










专利摘要
本发明公开了一种环保型麻地膜制备装置。整套装置包括两台喂料机、混料机、粗开松机、精开松机、振动气压给麻箱、梳理机、机械交叉铺网机、气流成网机、浸渍机、烘筒型预烘燥机、气压式双辊轧光机、表面喷洒涂层机、烘筒型烘干定型机、牵伸切边成卷机等作业单元机。各单元机都采用变频调速和同步器施行电器控制,各单元机既可以单独高速运行,又可以整套装置联动运行。本发明的优点是麻纤维在粗开松机、精开松机和梳理机之间用气流管道输送,原料供应连续;机械铺网和气流成网二次组合成网,麻地膜网面密度小、强力均匀、质量稳定;对麻地膜双面喷涂均匀涂层,能制出不同功能和用途的麻地膜;实现了麻地膜连续稳定的全自动化生产。
权利要求
1.环保型麻地膜的制备装置,包括给混料机(2)送入麻类原料的两台喂料机(1)和(1’),将喂料机(1)和(1’)给入的麻原料充分混合均匀后送入粗开松机(3)的混料机(2),对给入的麻原料进行粗开松、并通过与精开松机(4)连接的气流输送管道将粗开松后的麻原料送入精开松机(4)的粗开松机(3),对给入的麻原料进行精开松、并通过与振动气压给麻箱(5)连接的气流输送管将精开松后的麻原料送入振动气压给麻箱(5)的精开松机(4),储存精开松后的麻原料、并通过与梳理机(6)连接的气流输送管道将精开松后的麻原料送入梳理机(6)的振动气压给麻箱(5),将杂乱的麻纤维梳理去除粗细不均和长短不一致的纤维而形成麻单纤维的梳理机(6),将梳理机(6)送入的麻纤维交叉铺网形成厚度较均匀的麻纤维网的机械交叉铺网机(7),将机械交叉铺网机(7)送入的麻纤维网再进行一次气流杂乱成网形成面密度更小的麻纤维网的气流成网机(8),将气流成网机(8)送入的麻纤维网进行化学粘合形成麻地膜的浸渍机(9),对浸渍机(9)送入的麻地膜进行烘燥的烘筒型预烘燥机(10),对烘筒型预烘燥机(10)送入的麻地膜进行表面轧平整理的气压式双辊轧光机(11),对气压式双辊轧光机(11)送入的麻地膜采用无气喷涂泵进行双面喷涂的表面喷洒涂层机(12),将经表面喷洒涂层机(12)进行了表面涂层的麻地膜烘燥定型的烘筒型烘干定型机(13),将烘干定型后的麻地膜裁切整齐卷成出厂产品的牵伸切边成卷机(14)等单元机。
2.根据权利要求1所述的环保型麻地膜的制备装置,其特征在于上述的梳理机(6)为单锡林双道夫梳理机,气流成网机(8)为杂乱提升罗拉式气流成网机。
3.根据权利要求1或2所述的环保型麻地膜的制备装置,其特征在于上述的各单元机都设置有变频调速器,整套装置设置有对各单元机的运行速度施行同步控制的同步器。
说明书
技术领域技术领域
本发明涉及一种薄膜材料的生产设备,特别是环保型麻地膜的一整套生产制备装置。
技术背景背景技术
由于塑料地膜难以降解,它的长期使用给我国的生态环境造成了严重的“白色污染”,因此,研发可降解的环保型植物纤维农用地膜是解决塑料地膜长期使用造成环境污染的主要途径。本发明人研制出了一种以植物纤维为主要原料的环保型麻地膜,申请了“一种环保型麻地膜的制造工艺及用其制备的麻地膜”发明专利,并已获得授权(专利号ZL200410022948.3)。该发明专利的麻地膜制造工艺流程是:将麻纤维混合开松,除尘除杂后,经梳理机进行一次梳理,剥麻成网,再经气流成网机进行二次成网,经二次成网形成的麻纤维网用合成类树脂型粘合剂进行化学粘合固结成膜,在固结后的麻地膜表面施加拒水剂进行表面防水处理,制出的地膜最后用冷轧机进行轧光整理成卷,检验出厂。