






专利摘要
本发明涉及金属材料领域,特别涉及一种钢基表面合金化‑离子渗氮耐磨耐蚀复合改性层及其制备方法,将合金化技术与稀土催化离子渗氮技术结合起来,在钢基表面制备了Cr‑Ni‑Ti‑La合金化‑离子渗氮耐磨耐蚀复合改性层,解决了碳钢在常规渗氮处理中渗氮速度慢,生产周期长,效率低,渗氮层浅,硬度梯度大,脆性偏高,容易在疲劳磨损中出现渗氮层的脆性剥落,耐磨性和耐蚀性较基体提高程度偏低的问题。
权利要求
1.一种钢基表面合金化-离子渗氮耐磨耐蚀复合改性层,其特征在于:其原料组成按重量份为:
Cr 63-65份,Ni 30-33份,Ti 1.2-2份,La 1.2-2份。
2.根据权利要求1所述的钢基表面合金化-离子渗氮耐磨耐蚀复合改性层,其特征在于:其原料组成按重量份为:
Cr 64.5份,Ni 32.3份,Ti 1.6份,La 1.6份。
3.一种钢基表面合金化-离子渗氮耐磨耐蚀复合改性层的制备方法,其特征在于:具体步骤如下:
(1)合金靶材的制备
将纯度为99.9%以上的Cr、Ni、Ti、La金属粉末按上述配方精确称重后混合,充分搅拌均匀后倒入φ40mm的模具中,用粉末压片机加压至30MPa压制成直径为φ40mm,厚度为3mm的圆片试样,放入真空烧结炉内烧结成源极靶材;
(2)双层辉光渗金属工艺
在离子渗氮设备的真空容器里,将低、中碳钢工件放置于阴极座,将源极靶材放置在阳极和工件之间,源极靶材与工件之间的距离控制在12-18mm,在源极与阳极之间和工件与阳极之间各设一个可控直流电源;抽真空后,先通入氩气,接通电源,在源极与阳极之间和工件与阳极之间分别产生辉光放电,利用辉光放电产生的离子轰击源极,使上述稀土和合金元素溅射出来,到达工件表面并被吸附、扩散、和反应,在钢基表面形成含Cr、Ni、Ti、La的合金层;
双层辉光渗金属的工艺参数为源极与阳极间电压900V,工件与阳极之间电压550V,气压35Pa,温度800℃,保温时间4h;
(3)离子渗氮工艺
钢基表面获得合金层之后再进行离子渗氮处理,离子渗氮的工艺参数为:电压800V,氮氢比1:3,温度500℃,保温时间8h。
4.根据权利要求3所述的钢基表面合金化-离子渗氮耐磨耐蚀复合改性层的制备方法,其特征在于:所述的低、中碳钢选自型号为Q235、Q275、20、30、45、J55、N80、P110中的一种。
5.根据权利要求3所述的钢基表面合金化-离子渗氮耐磨耐蚀复合改性层的制备方法,其特征在于:所述源极靶材与工件之间的距离控制在15mm。
6.根据权利要求3所述的钢基表面合金化-离子渗氮耐磨耐蚀复合改性层的制备方法,其特征在于:步骤(1)中真空烧结条件为:烧结温度1200℃,保温时间30min,随炉冷却。
说明书
技术领域
本发明涉及金属材料领域,特别涉及一种钢基表面合金化-离子渗氮耐磨耐蚀复合改性层及其制备方法。
背景技术
在工业生产中,磨损和腐蚀是钢制结构件的主要失效形式之一。为提高钢制结构件的耐磨性和耐蚀性,表面渗氮处理是一种常用手段。但常规渗氮技术渗氮速度慢,渗层浅,硬度梯度大,脆性偏高,容易在疲劳磨损中出现渗氮层的脆性剥落,耐磨性和耐蚀性较基体提高程度偏低,不能满足对耐磨性和耐蚀性有更高要求的工况环境。
