










专利摘要
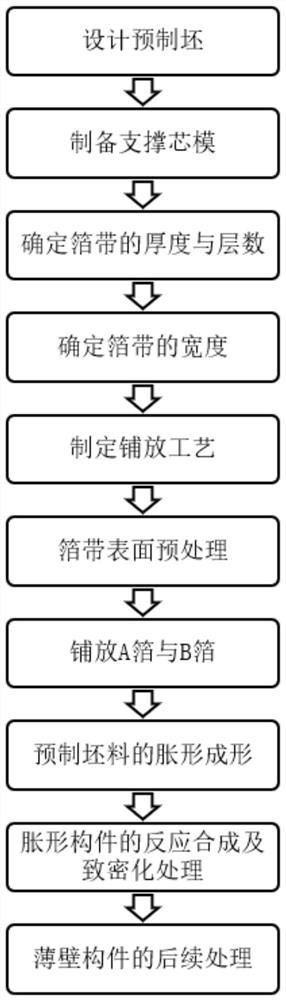
本发明属于金属间化合物曲面薄壁构件成形制造技术领域,提供了一种采用金属箔带缠绕芯模制备金属间化合物曲面薄壁构件的方法,步骤如下:设计预制坯;制备支撑芯模;确定箔带的厚度与层数;确定箔带的宽度;制定铺放工艺;箔带表面预处理;铺放A箔与B箔;预制坯料的胀形成形;胀形构件的反应合成及致密化处理;薄壁构件的后续处理。本发明可以解决采用泡沫塑料作为支撑模具与叠层箔预制坯料分离过程中产生的杂质影响零件最终性能、沿厚度方向单一均质的金属间化合物构件存在室温下塑性和韧性差的问题,通过将支撑芯模与叠层箔预置坯料作为一个整体进行后续的胀形成形及反应合成,可以提高整体叠层箔构件的塑性变形能力及其力学性能。
权利要求
1.一种采用金属箔带缠绕芯模制备金属间化合物曲面薄壁构件的方法,其特征在于,步骤如下:
步骤一、设计薄壁预制坯:对曲面薄壁构件进行特征分析,确定所需要的薄壁预制坯的形状;
步骤二、制备内部支撑芯模:确定所需要的内部支撑芯模的材料,并根据步骤一所确定的薄壁预制坯的形状制备出内部支撑芯模;
步骤三、确定箔带的厚度与层数:A箔带、B箔带的总厚度比依据金属间化合物AxBy中A原子和B原子的原子个数比来确定,其中,A为Ni或Ti,B为Al;A箔带、B箔带的总厚度通过最终成形的曲面薄壁构件的壁厚与内部支撑芯模的厚度来确定;在确定箔带铺放顺序时,需要考虑到内部支撑芯模,由于内部支撑芯模的材料选用A板,为增大内部支撑芯模与叠层箔预制坯料的结合程度,将靠近内部支撑芯模表层的箔带材料选用B箔带,从内部支撑芯模表层开始从内到外依次所确定的材料为B、A、B…A;设所用A箔带的层数为n,则所用B箔带的层数也为n,并且n值取决于A箔带、B箔带各自的总厚度与各自单层厚度的比值;
步骤四、确定箔带的宽度:对曲面薄壁构件进行三维扫描获得其表面轮廓形状,再结合对其表面轮廓的各特征区域进行曲率分析,确定各特征区域内适用的单层A箔带、B箔带的宽度,对于简单特征区域,采用较宽的金属箔带,对于复杂局部特征区域,则选择较窄的金属箔带;