通过该发明专利的实施,我们发现该产品除了能应用于农作物覆盖和大棚园艺设施外,对其表面机械性能作适宜改变,还有许多其它的用途,如应用于食品包装,用作超市包装袋、环保型墙布等装饰材料,可降解营养钵和可降解花盆等。但是,该发明方法制备的麻地膜克重仅28~50g/m2,膜薄厚度仅为0.22~0.31mm,完全采用国内现有的生产无纺布的非织造设备和工艺无法生产这种麻地膜,更难实现稳定生产,特别是目前还没有对这种麻地膜进行后处理的较好设备,很难实现方便灵活地在麻地膜表面喷涂防水、防虫、控草,及改善麻地膜机械性能的各种不同试剂,制备出防水、防虫、控草麻地膜,以及在食品、医药、包装以及装饰等行业应用的环保型麻薄膜制品技术目标,极大地阻碍了该发明专利的产业化和推广应用。
发明内容发明内容
本发明的目的就是针对上述已有技术现状,解决好环保型麻地膜连续稳定生产,开发出各种不同用途的麻地膜产品的设备问题。为此,根据麻地膜及其制造工艺的特点,对现有的非织造设备进行选型和改进,并设计出一种新的麻地膜后处理专用设备,组成一条完整的生产线,使用该套环保型麻地膜制备装置,能实现环保型麻地膜的连续稳定生产,并确保生产出具有各种不同用途的合格的麻地膜产品。
为实现本发明的发明目的采用的技术方案是:
整套环保型麻地膜制备装置包括两台喂料机、混料机、粗开松机、精开松机、振动气压给麻箱、梳理机、机械交叉铺网机、气流成网机、浸渍机、烘筒型预烘燥机、气压式双辊轧光机、表面喷洒涂层机、烘筒型烘干定型机、牵伸切边成卷机等作业单元机。两台喂料机将麻类原料送入混料机,混料机将喂料机给入的麻原料充分混合均匀后送入粗开松机,粗开松机对给入的麻原料进行粗开松、并通过与精开松机连接的气流输送管道将粗开松后的麻原料送入精开松机,精开松机对给入的麻原料进行精开松、并通过与振动气压给麻箱连接的气流输送管道将精开松后的麻原料送入振动气压给麻箱,振动气压给麻箱储存精开松后的麻原料、并通过与梳理机连接的气流输送管道将精开松后的麻原料送入梳理机,梳理机将杂乱的麻纤维梳理去除粗细不均和长短不一致的纤维而形成麻单纤维,机械交叉铺网机将梳理机送入的麻纤维交叉铺网形成厚度较均匀的麻纤维网,气流成网机将机械交叉铺网机送入的麻纤维网再进行一次气流杂乱成网形成面密度更小的麻纤维网,浸渍机将气流成网机送入的麻纤维网进行化学粘合形成麻地膜,烘筒型预烘燥机对浸渍机送入的麻地膜进行烘燥,气压式双辊轧光机对烘筒型预烘燥机送入的麻地膜进行表面轧平整理,表面喷洒涂层机对气压式双辊轧光机送入的麻地膜采用无气喷涂泵进行双面喷涂,烘筒型烘干定型机将经表面喷洒涂层机进行了表面涂层的麻地膜烘干定型,牵伸切边成卷机将烘干定型后的麻地膜裁切整齐卷成产品出厂。
本发明的环保型麻地膜的制备装置梳理机最好采用单锡林双道夫梳理机,气流成网机最好采用杂乱提升罗拉式气流成网机,以减少纤维损伤,增加麻地膜强力。
本发明的环保型麻地膜的制备装置各单元机都设置有变频调速器进行调速,方便设备的调试和使用;整套装置设置有对各单元机的运行速度施行同步控制的同步器施行电器控制,既可以使各单元机单独高速运行,又可以使整套装置联动运行。
