

IPC分类号 : C30B29/20,C30B1/00,B33Y10/00,B33Y70/00









专利摘要
本发明涉及一种多孔氧化铝单晶材料的制备方法。一种采用微波烧结制备多孔氧化铝单晶材料的方法,其特征是它包括如下步骤:(1)电脑三维建模;(2)3D打印:将步骤(1)得到的三维多孔堆垛结构模型进行3D打印制备,3D打印机选取为熔融沉积型3D打印机,3D打印材料为聚乳酸(PLA);(3)填充氧化铝粉体,预压样品;(4)微波烧结:将步骤(3)得到的预压样品放入微波烧结炉中,在空气常压烧结气氛下,温度1200~1500摄氏度,微波烧结1~120分钟,得到多孔材料;(5)表面处理:将(4)获得的多孔材料进行表面处理,获得多孔氧化铝单晶材料。该方法烧结时间短、节能环保、多孔材料孔隙可调控,该方法制备的多孔氧化铝单晶材料是多孔催化剂的潜在应用材料。
权利要求
1.一种采用微波烧结制备多孔氧化铝单晶材料的方法,其特征是它包括如下步骤:
(1)电脑三维建模:使用CAD三维绘图软件,对三维多孔堆垛结构模型建模,模型的整体外框架为圆柱形状,三维多孔堆垛结构的基本单元为圆柱实体,模型的最底层为1~3 毫米的密实层,模型的侧壁最外层为1~3 毫米的密实层,其中三维多孔堆垛结构模型的填充率为5.0~85%体积分数;
(2)3D打印:将步骤(1)得到的三维多孔堆垛结构模型进行3D打印制备,3D打印机选取为熔融沉积型3D打印机,3D打印材料为聚乳酸(PLA),3D打印的喷头温度为190~210摄氏度,熔融沉积型3D打印机制备三维多孔堆垛结构聚乳酸模具;三维多孔堆垛结构聚乳酸模具的填充率为5.0~85%体积分数;
(3)填充氧化铝粉体,预压样品:将步骤(2)得到的三维多孔堆垛结构聚乳酸模具中,加入氧化铝粉体,填充氧化铝粉体的聚乳酸模具放置于样品预压模具中加压预成型,压强为5.0~30 MPa,保压时间1~30分钟, 得到预压样品;所述的氧化铝粉体为平均粒径30 nm的氧化铝粉体,质量纯度为99.9~99.99%;所述的样品预压模具的尺寸为Φ 10~20 毫米,形状为圆柱形;
(4)微波烧结:将步骤(3)得到的预压样品放入微波烧结炉中,在空气常压烧结气氛下,温度1200~1500摄氏度,微波烧结1~120分钟,得到多孔材料;
(5)表面处理:将(4)获得的多孔材料进行表面处理,获得多孔氧化铝单晶材料。
2.根据权利要求1所述的一种采用微波烧结制备多孔氧化铝单晶材料的方法,其特征是:所述步骤(2)中的3D打印材料聚乳酸为平均直径1.75 毫米的成卷耗材,质量纯度为99.0~99.9%。
3.根据权利要求1所述的一种采用微波烧结制备多孔氧化铝单晶材料的方法,其特征是:所述步骤(4)中的微波烧结工艺中,升温速率为5~12 摄氏度/分钟。
4.根据权利要求3所述的一种采用微波烧结制备多孔氧化铝单晶材料的方法,其特征是:室温至1100摄氏度,升温速率为12摄氏度/分钟;1100摄氏度至烧结目标温度,升温速率为5摄氏度/分钟。
说明书
技术领域
本发明涉及一种多孔氧化铝单晶材料的制备方法。
背景技术
多孔材料由于其特殊的结构,巨大的比表面积,特殊的界面状态等优点,其被广泛应用于工业催化领域。氧化铝具有高熔点,高沸点,高硬度,高热导率,高强度,高稳定性,高抗氧化性能等优点,多孔氧化铝具有巨大的工业催化应用前景,多孔氧化铝单晶材料在特殊催化领域具有潜在应用前景。
氧化铝具有高熔点,高沸点,因此其烧结过程中扩散系数低,从而导致氧化铝的常规烧结温度高(1500摄氏度以上)。α-氧化铝是高温稳定相,1000摄氏度以上即发生其他氧化铝晶型向α-氧化铝的晶型转变,并伴随有晶粒长大,剧烈体积变化。多孔氧化铝的烧结中,孔径的控制,晶粒尺寸的控制一直是学术界和工业界的难题。
国内外为解决多孔氧化铝的烧结问题,主要采用添加造孔剂的方法,造孔剂在高温烧结过程中释放出气体,从而在氧化铝烧结体中形成多孔结构,但现有的制备技术中,多孔氧化铝的孔径大小的调节范围有限,无法同时调控孔径大小和氧化铝晶粒尺寸。