步骤五、制定铺放工艺:根据步骤三所确定的A箔带、B箔带铺放的先后次序及其层数来制定铺放顺序,并根据步骤三和步骤四确定的单层A、B箔带的厚度,以及各区域单层A、B箔带的宽度,制定每一层箔带的铺放路径;
步骤六、箔带表面预处理:在铺放箔带之前需对箔带表面进行预处理,将A箔带和B箔带先用有机溶剂擦洗表面,再将A箔带进行酸洗,将B箔带进行碱洗;
步骤七、铺放A箔带与B箔带:按照步骤五制定的铺放工艺,将箔带依次交替铺放于内部支撑芯模的表层,得到带有内部支撑芯模的叠层箔预制坯料;
步骤八、叠层箔预制坯料的胀形成形:将带有内部支撑芯模的叠层箔预制坯料置于气胀成形模具中进行胀形成形,使叠层箔预制坯料充分贴合气胀成形模具得到需要的胀形构件外形;
步骤九、胀形构件的反应合成及致密化处理:在高温高压条件下使带有内部支撑芯模的胀形构件进行扩散合成反应和致密化处理;扩散合成反应:第一反应的合成为将气胀成形模具升温至610-650℃、气体压力升至10-20MPa、保温保压2-5h;其次进行第二反应的合成,第二反应的合成为将气胀成形模具升温至1000-1300℃、气体压力升至10-50MPa、保温保压2-4h;致密化处理:致密化处理为将气胀成形模具升温至1000-1300℃、气体压力升至50-100MPa、保温保压1-5h,得到复杂异形曲面薄壁构件,其材料成分为Ni-NiAl或Ti-TiAl;
步骤十、曲面薄壁构件的后续处理:对成形后Ni-NiAl或Ti-TiAl复合结构异形曲面薄壁构件的端部和表面进行必要的处理。
说明书
技术领域
本发明涉及一种金属间化合物曲面薄壁构件的制备方法,具体涉及采用金属箔带缠绕芯模制备金属间化合物曲面薄壁构件的方法。
背景技术
随着航空航天科技的进步,为满足新一代航空飞行器及其发动机高马赫数、高性能和高可靠性的发展要求,轻质耐高温异形曲面薄壁构件的需求不断加大,尤其是蒙皮、航空发动机的涡轮导向叶片等重要部件。面对更高的服役温度和更严苛的工作条件,常用的钛合金已难以满足使用要求,而镍基高温合金又由于密度高容易造成结构超重的问题,因此,新型轻质耐高温结构材料如NiAl/TiAl合金逐渐成为研究热点。TiAl的使用温度在600~850℃,NiAl的使用温度更是高达900~1000℃,并且NiAl合金的熔点比镍基高温合金高约300℃,而密度只有镍基高温合金的2/3,是介于高温合金和陶瓷材料之间的理想耐高温结构材料。除了耐热温度高和密度低之外,NiAl/TiAl金属间化合物还具有抗氧化性优良、抗腐蚀性好、结构稳定性高等特点。