本发明的优点是麻类纤维在粗开松机、精开松机和梳理机之间用气流管道输送,使开松后的麻纤维能干净、足量地送到梳理机前的振动气压给麻箱,确保了一旦开松机因故障停机时,不会发生梳理机原料供应不连续的现象;采用机械交叉铺网和气流杂乱成网这种二次组合成网方法确保能形成面密度较小、强力均匀、质量稳定的麻纤维网,解决了麻类纤维表面光滑,抱合力小,缠结性能差,仅靠纤维上的层折点、节和纹痕来维持一定的抱合力,成网难度较大的技术问题;采用饱和浸渍压榨法进行化学粘合,粘合成膜后先进行予烘燥,再进行热轧表面整理,最后再烘干定型等技术措施使产品布面强力、平整度和防水性能大大提高;表面喷洒涂层机采用无气喷涂泵对麻地膜双面喷涂各种不同试剂,使麻地膜两面同时均匀涂层,并能控制涂层厚度,可以灵活方便地制备出各种具有不同功能和用途的麻地膜产品;整套装置使用同步器进行电器控制,各单元机全部使用变频调速,设备的调试和使用极其方便,各单元机既可单动,又可整套装置联动运行,实现了从麻原料喂入到生产出合格的麻地膜全自动化生产。本发明的环保型麻地膜整套制备装置运行参数稳定,能确保麻地膜的生产过程连续稳定,产品质量好而稳定,并能生产出具有各种不同用途的合格的麻地膜产品。
附图说明附图说明
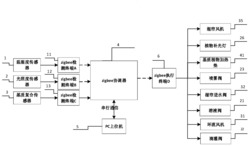
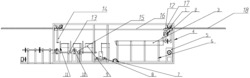
图1为本发明环保型麻地膜制备装置的整体结构主视(俯视)图;
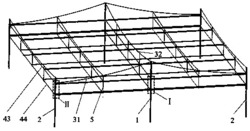
图2为图1的A-A剖视图
图3为图1的B-B剖视图
具体实施方式具体实施方式
下面结合附图对本发明的环保型麻地膜制备装置作进一步详细说明。
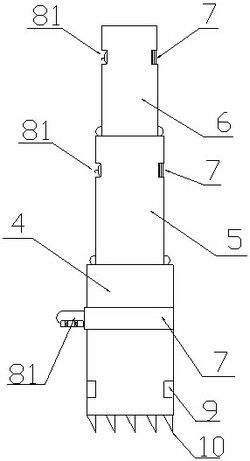
本发明的环保型麻地膜制备装置包括喂料机1和1’、混料机2、粗开松机3、精开松机4、振动气压给麻箱5、梳理机6、机械交叉铺网机7、气流成网机8、浸渍机9、烘筒型预烘燥机10、气压式双辊轧光机11、表面喷洒涂层机12、烘筒型烘干定型机13、牵伸切边成卷机14等作业单元机,并且设备选型要以适合处理天然纤维为主要技术参数。
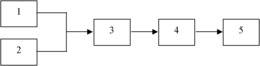
本发明装置工作时,麻类原料通过两台喂料机1和1’输送到混料机2进行混料,采用双喂料机从而保证了原料配比的均匀性。麻类原料在混料机内充分混合均匀后首先送入粗开松机3进行粗开松,粗开松后的原料由气流输送管道送到精开松机4进行精开松,经过粗开松和精开松两道开松工序,使麻类纤维变得松软、干净。为了提高产品质量,控制麻地膜的每平方米克重,保证产品的均匀性,粗开松机和精开松机都采用称重、振动气压给麻箱(图中未标出)供料。精开松后的麻类纤维由气流输送管道送到振动气压给麻箱5,并经称重再用气流输送管道由振动气压给麻箱5送到梳理机6进行梳理。麻类纤维在粗开松机、精开松机、振动气压给麻箱和梳理机之间用输送管道连接,采用气流输送,可以保证开松后的麻类纤维干净、足量地送到梳理机前的储料箱,即振动气压给麻箱5,这样就确保了一旦开松机因故障暂时停机时,不会因为开松机暂时的故障而发生梳理机原料供应不连续的现象。梳理机6优先选用单锡林双道夫梳理机,它梳理去除粗细不均和长短不一致的麻纤维,将杂乱的麻纤维梳理成麻单纤维后,再进入机械交叉铺网机7,经过机械交叉铺网机7的90度交叉铺网形成厚度较均匀的麻纤维网,完成麻地膜的第一次成网过程。