




专利摘要
本发明属于金属塑性成形技术领域,特别提供了一种改适用于解决小断面收缩率轧件心部缺陷的方法及其楔横轧模具。先设计楔横轧模具:根据确定的目标高度H和轧件原始直径的d,将模具的起楔位置至其后的0.5-1.5πd的凸起端面为成形顶面增高段,成形顶面增高段的顶面高度增加δ,δ的取值范围为0.2-0.8%d,单位为mm之后采用斜面自然过渡至椭圆释放精整段,然后将坯料加热到轧制温度,送入到设计得到的两个楔横轧模具之间采用这种楔横轧模具设计方法生产出的小断面收缩率轴类零件,能避免通常容易出现的心部缺陷,简单有效的解决了楔横轧小断面收缩率轴类零件的心部质量问题,坯料在模具作用下做回转运动,轧制成具有小断面收缩率的轧件。
权利要求
1.一种解决小断面收缩率轧件心部缺陷的方法,其特征在于,该方法具体包括以下步骤:
步骤1.设计楔横轧模具:
1.1根据轧件的目标压下量确定楔横轧模具的顶面目标高度为H;
1.2根据确定的目标高度H和轧件原始直径的d,将模具的起楔位置至其后的0.5-1.5πd的凸起端面为成形顶面增高段,其中,d为轧件原始直径之间,所述成形顶面增高段的顶面高度增加δ,δ的取值范围为0.2-0.8%d,单位为mm,之后采用斜面自然过渡至椭圆释放精整段,所述椭圆释放精整段的顶面高度与所述模具顶面目标高度H相等,所述椭圆释放精整段的长度为0.8-1.0πd,单位为mm;剩余为脱空段,所述脱空段中间部分顶面高度降低进行了脱空,脱空深度为0.5~1mm;
步骤2.轧制:将坯料加热到轧制温度,送入到经步骤1设计得到的两个楔横轧模具之间,坯料在模具作用下做回转运动,轧制成具有小断面收缩率的轧件。
2.根据权利要求1所述的方法,其特征在于,所述斜面M的长度为0.1πd,单位为mm,d为轧件原始直径。
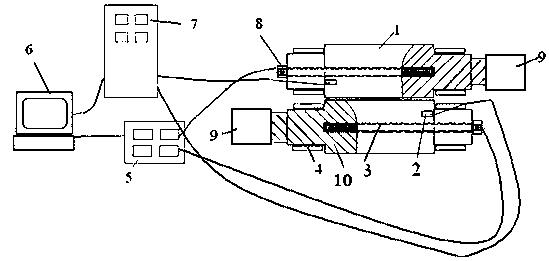
3.一种使用如权利要求1所述的方法的楔横轧模具,该楔横轧模具包括模具主体(1)、楔入段、展宽段(2)和精整段,其特征在于,所述展宽段(2)包括从前到后依次设置的成形顶面增高段(2-1)、椭圆释放精整段(2-2)和脱空段(2-3),所述成形顶面增高段(2-1)的顶面高度高于所述椭圆释放精整段(2-3)的顶面高度,二者之间的顶面高度的高度差为δ,δ取值范围为0.2-0.8%d,单位为mm,且所述成形顶面增高段(2-1)与所述椭圆释放精整段(2-2)之间通过斜面(2-4)过渡衔接,所述斜面(2-4)的长度为0.1πd,单位为mm,d为待轧制轧件原始直径。
