

IPC分类号 : B21B1/36I,B21B1/40I,B21B27/02I,B21B37/00I,B21B45/02I,B21B29/00I







专利摘要
本发明公开了一种制备高强度极薄带的组合成形方法,涉及金属轧制技术领域。本发明采用四辊轧机通过粗轧和精轧制备出高强度不锈钢极薄带,具体步骤为:步骤一、焊接轧件和牵引带,将轧件在四辊轧机上穿带;步骤二、对轧件施加张力和预压紧力;步骤三、设置辊速,使用异步+张力+预压紧力组合成型工艺对轧件粗轧;步骤四、调节对扎件施加的张力和预压紧力;步骤五、再次设置辊速使用组合成型工艺对轧件精轧。本发明使用的组合成型工艺能使轧件更易减薄,省去了中间退火工艺,提高了生产效率,降低了生产成本,整个轧制过程仅用冷轧方式,得到的不锈钢极薄带表面平整,抗拉强度达到1.5GPa,可替代现有技术生产的高强度极薄带。
权利要求
1.一种制备高强度极薄带的组合成形方法,其特征在于,包括如下步骤:
步骤一、将轧件与牵引带进行固定,将固定好的轧件在四辊异步轧机上进行穿带;
步骤二、对穿带完成后的轧件施加张力和预压紧力;施加的张力值为不锈钢带材轧件屈服强度的50%~55%,施加的预压紧力为60~90t;
步骤三、粗轧:设置工作辊的辊速,使用异步+张力+预压紧力组合成型工艺,对轧件进行可逆冷轧;粗轧为多道次可逆轧制,轧制工艺参数为:工作辊粗糙度Ra为0.45~0.8μm、直径为60~10mm,支承辊粗糙度Ra为0.5~1.0μm、直径为180~350mm,辊速为90~140m/min,快速工作辊与慢速工作辊线速度比值为1.1~1.3,轧制道次为5~12道次,总变形量达到50%以上;
步骤四、调节对轧件施加的张力和预压紧力;施加的张力值调节至不锈钢带材轧件屈服强度的20%~30%,施加的预压紧力调节至17~30t;
步骤五、精轧:再次设置工作辊的辊速,并使用异步+张力+预压紧力组合成型工艺,对轧件进行可逆冷轧;精轧为多道次可逆轧制,轧制工艺参数为:工作辊粗糙度Ra为0.02~0.04μm、直径为30~50mm,支承辊粗糙度Ra为0.06~1.0μm、直径为120~150mm,辊速为170~250m/min,快速工作辊与慢速工作辊线速度比值为1.3~1.5,轧制道次为11~15道次,总变形量达到93.7%以上;
粗轧和精轧中,快速辊和慢速辊的辊速在每进行一个新的道次的轧制时会进行对调。
2.根据权利要求1所述的一种制备高强度极薄带的组合成形方法,其特征在于:步骤三粗轧中,辊速由0加速至稳定值用时7~10s,由稳定值减速至0用时3~6s。
3.根据权利要求2所述的一种制备高强度极薄带的组合成形方法,其特征在于:步骤五精轧中,辊速由0加速至稳定值用时8~12s,由稳定值减速至0用时4~8s。
4.根据权利要求3所述的一种制备高强度极薄带的组合成形方法,其特征在于:粗轧和精轧过程中,均对轧件喷淋润滑油,每次喷淋3~5s,时间间隔为5~10s。
说明书
技术领域
本发明属于金属轧制技术领域,更具体地说,涉及一种制备高强度极薄带的组合成形方法。
背景技术