目前,常规的“加快渗氮速度,增加渗层深度,改善渗层性能的”的手段主要有控制氮势和周期循环渗氮、稀土催化渗氮、表面预氧化、表面预变形、表面纳米化预处理以及渗氮后再进行激光硬化复合处理,这些技术虽然能够在一定程度上加快渗氮速度、增加渗层深度、改善渗层性能,但对钢基表面渗氮层的组成相的类型(Fe-N化合物)没有根本改变,因此对耐磨性和耐蚀性的提高程度有限,同时还存在渗氮速度慢,生产周期长,效率低,渗氮层浅,硬度梯度大,脆性偏高的问题;因而如何加快渗氮速度,增加渗层深度,降低硬度梯度和渗层脆性,进一步提高渗层耐磨耐蚀性是目前主要面临的问题。
发明内容
本发明针对现有技术存在的诸多问题,提供了一种钢基表面合金化-离子渗氮耐磨耐蚀复合改性层的制备方法,将合金化技术与稀土催化离子渗氮技术结合起来,在钢基表面制备了Cr-Ni-Ti-La合金化-离子渗氮耐磨耐蚀复合改性层,解决了碳钢在常规渗氮处理中渗氮速度慢,生产周期长,效率低,渗氮层浅,硬度梯度大,脆性偏高,容易在疲劳磨损中出现渗氮层的脆性剥落,耐磨性和耐蚀性较基体提高程度偏低的问题。
本发明将合金化技术与催化渗氮技术有机的结合起来,在钢基表面制备合金化-渗氮复合改性层。渗氮之前,先采用双层辉光渗金属技术在钢基表面渗上一定比例的Cr、Ni、Ti、La合金化元素,使钢基表面形成比基体具有更高强度的合金层,以增加对渗氮层的强度支撑并改善截面的硬度梯度,避免渗氮层在疲劳磨损中出现脆性剥落;此外合金层中的稀土元素对渗氮有显著的催化作用,可以极大地提高渗氮速度,降低生产周期,增加渗氮层厚度;Cr元素的加入可以进一步提高渗氮层的耐磨性和耐蚀性;Ni具有FCC晶体结构,可降低渗层脆性;Ti有显著细化晶粒的作用,可进一步增加复合改性层的强韧性。
本发明的具体技术方案如下:
发明人首先提供了本发明所需要的合金化-渗氮复合改性层的合金配方如下:按重量份计为:
Cr 63-65份,Ni 30-33份,Ti 1.2-2份,La 1.2-2份;
上述组分中,以与铁基具有良好相溶性的Cr和Ni为主要元素,起细化晶粒作用的Ti和催化渗氮作用的稀土La作为微量元素,其中的Cr可以显著提高钢基体的电极电位,渗氮过程中与N极易生成比Fe-N化合物耐磨性和耐蚀性更好的致密的CrN化合物层,极大地提高钢制结构的耐磨性和耐蚀性,此外可以增加钢基体的强度,改善渗氮工件截面的硬度梯度,增加对渗氮层的强度支撑;Ni具有FCC晶体结构,可增加基体的韧性,降低渗层脆性,因此靶材中以Cr与Ni为主要元素,Cr和Ni的重量比为2:1左右为宜;适量的钛可以细化晶粒,改善合金层组织,但钛含量过高极易生成脆性极大的Ti-Fe化合物和Ti-N化合物,增加渗氮层脆性,因此将Ti作为微量元素,重量份在1.2-2份范围;稀土La的原子半径远大于Cr、Ni、Fe,适量的La可以催化渗氮,增加渗氮速度和渗层厚度,并可以起到细化晶粒、改善组织和固溶强化的作用,但过量的La的加入会引起大的晶格畸变,增加内应力,形成脆性化合物并增加成本,因此La的重量份数选择在1.2-2份范围。
