










专利摘要
本发明涉及一种利用固定提花装造工艺生产多变循环织物的方法,其包括如下工艺步骤:(一)工艺规格设计;(二)纹样设计;(三)铺设组织结构;(四)生成纹板。本发明根据在原来固定装造经密基础上利用龙头的不同针位,可有规律的改变该装造的不同经密,再通过经线的粗细配比及选择不同的组织配置达到不同变化的织物效果。采用该方法,无需再进行吊综工序,采用经线综丝选择性穿法及电子纹版生成方式,纹样可以在机器门幅中的具体位置直接进行意匠处理,实现了循环扩大,避免了纹样设计大小要求而要不停的变换机台、综丝吊法及木板排例等复杂装造的现象。
权利要求
1.一种利用固定提花装造工艺生产多变循环织物的方法,其特征在于:包括如下工艺步骤:
1),工艺规格设计:
1-1.确定织物需要的循环大小要求;
1-2.确定经纬纱线的种类,纱支及经纬密度;
1-3.根据上机门幅及成品门幅确定纬缩;
1-4.根据1、2和3确定所使用机台的循环大小及固定针位的选用,并确定回位大小;
2),纹样设计:
2-1.设计或选择线条感强,独立性强的提花纹样输入计算机;
2-2.将图案进行分色和修稿,使图案边缘光滑过渡;
2-3.将纹样进行位置排放;
2-4.保存成纹织软件能够识别的文件格式;
3),铺设组织结构:
3-1.根据织物表面需要显色的纬线数选定组织的重纬数;
3-2.在花部铺设变化组织;
3-3.在铺好的组织上调整纹针的位置以搭配机器上的穿综结构;
4),生产纹板:
4-1.配置主纹针轧法说明,经点全轧,纬点全不轧;
4-2.制定与提花机穿综装造相对应的样卡文件;
4-3.配置辅助纹针扎法说明,配置选纬组织和边组织;
4-4.生成提花机控制文件。
2.如权利要求1所述的利用固定提花装造工艺生产多变循环织物的方法,其特征在于:所述步骤14中,如简单扩大回位大小时,龙头是N针,固定的密度是P固(单位:根/cm),整机器门幅有M回循环针位,固定的单循环大小为N/P固,幅宽为:m*n/P固;选用龙头针1/K的针进行设计,经密将变为P固/K,织物的单循环大小将变为K*N/P固,扩大了K倍。
3.如权利要求1所述的利用固定提花装造工艺生产多变循环织物的方法,其特征在于:所述步骤1-4中,如改变回位时,龙头是N针,固定的密度是P固(单位:根/cm),整机器门幅有M回循环针位,固定的单循环大小为N/P固,幅宽为:m*n/P固;选用龙头针1/K的针进行主体底部纹样组织设计,另K-1/K的龙头针作为定位处纹样设计,总体经密为P固/K;织物的单循环大小将可以依据纹样位置进行随意的变化。
说明书
【技术领域】
本发明涉及一种织物的生产方法,具体涉及一种利用固定提花装造工艺生产多变循环织物的方法,属于提花织物生产工艺技术领域。
【背景技术】
织造业是中国的传统产业,提花织物又是传统工艺中较为常见而又效果独特的一种织法,该面料的基本外貌特点是用色彩丰富的经纬线利用丰富多彩的构成特定的花纹和图案,花纹或图案具有明显立体线型效果,花型的变化随着提花机龙头的大小而呈现有规律的变化,具有较好的装饰性和美感。若要改变传统提花机装造工艺,制作时间长,生产成本高。
随着时代的发展,人们对提花织物的要求越来越高,各种各样针位的大提花机不断的出现,小龙头的机器受到了很大挑战,甚至面临淘汰。但是要适应现代品种不断变化速度的要求,显然简单的通过改变提花机综丝的吊法或改变龙头针位的大小,其在生产效率,生产工序,生产成本,纹样布局方面仍然受到较大的限制。
因此,为解决上述技术问题,确有必要提供一种创新的利用固定提花装造工艺生产多变循环织物的方法,以克服现有技术中的所述缺陷。