对于NiAl/TiAl合金异形曲面薄壁构件,目前常用的制造方法都是先制备NiAl/TiAl合金平面板坯,再在1000℃以上进行超塑成形获得异形曲面薄壁构件。NiAl/TiAl合金平面板坯的制备和后续异形曲面薄壁构件的成形制造是两个相对独立的过程,这两个相对独立的过程中存在一些问题:一方面,由于NiAl/TiAl合金在室温下本征脆性大,属于难热塑性变形材料,而板材轧制相关的约束条件较多,在轧制过程中材料的热应变状态也非常复杂,因此NiAl/TiAl合金平面板坯在轧制过程中容易开裂,要得到大尺寸、高质量的板坯非常困难;另一方面,超塑成形工艺对成形装备和材料组织要求较高,在成形中材料的变形量很大,成形后容易出现微观孔洞,导致组织性能不佳,大的变形量也会使壁厚严重减薄,并且由于成形时应变速率较低,导致生产效率降低,使其应用受到一定限制;此外,板坯制备与成形制造分开进行,生产工序增多,生产效率降低,增加了生产成本。为解决此问题,发明专利(专利号:201710448620.5)提出了一种NiAl合金曲面板材构件合成制备与成形一体化方法,该方法是对大尺寸Ni箔与Al箔交替叠放进行热压制坯,再通过热气胀成形获得构件形状,接着通过高温真空热处理等步骤获得最终的NiAl合金曲面零件。由于该方法首先制备的是Ni/Al叠层箔的简单平板坯料,再通过热气压胀形获得构件形状时简单平板坯料将发生较大且复杂的变形,且其变形在板厚方向发生,则可能在各层之间产生复杂的界面作用,最终可能导致局部减薄、开裂、起皱等问题。因此,采用上述方法仍然难以制造复杂形状且壁厚分布均匀的薄壁构件。为减少上述缺陷,发明专利(申请号:202010031405.7)提出了一种采用金属箔带铺放制坯的耐高温薄壁构件一体化制造方法,该方法是采用泡沫塑料作为支撑模具,将金属箔带铺放于接近最终零件形状的支撑模具上制备出叠层箔预制坯料,然后将叠层箔预制坯料与支撑模具分离,之后再将叠层箔预制坯料胀形并反应合成获得最终构件,其得到的最终构件的材料成分为NiAl合金。