微波烧结(Microwave Sintering)是一项制备材料的新技术,它具有升温速度快、选择性烧结,烧结温度低,烧结时间短、抑制烧结体晶粒长大、节能环保等鲜明特点。
为了调控多孔氧化铝烧结体中的孔径大小和晶粒尺寸,采用3D打印聚乳酸模具(三维多孔堆垛结构)的方法,将氧化铝粉体填充于多孔聚乳酸模具中,聚乳酸模具在高温下全部反应生成气体,通过聚乳酸填充率调控多孔氧化铝孔径大小,并采用微波烧结快速制备多孔氧化铝单晶材料是一种可行的研究方向。
通过对国内外专利与期刊的查新结果表明:还没有利用微波烧结制备多孔氧化铝单晶材料的专利与报道。
发明内容
本发明的目的在于提供一种采用微波烧结制备多孔氧化铝单晶材料的方法,该方法烧结时间短、节能环保、多孔材料孔隙可调控。
为了实现上述目的,本发明的技术方案是:一种采用微波烧结制备多孔氧化铝单晶材料的方法,其特征是它包括如下步骤:
(1)电脑三维建模:使用CAD三维绘图软件,对三维多孔堆垛结构模型建模,模型的整体外框架为圆柱形状,三维多孔堆垛结构的基本单元为圆柱实体,模型的最底层为1~3毫米的密实层(即实层),模型的侧壁最外层为1~3毫米的密实层(即实层),其中三维多孔堆垛结构模型的填充率为5.0~85%体积分数;
(2)3D打印:将步骤(1)得到的三维多孔堆垛结构模型进行3D打印制备,3D打印机选取为熔融沉积型3D打印机,3D打印材料为聚乳酸(PLA),3D打印的喷头温度为190~210摄氏度(即℃),熔融沉积型3D打印机制备三维多孔堆垛结构聚乳酸模具;三维多孔堆垛结构聚乳酸模具的填充率为5.0~85%体积分数;
(3)填充氧化铝粉体,预压样品:将步骤(2)得到的三维多孔堆垛结构聚乳酸模具中,加入氧化铝粉体(纳米级,粉体均匀填充),填充氧化铝粉体的聚乳酸模具放置于样品预压模具中加压预成型,压强为5.0~30MPa,保压时间1~30分钟,得到预压样品;
(4)微波烧结:将步骤(3)得到的预压样品放入微波烧结炉中,在空气常压烧结气氛下,温度1200~1500摄氏度,微波烧结1~120分钟,得到多孔材料;
(5)表面处理:将(4)获得的多孔材料进行表面打磨处理,获得多孔氧化铝单晶材料。
所述步骤(2)中的3D打印材料聚乳酸(PLA)为平均直径1.75毫米的成卷耗材,质量纯度为99.0~99.9%。
所述步骤(3)中的氧化铝粉体为平均粒径30nm的氧化铝粉体,质量纯度为99.9~99.99%。
所述步骤(3)中的样品预压模具的尺寸为Φ10~20毫米,形状为圆柱形。
所述步骤(4)中的微波烧结工艺中,升温速率为5~12摄氏度/分钟(室温至1100摄氏度,升温速率为12摄氏度/分钟;1100摄氏度至烧结目标温度,升温速率为5摄氏度/分钟)。
本发明具有以下优点:
(1)本发明利用微波烧结制备多孔氧化铝单晶材料,空气常压烧结气氛,节能、低碳环保,制备周期短,一般在5小时以内。
(2)该方法制备的多孔氧化铝单晶材料,孔隙尺寸为50~500nm,孔隙尺寸可调控,氧化铝晶体结构为α型,局部烧结体呈现单晶结构。
附图说明
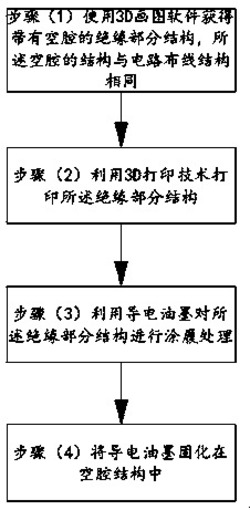
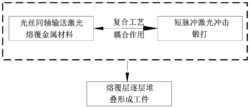
图1是本发明的工艺流程图。
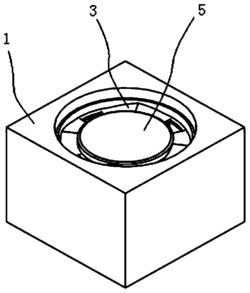
图2是本发明制备中的三维多孔堆垛结构聚乳酸模型的设计及3D打印实体图片。
图3是本发明制备的多孔氧化铝单晶材料(或称多孔氧化铝材料)的X射线衍射图谱,(a)为烧结前,(b)为烧结后。
图4是本发明制备的多孔氧化铝材料的微观结构扫描电镜图片。
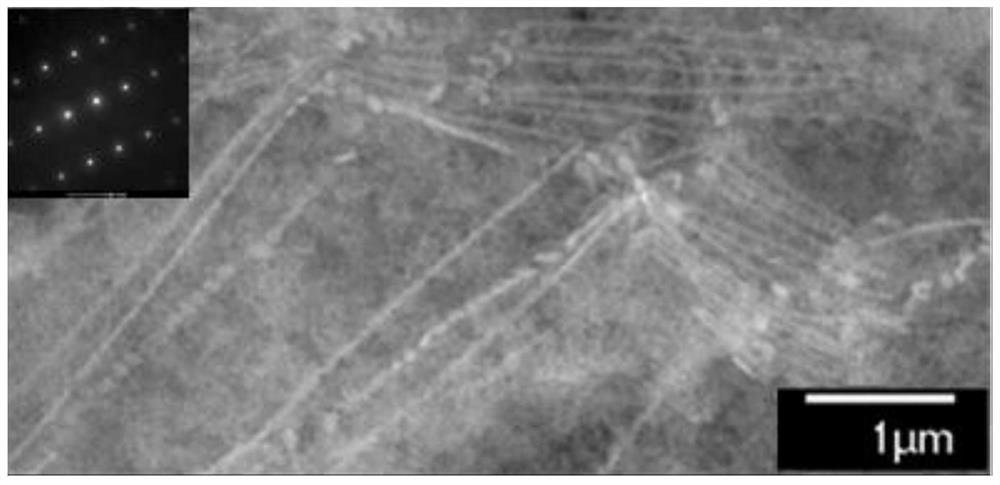
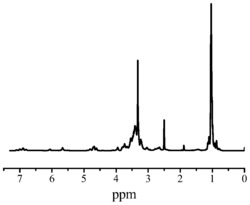
图5是本发明制备的多孔氧化铝材料的微观结构透射电镜图片及高分辨原子图像。
具体实施方式
为了更好地理解本发明,以下结合实施例对本发明的技术方案作进一步描述,可以看出本发明的技术特征和优点。需要说明的是本发明的权限并不局限于所给出的实施例。