【发明内容】
为解决上述技术问题,本发明的目的在于提供一种利用固定提花装造工艺生产多变循环织物的方法,其在不改变龙头综丝穿法及不改变目板排列等条件下即可实施扩大花循环大小。
为实现上述目的,本发明采取的技术方案为:一种利用固定提花装造工艺生产多变循环织物的方法,其包括如下工艺步骤:
1),工艺规格设计:
1-1.确定织物需要的循环大小要求;
1-2.确定经纬纱线的种类,纱支及经纬密度;
1-3.根据上机门幅及成品门幅确定纬缩;
1-4.根据1、2和3确定所使用机台的循环大小及固定针位的选用,并确定回位大小;
2),纹样设计:
2-1.设计或选择线条感强,独立性强的提花纹样输入计算机;
2-2.将图案进行分色和修稿,使图案边缘光滑过渡;
2-3.将纹样进行位置排放;
2-4.保存成纹织软件能够识别的文件格式;
3),铺设组织结构:
3-1.根据织物表面需要显色的纬线数选定组织的重纬数;
3-2.在花部铺设变化组织;
3-3.在铺好的组织上调整纹针的位置以搭配机器上的穿综结构;
4),生产纹板:
4-1.配置主纹针轧法说明,经点全轧,纬点全不轧;
4-2.制定与提花机穿综装造相对应的样卡文件;
4-3.配置辅助纹针扎法说明,配置选纬组织和边组织;
4-4.生成提花机控制文件。
本发明的利用固定提花装造工艺生产多变循环织物的方法进一步为:所述步骤14中,如简单扩大回位大小时,龙头是N针,固定的密度是P固(单位:根/cm),整机器门幅有M回循环针位,固定的单循环大小为N/P固,幅宽为:m*n/P固;选用龙头针1/K的针进行设计,经密将变为P固/K,织物的单循环大小将变为K*N/P固,扩大了K倍。
本发明的利用固定提花装造工艺生产多变循环织物的方法还可为:所述步骤1-4中,如改变回位时,龙头是N针,固定的密度是P固(单位:根/cm),整机器门幅有M回循环针位,固定的单循环大小为N/P固,幅宽为:m*n/P固;选用龙头针1/K的针进行主体底部纹样组织设计,另K-1/K的龙头针作为定位处纹样设计,总体经密为P固/K;织物的单循环大小将可以依据纹样位置进行随意的变化。
与现有技术相比,本发明具有如下有益效果:
1.本发明的利用固定提花装造工艺生产多变循环织物的方法根据在原来固定装造经密基础上利用龙头的不同针位,可有规律的改变该装造的不同经密,再通过经线的粗细配比及选择不同的组织配置达到不同变化的织物效果。
2.本发明的利用固定提花装造工艺生产多变循环织物的方法无需再进行吊综工序,采用经线综丝选择性穿法及电子纹版生成方式,纹样可以在机器门幅中的具体位置直接进行意匠处理,实现了循环扩大,避免了纹样设计大小要求而要不停的变换机台、综丝吊法及木板排例等复杂装造的现象,是一种生产多变提花面料通用易行的方法,同时还能够应用于小针位提花机产生对称大循环立体感的提花织物设计中去。
3.本发明的利用固定提花装造工艺生产多变循环织物的方法应用于提花面料织造时具有效果明显、设备条件要求低,生产流程短等特点。
【附图说明】
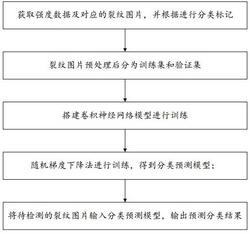
图1是本发明的利用固定提花装造工艺生产多变循环织物的方法的工艺流程图。
【具体实施方式】
请参阅说明书附图1所示,本发明为一种利用固定提花装造工艺生产多变循环织物的方法,其包括如下工艺步骤:
1),工艺规格设计:
1-1.确定织物需要的循环大小要求;
1-2.确定经纬纱线的种类,纱支及经纬密度;
1-3.根据上机门幅及成品门幅确定纬缩;
1-4.根据1、2和3确定所使用机台的循环大小及固定针位的选用,并确定回位大小;