支撑模具与叠层箔预制坯料在高温条件分离过程中会残留有一定量的杂质,其将对叠层箔预制坯料后续的胀形成形、反应合成及致密化处理带来很大的缺陷,并最终影响材料的力学性能。此外,由于NiAl合金的室温脆性,单一均质的金属间化合物构件的塑性和韧性差,这会影响到最终构件的服役性能和使用寿命。
为解决采用泡沫塑料作为支撑模具与叠层箔预制坯料分离过程中产生的杂质影响零件最终性能、沿厚度方向单一均质的金属间化合物构件存在室温下塑性和韧性差的问题,需要开发一种新的复合结构曲面薄壁构件的制备方法。
发明内容
本发明的目的是提供一种采用金属箔带缠绕芯模制备金属间化合物曲面薄壁构件的方法,以解决采用泡沫塑料作为支撑模具时因与叠层箔预制坯料分离过程中产生的杂质影响零件最终性能,以及沿厚度方向单一均质金属间化合物构件存在室温下塑性和韧性差的问题。
本发明的技术方案:
采用金属箔带缠绕芯模制备金属间化合物曲面薄壁构件的方法,步骤如下:
步骤一、设计预制坯。对曲面薄壁构件进行特征分析,通过理论计算或仿真模拟等方法,确定所需要的薄壁预制坯料的形状;
步骤二、制备支撑芯模。确定所需要的内部支撑芯模的材料,材料选用Ni板或Ti板,并根据步骤一所确定的预制坯的形状制备出复杂异形曲面芯模;
步骤三、确定箔带的厚度与层数。A、B箔带的总厚度比依据金属间化合物AxBy中A原子和B原子的原子个数比来确定,其中,A为Ni或Ti,B为Al,A、B箔带的总厚度通过最终成形的曲面薄壁构件的壁厚与支撑芯模的厚度来确定,在确定箔带铺放顺序时,需要考虑到内部支撑芯模,由于芯模的材料选用性能较好的A(Ni或Ti)板,为增大支撑芯模与叠层箔预制坯料的结合程度,将靠近芯模表层箔带的材料选用B(Al)板,为使Al被完全反应,最外层材料选用A板,从支撑芯模表层开始从内到外依次所确定的材料为B、A、B…A,设所用A箔的层数为n,则所用B箔的层数也为n,并且n值取决于A、B箔带各自的总厚度与各自单层厚度的比值;
