








专利摘要
一种提高喷涂粉末流动性的装置,其特征在于:包括一个筒口朝上且可绕自身垂直中心轴调速旋转的筒状研磨罐、一个位于筒口上方且可上下升降的可控电磁铁,以及研磨罐内的颗粒直径范围30~80um球形铁粉。本装置可以使得不规则的粉末能够表面更加光滑,提高了粉末的流动性,尤其是对于真空热喷涂需要的小于30um的喷涂粉末,效果尤其显著,具有以下的优点和效果:1,通过研磨,可以让喷涂粉末表面光滑,极大地提高了流动性,2,采取电磁铁吸附研磨铁粉,可以很好的将喷涂粉末和铁粉分离开来,不会对喷涂粉末产生污染。
权利要求
1.一种提高喷涂粉末流动性的装置,其特征在于:包括一个筒口朝上且可绕自身垂直中心轴调速旋转的筒状研磨罐、一个位于筒口上方且可上下升降的可控电磁铁,以及研磨罐内的颗粒直径范围30~80um球形铁粉。
2.根据权利要求1所述的提高喷涂粉末流动性的装置,其特征在于:包括研磨罐设在一个平台的旋转台上,平台上设有驱动旋转台旋转的电机驱动机构,电机带有变频器,旋转调速通过变频器进行,转速范围2000~10000rpm。
3.根据权利要求1或2所述的提高喷涂粉末流动性的装置,其特征在于:所述的可控电磁铁可上下升降地套在一立在平台上的竖杆,上下升降机构为齿轮齿条直线运动机构、卷扬机上升机构或液压缸顶升下降机构。
说明书
技术领域
本实用新型涉及一种提高喷涂粉末流动性的装置。
背景技术
目前,我国大量使用的燃煤蒸汽轮机存在着效率低并且高污染等一系列问题。近几年不断恶化的环境污染特别是日益严重的雾霾天气,使得用高效联合循环燃气轮机替代传统蒸汽轮机变得更为迫切。为了得到高的效率,燃气轮机的叶片通常需要在超过1200度的高温环境下运行,这远远超过了最好的单晶高温合金的高温极限。解决这一问题,可以在高温合金叶片的表面通过热喷涂工艺制备一层隔热热障涂层,即可实现100~200度的温度梯度,保证叶片金属表面的工作温度低于高温合金材料的许用温度。
热障涂层是目前较为先进的高温防护涂层之一,具有良好的高温化学稳定性,抗冲刷性及隔热性等优点;由于热喷涂工艺的要求,喷涂粉末需要非常好的流动,尤其是真空等离子喷涂,喷涂粉末小于30um,若粉末流动性不好,喷涂中经常会出现喷嘴堵塞的现象,造成喷涂工艺失效或者设备损坏,甚至出现安全隐患。目前国内较好的喷涂粉末大部分为进口粉末,其中制约国产喷涂粉末应用的影响因素之一就是喷涂粉末的流动性较差。
实用新型内容
本实用新型所要解决的技术问题,就是提供一种提高喷涂粉末流动性的装置,其可使原来不规则的喷涂粉末表面变得光滑和圆整,提高了表面粉末的流动性,尤其是对于真空热喷涂需要的小于30um的喷涂粉末,效果尤其显著。
解决上述技术问题,本实用新型采用如下技术方案:
一种提高喷涂粉末流动性的装置,其特征在于:包括一个筒口朝上且可绕自身垂直中心轴调速旋转的筒状研磨罐、一个位于筒口上方且可上下升降的可控电磁铁,以及研磨罐内的颗粒直径范围30~80um球形铁粉。