上述组分用量组成的合金层,可以适用于各种中低碳钢基材,本发明的实施例以N80钢为例,但是并不限于N80钢,对于其他的诸如Q235、Q275、20、30、45、J55、P110等也一样适用,且处理方式也基本相同,发明人在此不再一一举例说明。
在上述组分的基础上,发明人进一步提供了最佳的配比为:
Cr 64.5份,Ni 32.3份,Ti 1.6份,La 1.6份;
上述组分为最佳组分,经过处理后形成的合金层增加了对渗氮层的强度支撑并改善了截面的硬度梯度,避免渗氮层在疲劳磨损中出现脆性剥落;合金层中的稀土元素La对离子渗氮有显著的催化作用,极大地提高渗氮速度,降低生产周期,增加渗氮层厚度;合金化后的渗氮层为致密的CrN化合物层,比常规离子渗氮形成的Fe-N化合物层有更好的耐磨性和耐蚀性。解决了常规离子渗氮渗速慢,渗层浅,硬度梯度大,脆性高,耐磨性和耐蚀性较基体提高程度偏低的问题。
在上述技术基础上,发明人进一步提供了钢基表面合金化-离子渗氮耐磨耐蚀复合改性层的制备方法,其具体步骤如下:
(1)合金靶材的制备
将纯度为99.9%以上的Cr、Ni、Ti、La金属粉末按上述配方精确称重后混合,充分搅拌均匀后倒入φ40mm的模具中,用粉末压片机加压至30MPa压制成直径为φ40mm,厚度为3mm左右的圆片试样,放入真空烧结炉内烧结成源极靶材;
其中的真空烧结条件为:烧结温度1200℃,保温时间30min,随炉冷却;
(2)双层辉光渗金属工艺
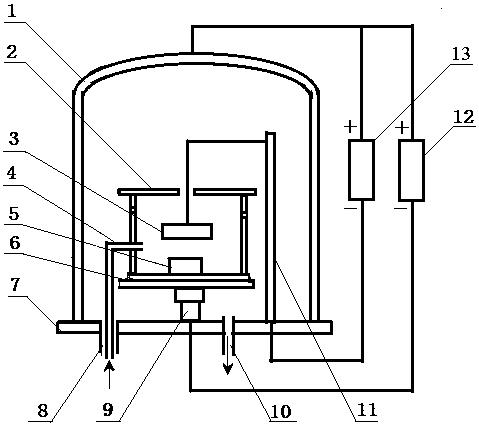
在离子渗氮设备的真空容器里,将低、中碳钢工件放置于阴极座,将源极靶材放置在阳极和工件之间,源极靶材与工件之间的距离控制在12-18mm,在源极与阳极之间和工件与阳极之间各设一个可控直流电源;抽真空后,先通入氩气,接通电源,在源极与阳极之间和工件与阳极之间分别产生辉光放电,利用辉光放电产生的离子轰击源极,使上述稀土和合金元素溅射出来,到达工件表面并被吸附、扩散、和反应,在钢基表面形成含Cr、Ni、Ti、La的合金层;
双层辉光渗金属的工艺参数为源极与阳极间电压900V,工件与阳极之间电压550V,气压35Pa,温度800℃,保温时间4h;
(3)离子渗氮工艺
钢基表面获得合金层之后再进行离子渗氮处理,离子渗氮的优化工艺参数为:电压800V,氮氢比1:3,温度500℃,保温时间8h;
更进一步的,所述的低、中碳钢可以选自型号为Q235、Q275、20、30、45、J55、N80、P110中的一种;
源极靶材与工件之间的距离最佳控制在15mm;
通过上述的制备方法,本发明获得了钢基表面合金化-离子渗氮耐磨耐蚀复合改性层材料,与现有技术相比,具有如下效果:
1.制备的合金层硬度是基体硬度的3倍左右,极大地加强了对渗氮层的强度支撑,改善了渗氮工件截面的硬度梯度,增强了工件表面抗疲劳磨损的能力;
2.合金化后离子渗氮速度和渗氮层厚度是常规离子渗氮的4倍左右;
3.Cr-Ni-Ti-La合金化-离子渗氮复合改性层的摩擦系数和磨损失重仅为N80钢常规离子渗氮层的30%左右;
4.Cr-Ni-Ti-La合金化-离子渗氮复合改性层在3.5%NaCl溶液中的自腐蚀电流密度降低了6倍左右,在0.5mol/L H2SO4溶液中的自腐蚀电流密度降低了3个数量级,耐蚀性极大地提高。