下述实施例中:所述3D打印材料聚乳酸(PLA)为平均直径1.75毫米的成卷耗材,质量纯度为99.0~99.9%。所述的氧化铝粉体为平均粒径30nm的氧化铝粉体,质量纯度为99.9~99.99%。所述的样品预压模具的尺寸为Φ10~20毫米,形状为圆柱形。
实施例1:
如图1所示,使用CAD三维绘图软件,对三维多孔堆垛结构模型建模,模型的整体外框架为圆柱形状,三维堆垛结构的基本单元为圆柱实体,模型的最底层为1毫米的密实层,模型的侧壁最外层为2毫米的密实层,其中三维多孔堆垛结构模型的填充率为30%体积分数;对三维多孔堆垛结构模型进行熔融沉积型3D打印制备,3D打印材料为聚乳酸(PLA),3D打印的喷头温度为210摄氏度,熔融沉积型3D打印机制备三维多孔堆垛结构聚乳酸模具,聚乳酸模具的填充率为30%体积分数;3D打印后,在得到的三维多孔堆垛结构聚乳酸模具中,加入氧化铝粉体(纳米级,纳米粉体均匀填充),填充氧化铝粉体的聚乳酸模具放置于样品预压模具中加压预成型,压强为30MPa,保压时间3分钟;将预压样品放入微波烧结炉中,在空气常压烧结气氛下,温度1400摄氏度,室温至1100摄氏度,升温速率为12摄氏度/分钟,1100摄氏度至1400摄氏度,升温速率为5摄氏度/分钟。微波烧结20分钟,得到多孔材料;将微波烧结得到的多孔材料进行表面打磨处理,获得多孔氧化铝单晶材料。对所获多孔氧化铝单晶材料进行微观形貌,晶体结构,高分辨透射电镜等测试。
利用X射线衍射仪对制得的多孔氧化铝材料进行分析,如图3所示,结果表明:微波烧结后,多孔氧化铝中的氧化铝全部为α相,烧结过程中发生了氧化铝的其他晶型向α相晶型的转变。利用扫描电子显微镜对制得的多孔氧化铝材料进行分析,如图4所示,结果表明:多孔氧化铝材料中,孔径分布均匀,孔径尺寸为100~300纳米,氧化铝晶粒尺寸为100~150纳米。利用高分辨透射电子显微镜对制得的多孔氧化铝材料进行分析,如图5所示,结果表明:孔径尺寸为100~300纳米,氧化铝晶粒尺寸为100~150纳米,所选区域的多孔氧化铝材料为单晶材料;如图5(b)所示,所选区域的表面原子均呈现典型的单晶结构排列。
该方法所获得的多孔氧化铝材料,全部为α相氧化铝,孔径分布均匀,孔径尺寸为100~300纳米,氧化铝晶粒尺寸为100~150纳米,多孔氧化铝材料局部选区为单晶结构。
实施例2:
使用CAD三维绘图软件,对三维多孔堆垛结构模型建模,模型的整体外框架为圆柱形状,三维堆垛结构的基本单元为圆柱实体,模型的最底层为1毫米的密实层,模型的侧壁最外层为2毫米的密实层,其中三维多孔堆垛结构模型的填充率为30%体积分数;对三维多孔堆垛结构模型进行熔融沉积型3D打印制备,3D打印材料为聚乳酸(PLA),3D打印的喷头温度为210摄氏度,熔融沉积型3D打印机制备三维多孔堆垛结构聚乳酸模具,聚乳酸模具的填充率为30%体积分数;3D打印后,在得到的三维多孔堆垛结构聚乳酸模具中,加入氧化铝粉体(或称氧化铝纳米粉体),纳米粉体均匀填充,填充氧化铝粉体的聚乳酸模具放置于样品预压模具中加压预成型,压强为30MPa,保压时间3分钟;将预压样品放入微波烧结炉中,在空气常压烧结气氛下,温度1500摄氏度,室温至1100摄氏度,升温速率为12摄氏度/分钟,1100摄氏度至1500摄氏度,升温速率为5摄氏度/分钟。微波烧结20分钟,得到多孔材料;将微波烧结得到的多孔材料进行表面打磨处理,获得多孔氧化铝单晶材料。对所获多孔氧化铝单晶材料进行微观形貌,晶体结构,高分辨透射电镜等测试。
该方法所获得的多孔氧化铝材料,全部为α相氧化铝,孔径分布均匀,孔径尺寸为200~500纳米,氧化铝晶粒尺寸为150~200纳米,多孔氧化铝材料局部选区为单晶结构。
实施例3:
使用CAD三维绘图软件,对三维多孔堆垛结构模型建模,模型的整体外框架为圆柱形状,三维堆垛结构的基本单元为圆柱实体,模型的最底层为1毫米的密实层,模型的侧壁最外层为2毫米的密实层,其中三维多孔堆垛结构模型的填充率为30%体积分数;对三维多孔堆垛结构模型进行熔融沉积型3D打印制备,3D打印材料为聚乳酸(PLA),3D打印的喷头温度为210摄氏度,熔融沉积型3D打印机制备三维多孔堆垛结构聚乳酸模具,聚乳酸模具的填充率为30%体积分数;3D打印后,在得到的三维多孔堆垛结构聚乳酸模具中,加入氧化铝粉体,纳米粉体均匀填充,填充氧化铝粉体的聚乳酸模具放置于样品预压模具中加压预成型,压强为30MPa,保压时间3分钟;将预压样品放入微波烧结炉中,在空气常压烧结气氛下,温度1300摄氏度,室温至1100摄氏度,升温速率为12摄氏度/分钟,1100摄氏度至1300摄氏度,升温速率为5摄氏度/分钟。微波烧结20分钟,得到多孔材料;将微波烧结得到的多孔材料进行表面打磨处理,获得多孔氧化铝单晶材料。对所获多孔氧化铝单晶材料进行微观形貌,晶体结构,高分辨透射电镜等测试。
该方法所获得的多孔氧化铝材料,全部为α相氧化铝,孔径分布均匀,孔径尺寸为100~250纳米,氧化铝晶粒尺寸为100~150纳米,多孔氧化铝材料局部选区为单晶结构。
实施例4:
使用CAD三维绘图软件,对三维多孔堆垛结构模型建模,模型的整体外框架为圆柱形状,三维堆垛结构的基本单元为圆柱实体,模型的最底层为1毫米的密实层,模型的侧壁最外层为2毫米的密实层,其中三维多孔堆垛结构模型的填充率为30%体积分数;对三维多孔堆垛结构模型进行熔融沉积型3D打印制备,3D打印材料为聚乳酸(PLA),3D打印的喷头温度为210摄氏度,熔融沉积型3D打印机制备三维多孔堆垛结构聚乳酸模具,聚乳酸模具的填充率为30%体积分数;3D打印后,在得到的三维多孔堆垛结构聚乳酸模具中,加入氧化铝粉体,纳米粉体均匀填充,填充氧化铝粉体的聚乳酸模具放置于样品预压模具中加压预成型,压强为30MPa,保压时间3分钟;将预压样品放入微波烧结炉中,在空气常压烧结气氛下,温度1200摄氏度,室温至1100摄氏度,升温速率为12摄氏度/分钟,1100摄氏度至1200摄氏度,升温速率为5摄氏度/分钟。微波烧结20分钟,得到多孔材料;将微波烧结得到的多孔材料进行表面打磨处理,获得多孔氧化铝单晶材料。对所获多孔氧化铝单晶材料进行微观形貌,晶体结构等测试。
该方法所获得的多孔氧化铝材料,α相氧化铝为主相,孔径分布均匀,孔径尺寸为100~250纳米,氧化铝晶粒尺寸为100~150纳米。
实施例5(为对比实施例):
使用CAD三维绘图软件,对三维多孔堆垛结构模型建模,模型的整体外框架为圆柱形状,三维堆垛结构的基本单元为圆柱实体,模型的最底层为1毫米的密实层,模型的侧壁最外层为2毫米的密实层,其中三维多孔堆垛结构模型的填充率为30%体积分数;对三维多孔堆垛结构模型进行熔融沉积型3D打印制备,3D打印材料为聚乳酸(PLA),3D打印的喷头温度为210摄氏度,熔融沉积型3D打印机制备三维多孔堆垛结构聚乳酸模具,聚乳酸模具的填充率为30%体积分数;3D打印后,在得到的三维多孔堆垛结构聚乳酸模具中,加入氧化铝粉体,纳米粉体均匀填充,填充氧化铝粉体的聚乳酸模具放置于样品预压模具中加压预成型,压强为30MPa,保压时间3分钟;将预压样品放入微波烧结炉中,在空气常压烧结气氛下,温度1100摄氏度,室温至1100摄氏度,升温速率为12摄氏度/分钟。微波烧结20分钟,得到多孔材料;将微波烧结得到的多孔材料进行表面打磨处理,获得多孔氧化铝材料。
1100摄氏度烧结温度下,整体未烧结成型。烧结温度不够,影响多孔氧化铝材料成型。
实施例6:
使用CAD三维绘图软件,对三维多孔堆垛结构模型建模,模型的整体外框架为圆柱形状,三维堆垛结构的基本单元为圆柱实体,模型的最底层为1毫米的密实层,模型的侧壁最外层为2毫米的密实层,其中三维多孔堆垛结构模型的填充率为30%体积分数;对三维多孔堆垛结构模型进行熔融沉积型3D打印制备,3D打印材料为聚乳酸(PLA),3D打印的喷头温度为210摄氏度,熔融沉积型3D打印机制备三维多孔堆垛结构聚乳酸模具,聚乳酸模具的填充率为30%体积分数;3D打印后,在得到的三维多孔堆垛结构聚乳酸模具中,加入氧化铝粉体,纳米粉体均匀填充,填充氧化铝粉体的聚乳酸模具放置于样品预压模具中加压预成型,压强为30MPa,保压时间3分钟;将预压样品放入微波烧结炉中,在空气常压烧结气氛下,温度1400摄氏度,室温至1100摄氏度,升温速率为12摄氏度/分钟,1100摄氏度至1400摄氏度,升温速率为5摄氏度/分钟。微波烧结60分钟,得到多孔材料;将微波烧结得到的多孔材料进行表面打磨处理,获得多孔氧化铝单晶材料。对所获多孔氧化铝单晶材料进行微观形貌,晶体结构,高分辨透射电镜等测试。