4.根据权利要求3所述的楔横轧模具,其特征在于,所述成形顶面增高段(2-1)的长度为(0.5-1.5)πd,单位为mm,d为待轧制轧件原始直径。
5.根据权利要求3所述的楔横轧模具,其特征在于,所述椭圆释放精整段(2-2)的长度为(0.8-1.0)πd,单位为mm,d为待轧制轧件原始直径。
说明书
技术领域
本发明属于金属塑性成形技术领域,特别提供了一种改适用于解决楔横轧小断面收缩率轧件容易出现的心部缺陷问题的解决小断面收缩率轧件心部缺陷的方法及其楔横轧模具。
技术背景
楔横轧工艺具有高效、节材,生产环境好等优点,已经在成形实心轴类零件上有了广泛的应用,但是在心部位置附近容易出现的心部疏松和孔腔缺陷是楔横轧实心零件的一个主要问题,尤其是小断面收缩率轧件疏松和孔腔的几率较大。楔横轧成形断面收缩率小于30%的轧件时,轧件发生表面变形,不容易向内部渗透,金属轴向流动困难。部分金属由于不能实现充分的轴向流动在轧过的部分堆积,导致模具顶圆对其反复揉搓,在轧件心部产生较大的拉应力而出现心部缺陷,形成疏松甚至孔腔,特别在轧件的对称中心截面附近最为显著。通常可以采用改变模具工艺参数的办法控制心部缺陷,但对于小断面收缩率轧件,改变成形角的效果不显著,降低展宽角又会导致模具辊面长度增加。
发明内容
为了解决上述问题,本发明的目的在于提供一种结构简单,使用方便,效果跟好的解决小断面收缩率轧件心部缺陷的方法及其楔横轧模具。
本发明的技术方案是:一种解决小断面收缩率轧件心部缺陷的方法,该方法具体包括以下步骤:
步骤1.设计楔横轧模具:
1.1根据轧件的目标压下量确定模具顶面目标高度为H;
1.2根据确定的目标高度H和轧件原始直径的d,将模具的起楔位置至其后的0.5-1.5πd的凸起端面为成形顶面增高段,其中,d为轧件原始直径之间,所述成形顶面增高段的顶面高度增加δ,δ的取值范围为0.2-0.8%d,单位为mm,之后采用斜面自然过渡至椭圆释放精整段,所述椭圆释放精整段的顶面高度与所述模具顶面目标高度H相等,所述椭圆释放精整段的长度为0.8-1.0πd,单位为mm;剩余为脱空段,所述脱空段中间部分顶面高度降低进行了脱空,脱空深度为0.5-1mm;