如简单扩大回位大小时,龙头是N针,固定的密度是P固(单位:根/cm),整机器门幅有M回循环针位,固定的单循环大小为N/P固,幅宽为:m*n/P固;选用龙头针1/K的针进行设计,经密将变为P固/K,织物的单循环大小将变为K*N/P固,扩大了K倍。
如改变回位时,龙头是N针,固定的密度是P固(单位:根/cm),整机器门幅有M回循环针位,固定的单循环大小为N/P固,幅宽为:m*n/P固;选用龙头针1/K的针进行主体底部纹样组织设计,另K-1/K的龙头针作为定位处纹样设计,总体经密为P固/K;织物的单循环大小将可以依据纹样位置进行随意的变化。
2),纹样设计:
2-1.设计或选择线条感强,独立性强的提花纹样输入计算机;
2-2.将图案进行分色和修稿,使图案边缘光滑过渡;
2-3.将纹样进行位置排放;
2-4.保存成纹织软件能够识别的文件格式(如:BMP或TIF图像格式);
3),铺设组织结构:
3-1.根据织物表面需要显色的纬线数选定组织的重纬数;
3-2.在花部铺设变化组织;
3-3.在铺好的组织上调整纹针的位置以搭配机器上的穿综结构;
4),生产纹板:
4-1.配置主纹针轧法说明,经点全轧,纬点全不轧;
4-2.制定与提花机穿综装造相对应的样卡文件;
4-3.配置辅助纹针扎法说明,配置选纬组织和边组织;
4-4.生成提花机控制文件。
在试制试验中,经线原料采用米白色的(1/22.2/24.4dtex桑蚕丝8T/cm﹒s×2)7T/cm﹒z。纬线采用最简单的单梭纹组织,纬线选用(1/22.2/24.4dtex桑蚕丝×5)2T/cm﹒z。
实施例1(固定满穿机台不发生变化时)
机上固定经密度:110根/cm;
纬向缩率=4%;
一花纹针数(n)=1200(针);
组织选用前600针是5枚纬缎,后600针是5枚经缎;
那么机上单循环回位最大尺寸只能是:(1200根/110根/厘米)/(1+0.04)=10.5厘米。
实施例2(综丝采用穿1空1时)
机上经线密度:55根/cm;
纬向缩率=4%;
一花纹针数(n)=1200(针);
组织选用前600针是5枚纬缎,后600针是5枚经缎,把前600针纬缎组织移入单数针上,把后600针经缎移入双数针上,相应的机上单数花综丝穿单数针上,机上双数花综丝穿在双数针上;
那么机上单循环回位最大尺寸是:(1200根/55根/厘米)/(1+0.04)=21厘米。
实施例3(综丝采用定位穿)
纬向缩率=4%
一花纹针数(n)=1200(针),机上共6回;
综丝满穿总幅宽为:(1200根/110根/厘米)X13/(1+0.04)=136.5厘米;最大回位只能是(1200根/110根/厘米)/(1+0.04)=10.5厘米。
现将机上经线密度变为:55根/cm;
组织选用前600针和后600针是5枚纬缎,中间6600针是5枚经缎,把前600针纬缎组织移入单数针上,把后600针经缎移入双数针上,相应的机上第1和13花综丝穿双数针上,机上第2到12花综丝穿在双数针上;
那么机上单循环回位最大尺寸就变为136.5厘米,效果就是两边起经缎,中间起纬缎的独立循环的大回位花型,从而在固定的1200针的小提花机装造上只用简单的经线穿法(即经密的变化)实现了循环的扩大。
以上的具体实施方式仅为本创作的较佳实施例,并不用以限制本创作,凡在本创作的精神及原则之内所做的任何修改、等同替换、改进等,均应包含在本创作的保护范围之内。
一种利用固定提花装造工艺生产多变循环织物的方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。













动态评分
0.0