该方法所获得的多孔氧化铝材料,全部为α相氧化铝,孔径分布均匀,孔径尺寸为150~350纳米,氧化铝晶粒尺寸为150~250纳米,多孔氧化铝材料局部选区为单晶结构。
实施例7:
使用CAD三维绘图软件,对三维多孔堆垛结构模型建模,模型的整体外框架为圆柱形状,三维堆垛结构的基本单元为圆柱实体,模型的最底层为1毫米的密实层,模型的侧壁最外层为2毫米的密实层,其中三维多孔堆垛结构模型的填充率为30%体积分数;对三维多孔堆垛结构模型进行熔融沉积型3D打印制备,3D打印材料为聚乳酸(PLA),3D打印的喷头温度为210摄氏度,熔融沉积型3D打印机制备三维多孔堆垛结构聚乳酸模具,聚乳酸模具的填充率为30%体积分数;3D打印后,在得到的三维多孔堆垛结构聚乳酸模具中,加入氧化铝粉体,纳米粉体均匀填充,填充氧化铝粉体的聚乳酸模具放置于样品预压模具中加压预成型,压强为30MPa,保压时间3分钟;将预压样品放入微波烧结炉中,在空气常压烧结气氛下,温度1400摄氏度,室温至1100摄氏度,升温速率为12摄氏度/分钟,1100摄氏度至1400摄氏度,升温速率为5摄氏度/分钟。微波烧结120分钟,得到多孔材料;将微波烧结得到的多孔材料进行表面打磨处理,获得多孔氧化铝单晶材料。对所获多孔氧化铝单晶材料进行微观形貌,晶体结构,高分辨透射电镜等测试。
该方法所获得的多孔氧化铝材料,全部为α相氧化铝,孔径分布均匀,孔径尺寸为200~400纳米,氧化铝晶粒尺寸为200~300纳米,多孔氧化铝材料局部选区为单晶结构。
实施例8:
使用CAD三维绘图软件,对三维多孔堆垛结构模型建模,模型的整体外框架为圆柱形状,三维堆垛结构的基本单元为圆柱实体,模型的最底层为1毫米的密实层,模型的侧壁最外层为2毫米的密实层,其中三维多孔堆垛结构模型的填充率为30%体积分数;对三维多孔堆垛结构模型进行熔融沉积型3D打印制备,3D打印材料为聚乳酸(PLA),3D打印的喷头温度为210摄氏度,熔融沉积型3D打印机制备三维多孔堆垛结构聚乳酸模具,聚乳酸模具的填充率为30%体积分数;3D打印后,在得到的三维多孔堆垛结构聚乳酸模具中,加入氧化铝粉体,纳米粉体均匀填充,填充氧化铝粉体的聚乳酸模具放置于样品预压模具中加压预成型,压强为30MPa,保压时间3分钟;将预压样品放入微波烧结炉中,在空气常压烧结气氛下,温度1400摄氏度,室温至1100摄氏度,升温速率为12摄氏度/分钟,1100摄氏度至1400摄氏度,升温速率为5摄氏度/分钟。微波烧结1分钟,得到多孔材料;将微波烧结得到的多孔材料进行表面打磨处理,获得多孔氧化铝单晶材料。对所获多孔氧化铝单晶材料进行微观形貌,晶体结构,高分辨透射电镜等测试。
该方法所获得的多孔氧化铝材料,全部为α相氧化铝,孔径分布均匀,孔径尺寸为100~200纳米,氧化铝晶粒尺寸为100~150纳米,多孔氧化铝材料局部选区为单晶结构。
实施例9:
使用CAD三维绘图软件,对三维多孔堆垛结构模型建模,模型的整体外框架为圆柱形状,三维堆垛结构的基本单元为圆柱实体,模型的最底层为1毫米的密实层,模型的侧壁最外层为2毫米的密实层,其中三维多孔堆垛结构模型的填充率为50%体积分数;对三维多孔堆垛结构模型进行熔融沉积型3D打印制备,3D打印材料为聚乳酸(PLA),3D打印的喷头温度为210摄氏度,熔融沉积型3D打印机制备三维多孔堆垛结构聚乳酸模具,聚乳酸模具的填充率为50%体积分数;3D打印后,在得到的三维多孔堆垛结构聚乳酸模具中,加入氧化铝粉体,纳米粉体均匀填充,填充氧化铝粉体的聚乳酸模具放置于样品预压模具中加压预成型,压强为30MPa,保压时间3分钟;将预压样品放入微波烧结炉中,在空气常压烧结气氛下,温度1400摄氏度,室温至1100摄氏度,升温速率为12摄氏度/分钟,1100摄氏度至1400摄氏度,升温速率为5摄氏度/分钟。微波烧结20分钟,得到多孔材料;将微波烧结得到的多孔材料进行表面打磨处理,获得多孔氧化铝单晶材料。对所获多孔氧化铝单晶材料进行微观形貌,晶体结构等测试。