随着通讯信息、航空航天等行业的飞速发展,市场对各种高强度金属极薄带材需求量的急骤上升,各种金属及合金极薄带材种类日益增多,应用范围不断扩大。铜、铝、钛等金属及其合金极薄带拥有较高的几何精度和特殊的物理机械性能,尤其是不锈钢极薄带,因其优异的强度、精度及表面光洁度,在各个领域有着巨大的需求。
但制备产品质量优良的金属极薄带材的工艺控制难度较大,先进工艺掌握在外国厂家手中,高端产品的生产长期被日本、德国等少数国家垄断,目前我国虽然能生产出高强度的极薄带材,但制备方法主要为使用多辊轧机冷轧,以通过减小工作辊辊径的方式来对带材进一步压下,再加以中间退火工序来提高薄带的塑性,才能使其减薄至一定厚度,获得高强度的极薄带。这种制备工艺所用设备价格高昂,且其制备过程需要消耗较多的能源,因此需要更加好的方法来制得高强度极薄带,在保证极薄带质量的同时简化生产工序、节省生产成本。
经检索,中国专利号ZL201510541593.7,授权公告日2017年4月5日,发明创造名称为:一种镁及镁合金极薄带的轧制方法,该申请案的工艺步骤为:(1)镁或镁合金板的均匀化处理;(2)镁或镁合金板的二辊同步热轧;(3)镁或镁合金薄带的热处理;(4)镁或镁合金薄带的可逆四辊异步冷轧;(5)镁或镁合金薄带的负辊缝异步冷轧,制备得到厚度为1~5μm的镁或镁合金极薄带。该申请案解决了镁或镁合金极薄带边部裂纹产生和异速比过大引起的板形问题,实现镁或镁合金极薄带冷轧制作的同时提高了其在室温下的塑性变形能力,且对设备要求较低。但该申请案用到了两种轧机,在极薄带材的制备过程中需要更换轧机,且需要数次中间退火工艺,制备工艺仍有些繁琐,且耗费能源。
发明内容
1.发明要解决的技术问题
本发明的目是为了克服现有技术中,制备极薄带材成本较高的问题,提出了一种制备高强度极薄带的组合成形方法,本发明可以利用普通的四辊轧机轧制出极薄带,省去了轧制过程的热处理工序,简化了生产工序,降低了生产成本。
2.技术方案
为达到上述目的,本发明提供的技术方案为:
本发明的一种制备高强度极薄带的组合成形方法,包括如下步骤:
步骤一、将轧件与牵引带进行固定,将固定好的轧件在四辊异步轧机上进行穿带;
步骤二、对穿带完成后的轧件施加张力和预压紧力;
步骤三、粗轧:设置工作辊的辊速,使用异步+张力+预压紧力组合成型工艺,对轧件进行可逆冷轧;
步骤四、调节对轧件施加的张力和预压紧力;
步骤五、精轧:再次设置工作辊的辊速,并使用异步+张力+预压紧力组合成型工艺,对轧件进行可逆冷轧。
作为本发明更进一步地改进,步骤二中施加的张力值为不锈钢带材轧件屈服强度的50%~55%,施加的预压紧力为60~90t。
作为本发明更进一步地改进,步骤三的粗轧为多道次可逆轧制,轧制工艺参数为:工作辊粗糙度Ra为0.45~0.8μm、直径为60~10mm,支承辊粗糙度Ra为0.5~1.0μm、直径为180~350mm,辊速为100~140m/min,快速工作辊与慢速工作辊线速度比值为1.1~1.3,轧制道次为5~12道次,总变形量达到50%以上。
作为本发明更进一步地改进,步骤三粗轧中,辊速由0加速至稳定值用时7~10s,由稳定值减速至0用时3~6s。
作为本发明更进一步地改进,步骤四中施加的张力值调节至不锈钢带材轧件屈服强度的20%~30%,施加的预压紧力调节至17~30t。
