

IPC分类号 : C08L79/08,C08L79/04,C08L49/00,C08K5/55,C08J5/18







专利摘要
一种耐高温双马树脂复合材料表面膜及其制备方法,它涉及一种双马树脂表面膜及其制备方法。本发明解决了双马树脂预浸料固化后表面缺胶、贫胶和针孔的现象;并提出一种双马树脂改性新方法,提高了双马树脂耐热、耐烧蚀性能。本发明的表面膜由双马树脂、共聚改性剂、增韧改性剂、耐热改性剂、无机填料、UV稳定剂和载体组成。该耐高温双马树脂表面膜的制备方法:将双马树脂、改性剂、增韧剂、耐热改性剂、无机填料和UV稳定剂共混均匀,采用热熔法制膜工艺成膜。本发明耐高温双马树脂复合材料表面膜用于改善复合材料结构件的表面质量,并提供有效防雷击耐烧蚀复合材料表面膜。
权利要求
1.一种耐高温双马树脂复合材料表面膜,其特征在于耐高温双马树脂复合材料表面膜按照重量份数是由75~100份的双马树脂、25~40份双酚A双烯丙基醚、10~15份的增韧改性剂、10~30份耐热改性剂、2~10份的无机填料、1~5份UV稳定剂和载体组成;
所述的双酚A双烯丙基醚是共聚合工艺改性剂,双酚A双烯丙基醚与传统的二烯丙基双酚A相比,其分子链端含环氧基;
所述的增韧改性剂为聚酰胺酰亚胺:聚苯并咪唑=2:1的共混粉末,粉末尺寸为10~50微米;
所述的耐热改性剂为含硅芳炔树脂和间卡十硼烷-苯并咪唑中的一种或两种按任意比组成;双马树脂是由4,4’-二胺基二苯甲烷型双马来酰亚胺树脂、双马来酰亚胺基苯氨基丙烷按质量比为1:1的比例组成。
2.根据权利要求1中所述的一种耐高温双马树脂复合材料表面膜,其特征在于无机填料是由中空陶瓷微球、空心玻璃微珠、气相法二氧化硅、滑石粉、硼粉、氮化硼粉末中的一种或几种按任意比组成。
3.根据权利要求1中所述的一种耐高温双马树脂复合材料表面膜,其特征在于UV稳定剂是由金红石型纳米钛白粉、纳米氧化锌、2-羟基-4-甲氧基二苯甲酮、2-羟基-4-正辛氧基二苯甲酮中的一种或几种按任意比组成。
4.根据权利要求1中所述的一种耐高温双马树脂复合材料表面膜,其特征在于载体为聚酯无纺布、芳纶纤维无纺布、玻璃纤维无纺布、石英纤维无纺布、非编制铝网或非编制铜网。
5.根据权利要求1中所述的一种耐高温双马树脂复合材料表面膜,其特征在于耐高温双马树脂复合材料表面膜按照重量份数是由80~100份的双马树脂、30~40份双酚A双烯丙基醚、10~15份的增韧改性剂、10~30份耐热改性剂、3~10份的无机填料、2~5份UV稳定剂和载体组成。
6.根据权利要求1中所述的一种耐高温双马树脂复合材料表面膜,其特征在于耐高温双马树脂复合材料表面膜按照重量份数是由80~90份的双马树脂、30~40份双酚A双烯丙基醚、10~15份的增韧改性剂、10~20份耐热改性剂、3~6份的无机填料、2~4份UV稳定剂和载体组成。
7.根据权利要求1中所述的一种耐高温双马树脂复合材料表面膜,其特征在于耐高温双马树脂复合材料表面膜按照重量份数是由80份的双马树脂、40份双酚A双烯丙基醚、10份的增韧改性剂、10份耐热改性剂、3份的无机填料、2份UV稳定剂和载体组成。
8.制备权利要求1所述的一种耐高温双马树脂复合材料表面膜的方法,其特征在于耐高温双马树脂复合材料表面膜制备方法按照以下步骤进行:
一、按质量份数称取75~100份的双马树脂、25~40份的双酚A双烯丙基醚、10~15份增韧改性剂、10~30份耐热改性剂、2~10份的无机填料和1~5份UV稳定剂;并取载体备用;
二、将步骤一称取的双马树脂和双酚A双烯丙基醚加入到捏合机中在捏合状态下加热升温至120~150℃并保温20~30min,得到共聚合改性双马树脂;