该方法所获得的多孔氧化铝材料,全部为α相氧化铝,孔径分布均匀,孔径尺寸为150~350纳米,氧化铝晶粒尺寸为100~150纳米。
实施例10:
使用CAD三维绘图软件,对三维多孔堆垛结构模型建模,模型的整体外框架为圆柱形状,三维堆垛结构的基本单元为圆柱实体,模型的最底层为1毫米的密实层,模型的侧壁最外层为2毫米的密实层,其中三维多孔堆垛结构模型的填充率为85%体积分数;对三维多孔堆垛结构模型进行熔融沉积型3D打印制备,3D打印材料为聚乳酸(PLA),3D打印的喷头温度为210摄氏度,熔融沉积型3D打印机制备三维多孔堆垛结构聚乳酸模具,聚乳酸模具的填充率为85%体积分数;3D打印后,在得到的三维多孔堆垛结构聚乳酸模具中,加入氧化铝粉体,纳米粉体均匀填充,填充氧化铝粉体的聚乳酸模具放置于样品预压模具中加压预成型,压强为30MPa,保压时间3分钟;将预压样品放入微波烧结炉中,在空气常压烧结气氛下,温度1400摄氏度,室温至1100摄氏度,升温速率为12摄氏度/分钟,1100摄氏度至1400摄氏度,升温速率为5摄氏度/分钟。微波烧结20分钟,得到多孔材料;将微波烧结得到的多孔材料进行表面打磨处理,获得多孔氧化铝单晶材料。对所获多孔氧化铝单晶材料进行微观形貌,晶体结构等测试。
该方法所获得的多孔氧化铝材料,全部为α相氧化铝,孔径分布均匀,孔径尺寸为200~400纳米,氧化铝晶粒尺寸为100~150纳米。
实施例11:
使用CAD三维绘图软件,对三维多孔堆垛结构模型建模,模型的整体外框架为圆柱形状,三维堆垛结构的基本单元为圆柱实体,模型的最底层为1毫米的密实层,模型的侧壁最外层为2毫米的密实层,其中三维多孔堆垛结构模型的填充率为5%体积分数;对三维多孔堆垛结构模型进行熔融沉积型3D打印制备,3D打印材料为聚乳酸(PLA),3D打印的喷头温度为210摄氏度,熔融沉积型3D打印机制备三维多孔堆垛结构聚乳酸模具,聚乳酸模具的填充率为5%体积分数;3D打印后,在得到的三维多孔堆垛结构聚乳酸模具中,加入氧化铝粉体,纳米粉体均匀填充,填充氧化铝粉体的聚乳酸模具放置于样品预压模具中加压预成型,压强为30MPa,保压时间3分钟;将预压样品放入微波烧结炉中,在空气常压烧结气氛下,温度1400摄氏度,室温至1100摄氏度,升温速率为12摄氏度/分钟,1100摄氏度至1400摄氏度,升温速率为5摄氏度/分钟。微波烧结20分钟,得到多孔材料;将微波烧结得到的多孔材料进行表面打磨处理,获得多孔氧化铝单晶材料。对所获多孔氧化铝单晶材料进行微观形貌,晶体结构等测试。
该方法所获得的多孔氧化铝材料,全部为α相氧化铝,孔径分布均匀,孔径尺寸为50~200纳米,氧化铝晶粒尺寸为100~150纳米。
实施例12:
使用CAD三维绘图软件,对三维多孔堆垛结构模型建模,模型的整体外框架为圆柱形状,三维堆垛结构的基本单元为圆柱实体,模型的最底层为1毫米的密实层,模型的侧壁最外层为2毫米的密实层,其中三维多孔堆垛结构模型的填充率为30%体积分数;对三维多孔堆垛结构模型进行熔融沉积型3D打印制备,3D打印材料为聚乳酸(PLA),3D打印的喷头温度为200摄氏度,熔融沉积型3D打印机制备三维多孔堆垛结构聚乳酸模具,聚乳酸模具的填充率为30%体积分数;3D打印后,在得到的三维多孔堆垛结构聚乳酸模具中,加入氧化铝粉体,纳米粉体均匀填充,填充氧化铝粉体的聚乳酸模具放置于样品预压模具中加压预成型,压强为30MPa,保压时间3分钟;将预压样品放入微波烧结炉中,在空气常压烧结气氛下,温度1400摄氏度,室温至1100摄氏度,升温速率为12摄氏度/分钟,1100摄氏度至1400摄氏度,升温速率为5摄氏度/分钟。微波烧结20分钟,得到多孔材料;将微波烧结得到的多孔材料进行表面打磨处理,获得多孔氧化铝单晶材料。对所获多孔氧化铝单晶材料进行微观形貌,晶体结构等测试。
