣部分。钢带3的自由端在带头压紧机构处被压紧,锁扣机构下降并紧贴钢卷4后,摩擦驱动机构主动轮反向旋转,将钢带3向回拉出,回收多余捆带并施加预紧力,由锁扣机构完成做扣,将钢卷4打捆完毕。
在一个优选的实施例中,摩擦驱动机构包括一个主动轮5和四组从动轮6;主动轮5和四组从动轮6均设置在机架上,且主动轮5由现有驱动电机驱动。四组从动轮6依次排列设置在主动轮5的侧部,主动轮5用于驱动钢带3,从动轮6经驱动连杆与液压驱动系统的摩擦驱动液压缸连接,由摩擦驱动液压缸带动驱动连杆动作,进而向从动轮6提供压力将钢带3压紧在主动轮5上,增大钢带3与主动轮5的摩擦力,以方便提供驱动力和锁紧力。
上述实施例中,位于最上部的从动轮6与主动轮5之间的上部的机架上设置有钢带入口通道7,用于保证钢带3顺利进入从动轮6与主动轮5之间。
上述各实施例中,位于摩擦驱动机构与带头压紧机构之间设置有用于传输钢带3的导带槽8和导带轮9。位于最下部的从动轮6与主动轮5之间的下部的机架上设置有导带槽8,由导带槽8的入口到出口采用渐缩结构,以保证从从动轮6与主动轮5之间输出的钢带3准确进入导带槽8内。导带槽8的出口处设置有导带轮9,用于将经过导带槽8的钢带3导入锁扣机构内,进而沿钢卷4行进。
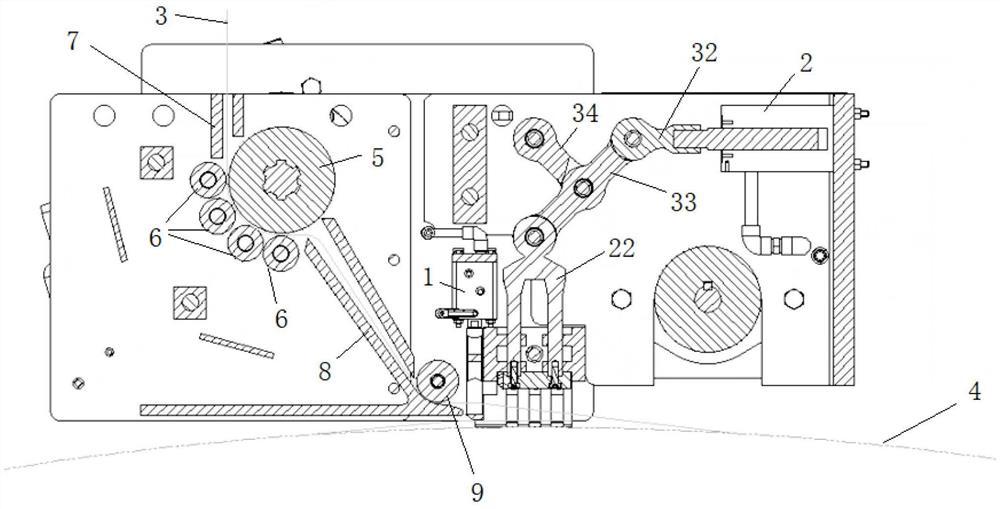
在一个优选的实施例中,如图2所示,带头压紧机构包括连接板10、压杆11和压紧板12。连接板10固定在机架上,且液压驱动系统的压紧液压缸1固定在连接板10上,压杆11与压紧液压缸1连接,由压紧液压缸1驱动压杆11动作。位于压杆11的下端部设置有压紧板12,用于压紧钢带3。
优选的,在本实施例中,设置有两个压紧液压缸1和两个压杆11,两个压紧液压缸1同步驱动两个压杆11动作,且两个压杆11之间通过辐条13连接在一起,以增加压杆11的稳定性。
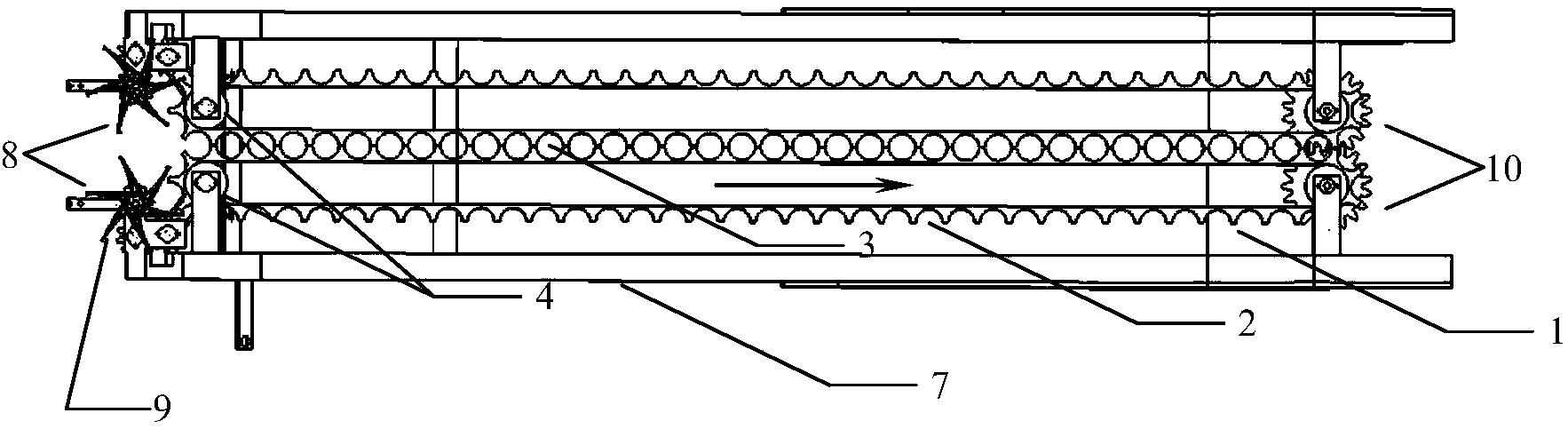
在一个优选的实施例中,如图3至图5所示,锁扣机构包括定位板15、支撑件16、螺杆17、上模18和下模19。定位板15设置为两块,两块定位板15平行设置,且两定位板15的一端固定在机架上。两定位板15的内侧两端分别设置有导向槽20,两个支撑件16通过导向槽20滑动设置在两定位板15之间。螺杆17的一端与两支撑件16的上部螺纹连接,且两支撑件16的螺纹旋向相反,使螺杆17旋转可带动两侧支撑件16运动;螺杆17的另一端经联轴器与驱动电机输出端连接,由驱动电机带动螺杆17运动,进而带动两支撑件16在导向槽20内对向或背向移动。位于两定位板15与两支撑件16之间的空间内设置有上模18,支撑件16的下部设置有下模19;且上模18与增力连杆机构连接,由增力连杆机构驱动上模18进行上下竖直运动。