步骤四、确定箔带的宽度。对曲面薄壁构件进行三维扫描获得其表面轮廓形状,再结合对其表面轮廓的各特征区域进行曲率分析,确定各特征区域内适用的单层A、B箔带的宽度,对于简单特征区域,可以采用较宽的金属箔带,对于复杂局部特征区域,则选择较窄的金属箔带,甚至必要时采用金属细丝;
步骤五、制定铺放工艺。根据步骤三所确定的A、B箔带铺放的先后次序及其层数来制定铺放顺序,并根据步骤三和步骤四确定的单层A、B箔带的厚度,以及各区域单层A、B箔带的宽度,制定每一层箔带的铺放路径;
步骤六、箔带表面预处理。在铺放箔带之前需对箔带表面进行预处理,将A箔和B箔先用有机溶剂擦洗表面,再将A箔进行酸洗,将B箔进行碱洗;
步骤七、铺放A箔与B箔。按照步骤五制定的铺放工艺,将箔材依次交替铺放于支撑芯模的表层,得到带有内部支撑芯模的叠层箔预制坯料;
步骤八、预制坯料的胀形成形。将带有内部支撑芯模的叠层箔预制坯料置于胀形成形模具中进行胀形成形,使叠层箔预制坯料充分贴合模具得到需要的构件外形;
步骤九、胀形构件的反应合成及致密化处理。在高温高压条件下使带有内部支撑芯模的叠层箔构件进行扩散合成反应和致密化处理,得到复杂异形曲面薄壁构件,其材料成分为Ni-NiAl或Ti-TiAl;
步骤十、薄壁构件的后续处理。对成形后Ni-NiAl或Ti-TiAl复合结构异形曲面薄壁构件的端部和表面进行必要的处理。
本发明的有益效果是:
(1)本发明的采用金属箔带缠绕芯模制备金属间化合物曲面薄壁构件的方法,所选取的内部支撑芯模是具有一定厚度的良好塑性的Ni板或Ti板,并在后续成形过程中不将其取出,将其与叠层箔预制坯料作为一个整体进行后续的胀形成形及扩散反应合成,以提高整体叠层箔构件的塑性变形能力及其力学性能。
(2)本发明的采用金属箔带缠绕芯模制备金属间化合物曲面薄壁构件的方法,在铺放A(Ni或Ti)箔的过程中,为使中间区域产生A,可以通过采用变厚度的A箔,反应合成后得到的产物是:最内层为A,中间区域为交替的AxBy与A,最外层为A或AxBy,与相同工艺制备的AxBy合金相比,A-AxBy复合结构合金的室温延性和韧性明显高于AxBy合金。
(3)本发明的采用金属箔带缠绕芯模制备金属间化合物曲面薄壁构件的方法,该方法是通过合适宽度的箔带交替铺放于支撑芯模的表层(其中支撑芯模的形状接近于最终成形构件的形状)可以获得结构复杂、壁厚均匀、形状接近最终零件的薄壁整体预制坯料,减小了后续胀形时的变形量,避免出现局部减薄开裂、或者截面材料分配不均出现起皱等缺陷。