附图说明
图1为本发明所提供的N80钢基表面合金化-离子渗氮耐磨耐蚀复合改性层截面硬度分布图,
图中横坐标中的0代表基体表面;每隔0.05mm测一个点,测到基体硬度基体保持不变为止;加载载荷为100g,载荷保持时间为10s;由图可见,合金层硬度是基体硬度的3倍左右,极大地加强了对渗氮层的强度支撑,改善了渗氮工件截面的硬度梯度;
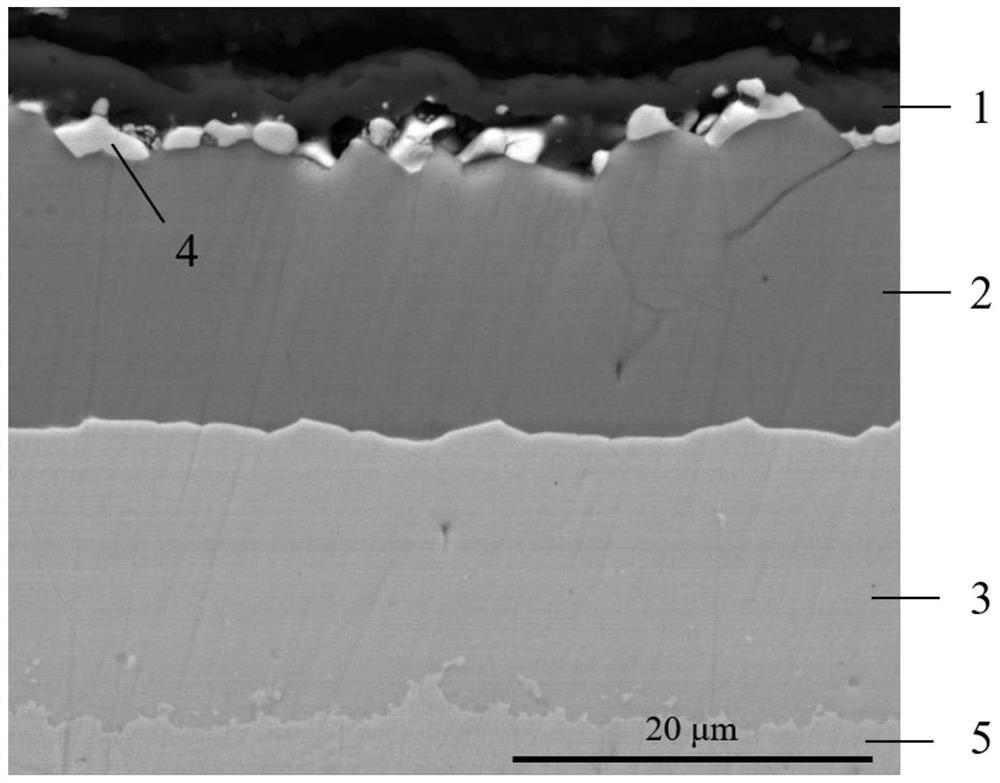
图2为本发明所提供的N80钢基表面合金化-离子渗氮耐磨耐蚀复合改性层与N80钢常规离子渗氮层微观形貌对比示意图;
采用JXA-8230型电子探针二次电子成像;图中a为本发明获得的复合改性渗氮层,b为N80钢常规离子渗氮层,其采用的渗氮工艺:电压800V,氮氢比1:3,温度500℃,保温时间8h;
由图可知,在同样的渗氮条件下,本发明获得的复合改性渗氮层的组织更加均匀致密,渗氮层厚度是常规离子渗氮层的4倍左右;
图3为本发明所提供的N80钢基表面合金化-离子渗氮耐磨耐蚀复合改性层与N80钢常规离子渗氮层的摩擦磨损曲线;
采用UMT-3可控环境摩擦磨损仪进行摩擦磨损试验,实验条件为室温大气环境,干摩擦,对磨材料为陶瓷,旋转半径为3mm,摩擦转速为500r/min,压力为0.5N,对磨时间在10min;
由图可知,在摩擦磨损的稳定阶段,本发明获得的复合改性渗氮层的摩擦系数比N80钢常规离子渗氮层显著降低;
图4为本发明所提供的N80钢基表面合金化-离子渗氮耐磨耐蚀复合改性层与N80钢常规离子渗氮层的磨损失重柱状图;
将摩擦磨损实验后的试样在丙酮中超声波清洗,用Sartorius型电子天平(精度为0.1mg)称重,得出试样的平均失重量;可见合金化-离子渗氮复合改性层的摩擦系数和磨损失重仅为N80钢常规离子渗氮层的30%左右;
图5为本发明所提供的N80钢基表面合金化-离子渗氮耐磨耐蚀复合改性层与N80钢常规离子渗氮层在3.5wt%NaCl溶液的极化曲线;
采用CS310电化学工作站测试试样在3.5wt%NaCl溶液的动电位极化曲线,测试温度为室温,系统采用3电极腐蚀体系,试样为工作电极,碳棒为辅助电极,参比电极为饱和KCl/甘汞电极,将试样与铜制导线连接,用环氧树脂密封试样表面至暴露面积为1cm
由图可知,本发明获得的复合改性渗氮层在3.5%NaCl溶液中的自腐蚀电位比N80钢常规离子渗氮层提高了1倍左右,自腐蚀电流密度比N80钢常规离子渗氮层降低了6倍左右;
图6为本发明所提供的N80钢基表面合金化-离子渗氮耐磨耐蚀复合改性层与N80钢常规离子渗氮层在0.5mol/L H2SO4溶液中的极化曲线;
采用CS310电化学工作站测试试样在0.5mol/L H2SO4溶液的动电位极化曲线,测试温度为室温,系统采用3电极腐蚀体系,试样为工作电极,碳棒为辅助电极,参比电极为硫酸亚汞电极。将试样与铜制导线连接,用环氧树脂密封试样表面至暴露面积为1cm
