

IPC分类号 : C23F17/00,C23C12/02,C21D6/04,C22F1/00,C21D7/00









专利摘要
一种港口斗轮机漏斗板制备方法及装置,其特征是所述的方法包括以下步骤:首先,将坯料进行反复锤打,让坯料内部组织成为板条状;其次,将经过捶打后的坯料送入表面处理炉中进行真空渗层处理;第三,将经过渗层处理的坯料空冷至室温后再送入深冷设备中进行液氮深冷处理实现晶粒细化,组织致密,提高其耐磨和耐蚀性能。所述的装置主要由锤锻间(1)、运输带(2)、表面处理间(3)、传送台(4)、深冷处理间(5)、控制器(6)和电脑(7)组成。本发明能明显提高斗轮机漏斗的使用寿命,通过本发明制造的斗轮机漏斗使用寿命比未经处理的斗轮机漏斗寿命长3倍左右。
权利要求
1.一种港口斗轮机漏斗板制备方法,其特征是它包括以下步骤:
首先,将坯料进行反复锤打,让坯料内部组织成为板条状,要求捶打后工作的厚度减少0.5~1mm,捶打部位要求捶打均匀;
其次,将经过捶打后的坯料送入表面处理炉中进行真空渗层处理,控制真空处理炉的真空度为0~1×10-5Pa,将真空炉的温度加热到1100~1200℃,并不断从送粉口向真空炉内送入混合粉末,在高温作用下,混合粉末不断渗入到经过捶打的坯料中,完成渗层处理并在坯料表面形成一层耐磨耐腐蚀性材料层,以提高其表面抗磨和抗腐蚀能力;
第三,将经过渗层处理的坯料空冷至室温后再送入深冷设备中进行液氮深冷处理,采用阶梯冷却方式,先对坯料进行四次-50~-80℃的深冷处理,每次保温不少于30分钟,最后将工件深冷到-170~-196℃,并保温至少1小时后自然升温至室温即可送入后续工序完成后续加工;通过深冷实现晶粒细化,组织致密,提高其耐磨和耐蚀性能。
2.根据权利要求1所述的方法,其特征是所述的混合粉末为碳、硼、钛、钨、铬、钒、铁和微量元素粉末的混合物,其中碳的重量百分比为0.2~0.5%,硼的重量百分比为1~2%,钛的重量百分比为40~50%,钨的重量百分比为2~3%,铬的重量百分比为2~3%,钒的重量百分比为4~6%,铁的重量百分比为34~50%,其余为微量元素,粉末为纳米级。
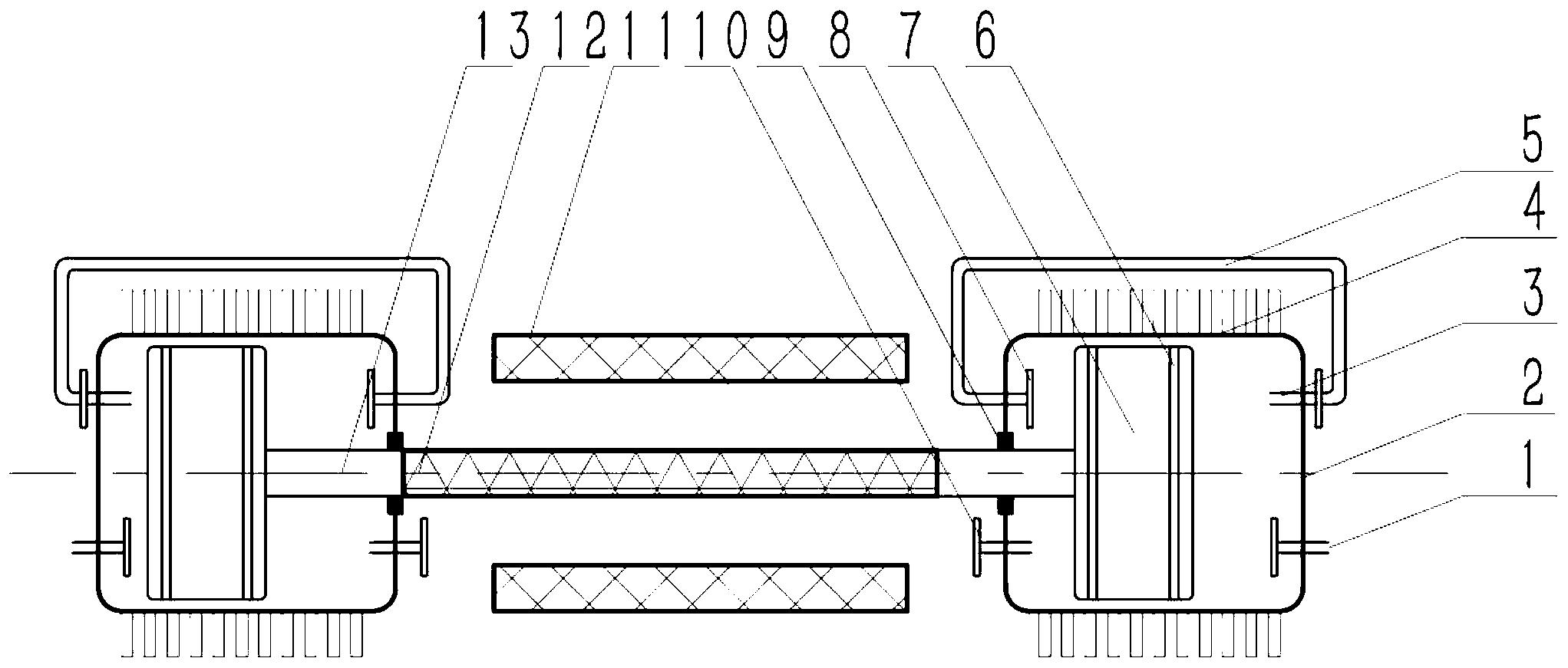
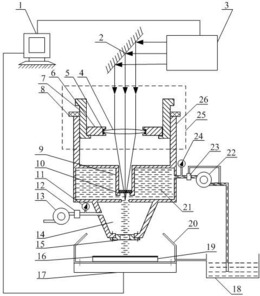
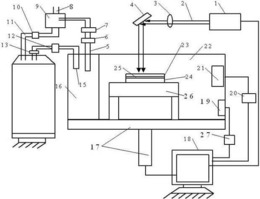
3.一种港口斗轮机漏斗板制备装置,其特征是它主要由锤锻间(1)、运输带(2)、表面处理间(3)、传送台(4)、深冷处理间(5)、控制器(6)和电脑(7)组成;其中:
所述的锤锻间(1)主要由锤头(1-1)、锤头(1-2)和工作台(1-3)组成,港口斗轮机漏斗板坯料安装在工作台上(1-3)上,通过电脑(7)和控制器(6)控制锤锻间(1)中的锤头(1-1)和锤头(1-2)对坯料进行捶打,捶打后要求工件的厚度减少0.5~1mm,捶打部位要求捶打均匀;
所述的表面处理间(3)主要由抽气孔(3-1)、加热丝(3-2)、左加热炉门(3-3)、工件夹持台(3-4)、右加热炉门(3-5)、炉体(3-6)、左送粉口(3-7)和右送粉口(3-8)组成;坯料在锤锻间(1)中锤锻后经运输带(2)从左炉门(3-3)进入表面处理间(3)中的工件夹持台(3-4)上并被安放好,关上左加热炉门(3-3)和右加热炉门(3-5),从抽气孔(3-1)中抽出炉体(3-6)中的空气,保证炉体(3-6)中的真空度为0~1×10-5Pa,加热加热丝(3-2),加热丝加热温度通过电脑(7)和控制器(6)控制,加热温度为1100~1200℃,并不断从左送粉口(3-7)和右送粉口(3-8)送入混合粉末,在高温作用下,混合粉末不断渗入漏斗板坯料中;
所述的深冷处理间(5)主要由左深冷炉门(5-1)、右深冷炉门(5-2)、深冷处理炉炉体(5-3)、进气口(5-4)、出气口(5-5)和工件夹持台(5-6)组成,经过表面处理间(3)处理的坯料经过传送台(4)从左深冷炉门(5-1)进入深冷处理间(5)中的工作夹持台(5-6)上,并被安放好,关好左深冷炉门(5-1)和右深冷炉门(5-2),从进气口(5-4)加入液氮,深冷坯料,深冷实行阶梯方式,先将工件进行四次-50~-80℃的深冷,最后将工件深冷到-170~-196℃,深冷温度控制主要通过电脑、控制器控制液氮流速及出气口(5-5)温度交流速度而实现。
说明书
技术领域
本发明涉及一种机械制造方法,尤其是一种港口设备的制备方法及装置,具体地说是一种港口斗轮机漏斗板制备方法及装置
背景技术
目前,港口设备中利用率最高的设备就是斗轮机,其不仅是在货场堆煤使用,且在货场取煤时同样要使用。斗轮机漏斗每次取煤时,煤炭流入漏斗中都是对漏斗有很大的冲击力,加上煤炭对漏斗板材的摩擦以及煤炭的腐蚀性,使得漏斗成为斗轮机经常更换的部件,另外漏斗所在的位置在斗轮机上特别复杂,更换起来十分不便,因此设计制造一种能提高漏斗使用寿命的方法是迫在眉睫的。
发明内容
本发明的目的是针对现有的港口斗轮机漏斗板使用寿命短,需经常更换,且更换不便的问题,发明一种能提供其使用寿命的制备方法,同时提供一种相应的制备装置。
本发明的技术方案之一是:
一种港口斗轮机漏斗板制备方法,其特征是它包括以下步骤:
首先,将坯料进行反复锤打,让坯料内部组织成为板条状,要求捶打后工作的厚度减少0.5~1mm,捶打部位要求捶打均匀;