其中,上模18包括上模底座21、第一连杆22和凸模具23。上模底座21顶部通过第一连杆22与增力连杆机构连接,上模底座21的底部两侧分别设置有若干个凸模具23。在本实施例中,优选的,设置有六个凸模具23,六个凸模具23分成2排间隔设置在上模底座21的底部两侧。
上述实施例中,上模底座21采用楔形台结构,楔形台的两侧边与底边之间具有第一夹角,该第一夹角大于90°;进而使得上模底座21下降时可对下模底座25进行挤压使下模底座25旋转。
上述实施例中,位于两定位板15内侧还分别设置有限位孔24,上模18的第一连杆22穿设在限位孔24内,由限位孔24实现对第一连杆22进行限位,进而保证上模底座21的运动精度。
上述实施例中,如图6所示,凸模具23采用矩形结构,位于凸模具23的中部设置有 字型冲压块。
上述实施例中,下模19包括下模底座25、凹模具26、弹簧27和旋转轴28。下模底座25的数量与上模底座21上的凸模具23数量对应设置,每个下模底座25都采由横杆和竖杆一体成型的L型结构,横杆的上表面与竖杆的内侧面之间具有第二夹角,为配合上模底座21同时运动,该第二夹角与第一夹角呈对应设置,优选的,第二夹角为97°,可以有效保证下模19在不冲压做扣时不对钢带3干涉,防止钢带3带送带或抽回的时候对下模19造成磨损;且位于横杆的上表面设置有与凸模具23配合的凹模具26。竖杆的顶部通过弹簧27与支撑件16连接,在横杆与竖杆之间的弯折处设置有第一销孔29,旋转轴28穿设在第一销孔29内。
其中,位于竖杆顶部的内侧面还设置有倒角,以避免上模底座21在下降时楔形台两侧与竖杆接触,造成摩擦。
上述实施例中,如图7所示,凹模具26也采用矩形结构,位于凹模具26的中部设置有与凸模具23上冲压块配合的冲压口,进而在钢带3上形成直角梯形的锁扣。
上述实施例中,支撑件16的上部两侧分别设置有凸起部30,该凸起部30滑动设置在导向槽20内;支撑件16的下部设置为梳齿状结构,相邻两梳齿之间形成用于放置下模19的间隙,该间隙的数量与下模底座25的数量对应设置。下模底座25的竖杆顶部通过弹簧27与间隙处顶部的支撑件16连接,通过弹簧27来保证不冲压时下模19的位置;支撑件16的各梳齿端部均设置有第二销孔,该第二销孔与第一销孔29位于同一轴线上,旋转轴28依次穿过各销孔,将下模底座25的底部活动连接在支撑件16上,下模底座25可沿旋转轴28在间隙处进行旋转。