由图可知,本发明获得的复合改性渗氮层在0.5mol/L H2SO4溶液中自腐蚀电位比N80钢常规离子渗氮层提高了1.5倍左右,腐蚀电流密度比N80钢常规离子渗氮层降低了3个数量级,耐蚀性大大提高。
具体实施方式
下面结合实施例来进一步说明本发明,可以使本领域技术人员更全面的理解本发明,但不以任何方式限制本发明。
实施例1
一种钢基表面合金化-离子渗氮耐磨耐蚀复合改性层的制备方法,合金改性层配方如下:按重量份计为:
Cr 64.5份,Ni 32.3份,Ti 1.6份,La 1.6份;
其具体步骤如下:
(1)合金靶材的制备
将纯度为99.9%以上的Cr、Ni、Ti、La金属粉末按上述配方精确称重后混合,充分搅拌均匀后倒入φ40mm的模具中,用粉末压片机加压至30MPa压制成直径为φ40mm,厚度为3mm的圆片试样,放入真空烧结炉内烧结成源极靶材;
(2)双层辉光渗金属工艺
在离子渗氮设备的真空容器里,将低、中碳钢工件放置于阴极座,将源极靶材放置在阳极和工件之间,源极靶材与工件之间的距离控制在15mm,在源极与阳极之间和工件与阳极之间各设一个可控直流电源;抽真空后,先通入氩气,接通电源,在源极与阳极之间和工件与阳极之间分别产生辉光放电,利用辉光放电产生的离子轰击源极,使上述稀土和合金元素溅射出来,到达工件表面并被吸附、扩散、和反应,在钢基表面形成含Cr、Ni、Ti、La的合金层;
双层辉光渗金属的工艺参数为源极与阳极间电压900V,工件与阳极之间电压550V,气压35Pa,温度800℃,保温时间4h;
(3)离子渗氮工艺
钢基表面获得合金层之后再进行离子渗氮处理,离子渗氮的优化工艺参数为:电压800V,氮氢比1:3,温度500℃,保温时间8h;
采用上述方法制备的钢基表面合金化-离子渗氮耐磨耐蚀复合改性层,具有如下效果:
1.制备的合金层硬度是基体硬度的3倍左右,极大地加强了对渗氮层的强度支撑,改善了渗氮工件截面的硬度梯度,增强了工件表面抗疲劳磨损的能力;
2.合金化后离子渗氮速度和渗氮层厚度是常规离子渗氮的4倍左右;
3.Cr-Ni-Ti-La合金化-离子渗氮复合改性层的摩擦系数和磨损失重仅为N80钢常规离子渗氮层的30%左右;
4.Cr-Ni-Ti-La合金化-离子渗氮复合改性层在3.5%NaCl溶液中的自腐蚀电流密度降低了6倍左右,在0.5mol/L H2SO4溶液中的自腐蚀电流密度降低了3个数量级,耐蚀性极大地提高;
具体实验过程和结果可参见附图1-6所示内容,其具体实验过程在附图说明中已经记载,发明人不再赘述,可见本发明的上述效果是真实可信的。
实施例2
一种钢基表面合金化-离子渗氮耐磨耐蚀复合改性层的制备方法,合金改性层配方如下:按重量份计为:
Cr 64.7份,Ni32.5份,Ti 1.6份,La 1.2份;
其具体步骤如下:
(1)合金靶材的制备
将纯度为99.9%以上的Cr、Ni、Ti、La金属粉末按上述配方精确称重后混合,充分搅拌均匀后倒入φ40mm的模具中,用粉末压片机加压至30MPa压制成直径为φ40mm,厚度为3mm的圆片试样,放入真空烧结炉内烧结成源极靶材;
(2)双层辉光渗金属工艺