步骤2.轧制:将坯料加热到轧制温度,送入到经步骤1设计得到的两个楔横轧模具之间,坯料在模具作用下做回转运动,轧制成具有小断面收缩率的轧件。
进一步,所述斜面的长度为0.1πd,单位为mm,d为轧件原始直径。
本发明的另一目的是提供上述方法使用的楔横轧模具,该模具包括该楔横轧模具包括模具主体1、楔入段、展宽段和精整段,所述展宽段包括从前到后依次设置的成形顶面增高段、椭圆释放精整段和脱空段,所述成形顶面增高段的顶面高度高于所述椭圆释放精整段的顶面高度,二者之间的顶面高度的高度差为δ,δ为0.1-1mm,且所述成形顶面增高段与所述椭圆释放精整段之间通过斜面过渡衔接,所述斜面的长度为0.1πd,d为待轧制轧件原始直径。
进一步,所述成型顶面增高段的长度为(0.5-1.5)πd,d为待轧制轧件原始直径。
进一步,所述成椭圆释放精整段的长度为(0.8-1.0)πd,d为待轧制轧件原始直径。
本发明实现原理如下:
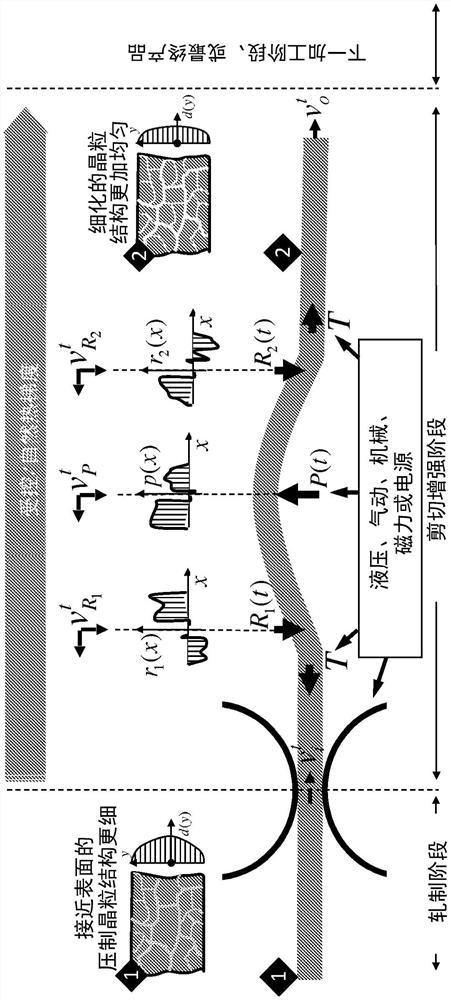
楔横轧小断面收缩率轧件,当轧后部分没实现充分轴向流动,金属滞留使轧件横截面呈现椭圆状态,模具顶面对轧件椭圆进行圆整,反复揉搓,容易导致轧件出现心部疏松甚至空腔,缺陷由轧件的对称中心截面向两侧扩展。采用增加中心截面附近模具顶面高度的方法,对应图1的A段,使轧件初始压下量大于目标压下量,滞留金属部分产生的椭圆截面短轴小于轧件的目标直径(如图5.a),长短轴的平均直径接近于轧件的目标直径。而后在模具B段,顶面高度对应目标压下量时,椭圆截面被释放,模具将轧件轧后部分逐渐圆整到目标直径(如图5.b)。通过这种方法,避免了滞留金属被模具反复揉搓产生的拉应力,降低了心部缺陷的可能性,使小断面收缩率的成形条件改善。
本发明的技术方案适用于两辊和板式楔横轧小断面收缩率轴类零件。采用这种楔横轧模具设计方法生产出的小断面收缩率轴类零件,能避免通常容易出现的心部缺陷,简单有效的解决了楔横轧小断面收缩率轴类零件的心部质量问题。