作为本发明更进一步地改进,步骤五的精轧为多道次可逆轧制,轧制工艺参数为:工作辊粗糙度Ra为0.02~0.04μm、直径为30~50mm,支承辊粗糙度Ra为0.06~1.0μm、直径为120~150mm,辊速为220~250m/min,快速工作辊与慢速工作辊线速度比值为1.3~1.5,轧制道次为11~15道次,总变形量达到93.7%以上。
作为本发明更进一步地改进,步骤五精轧中,辊速由0加速至稳定值用时8~12s,由稳定值减速至0用时4~8s。
作为本发明更进一步地改进,粗轧和精轧中,快速辊和慢速辊的辊速在每进行一个新的道次的轧制时会进行对调。
作为本发明更进一步地改进,粗轧和精轧过程中,均对轧件喷淋润滑油,每次喷淋3~5s,时间间隔为5~10s。
3.有益效果
采用本发明提供的技术方案,与已有的公知技术相比,具有如下显著效果:
(1)本发明的一种制备高强度极薄带的组合成形方法,其设计异步+张力+预压紧力组合成型工艺,对不锈钢带进行多道次轧制,薄带在处于异步轧制状态的情况下,因设置两个工作辊在不同辊速下运动,使得薄带在轧制区受到剪切变形作用;同时,通过在不同轧制阶段对薄带施加的不同张力和预压紧力,使薄带在轧制过程中受到理想的拉拔和压缩作用,更易薄带减薄且轧制过程稳定,得到的极薄带抗拉压强度良好,能达到1.5GPa以上。
(2)本发明的一种制备高强度极薄带的组合成形方法,和现有的高强度极薄带生产工艺相比较,其整个轧制工艺仅使用现有普通的四辊轧机,简化了轧制过程,节省了生产成本;同时利用组合成型工艺,省去了轧制过程的热处理工序,省去了退火工艺的时间和成本,提高了生产效率,且生产出的极薄带表面质量良好,能够替代现有技术生产的高强度极薄带,应用前景良好。
(3)本发明的一种制备高强度极薄带的组合成形方法,对加工工艺进行了优化,轧制开始时辊速由0增加为稳定值、轧制结束时辊速由稳定值减少为0时,均使用在线无极调速,使辊速变化经历的时间减少,减小了机械振动对轧制过程的影响,使轧制过程更稳定,提高了板形精度。
附图说明
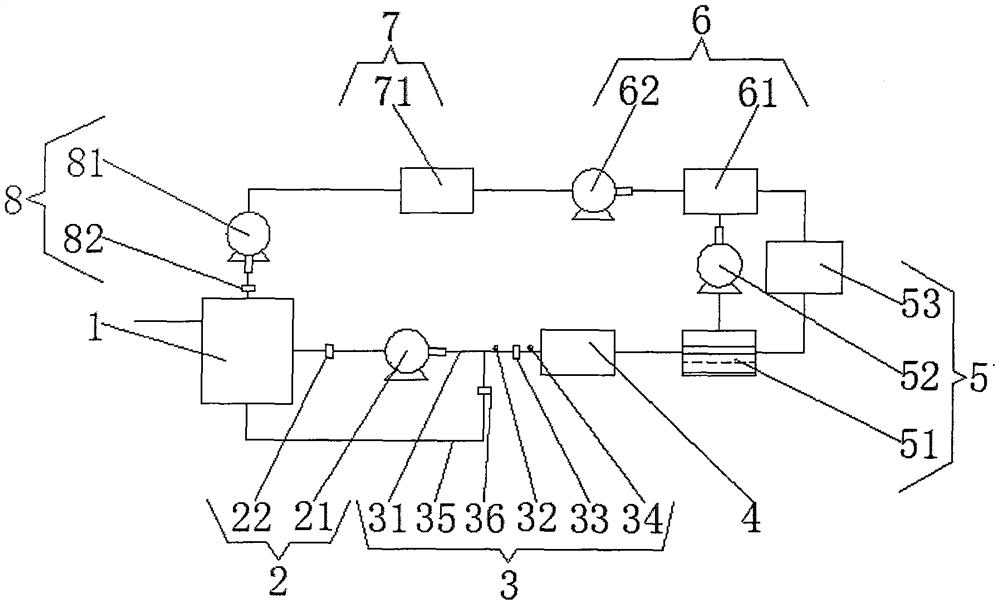
图1为本发明高强度极薄带轧制的工艺流程图。
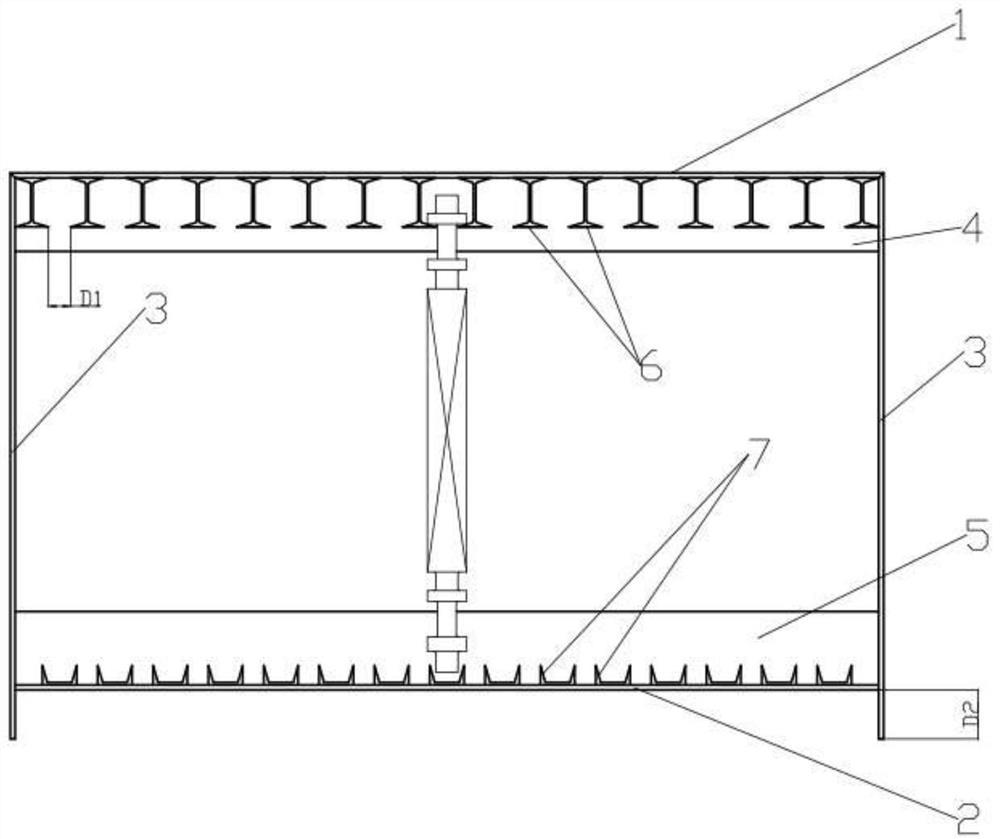
图2为本发明中使用异步+张力+预紧压力组合成形技术的轧制示意图。
示意图中的标号说明:
1、轧辊;2、薄带。
具体实施方式
为进一步了解本发明的内容,结合附图和实施例对本发明作详细描述。
实施例1
结合图1,本实施例的一种制备高强度极薄带的组合成形方法,采用异步+张力+预压紧力组合成型工艺,经过粗轧和精轧,能将厚度为5mm的304不锈钢带材轧制成厚度为50μm的高强度不锈钢极薄带。具体实施步骤为:
步骤一、将长度为350mm、厚度为5mm的304不锈钢带与牵引带进行焊接固定,再将固定好的不锈钢带在四辊异步冷轧机上进行穿带。
步骤二、对穿带完成后的不锈钢带施加前后张力,张力值为等厚度304不锈钢带材屈服强度的50%,前后张力施加完成后,再施加预压紧力,预压紧力的值为90t。
步骤三、设置工作辊的辊速,对不锈钢带进行多道次可逆冷轧,得到厚度为0.8mm的不锈钢薄带。其中所述参数设置为:工作辊粗糙度Ra为0.8μm、直径为100mm,支承辊粗糙度Ra为1.0μm、直径为350mm,快速辊辊速为100m/min,快速工作辊与慢速工作辊线速度比值为1.1,轧制道次为12道次,总变形量达到84%。