三、将步骤一中称取的增韧改性剂加入捏合机中,与共聚合改性双马树脂混合后,保持捏合机温度为100~120℃,进行捏合10~30min,得混合树脂;
四、将混合树脂降温至80~90℃,然后加入步骤一称取的耐热改性剂、无机填料和UV稳定剂,在捏合机中共混10~30min,再抽真空捏合10~30min,得到了耐高温双马树脂复合材料表面膜胶料;
五、将上述胶料在载体辅助下采用热熔压膜膜机上成膜,即得耐高温双马树脂复合材料表面膜;双马表面膜单位面积重量为90g/m
9.根据权利要求8中所述的一种耐高温双马树脂复合材料表面膜的制备方法,其特征在于所述的双马表面膜单位面积重量为不含金属网的重量。
说明书
技术领域
本发明涉及一种耐高温双马树脂复合材料表面膜及其制备方法。
背景技术
双马树脂复合材料凭借优良的耐热性、耐湿热性、力学性能等被广泛应用于航空航天领域。复合材料固化成型后表面易产生缺胶、贫胶及针孔问题,目前普遍采用在复材构件表面铺覆表面膜来改善表面质量。如Cytec公司的FM99、SUPERMASTER905,Henkel公司的EA9845、EA9837.1,3M公司的AF325,黑龙江省科学院石油化学研究院的J-266,专利CN105131533A中涉及到的表面膜等。但现有的表面膜品种均是针对环氧基预浸料开发的环氧树脂基复合材料表面膜,不能满足与双马树脂预浸料共固化工艺要求,耐热等级与双马树脂复合材料不匹配。
发明内容
本发明是针对双马树脂复合材料提出一种双马树脂复合材料表面膜的制备方法,并提供了一种双马树脂改性的新方法,来提高双马树脂复合材料表面膜耐热、耐烧蚀性,改善表面质量,并可与金属网复合构成防雷击双马树脂复合材料表面膜。
本发明耐高温双马树脂表面膜可与双马预浸料共固化工艺匹配,另外该表面膜耐热性、耐烧蚀性能优于以往产品,当作为与金属网复合作为防雷击双马树脂复合材料表面膜使用时,优异的耐热、耐烧蚀性能可防止表面膜树脂烧蚀后金属网大面积直接暴露而损坏,失去导电功能。
本发明的一种耐高温双马树脂复合材料表面膜,它按照重量份数是由75~100份的双马树脂、25~40份双酚A双烯丙基醚、10~15份的增韧改性剂、10~30份耐热改性剂、2~10份的无机填料、1~5份UV稳定剂和载体组成;
所述的共聚合工艺改性剂是双酚A双烯丙基醚,双酚A双烯丙基醚与传统的二烯丙基双酚A相比,其分子链端含环氧基;
所述的增韧改性剂为聚酰胺酰亚胺:聚苯并咪唑=2:1的共混纳米粉末,纳米粉末尺寸为10~50微米;
所述的耐热改性剂为含硅芳炔树脂和间卡十硼烷-苯并咪唑中的一种或两种按任意比组成。
本发明的一种耐高温双马树脂复合材料表面膜的制备方法按照以下步骤进行:
一、按质量份数称取75~100份的双马树脂、25~50份的双酚A双烯丙基醚、10~15份增韧改性剂、10~30份耐热改性剂、2~10份的无机填料和1~5份UV稳定剂;并取载体备用;
二、将步骤一称取的双马树脂和双酚A双烯丙基醚加入到捏合机中在捏合状态下加热升温至120~150℃并保温20~30min,得到共聚合改性双马树脂;
三、将步骤一中称取的增韧改性剂加入捏合机中,与共聚合改性双马树脂混合后,保持捏合机温度为100~120℃,进行捏合10~30min,得混合树脂;
四、将混合树脂降温至80~90℃,然后加入步骤一称取的耐热改性剂、无机填料和UV稳定剂,在捏合机中共混10~30min,再抽真空捏合10~30min,得到了耐高温双马树脂复合材料表面膜胶料;
五、将上述胶料在载体辅助下采用热熔压膜膜机上成膜,即得耐高温双马树脂复合材料表面膜;双马表面膜单位面积重量为90g/m
本发明包含以下有益效果:
1、本发明采用了双马树脂与双酚A双烯丙基醚预聚作为主体树脂,其中双酚A双烯丙基醚与传统的二烯丙基双酚A相比酚羟基变成环氧基,环氧基在高温时可参与双马树脂固化,提高交联密度,耐热性及粘接性能提高。