在离子渗氮设备的真空容器里,将低、中碳钢工件放置于阴极座,将源极靶材放置在阳极和工件之间,源极靶材与工件之间的距离控制在12-18mm,在源极与阳极之间和工件与阳极之间各设一个可控直流电源;抽真空后,先通入氩气,接通电源,在源极与阳极之间和工件与阳极之间分别产生辉光放电,利用辉光放电产生的离子轰击源极,使上述稀土和合金元素溅射出来,到达工件表面并被吸附、扩散、和反应,在钢基表面形成含Cr、Ni、Ti、La的合金层;
双层辉光渗金属的工艺参数为源极与阳极间电压900V,工件与阳极之间电压550V,气压35Pa,温度800℃,保温时间4h;
(3)离子渗氮工艺
钢基表面获得合金层之后再进行离子渗氮处理,离子渗氮的优化工艺参数为:电压800V,氮氢比1:3,温度500℃,保温时间8h;
采用上述方法制备的钢基表面合金化-离子渗氮耐磨耐蚀复合改性层,具有如下效果:
1.制备的合金层硬度是基体硬度的2.4倍左右。与实施例1相比,由于稀土含量的减少,细晶强化和固溶强化的作用减弱,合金层硬度有所降低,对渗氮层的支撑作用减弱;
2.合金化后离子渗氮速度和渗氮层厚度是常规离子渗氮的2倍左右。与实施例1相比,由于稀土含量的减少,催渗效果大大减弱,仅为实施例1的0.5倍左右;
3.Cr-Ni-Ti-La合金化-离子渗氮复合改性层的摩擦系数和磨损失重为N80钢常规离子渗氮层的40%左右。与实施例1相比,由于稀土含量的减少导致渗氮层致密度有所降低,耐磨性略有降低;
4.与N80钢常规离子渗氮层相比,Cr-Ni-Ti-La合金化-离子渗氮复合改性层在3.5%NaCl溶液中的自腐蚀电流密度降低了4.5倍左右,在0.5mol/L H2SO4溶液中的自腐蚀电流密度降低了2个数量级。与实施例1相比,由于稀土含量的减少导致渗氮层致密度有所降低,在3.5%NaCl溶液和在0.5mol/L H2SO4溶液中的耐蚀性降低。
但是本实施例的上述效果均好于N80钢常规离子渗氮层的对应参数,因此相对于现有技术有明显的进步。
实施例3
一种钢基表面合金化-离子渗氮耐磨耐蚀复合改性层的制备方法,合金改性层配方如下:按重量份计为:
Cr 64.2份,Ni32.2份,Ti 2.0份,La 1.6份;
其具体步骤参考实施例1和2中的参数,该实施例制备的钢基表面合金化-离子渗氮耐磨耐蚀复合改性层,具有如下效果:
1.制备的合金层硬度是基体硬度的3.5倍左右。与实施例1相比,由于Ti含量的增加,合金层中生成了过量的TiN相,硬度增加,脆性增加;
2.合金化后离子渗氮速度和渗氮层厚度是常规离子渗氮的4倍左右。与实施例1相比,由于稀土含量不变,催渗效果相差不大。
3.与实施例1相比,由于Ti含量的增加,渗氮后合金层中生成了一定量的TiN化合物,导致渗氮合金层脆性增加,出现了裂纹。
4.与N80钢常规离子渗氮层相比,Cr-Ni-Ti-La合金化-离子渗氮复合改性层在3.5%NaCl溶液中的自腐蚀电流密度降低了10倍左右,在0.5mol/L H2SO4溶液中的自腐蚀电流密度降低了2个数量级。与实施例1相比,Ti的增加有利于复合改性层在3.5%NaCl溶液中的耐蚀性的提高,但会极大地降低在0.5mol/LH2SO4溶液中的耐蚀性。
但是本实施例的上述效果均好于N80钢常规离子渗氮层的对应参数,因此相对于现有技术有明显的进步。