值得说明的是,薄带2自两轧辊1之间穿过(参看图2),两个轧辊1的旋转方向均与薄带2前进方向一致。本实施例所采用的异步+张力+预压紧力组合成型工艺,其所谓的异步轧制即为异速轧制,通过控制两个轧辊1的速度不同(具体到本实施例为快速工作辊与慢速工作辊线速度比值为1.1),使薄带2在轧制区受到剪切变形作用而更易减薄。所谓张力即为在薄带2的两端施加张力,本实施例设置张力值为等厚度304不锈钢带材屈服强度的50%,不仅方便了轧制中薄带2进一步减薄,且能使轧制过程更平稳。所谓预压紧力即为在轧制开始前调节两个轧辊1压向薄带2的力,该预压紧力如何与辊速、张力相匹配,对于薄带2能否按照需求进一步减薄是十分重要的,本实施例经过多次实验,确定预压紧力的值为90t时,与上文所述辊速、张力的设定值最相匹配,基本能够达到在12道次合理轧制次数范围内,薄带总变形量达到84%的目的。
另外,现有极薄带轧制技术中,提速和降速的过程中的振动现象是无法完全避免的,而匀速稳定阶段的振动是很小的,为了减小轧制时的振动现象,使轧制过程更稳定、板形尺寸更均匀,本实施例的轧辊辊速快速变化,具体为,轧辊速度由0加速至100m/min,用时为7s,每道次轧制终了时,速度由100m/min减速至0,用时为3s。
在轧制中,每开始一个道次的轧制时,将快速辊和慢速辊的速度进行对调,以减少不锈钢薄带上下两面的结构差异,使轧件组织均匀。同时,为了调控变形区的摩擦力以及对不锈钢薄带进行冷却,还会在轧制过程中喷淋润滑油,每次喷淋3s,时间间隔为5s,在不锈钢薄带出口处利用被动毛刷将其表面的润滑油刮掉。
步骤四、调整对不锈钢薄带施加的张力和预压紧力,张力值为等厚度304不锈钢带材屈服强度的30%,前后张力施加完成后,再施加预压紧力,预压紧力的值为30t。
其中施加张力的目的是为了促进轧制过程的进行,也是为了让极薄带卷得到良好的板形,但随着极薄带的不断减薄,边部微裂纹的影响也就越大,在进行到精轧步骤时,极薄带已经减薄了许多,此时需要减少张力,否则可能使薄带撕裂或轧断;施加预压紧力是为了促进薄带的减薄,但进行到精轧步骤时,预压紧力不宜过大,否则可能使极薄带轧断或板形不均匀。
步骤五、再次设置工作辊的辊速,对不锈钢薄带进行多道次可逆冷轧,得到厚度为50μm的不锈钢薄带。所述轧制工艺参数为:工作辊粗糙度Ra为0.04μm、直径为50mm,支承辊粗糙度Ra为0.1μm、直径为150mm,快速辊辊速为220m/min,轧辊速度由0加速至220m/min,用时为8s,速度由220m/min减速至0,用时为4s,快速工作辊与慢速工作辊线速度比值为1.3,轧制道次为11道次,总变形量达到93.7%,喷淋润滑油的时间间隔为7s,每次喷淋3s。
本实施例的组合成型工艺能使薄带在轧制过程中受到拉拔和压缩的同步作用,更易减薄。和现有的高强度极薄带生产工艺相比较,其整个轧制工艺仅使用现有普通的四辊轧机,简化了轧制过程,且所用工作辊的辊径较大,润滑效果好,使轧辊磨损较小,能够延长轧辊得使用寿命,也减少了换辊次数,节省了生产成本。