附图说明
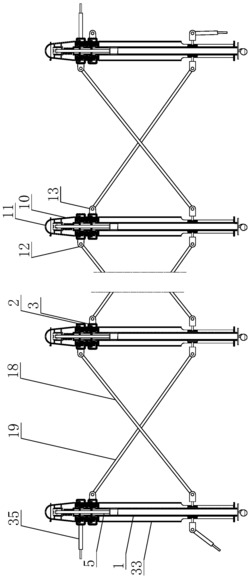
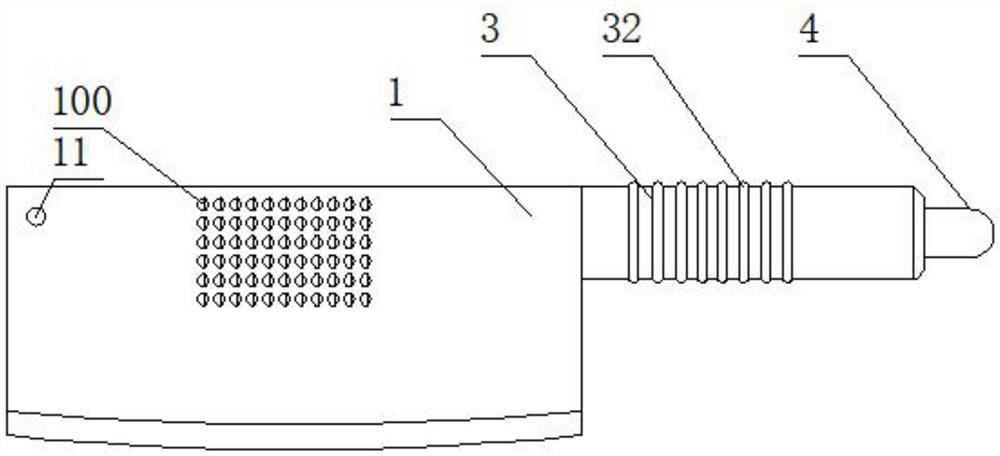
图1为改变楔横轧模具顶面高度的模具展开图。
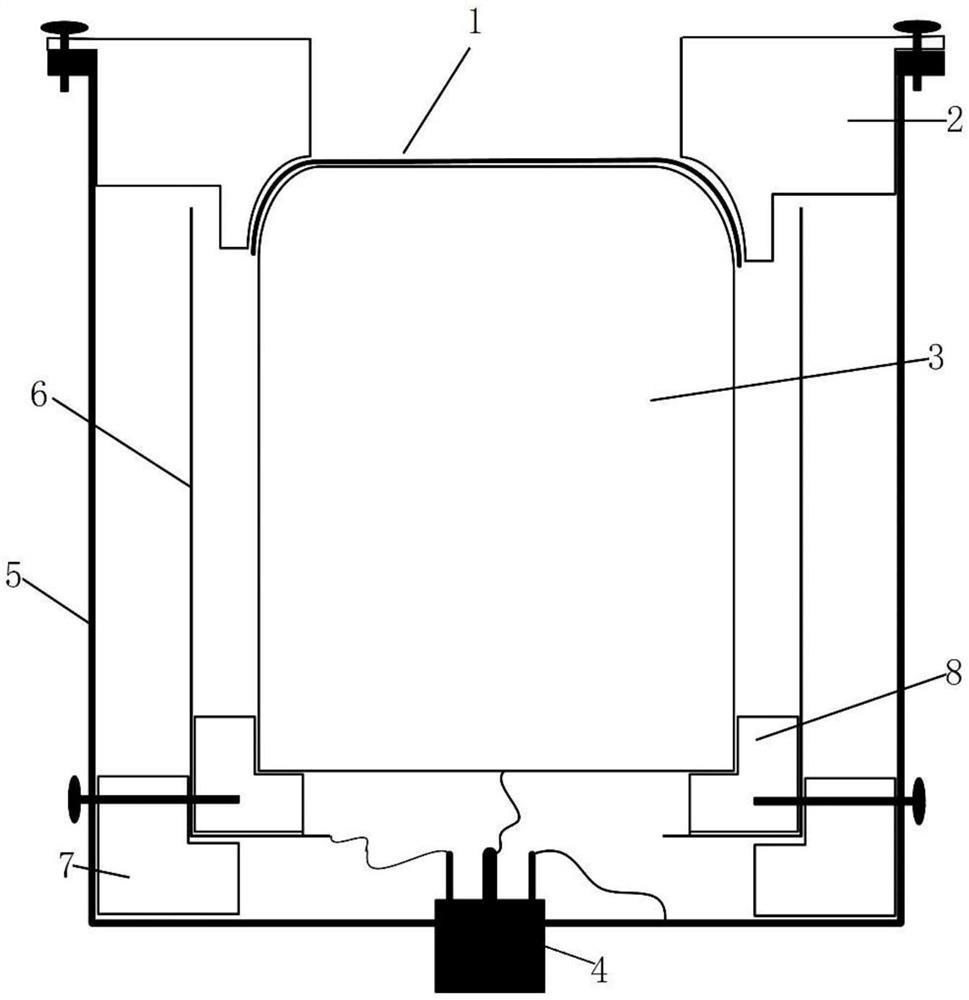
图2为改变楔横轧模具顶面高度的模具侧视图。
图3.为改变楔横轧模具顶面高度的模具展开图的C-C位置剖面图。
图4.为改变楔横轧模具顶面高度的模具展开图的D-D位置剖面图。
图5为改变楔横轧模具成形顶面解决小断面收缩率心部缺陷的轧制原理图,图5.(a)为A段模具与轧件椭圆截面的关系,图5.(b)为B段模具将轧件由椭圆截面圆整为圆截面的关系。
图中:
1.模具主体,2.展宽段,2-1.成形顶面增高段,2-2.椭圆释放精整段,2-3.脱空段,2-4.斜面,3.轧件。
具体实施方式
本发明是通过改善楔横轧模具,解决小断面收缩率轧件心部缺陷,保证楔横轧小断面收缩率轧件的成形质量。
如图1-4所示,本发明一种解决小断面收缩率轧件心部缺陷的楔横轧模具,该楔横轧模具包括模具主体1、楔入段、展宽段2和精整段,所述展宽段2包括从前到后依次设置的成形顶面增高段2-1、椭圆释放精整段2-2和脱空段2-3,所述成形顶面增高段2-1的顶面高度高于所述椭圆释放精整段2-3,二者之间的顶面高度的高度差为δ,δ为0.1-1mm,且所述成形顶面增高段2-1与所述椭圆释放精整段2-2之间通过斜面2-4过渡衔接,所述斜面2-4的长度为0.1πd,单位为mm,d为待轧制轧件原始直径。所述成形顶面增高段2-1的长度为0.5-1.5πd,单位为mm,d为待轧制轧件原始直径,所述椭圆释放精整段2-2的长度为0.8-1.0πd,单位为mm,d为待轧制轧件原始直径。
一种使用上述楔横轧模具解决小断面收缩率轧件心部缺陷的方法,该方法具体包括以下步骤:
步骤1.设计模具:
1.1根据轧件的目标压下量确定模具顶面目标高度为H;