实施例4
一种钢基表面合金化-离子渗氮耐磨耐蚀复合改性层的制备方法,合金改性层配方如下:按重量份计为:
Cr 64.2份,Ni32.2份,Ti 1.6份,La 2.0份;
其具体步骤参考实施例1和2中的参数,该实施例制备的钢基表面合金化-离子渗氮耐磨耐蚀复合改性层,具有如下效果:
1.制备的渗氮合金层硬度是基体硬度的3.6倍左右。与实施例1相比,由于稀土含量的增加,细晶强化和固溶强化的作用加强,渗氮合金层硬度增加,但同时脆性增加,局部出现裂纹;
2.合金化后离子渗氮速度和渗氮层厚度是常规离子渗氮的4.2倍左右。与实施例1相比,催渗效果增加不明显。
3.Cr-Ni-Ti-La合金化-离子渗氮复合改性层的摩擦系数和磨损失重为N80钢常规离子渗氮层的40%左右。与实施例1相比,稀土含量的增加没有明显增加耐磨性;
4.与N80钢常规离子渗氮层相比,Cr-Ni-Ti-La合金化-离子渗氮复合改性层在3.5%NaCl溶液中的自腐蚀电流密度降低了6.2倍左右,在0.5mol/L H2SO4溶液中的自腐蚀电流密度降低了3个数量级。与实施例1相比,在3.5%NaCl溶液和在0.5mol/L H2SO4溶液中的耐蚀性没有明显增加。
但是本实施例的上述效果均好于N80钢常规离子渗氮层的对应参数,因此相对于现有技术有明显的进步。
实施例5
一种钢基表面合金化-离子渗氮耐磨耐蚀复合改性层的制备方法,合金改性层配方如下:按重量份计为:
Cr 64.7份,Ni32.5份,Ti 1.2份,La 1.6份;
其具体步骤参考实施例1和2中的参数,该实施例制备的钢基表面合金化-离子渗氮耐磨耐蚀复合改性层,具有如下效果:
1.制备的渗氮合金层硬度是基体硬度的2倍左右。与实施例1相比,由于Ti含量的减少,细晶强化和析出强化作用减弱,渗氮合金层硬度减小,对渗氮层的支撑作用减弱;
2.合金化后离子渗氮速度和渗氮层厚度是常规离子渗氮的4倍左右。与实施例1相比,由于稀土含量不变,催渗效果相差不大。
3.Cr-Ni-Ti-La合金化-离子渗氮复合改性层的摩擦系数和磨损失重为N80钢常规离子渗氮层的55%左右。与实施例1相比,由于Ti含量的减少,复合改性层耐磨性有所降低;
4.与N80钢常规离子渗氮层相比,Cr-Ni-Ti-La合金化-离子渗氮复合改性层在3.5%NaCl溶液中的自腐蚀电流密度降低了5倍左右,在0.5mol/L H2SO4溶液中的自腐蚀电流密度降低了3个数量级。与实施例1相比,在3.5%NaCl溶液的耐蚀性降低。
但是本实施例的上述效果均好于N80钢常规离子渗氮层的对应参数,因此相对于现有技术有明显的进步。
发明人利用上述的工艺和配比,又对诸如Q235、Q275、20、30、45、J55、N80、P110的中低碳钢进行了改性层的制备实验,发现其较之常规的渗氮技术,效果均有明显提升,发明人在此不再赘述,但是需要声明本发明的方法同样适用于上述中低碳钢。
一种钢基表面合金化-离子渗氮耐磨耐蚀复合改性层及其制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。











动态评分
0.0