同时利用组合成型工艺,省去了轧制过程的热处理工序,省去了退火工艺的时间和成本,提高了生产效率,且生产出的极薄带表面质量良好,经测量,制备得到的50μm高强度不锈钢极薄带,总延展率达到9000%以上,其抗拉强度达到1.2GPa以上,比普通不锈钢极薄带高出许多,表面粗糙度达到0.06μm,尺寸精确度很高,板形均匀,能够替代现有技术生产的高强度极薄带,应用前景良好。
实施例2
本实施例的一种制备高强度极薄带的组合成形方法,将厚度为2mm的201不锈钢带材轧制成厚度为20μm的高强度不锈钢极薄带,轧制过程基本同实施例1,其不同之处在于,轧制过程的参数不同,具体如下:
步骤一、将长度为400mm、厚度为2mm的201不锈钢带与牵引带进行焊接固定,再将固定好的不锈钢带在四辊异步冷轧机上进行穿带。
步骤二、对穿带完成后的不锈钢带施加前后张力,张力值为等厚度201不锈钢带材屈服强度的55%,前后张力施加完成后,再施加预压紧力,预压紧力的值为70t。
步骤三、设置工作辊的辊速,对不锈钢带进行多道次可逆冷轧,得到厚度为0.6mm的不锈钢薄带。其中所述参数设置为:工作辊粗糙度Ra为0.6μm、直径为80mm,支承辊粗糙度Ra为0.8μm、直径为300mm,快速辊辊速为120m/min,轧辊速度由0加速至120m/min,用时为9s,速度由120m/min减速至0,用时为5s,快速工作辊与慢速工作辊线速度比值为1.2,轧制道次为8道次,总变形量达到70%,喷淋润滑油的时间间隔为7s,每次喷淋4s。
步骤四、调整对不锈钢薄带施加的张力和预压紧力,张力值为等厚度201不锈钢带材屈服强度的25%,前后张力施加完成后,再施加预压紧力,预压紧力的值为20t。
步骤五、再次设置工作辊的辊速,对不锈钢薄带进行多道次可逆冷轧,得到厚度为20μm的不锈钢薄带,所述轧制工艺参数为:工作辊粗糙度Ra为0.03μm、直径为30mm,支承辊粗糙度Ra为0.08μm、直径为120mm,快速辊辊速为240m/min,轧辊速度由0加速至240m/min,用时为11s,速度由240m/min减速至0时,用时为7s,快速工作辊与慢速工作辊线速度比值为1.4,轧制道次为14道次,总变形量达到96%,喷淋润滑油的时间间隔为8s,每次喷淋4s。
实施例3
本实施例的一种制备高强度极薄带的组合成形方法,将厚度为1.4mm的430不锈钢带材轧制成厚度为10μm的高强度不锈钢极薄带,轧制过程基本同实施例1,其不同之处在于,轧制过程的参数不同,具体如下:
步骤一、将长度为500mm、厚度为1.4mm的430不锈钢带与牵引带进行焊接固定,再将固定好的不锈钢带在四辊异步冷轧机上进行穿带。
步骤二、对穿带完成后的不锈钢带施加前后张力,张力值为等厚度430不锈钢带材屈服强度的53%,前后张力施加完成后,再施加预压紧力,预压紧力的值为62t。
步骤三、设置工作辊的辊速,对不锈钢带进行多道次可逆冷轧,得到厚度为0.55mm的不锈钢薄带。其中所述参数设置为:工作辊粗糙度Ra为0.5μm、直径为60mm,支承辊粗糙度Ra为0.6μm、直径为180mm,快速辊辊速为140m/min,轧辊速度由0加速至140m/min,用时为10s,速度由140m/min减速至0,用时为6s,快速工作辊与慢速工作辊线速度比值为1.2,轧制道次为8道次,总变形量达到60.7%,喷淋润滑油的时间间隔为6s,每次喷3s。