(4)本发明的采用金属箔带缠绕芯模制备金属间化合物曲面薄壁构件的方法,在箔带铺放过程中,同层箔带和邻层箔带之间采用不同的间隙或搭接方式,使得材料分配更加合理,在后续的扩散合成反应过程不会因局部缺少A(Ni或Ti)或B(Al)而反应不完全。
附图说明
图1为本发明采用金属箔带缠绕芯模制备金属间化合物曲面薄壁构件的方法原理图。
图2为本发明内部支撑芯模示意图。
图3为本发明金属箔带分散叠层铺放方案一示意图,(a)为同层箔带采用间隙铺放示意图,(b)为邻层箔带之间采用错位间隙覆盖铺放示意图。
图4为本发明金属箔带分散叠层铺放方案二示意图,(a)为同层箔带采用搭接铺放示意图,(b)为邻层箔带之间采用错位搭接覆盖铺放示意图。
图5位本发明金属箔带铺放示意图。
图6为本发明金属箔带铺放完成得到带有内部支撑芯模的叠层箔预制坯料示意图。
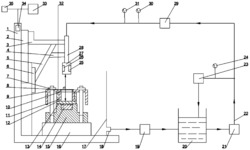
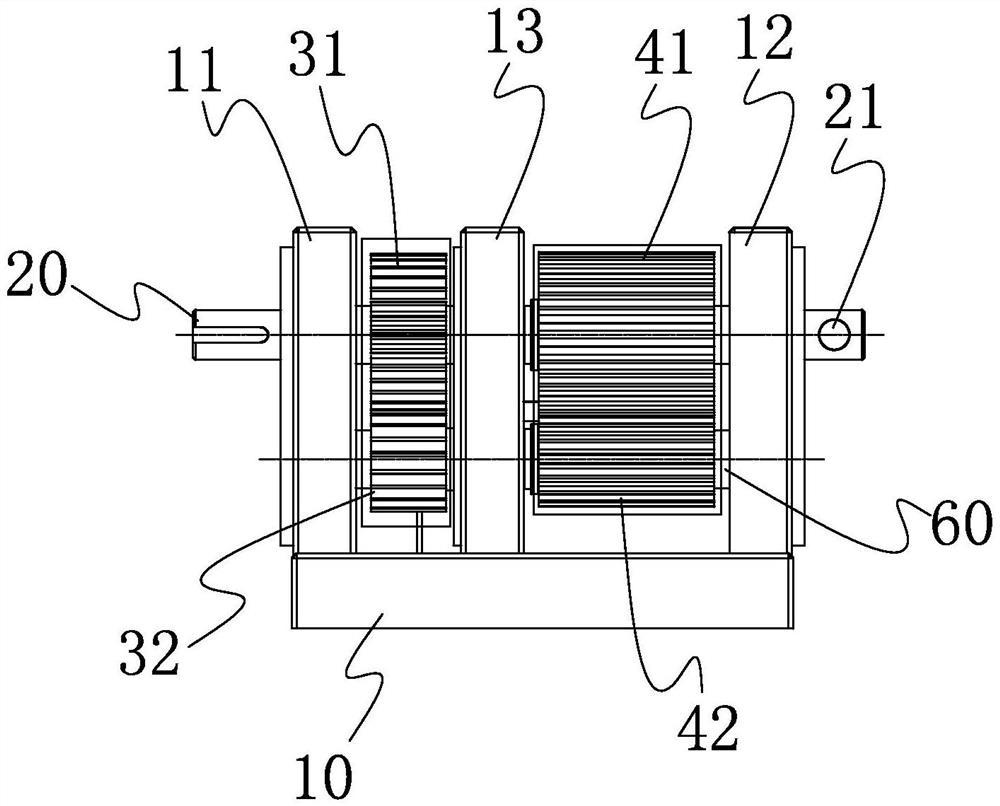
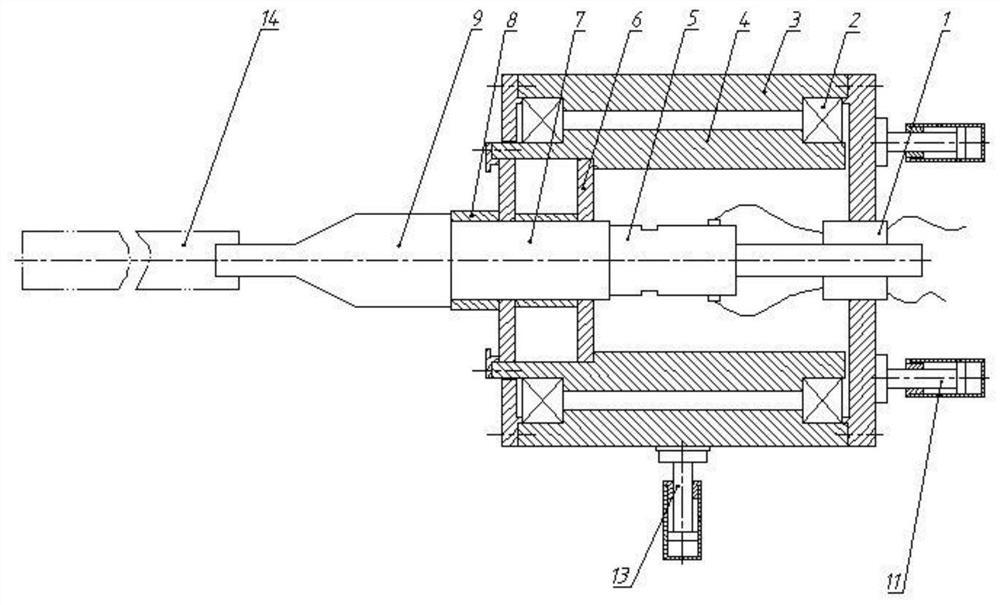
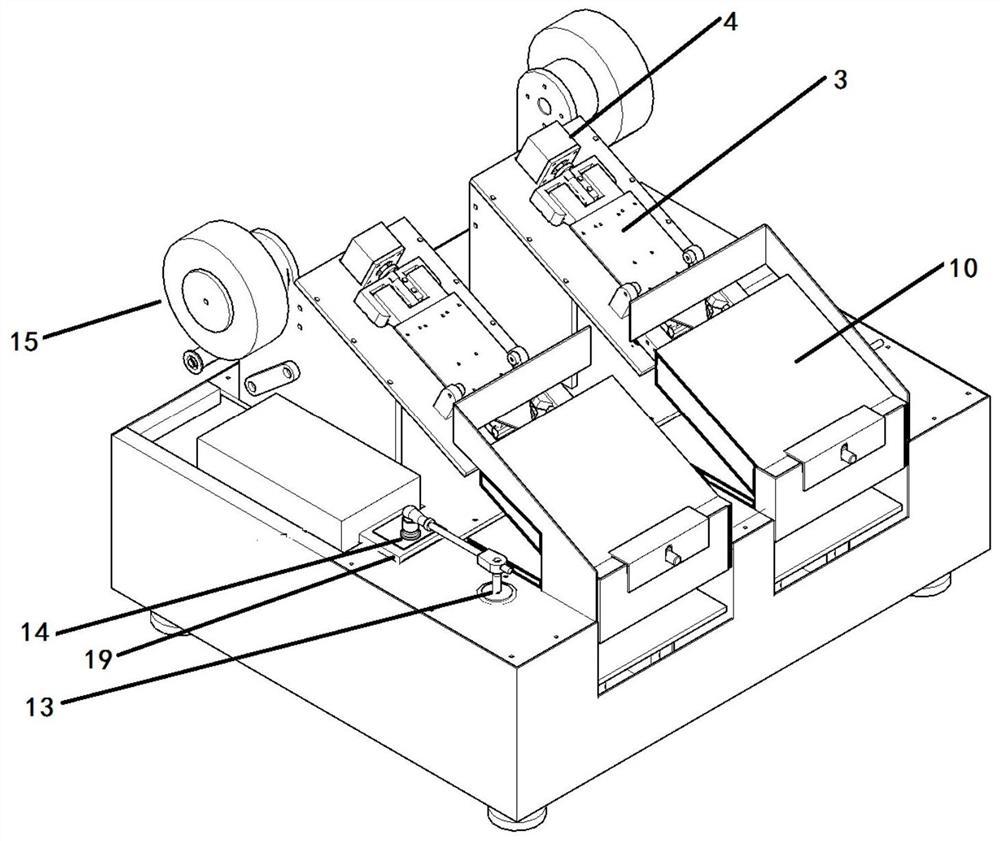
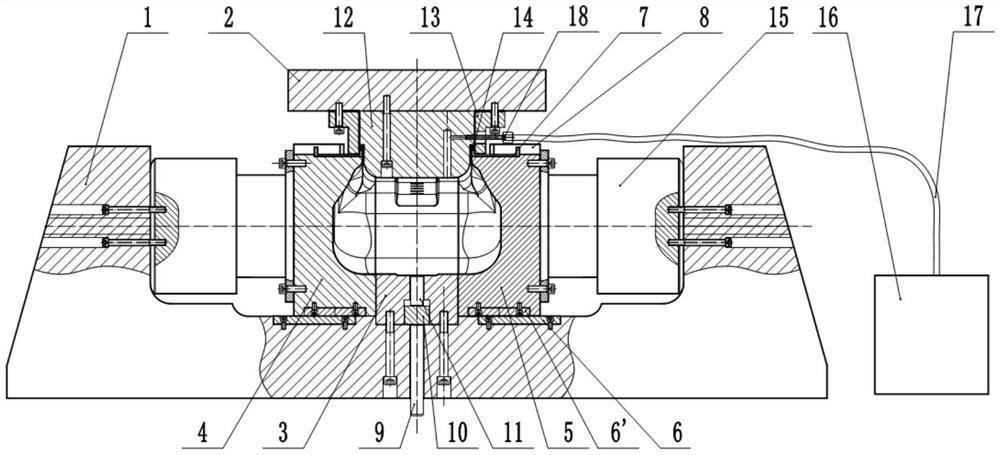
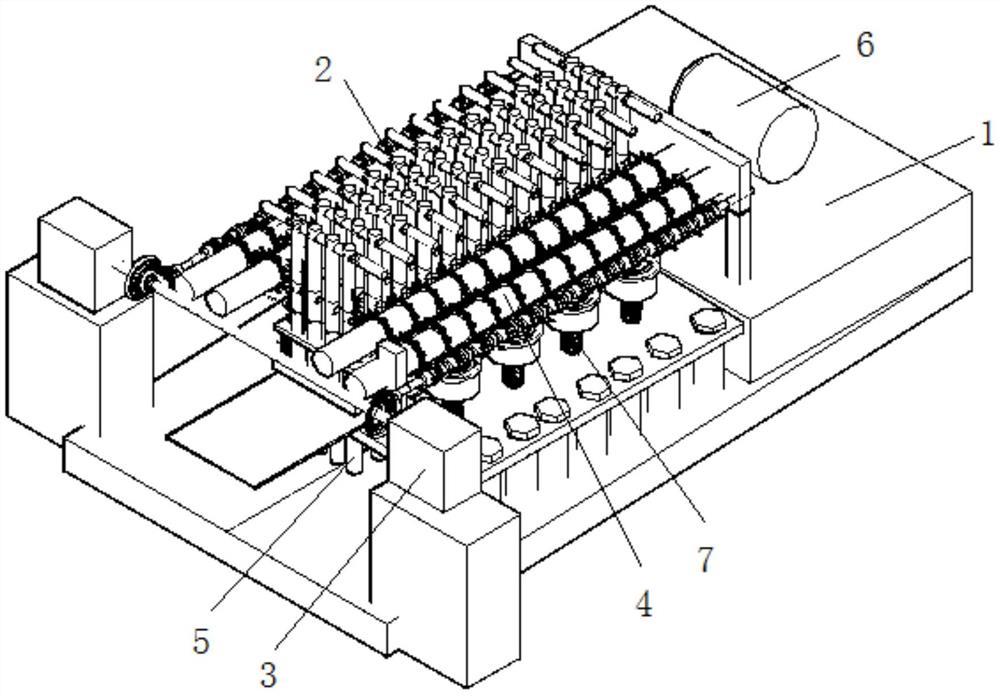
图7为本发明制备异形曲面薄壁构件成形及成性所用装置示意图。
图8为本发明制备的金属间化合物曲面薄壁构件示意图。
图中:1内部支撑芯模,2 B箔带,3间隙区域,4 A箔带,5搭接区域,6金属箔带,7叠层箔预制坯料,8合模压力机,9胀形上底板,10胀形上水冷板,11胀形上隔热板,12胀形上模,13胀形下模,14胀形下水冷板,15胀形下底板,16工业冷水机,17加压控制系统,18加热器,19胀形下隔热板,20成形后的曲面薄壁构件。
具体实施方式
以下结合附图和技术方案,进一步说明本发明的具体实施方式。