上述各实施例中,锁扣机构还包括切断刀31;切断刀31设置在上模底座21一侧,位于钢带3进入一侧。切断刀31的刀刃高于上模底座21一层捆带的厚度,优选为0.8mm。
上述各实施例中,上层捆带在回收拉紧后不能与下层捆带接触,具有一夹角。
上述各实施例中,凸模具23和凹模具26均采用粘合剂或机械连接方式安装在上模18或下模19上。
使用时,由螺杆17驱动两侧支撑件16运动,两侧支撑件16的间距大于捆带宽度;然后由摩擦驱动机构进行驱动输送钢带3,驱动钢带3穿过锁扣机构上模底座21与两侧支撑件16之间,绕钢卷4一周后回到锁扣机构内,并产生上下重叠部分,完成送带后螺杆17驱动两侧支撑件16对向移动,间距为捆带(即钢带)宽度,使上下两层捆带对齐。对捆带带头压紧后回收多余捆带和施加预紧力,随后上模底座21由增力连杆机构(也可采用压杆或其他零件)驱动下降,同时楔形台两侧对下模底座25进行挤压,使下模底座25绕旋转轴28转动至安装在下模底座25的凹模具26呈水平状态,进而使冲压面与钢带3水平。上模底座21继续下降至捆带,下模底座25位于捆带下侧进行支撑,同时下模底座25上的凹模具26配合上模底座21上的凸模具23进行冲压做扣。同时,安装在上模底座21的切断刀31对多余捆带进行切断。完成后,上模底座21收回,下模底座25不再被挤压,受到弹簧27拉力回归到初始位置。上、下模具撤出后,锁扣因为捆带有预紧力,会反向回弹锁扣宽度,完成锁扣。螺杆17反向旋转,使两侧支撑件16背向运动,锁扣不再收到支撑力,回归到紧贴钢卷4,所有零件回到初始位置,准备下一次打捆工作。
在一个优选的实施例中,如图8所示,增力连杆机构包括驱动杆32、长连杆33和短连杆34。驱动杆32的一端与液压驱动系统的增力液压缸2连接,驱动杆32的另一端与长连杆33的一端铰接,长连杆33的另一端与锁扣机构中上模18的第一连杆22铰接;短连杆34的一端与机架铰接,短连杆34的另一端与长连杆33的中点处铰接。使用时,增力液压缸2带动驱动杆32动作,由驱动杆32带动长连杆33动作,并由短连杆34提供增力,进而由长连杆33带动第一连杆22做上下运动。
上述实施例中,短连杆34的长度是长连杆33的长度的一半。
上述各实施例仅用于说明本实用新型,各部件的结构、尺寸、设置位置及形状都是可以有所变化的,在本实用新型技术方案的基础上,凡根据本实用新型原理对个别部件进行的改进和等同变换,均不应排除在本实用新型的保护范围之外。
钢卷打捆机专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。












动态评分
0.0