1.2根据确定的目标高度H和轧件原始直径的d,将模具的起楔位置至其后的0.5-1.5πd的凸起端面为成形顶面增高段,其中,d为轧件原始直径之间,所述成形顶面增高段的顶面高度增加δ,δ的取值范围为0.1-1mm,之后采用斜面自然过渡至椭圆释放精整段,所述椭圆释放精整段的顶面高度与所述模具顶面目标高度H相等,所述椭圆释放精整段的长度为0.8-1.0πd,单位为mm;剩余为脱空段,所述脱空段中间部分顶面高度降低进行了脱空,脱空深度为0.5~1mm;
步骤2.轧制:将坯料加热到轧制温度,送入到经步骤1设计得到的两个楔横轧模具之间,坯料在模具作用下做回转运动,轧制成具有小断面收缩率的轧件。
实施例1
采用改变楔横轧模具顶面高度成形小断面收缩率零件,解决其心部缺陷。轧件原始直径d为40mm,断面收缩率为28%,在模具加工时将模具起楔位置至其后的65mm之间的A段区域顶面高度增加δ为0.1mm。之后将模具顶面降到目标高度,留100mm的B段精整区域再将轧后部分脱空;将坯料加热到轧制温度,送入上述两个楔横轧模具之间,坯料在模具作用下做回转运动,轧制成无心部缺陷的小断面收缩率轧件。
实施例2
采用改变楔横轧模具顶面高度成形小断面收缩率零件,解决其心部缺陷。轧件原始直径d为100mm,断面收缩率为25%,在模具加工时将模具起楔位置至其后的300mm之间的A段区域顶面高度增加δ为0.3mm。之后将模具顶面降到目标高度,留280mm的B段精整区域再将轧后部分脱空;将坯料加热到轧制温度,送入上述两个楔横轧模具之间,坯料在模具作用下做回转运动,轧制成无心部缺陷的小断面收缩率轧件。
实施例3
采用改变楔横轧模具顶面高度成形小断面收缩率零件,解决其心部缺陷。轧件原始直径d为210mm,断面收缩率为20%,在模具加工时将模具起楔位置至其后的990mm之间的A段区域顶面高度增加δ为1mm。之后将模具顶面降到目标高度,留660mm的B段精整区域再将轧后部分脱空;将坯料加热到轧制温度,送入上述两个楔横轧模具之间,坯料在模具作用下做回转运动,轧制成无心部缺陷的小断面收缩率轧件。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同限定。
解决小断面收缩率轧件心部缺陷的方法及其楔横轧模具专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。











动态评分
0.0