实施例1:结合图1、图2、图3、图4、图5,图6,图7,图8说明,本发明提出的采用金属箔带缠绕芯模制备金属间化合物曲面薄壁构件的方法,该方法是按照以下步骤进行的:
步骤一、设计预制坯。对曲面薄壁构件进行特征分析,通过理论计算或仿真模拟等方法,确定所需要的薄壁预制坯料的形状;
步骤二、制备支撑芯模。确定所需要的内部支撑芯模的材料,材料选用Ni板,并根据步骤一所确定的预制坯的形状制备出复杂异形曲面芯模;
步骤三、确定箔带的厚度与层数。Ni箔与Al箔的总厚度比依据金属间化合物NiAl中Ni原子和Al原子的原子个数比来确定,Ni箔与Al箔的总厚度通过最终成形的曲面薄壁构件的壁厚与支撑芯模的厚度来确定,在确定箔带铺放顺序时,需要考虑到内部支撑芯模,由于芯模的材料选用性能较好的Ni板,为增大支撑芯模与叠层箔预制坯料的结合程度,将靠近芯模表层箔带的材料选用Al板,为使Al被完全反应,最外层材料选用Ni板,从支撑芯模表层开始从内到外依次所确定的材料为Al、Ni、Al…Ni,设所用A箔的层数为n,则所用B箔的层数也为n,并且n值取决于A、B箔带各自的总厚度与各自单层厚度的比值,由于Ni箔与Al箔的层数相同,所以Ni箔与Al箔的总后度比等于二者单层箔带的厚度比,其中,Ni箔与Al箔的总厚度比的计算具体过程为:
N=n·NA(1)
其中:N表示原子个数,n表示物质的量,NA表示阿伏伽德罗常数
m=n·M (2)
其中:m表示质量,n表示物质的量,M表示物质的摩尔质量
其中:h表示高度,m表示质量,ρ表示密度,S表示截面积
又已知:ρNi=8.902g/cm
步骤四、确定箔带的宽度。对曲面薄壁构件进行三维扫描获得其表面轮廓形状,再结合对其表面轮廓的各特征区域进行曲率分析,确定各特征区域内适用的单层Ni箔与Al箔的宽度,对于简单特征区域,可以采用较宽的金属箔带,对于复杂局部特征区域,则选择较窄的金属箔带,甚至必要时采用金属细丝;
步骤五、制定铺放工艺。根据步骤三所确定的Ni箔与Al箔铺放的先后次序及其层数来制定铺放顺序,并根据步骤三和步骤四确定的单层Ni箔与Al箔的厚度,以及各区域单层Ni箔与Al箔的宽度,制定每一层箔带的铺放路径;