所述的研磨罐设在一个平台的旋转台上,平台上设有驱动旋转台旋转的电机驱动机构,电机带有变频器,旋转调速通过变频器进行,转速范围2000~10000rpm;如此可达到不同的研磨效果。
所述的可控电磁铁可上下升降地套在一立在平台上的竖杆,上下升降机构为齿轮齿条直线运动机构、卷扬机上升机构或液压缸顶升下降机构。
工作原理:铁粉与喷涂粉末混合放入研磨罐高速旋转,表面球化后,采用电磁铁吸附铁粉,将处理好后的喷涂粉末分离出来,经过筛分得到所需尺寸的喷涂粉末,该粉末表面光滑,近似球形,具有良好的流动性。
本装置可以使得不规则的粉末能够表面更加光滑,提高了粉末的流动性,尤其是对于真空热喷涂需要的小于30um的喷涂粉末,效果尤其显著,具有以下的优点和效果:
1.通过研磨,可以让喷涂粉末表面光滑,极大地提高了流动性;
2.采取电磁铁吸附研磨铁粉,可以很好的将喷涂粉末和铁粉分离开来,不会对喷涂粉末产生污染。
附图说明
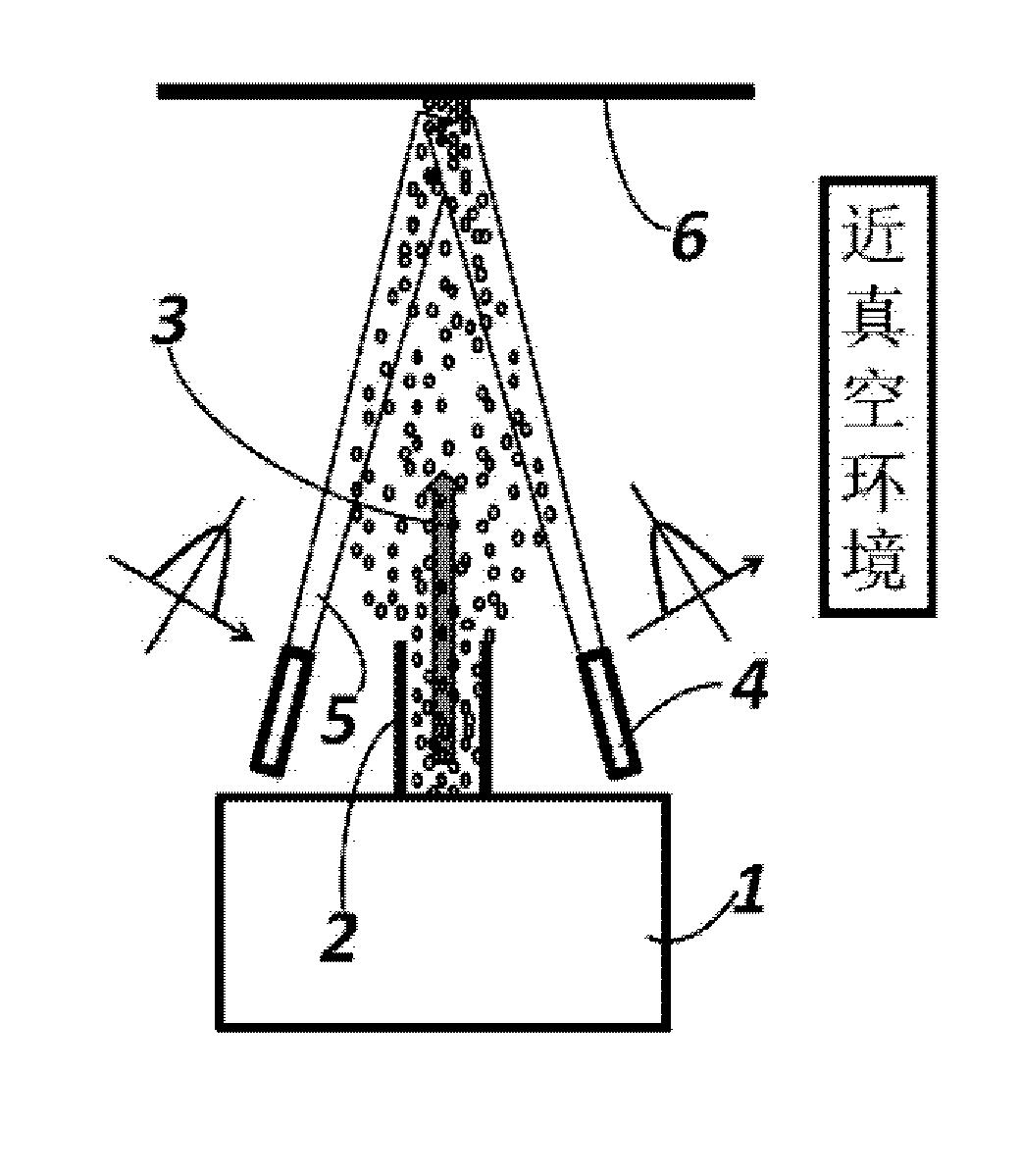
图1是本实用新型实施例的组成示意图。
图中附图标记:1-铁粉,2-喷涂粉末,3-研磨罐,4-电磁铁。
具体实施方式
下面结合附图和具体实施例对本实用新型作进一步的详细说明。
本实用新型提出了一种用于提高燃气轮机叶片热障涂层喷涂粉末流动性的新装置,喷涂粉末由于制备方法的不同,表面光滑程度不一样,影响了粉末的流动性,降低了喷涂工艺的稳定性,采用本装置可以提高粉末的流动性,可以避免粉末在现有喷涂工艺中存在的问题。
如图1所示,本实用新型的提高喷涂粉末流动性的装置实施例,包括一个筒口朝上且可绕自身垂直中心轴调速旋转的筒状研磨罐,具体而言,研磨罐设在一个平台的旋转台上,平台上设有驱动旋转台旋转的电机驱动机构,旋转调速通过变频器进行,转速范围2000~10000rpm;一个位于筒口上方且可上下升降的可控电磁铁,其可上下升降地套在一立在平台上的竖杆,具体的结构可以是齿轮齿条直线运动机构、卷扬机上升机构或液压气缸顶升下降机构,这些都是本领域技术人员熟知的,在此不再赘述;以及研磨罐内的颗粒直径范围30~80um球形铁粉。
具体实施的时候,根据喷涂粉末的密度和颗粒大小来选择不同粒径的研磨料铁粉,针对于用于燃气轮机叶片的真空等离子喷涂,喷涂粉末为30um的CoCrAlY粉末,铁粉选择30-50um的粒径,混合均匀后放入研磨罐内,调节变频电机,调节研磨设备的转速为3000rpm,研磨3小时后,将电磁铁放至研磨罐上方,通电导磁,将研磨罐转速设置为500rpm,10分钟后铁粉均吸收至电磁铁上,得到干净均匀的CoCrAlY粉末。
喷涂粉末收集后,断电电磁铁上的铁粉重新回收至研磨罐,可以作为下一次研磨使用。
通过流动性测试可以发现,采取本装置处理后,喷涂粉末的流动性提高30%以上,大大提高的真空等离子喷涂工艺的稳定性。
一种提高喷涂粉末流动性的装置专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。









动态评分
0.0