2、本发明增韧剂采用聚酰胺酰亚胺:聚苯并咪唑=2:1的共混纳米粉末,高温固化过程中聚酰胺酰亚胺可溶于树脂中,聚苯并咪唑以粉末形式存在,双重增韧效果优于单一方式。
3、本发明一种耐高温双马树脂复合材料表面膜耐热改性剂采用含硅芳炔树脂和间卡十硼烷-苯并咪唑,提高双马树脂复合材料表面膜的耐热性和耐烧蚀性能。当与金属网复合作为防雷击复合材料表面膜时,模拟雷击后的双马树脂复合材料表面膜树脂烧蚀面积小,对复合材料内部起到更好的保护作用。
附图说明
图1为试验1~3与对比样的热失重曲线;其中,A为试验1热失重曲线,B为试验2热失重曲线,C为试验3热失重曲线;D为对比样的热失重曲线;
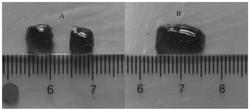
图2为试验3制作的防雷击试验件图;
图3为对比样雷击后烧蚀面积对比图。
具体实施方式
本发明技术方案不局限于以下所列举具体实施方式,还包括各具体实施方式间的任意组合。
具体实施方式一:本发明的一种耐高温双马树脂复合材料表面膜,它按照重量份数是由75~100份的双马树脂、25~40份双酚A双烯丙基醚、10~15份的增韧改性剂、10~30份耐热改性剂、2~10份的无机填料、1~5份UV稳定剂和载体组成;
所述的共聚合工艺改性剂是双酚A双烯丙基醚,双酚A双烯丙基醚与传统的二烯丙基双酚A相比,其分子链端含环氧基;
所述的增韧改性剂为聚酰胺酰亚胺:聚苯并咪唑=2:1的共混纳米粉末,纳米粉末尺寸为10~50微米;
所述的耐热改性剂为含硅芳炔树脂和间卡十硼烷-苯并咪唑中的一种或两种按任意比组成。
本实施方式的双酚A双烯丙基醚与传统的二烯丙基双酚A相比,其分子链端含环氧基,高温后环氧基可参与固化反应,增加交联密度,提高耐热性。
本实施方式的高温固化过程中聚酰胺酰亚胺可溶于树脂中,聚苯并咪唑以粉末形式存在,双重增韧效果优于单一方式。
聚酰胺酰亚胺结构式如下:
其中R为
聚苯并咪唑结构式如下:
其中R为
本实施方式的耐热改性剂对双马树脂表面膜耐热性改性效果最佳,配合使用兼顾耐热性和经济性。
含硅芳炔树脂结构式: 间卡十硼烷-苯并咪唑结构式:
具体实施方式二:本实施方式与具体实施方式一不同的是:双马树脂是由4,4’-二胺基二苯甲烷型双马来酰亚胺树脂(BDM)、双马来酰亚胺基苯氨基丙烷(BMPP)按质量比为1:1的比例组成。该组合兼顾双马树脂耐热性和韧性。其它与具体实施方式一相同。
具体实施方式三:本实施方式与具体实施方式一或二不同的是:共聚合工艺改性剂是双酚A双烯丙基醚。双酚A双烯丙基醚与传统的二烯丙基双酚A相比,其分子链端含环氧基,高温后环氧基可参与固化反应,增加交联密度,提高耐热性。其它与具体实施方式一或二相同。
具体实施方式四:本实施方式与具体实施方式一至三不同的是:UV稳定剂是由金红石型纳米钛白粉、纳米氧化锌、2-羟基-4-甲氧基二苯甲酮、2-羟基-4-正辛氧基二苯甲酮中的一种或几种按任意比组成。其它与具体实施方式一至三之一相同。
具体实施方式五:本实施方式与具体实施方式一至四不同的是:载体为聚酯无纺布、芳纶纤维无纺布、玻璃纤维无纺布、石英纤维无纺布、非编制铝网或非编制铜网。其它与具体实施方式一至四之一相同。
具体实施方式六:本实施方式与具体实施方式一至五之一不同的是:耐高温双马树脂复合材料表面膜按照重量份数是由80~100份的双马树脂、30~40份双酚A双烯丙基醚、10~15份的增韧改性剂、10~30份耐热改性剂、3~10份的无机填料、2~5份UV稳定剂和载体组成。其它与具体实施方式一至五之一相同。
具体实施方式七:本实施方式与具体实施方式一至六之一不同的是:耐高温双马树脂复合材料表面膜按照重量份数是由80~90份的双马树脂、30~40份双酚A双烯丙基醚、10~15份的增韧改性剂、10~20份耐热改性剂、3~6份的无机填料、2~4份UV稳定剂和载体组成。其它与具体实施方式一至六之一相同。