由于天然纤维一般含粉尘多,工作环境恶劣,因此本发明装置中位于气流成网机前面的上述所有设备都要严格密封,并安装除尘装置。为了使麻地膜达到设计的面密度,保证产品的均匀性,将机械交叉铺网机7形成的麻纤维网再送入气流成网机8进行二次分配,采用气流杂乱成网方法形成薄而均匀的麻纤维网。采取这种气流杂乱成网方法主要是考虑到麻类纤维表面光滑,抱合力小,缠结性能差,仅靠纤维上的层折点、节和纹痕来维持一定的抱合力,成网难度较大,因此采用机械交叉铺网与气流杂乱成网二次组合成网的方法,确保形成面密度较小、强力均匀、质量稳定的麻地膜网。为了增加麻地膜强力,不损坏麻纤维,气流成网机8优先选用杂乱提升罗拉式气流成网机,因为这种成网机的针布使用弹性针布,对纤维几乎没有损伤。而普通无纺布用的气流成网机采用金属针布,对纤维,特别是象麻纤维这类天然纤维损坏大。气流成网机8形成的麻纤维网再送入浸渍机9进行化学粘合,在浸渍机9上用合成类树脂型粘合剂对麻纤维网进行化学粘合固结成膜。在浸渍机9上进行化学粘合时采用饱和浸渍压榨法,粘合剂的上胶量大,易控制,对提高产品布面强力和平整度有很大作用。麻纤维网成膜后再送入预烘燥机10进行烘燥,预烘燥机10宜采用烘筒型烘燥机;预烘燥后再经气压式双辊轧光机11进行热轧表面整理而形成环保型麻地膜产品。为了生产不同用途的麻地膜产品,本发明还设计了表面喷洒涂层机12对麻地膜进行表面处理,表面喷洒涂层机12采用无气喷涂泵对麻地膜进行双面喷涂,无气喷涂泵喷洒量可以调节,喷洒涂层的喷嘴还可以在与麻地膜运行方向垂直的方向上往复移动,这就能使麻地膜两面同时均匀涂层,涂层的厚度还可以适当控制,因此能灵活方便地在麻地膜上喷涂各种不同的试剂,制备出各种具有不同功能和用途的麻地膜产品,比如防水型、防虫型、控草型麻地膜产品,以及在食品、医药、包装以及装饰等行业应用的环保型麻薄膜制品。经过喷洒涂层的麻地膜再通过烘干定型机13烘干定型,烘干定型机13一般也采用烘筒型烘干定型机。本发明在麻地膜的制备过程中,麻纤维网经浸渍粘合成膜后先进行予烘燥,再进行热轧表面整理,最后再烘干定型(或根据需要在对麻地膜进行表面喷洒涂层后再烘干定型),这样就没有破坏麻地膜的防水分子结构,使麻地膜产品的防水性能大大提高。经过烘干定型后的麻地膜最后通过牵伸切边成卷机14切边成卷,则完成了环保型麻地膜的全部生产过程,产品即可检验后出厂。
本发明环保型麻地膜制备装置中所有的单元机生产设备全部使用变频调速器进行调速,使设备的调试和使用极其方便。在电器控制中,整套装置使用同步器进行控制,保证各单元机可以单独高速,也可以整套装置联动运行,实现了环保型麻地膜从原料喂入到生产出合格产品的全自动化生产,保证了环保型麻地膜整套生产设备参数的稳定性,确保了产品质量。同时,采用这种单动和联动相结合的控制方式,大大减轻了操作工人的劳动强度,使操作更方便、快捷。
采用本发明环保型麻地膜制备装置的生产速度为2-12m/min,产品均匀度变异系数≤5%,生产的环保型麻地膜产品规格为20-80g/m2,膜幅宽1.0-2.2m。
环保型麻地膜的制备装置专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。














动态评分
0.0