其次,将经过捶打后的坯料送入表面处理炉中进行真空渗层处理,控制真空处理炉的真空度为0~1×10-5Pa,将真空炉的温度加热到1100~1200℃,并不断从送粉口向真空炉内送入混合粉末,在高温作用下,混合粉末不断渗入到经过捶打的坯料中,完成渗层处理并在坯料表面形成一层耐磨耐腐蚀性材料层,以提高其表面抗磨和抗腐蚀能力;
第三,将经过渗层处理的坯料空冷至室温后再送入深冷设备中进行液氮深冷处理,采用阶梯冷却方式,先对坯料进行四次-50~-80℃的深冷处理,每次保温不少于30分钟,最后将工件深冷到-170~-196℃,并保温至少1小时后自然升温至室温即可送入后续工序完成后续加工;通过深冷实现晶粒细化,组织致密,提高其耐磨和耐蚀性能。
所述的混合粉末为碳、硼、钛、钨、铬、钒、铁和微量元素粉末的混合物,其中碳的重量百分比为0.2~0.5%,硼的重量百分比为1~2%,钛的重量百分比为40~50%,钨的重量百分比为2~3%,铬的重量百分比为2~3%,钒的重量百分比为4~6%,铁的重量百分比为34~50%,其余为微量元素(如氧化镧、氧化铈等),粉末为纳米级。
本发明的技术方案之二是:
一种港口斗轮机漏斗板制备装置,其特征是它主要由锤锻间1、运输带2、表面处理间3、传送台4、深冷处理间5、控制器6和电脑7组成;其中:
所述的锤锻间1主要由锤头1-1、锤头1-2和工作台1-3组成,港口斗轮机漏斗板坯料安装在工作台上1-3上,通过电脑7和控制器6控制锤锻间1中的锤头1-1和锤头1-2对坯料进行捶打,捶打后要求工件的厚度减少0.5~1mm,捶打部位要求捶打均匀;
所述的表面处理间3主要由抽气孔3-1、加热丝3-2、左加热炉门3-3、工件夹持台3-4、右加热炉门3-5、炉体3-6、左送粉口3-7和右送粉口3-8组成;坯料在锤锻间1中锤锻后经运输带2从左炉门3-3进入表面处理间3中的工件夹持台3-4上并被安放好,关上左加热炉门3-3和右加热炉门3-5,从抽气孔3-1中抽出炉体3-6中的空气,保证炉体3-6中的真空度为0~1×10-5Pa,加热加热丝3-2,加热丝加热温度通过电脑7和控制器6控制,加热温度为1100~1200℃,并不断从左送粉口3-7和右送粉口3-8送入混合粉末,在高温作用下,混合粉末不断渗入漏斗板坯料中;
所述的深冷处理间5主要由左深冷炉门5-1、右深冷炉门5-2、深冷处理炉炉体5-3、进气口5-4、出气口5-5和工件夹持台5-6组成,经过表面处理间3处理的坯料经过传送台4从左深冷炉门5-1进入深冷处理间5中的工作夹持台5-6上,并被安放好,关好左深冷炉门5-1和右深冷炉门5-2,从进气口5-4加入液氮,深冷坯料,深冷实行阶梯方式,先将工件进行四次-50~-80℃的深冷,最后将工件深冷到-170~-196℃,深冷温度控制主要通过电脑、控制器控制液氮流速及出气口5-5温度交流速度而实现。
本发明的有益效果:
本发明通过对坯料进行捶打,让板材内部组织成为板条状,从而提高其性能,然后在工件表面高温渗入一层耐磨耐腐蚀性材料,提高其表面抗磨和抗腐蚀能力,最后进行深冷处理,使工件实现晶粒细化,组织致密等效果,以最终实现其在煤炭等恶劣环境中的应用。
本发明能明显提高斗轮机漏斗的使用寿命,实验证明通过本发明制造的斗轮机漏斗使用寿命比未经处理的斗轮机漏斗寿命长3倍左右。
附图说明
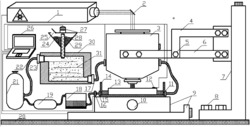
图1是本发明的制备装置的结构示意图。
具体实施方式
下面结合附图和实施例对本发明作进一步的说明。
实施例一。
如图1所示。
一种港口斗轮机漏斗板制备方法,它包括以下步骤:
首先,根据现有的常规制造工艺准备好漏斗板,并配制好高温真空渗层用的纳米级混合粉末备用,该混合粉末由碳、硼、钛、钨、铬、钒、铁和微量元素组成,其中碳的重量百分比为0.2~0.5%,硼的重量百分比为1~2%,钛的重量百分比为40~50%,钨的重量百分比为2~3%,铬的重量百分比为2~3%,钒的重量百分比为4~6%,铁的重量百分比为34~50%,其余为微量元素(如氧化镧、氧化铈等),粉末为纳米级。
其次,将坯料送入锤锻间1中进行反复锤打,让坯料内部组织成为板条状,要求捶打后工作的厚度减少0.5~1mm,捶打部位要求捶打均匀;
第三,将经过捶打后的坯料送入表面处理间3中进行真空渗层处理,控制真空处理炉的真空度为0~1×10-5Pa,将真空炉的温度加热到1100~1200℃,并不断从送粉口向真空炉内送入混合粉末,在高温作用下,混合粉末不断渗入到经过捶打的坯料中,完成渗层处理并在坯料表面形成一层耐磨耐腐蚀性材料层,以提高其表面抗磨和抗腐蚀能力;
第四,将经过渗层处理的坯料空冷至室温后再送入深冷处理间5中进行液氮深冷处理,采用阶梯冷却方式,先对坯料进行四次-50~-80℃的深冷处理,每次保温不少于30分钟,最后将工件深冷到-170~-196℃,并保温至少1小时后自然升温至室温即可送入后续工序完成后续加工;通过深冷实现晶粒细化,组织致密,提高其耐磨和耐蚀性能。
实施例二。
如图1所示。
一种港口斗轮机漏斗板制备装置,它主要由锤锻间1、运输带2、表面处理间3、传送台4、深冷处理间5、控制器6和电脑7组成;其中:
所述的锤锻间1主要由锤头1-1、锤头1-2和工作台1-3组成,港口斗轮机漏斗板坯料安装在工作台上1-3上,通过电脑7和控制器6控制锤锻间1中的锤头1-1和锤头1-2对坯料进行捶打,捶打后要求工件的厚度减少0.5~1mm,捶打部位要求捶打均匀;