步骤四、调整对不锈钢薄带施加的张力和预压紧力,张力值为等厚度430不锈钢带材屈服强度的25%,前后张力施加完成后,再施加预压紧力,预压紧力的值为18t。
步骤五、再次设置工作辊的辊速,对不锈钢薄带进行多道次可逆冷轧,得到厚度为10μm的不锈钢薄带,轧制工艺参数为:工作辊粗糙度Ra为0.02μm、直径为40mm,支承辊粗糙度Ra为0.06μm、直径为130mm,快速辊辊速为250m/min,轧辊速度由0加速至250m/min,用时为12s,速度由250m/min减速至0,用时为8s,快速工作辊与慢速工作辊线速度比值为1.4,轧制道次为15道次,总变形量达到98%,喷淋润滑油的时间间隔为9s,每次喷淋4s。
实施例4
本实施例的一种制备高强度极薄带的组合成形方法,将厚度为1.0mm的304不锈钢带材轧制成厚度为9μm的高强度不锈钢极薄带,轧制过程基本同实施例1,其不同之处在于,轧制过程的参数不同,具体如下:
步骤一、将长度为500mm、厚度为1.0mm的304不锈钢带与牵引带进行焊接固定,再将固定好的不锈钢带在四辊异步冷轧机上进行穿带。
步骤二、对穿带完成后的不锈钢带施加前后张力,张力值为等厚度304不锈钢带材屈服强度的55%,前后张力施加完成后,再施加预压紧力,预压紧力的值为60t。
步骤三、设置工作辊的辊速,对不锈钢带进行多道次可逆冷轧,得到厚度为0.5mm的不锈钢薄带。其中所述参数设置为:工作辊粗糙度Ra为0.45μm、直径为60mm,支承辊粗糙度Ra为0.5μm、直径为180mm,快速辊辊速为140m/min,轧辊速度由0加速至140m/min,用时为10s,速度由140m/min减速至0,用时为6s,快速工作辊与慢速工作辊线速度比值为1.3,轧制道次为5道次,总变形量达到50%,喷淋润滑油的时间间隔为10s,每次喷淋5s。
步骤四、调整对不锈钢薄带施加的张力和预压紧力,张力值为等厚度304不锈钢带材屈服强度的20%,前后张力施加完成后,再施加预压紧力,预压紧力的值为17t。
步骤五、再次设置工作辊的辊速,对不锈钢薄带进行多道次可逆冷轧,得到厚度为9μm的不锈钢薄带,轧制工艺参数为:工作辊粗糙度Ra为0.02μm、直径为30mm,支承辊粗糙度Ra为0.06μm、直径为120mm,快速辊辊速为250m/min,轧辊速度由0加速至250m/min,用时为12s,速度由250m/min减速至0,用时为8s,快速工作辊与慢速工作辊线速度比值为1.5,轧制道次为15道次,总变形量达到98%,喷淋润滑油的时间间隔为7s,每次喷淋3s。
以上示意性的对本发明及其实施方式进行了描述,该描述没有限制性,附图中所示的也只是本发明的实施方式之一,实际的结构并不局限于此。所以,如果本领域的普通技术人员受其启示,在不脱离本发明创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本发明的保护范围。
一种制备高强度极薄带的组合成形方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。





动态评分
0.0