具体实施方式八:本实施方式与具体实施方式一至七之一不同的是:耐高温双马树脂复合材料表面膜按照重量份数是由80份的双马树脂、40份双酚A双烯丙基醚、10份的增韧改性剂、10份耐热改性剂、3份的无机填料、2份UV稳定剂和载体组成。其它与具体实施方式一至七之一相同。
具体实施方式八:本实施方式的一种耐高温双马树脂复合材料表面膜的制备方法按照以下步骤进行:
一、按质量份数称取75~100份的双马树脂、25~50份的双酚A双烯丙基醚、10~15份增韧改性剂、10~30份耐热改性剂、2~10份的无机填料和1~5份UV稳定剂;并取载体备用;
二、将步骤一称取的双马树脂和双酚A双烯丙基醚加入到捏合机中在捏合状态下加热升温至120~150℃并保温20~30min,得到共聚合改性双马树脂;
三、将步骤一中称取的增韧改性剂加入捏合机中,与共聚合改性双马树脂混合后,保持捏合机温度为100~120℃,进行捏合10~30min,得混合树脂;
四、将混合树脂降温至80~90℃,然后加入步骤一称取的耐热改性剂、无机填料和UV稳定剂,在捏合机中共混10~30min,再抽真空捏合10~30min,得到了耐高温双马树脂复合材料表面膜胶料;
五、将上述胶料在载体辅助下采用热熔压膜膜机上成膜,即得耐高温双马树脂复合材料表面膜;双马表面膜单位面积重量为90g/m
本实施方式所述的真空捏合机真空度不低于-0.092MPa。
具体实施方式十:本实施方式与具体实施方式九不同的是:所述的双马表面膜单位面积重量为不含金属网的重量。其它与具体实施方式九相同。
通过以下试验验证本发明的有益效果:
试验1、本试验一种耐高温双马树脂复合材料表面膜的制备方法按照以下步骤进行:
一、按质量份数称取80份的双马树脂、40份的双酚A双烯丙基醚、10份增韧改性剂、10份耐热改性剂、3份的无机填料和2份UV稳定剂;
二、将步骤一称取的双马树脂和双酚A双烯丙基醚加入到捏合机中在捏合状态下加热升温至130℃并保温30min,得到共聚合改性双马树脂;
三、将步骤一中称取的增韧改性剂加入捏合机中,与共聚合改性双马树脂混合后,保持捏合机温度为100℃,进行捏合30min,得混合树脂;
四、将混合树脂降温至80℃,然后加入步骤一称取的耐热改性剂、无机填料和UV稳定剂,在捏合机中共混30min,再抽真空捏合30min,得到了耐高温双马树脂复合材料表面膜胶料;
五、将上述胶料在载体辅助下采用热熔压膜膜机上成膜,成膜温度为70℃。
本实施方式所述的真空捏合机真空度不低于-0.092MPa。
本试验的双马树脂由4,4’-二胺基二苯甲烷型双马来酰亚胺树脂(BDM)、双马来酰亚胺基苯氨基丙烷(BMPP)按质量比为1:1的比例组成;
增韧改性剂为;增韧改性剂为聚酰胺酰亚胺和聚苯并咪唑按质量比为2:1的共混纳米粉末,粉末颗粒为30μm~50μm;
无机填料由滑石粉、气相法二氧化硅按质量比为10:1的比例组成;
UV稳定剂为金红石型纳米钛白粉;
真空捏合机真空度不低于-0.092MPa;
载体为聚酯无纺布。
试验2、本试验一种耐高温双马树脂复合材料表面膜的制备方法按照以下步骤进行:
一、按质量份数称取90份的双马树脂、30份的双酚A双烯丙基醚、10份增韧改性剂、10份耐热改性剂、8份的无机填料和2份UV稳定剂;
二、将步骤一称取的双马树脂和双酚A双烯丙基醚加入到捏合机中在捏合状态下加热升温至130℃并保温30min,得到共聚合改性双马树脂;
三、将步骤一中称取的增韧改性剂加入捏合机中,与共聚合改性双马树脂混合后,保持捏合机温度为100℃,进行捏合30min,得混合树脂;