该方法所获得的多孔氧化铝材料,全部为α相氧化铝,孔径分布均匀,孔径尺寸为100~300纳米,氧化铝晶粒尺寸为100~150纳米。
实施例13:
使用CAD三维绘图软件,对三维多孔堆垛结构模型建模,模型的整体外框架为圆柱形状,三维堆垛结构的基本单元为圆柱实体,模型的最底层为1毫米的密实层,模型的侧壁最外层为2毫米的密实层,其中三维多孔堆垛结构模型的填充率为30%体积分数;对三维多孔堆垛结构模型进行熔融沉积型3D打印制备,3D打印材料为聚乳酸(PLA),3D打印的喷头温度为190摄氏度,熔融沉积型3D打印机制备三维多孔堆垛结构聚乳酸模具,聚乳酸模具的填充率为30%体积分数;3D打印后,在得到的三维多孔堆垛结构聚乳酸模具中,加入氧化铝纳米粉体,纳米粉体均匀填充,填充氧化铝粉体的聚乳酸模具放置于样品预压模具中加压预成型,压强为30MPa,保压时间3分钟;将预压样品放入微波烧结炉中,在空气常压烧结气氛下,温度1400摄氏度,室温至1100摄氏度,升温速率为12摄氏度/分钟,1100摄氏度至1400摄氏度,升温速率为5摄氏度/分钟。微波烧结20分钟,得到多孔材料;将微波烧结得到的多孔材料进行表面打磨处理,获得多孔氧化铝单晶材料。对所获多孔氧化铝单晶材料进行微观形貌,晶体结构等测试。
该方法所获得的多孔氧化铝材料,全部为α相氧化铝,孔径分布均匀,孔径尺寸为100~300纳米,氧化铝晶粒尺寸为100~150纳米。
实施例14:
使用CAD三维绘图软件,对三维多孔堆垛结构模型建模,模型的整体外框架为圆柱形状,三维堆垛结构的基本单元为圆柱实体,模型的最底层为1毫米的密实层,模型的侧壁最外层为2毫米的密实层,其中三维多孔堆垛结构模型的填充率为30%体积分数;对三维多孔堆垛结构模型进行熔融沉积型3D打印制备,3D打印材料为聚乳酸(PLA),3D打印的喷头温度为210摄氏度,熔融沉积型3D打印机制备三维多孔堆垛结构聚乳酸模具,聚乳酸模具的填充率为30%体积分数;3D打印后,在得到的三维多孔堆垛结构聚乳酸模具中,加入氧化铝粉体,纳米粉体均匀填充,填充氧化铝粉体的聚乳酸模具放置于样品预压模具中加压预成型,压强为15MPa,保压时间15分钟;将预压样品放入微波烧结炉中,在空气常压烧结气氛下,温度1400摄氏度,室温至1100摄氏度,升温速率为12摄氏度/分钟,1100摄氏度至1400摄氏度,升温速率为5摄氏度/分钟。微波烧结20分钟,得到多孔材料;将微波烧结得到的多孔材料进行表面打磨处理,获得多孔氧化铝单晶材料。对所获多孔氧化铝单晶材料进行微观形貌,晶体结构等测试。
该方法所获得的多孔氧化铝材料,全部为α相氧化铝,孔径分布均匀,孔径尺寸为100~300纳米,氧化铝晶粒尺寸为100~150纳米。
实施例15:
使用CAD三维绘图软件,对三维多孔堆垛结构模型建模,模型的整体外框架为圆柱形状,三维堆垛结构的基本单元为圆柱实体,模型的最底层为1毫米的密实层,模型的侧壁最外层为2毫米的密实层,其中三维多孔堆垛结构模型的填充率为30%体积分数;对三维多孔堆垛结构模型进行熔融沉积型3D打印制备,3D打印材料为聚乳酸(PLA),3D打印的喷头温度为210摄氏度,熔融沉积型3D打印机制备三维多孔堆垛结构聚乳酸模具,聚乳酸模具的填充率为30%体积分数;3D打印后,在得到的三维多孔堆垛结构聚乳酸模具中,加入氧化铝粉体,纳米粉体均匀填充,填充氧化铝粉体的聚乳酸模具放置于样品预压模具中加压预成型,压强为5MPa,保压时间30分钟;将预压样品放入微波烧结炉中,在空气常压烧结气氛下,温度1400摄氏度,室温至1100摄氏度,升温速率为12摄氏度/分钟,1100摄氏度至1400摄氏度,升温速率为5摄氏度/分钟。微波烧结20分钟,得到多孔材料;将微波烧结得到的多孔材料进行表面打磨处理,获得多孔氧化铝单晶材料。对所获多孔氧化铝单晶材料进行微观形貌,晶体结构等测试。
该方法所获得的多孔氧化铝材料,全部为α相氧化铝,孔径分布均匀,孔径尺寸为100~300纳米,氧化铝晶粒尺寸为100~150纳米。
实施例16:
使用CAD三维绘图软件,对三维多孔堆垛结构模型建模,模型的整体外框架为圆柱形状,三维堆垛结构的基本单元为圆柱实体,模型的最底层为1毫米的密实层,模型的侧壁最外层为2毫米的密实层,其中三维多孔堆垛结构模型的填充率为30%体积分数;对三维多孔堆垛结构模型进行熔融沉积型3D打印制备,3D打印材料为聚乳酸(PLA),3D打印的喷头温度为210摄氏度,熔融沉积型3D打印机制备三维多孔堆垛结构聚乳酸模具,聚乳酸模具的填充率为30%体积分数;3D打印后,在得到的三维多孔堆垛结构聚乳酸模具中,加入氧化铝粉体,纳米粉体均匀填充,填充氧化铝粉体的聚乳酸模具放置于样品预压模具中加压预成型,压强为30MPa,保压时间1分钟;将预压样品放入微波烧结炉中,在空气常压烧结气氛下,温度1400摄氏度,室温至1100摄氏度,升温速率为12摄氏度/分钟,1100摄氏度至1400摄氏度,升温速率为5摄氏度/分钟。微波烧结20分钟,得到多孔材料;将微波烧结得到的多孔材料进行表面打磨处理,获得多孔氧化铝单晶材料。对所获多孔氧化铝单晶材料进行微观形貌,晶体结构等测试。
该方法所获得的多孔氧化铝材料,全部为α相氧化铝,孔径分布均匀,孔径尺寸为100~250纳米,氧化铝晶粒尺寸为100~150纳米。
实施例17:
使用CAD三维绘图软件,对三维多孔堆垛结构模型建模,模型的整体外框架为圆柱形状,三维堆垛结构的基本单元为圆柱实体,模型的最底层为1毫米的密实层,模型的侧壁最外层为1毫米的密实层,其中三维多孔堆垛结构模型的填充率为5%体积分数;对三维多孔堆垛结构模型进行熔融沉积型3D打印制备,3D打印材料为聚乳酸(PLA),3D打印的喷头温度为190摄氏度,熔融沉积型3D打印机制备三维多孔堆垛结构聚乳酸模具,聚乳酸模具的填充率为5%体积分数;3D打印后,在得到的三维多孔堆垛结构聚乳酸模具中,加入氧化铝粉体(纳米级,纳米粉体均匀填充),填充氧化铝粉体的聚乳酸模具放置于样品预压模具中加压预成型,压强为5MPa,保压时间1分钟;将预压样品放入微波烧结炉中,在空气常压烧结气氛下,温度1200摄氏度,室温至1100摄氏度,升温速率为12摄氏度/分钟,1100摄氏度至1200摄氏度,升温速率为5摄氏度/分钟。微波烧结1分钟,得到多孔材料;将微波烧结得到的多孔材料进行表面打磨处理,获得多孔氧化铝单晶材料。
该方法所获得的多孔氧化铝材料,全部为α相氧化铝,孔径分布均匀,孔径尺寸为100~200纳米,氧化铝晶粒尺寸为100~150纳米,多孔氧化铝材料局部选区为单晶结构。
实施例18:
使用CAD三维绘图软件,对三维多孔堆垛结构模型建模,模型的整体外框架为圆柱形状,三维堆垛结构的基本单元为圆柱实体,模型的最底层为3毫米的密实层,模型的侧壁最外层为3毫米的密实层,其中三维多孔堆垛结构模型的填充率为85%体积分数;对三维多孔堆垛结构模型进行熔融沉积型3D打印制备,3D打印材料为聚乳酸(PLA),3D打印的喷头温度为210摄氏度,熔融沉积型3D打印机制备三维多孔堆垛结构聚乳酸模具,聚乳酸模具的填充率为85%体积分数;3D打印后,在得到的三维多孔堆垛结构聚乳酸模具中,加入氧化铝粉体(纳米级,纳米粉体均匀填充),填充氧化铝粉体的聚乳酸模具放置于样品预压模具中加压预成型,压强为30MPa,保压时间30分钟;将预压样品放入微波烧结炉中,在空气常压烧结气氛下,温度1500摄氏度,室温至1100摄氏度,升温速率为12摄氏度/分钟,1100摄氏度至1500摄氏度,升温速率为5摄氏度/分钟。微波烧结120分钟,得到多孔材料;将微波烧结得到的多孔材料进行表面打磨处理,获得多孔氧化铝单晶材料。
该方法所获得的多孔氧化铝材料,全部为α相氧化铝,孔径分布均匀,孔径尺寸为200~400纳米,氧化铝晶粒尺寸为200~300纳米,多孔氧化铝材料局部选区为单晶结构。
本发明所列举的工艺参数(如聚乳酸填充率、3D打印喷头温度、预压压强、烧结温度、烧结时间等)的上下限、区间取值都能实现本发明,在此不一一列举实施例。
一种采用微波烧结制备多孔氧化铝单晶材料的方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。















动态评分
0.0