所述的表面处理间3主要由抽气孔3-1、加热丝3-2、左加热炉门3-3、工件夹持台3-4、右加热炉门3-5、炉体3-6、左送粉口3-7和右送粉口3-8组成;坯料在锤锻间1中锤锻后经运输带2从左炉门3-3进入表面处理间3中的工件夹持台3-4上并被安放好,关上左加热炉门3-3和右加热炉门3-5,从抽气孔3-1中抽出炉体3-6中的空气,保证炉体3-6中的真空度为0~1×10-5Pa,加热加热丝3-2,加热丝加热温度通过电脑7和控制器6控制,加热温度为1100~1200℃,并不断从左送粉口3-7和右送粉口3-8送入混合粉末,在高温作用下,混合粉末不断渗入漏斗板坯料中;
所述的深冷处理间5主要由左深冷炉门5-1、右深冷炉门5-2、深冷处理炉炉体5-3、进气口5-4、出气口5-5和工件夹持台5-6组成,经过表面处理间3处理的坯料经过传送台4从左深冷炉门5-1进入深冷处理间5中的工作夹持台5-6上,并被安放好,关好左深冷炉门5-1和右深冷炉门5-2,从进气口5-4加入液氮,深冷坯料,深冷实行阶梯方式,先将工件进行四次-50~-80℃的深冷,最后将工件深冷到-170~-196℃,深冷温度控制主要通过电脑、控制器控制液氮流速及出气口5-5温度交流速度而实现。
以下是一个应用上述方法和设备完成的漏斗板的具体实例,其中的参数均为实施例一和实施例二中的参数的具体化,任何人实施时均可根据实际情况参照实施例一、二的提示对所列参数进行修改和扩展。
漏斗板坯料安放在工作台上1-3上,通过电脑7和控制器6对锤锻间1中的锤头1-1和锤头1-2进行捶打,捶打后要求工件的厚度减少0.5mm(或0.5~1mm任意值),捶打部位要求捶打均匀。工件在锤锻间1中锤锻后经运输带2从炉门3-3进入表面处理间3的工件夹持台3-4上并被安放好,关上炉门3-3和炉门3-5,从抽气孔3-1中抽出炉体3-6中的空气,保证炉体3-6中的真空度为1×10-5Pa(可为0~1×10-5Pa任意值),加热加热丝3-2,加热丝加热温度通过电脑7和控制器6控制,根据港口斗轮机漏斗板材选择加热温度为1148℃(也可为1100~1200℃的任意值),并不断从送粉口3-7和送粉口3-8送入混合粉末,在高温作用下,混合粉末不断渗入漏斗板材中。经过表面处理间3处理的工件经过传送台4从炉门5-1进入深冷处理间5中的工作夹持台5-6,并被安放好,关好炉门5-1和炉门5-2,从进气口加入液氮,深冷工件,深冷实行阶梯方式,先将工件进行四次-70℃(也可为-50~-80℃之间的任意值)深冷,最后将工件深冷到-196℃(也可为-170~-196℃之间的任意值)。处理的板材焊接成漏斗使用时间为7个月左右,而未处理的板材焊接成漏斗使用寿命为2个月左右,从结果中明显可以看出通过本发明处理的板材使用寿命得到很大提高。
本发明未涉及部分均与现有技术相同或可采用现有技术加以实现。
港口斗轮机漏斗板制备方法及装置专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。











动态评分
0.0