四、将混合树脂降温至80℃,然后加入步骤一称取的耐热改性剂、无机填料和UV稳定剂,在捏合机中共混30min,再抽真空捏合30min,得到了耐高温双马树脂复合材料表面膜胶料;
五、将上述胶料在载体辅助下采用热熔压膜膜机上成膜,表面膜单位面积重量为150g/m
本实施方式所述的真空捏合机真空度不低于-0.092MPa。
本试验的双马树脂由4,4’-二胺基二苯甲烷型双马来酰亚胺树脂(BDM)、双马来酰亚胺基苯氨基丙烷(BMPP)按质量比为1:1的比例组成;
增韧改性剂为;增韧改性剂为聚酰胺酰亚胺和聚苯并咪唑按质量比为2:1的共混纳米粉末,粉末颗粒为30μm~50μm;
耐热改性剂为含硅芳炔树脂;
无机填料由玻璃微珠、气相法二氧化硅按质量比为6:1的比例组成;
UV稳定剂为金红石型纳米钛白粉;
真空捏合机真空度不低于-0.092MPa;
载体为聚酯无纺布。
试验3、本试验一种耐高温双马树脂复合材料表面膜的制备方法按照以下步骤进行:
一、按质量份数称取90份的双马树脂、30份的双酚A双烯丙基醚、10份增韧改性剂、20份耐热改性剂、6份的无机填料和2份UV稳定剂;
二、将步骤一称取的双马树脂和双酚A双烯丙基醚加入到捏合机中在捏合状态下加热升温至130℃并保温30min,得到共聚合改性双马树脂;
三、将步骤一中称取的增韧改性剂加入捏合机中,与共聚合改性双马树脂混合后,保持捏合机温度为100℃,进行捏合30min,得混合树脂;
四、将混合树脂降温至80℃,然后加入步骤一称取的耐热改性剂、无机填料和UV稳定剂,在捏合机中共混30min,再抽真空捏合30min,得到了耐高温双马树脂复合材料表面膜胶料;
五、将上述胶料在载体辅助下采用热熔压膜膜机上成膜,表面膜单位面积重量为150g/m
本实施方式所述的真空捏合机真空度不低于-0.092MPa。
本试验的双马树脂由4,4’-二胺基二苯甲烷型双马来酰亚胺树脂(BDM)、双马来酰亚胺基苯氨基丙烷(BMPP)按质量比为1:1的比例组成;
增韧改性剂为;增韧改性剂为聚酰胺酰亚胺和聚苯并咪唑按质量比为2:1的共混纳米粉末,粉末颗粒为30μm~50μm;
耐热改性剂为含硅芳炔树脂;
无机填料由玻璃微珠、气相法二氧化硅按质量比为3:1的比例组成;
UV稳定剂为金红石型纳米钛白粉;
真空捏合机真空度不低于-0.092MPa;
载体为单位面积质量为73g/m
试验1~试验3制备得到耐高温双马树脂复合材料表面膜基本性能如下表1:
表1耐高温双马树脂复合材料表面膜基本性能
平整的8层300mm×300mm碳纤维增强双马树脂预浸料按0°/45°/90°/-45°方向顺序铺贴。再将试验3中的耐高温双马树脂表面膜(带金属网)铺贴于碳纤维增强双马树脂预浸料上。按照双马树脂预浸料固化工艺进行固化。固化条件为:室温下抽真空(真空度不低于0.092MPa)并加压后开始升温至200℃±5℃,在此温度下保温180min~190min;最后进行230℃后处理。试验件进行2A区雷击试验,试验结果如附图2。
试验1~3固化后的试板表面致密光滑无缺胶、贫胶和针孔现象,表面铅笔硬度达到9H。
试验1仅通过双酚A双烯丙基醚对双马树脂耐热性进行改性,与对比样中传统的二烯丙基双酚A改性双马树脂相比,玻璃化转变温度提高50℃,耐热性能提高显著,同时粘接性能也得到了提高。
试验2和试验3中加入耐热改性剂后常温剪切强度有所降低,但高温剪切强度保持率提高。玻璃化转变温度与对比样相比提高90℃~95℃,尤其是1000℃残炭率提高明显,保持率达到80%以上。试验2的单位面积质量达到95g/m
试验3中耐高温双马树脂复合材料表面膜与73g/m
一种耐高温双马树脂复合材料表面膜及其制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。









动态评分
0.0