步骤六、箔带表面预处理。在铺放箔带之前需对箔带表面进行预处理,将Ni箔和Al箔先用有机溶剂擦洗表面,再将Ni箔进行酸洗,将Al箔进行碱洗;
步骤七、铺放Ni箔与Al箔。按照步骤五制定的铺放工艺,将箔材依次交替铺放于支撑芯模的表层,得到带有内部支撑芯模的叠层箔预制坯料;
步骤八、预制坯料的胀形成形。将带有内部支撑芯模的叠层箔预制坯料置于胀形成形模具中进行胀形变形,使叠层箔预制坯料充分贴合模具得到需要的构件外形;
步骤九、胀形构件的反应合成及致密化处理。在高温高压条件下使带有内部支撑芯模的叠层箔构件进行扩散合成反应和致密化处理,得到复杂异形曲面薄壁构件,其材料成分为Ni-NiAl;
步骤十、薄壁构件的后续处理。对成形后Ni-NiAl复合结构异形曲面薄壁构件的端部和表面进行必要的处理。
本实施例的有益效果是:采用金属箔带缠绕芯模制备金属间化合物曲面薄壁构件的方法,所选取的内部支撑芯模是具有一定厚度的良好塑性的Ni板,并在后续成形过程中不将其取出,将其与叠层箔预制坯料作为一个整体进行后续的胀形成形及扩散反应合成,以提高整体叠层箔构件的塑性变形能力及其力学性能;在铺放Ni箔的过程中,为使中间区域产生Ni,可以通过采用变厚度的Ni箔,反应合成后得到的产物是:最内层为Ni,中间区域为交替的NiAl与Ni,最外层为Ni或NiAl,与相同工艺制备的NiAl合金相比,Ni-NiAl复合结构合金的室温延性和韧性明显高于NiAl合金;此外,在箔带铺放过程中,同层箔带和邻层箔带之间采用不同的间隙或搭接方式,使得材料分配更加合理,在后续的扩散合成反应过程不会因局部缺少Ni或Al而反应不完全。
实施例2:结合图2说明,在步骤二中,所选择的内部支撑芯模的材料为一定厚度的良好塑性的Ni板,并通过FEM反向模拟、坯料展开计算方法确定支撑芯模板坯的形状及尺寸,其它步骤,与实施例1相同。
本实施例的有益效果是:所选取的内部支撑芯模是具有一定厚度的良好塑性的Ni板,并在后续成形过程中不将其取出,将其与叠层箔预制坯料作为一个整体进行后续的胀形成形及扩散反应合成,以提高整体叠层箔构件的塑性变形能力及其力学性能。
实施例3:结合图3说明,在步骤五中,所选用的金属箔带分散叠层铺放方案为:同层金属箔带采用间隙铺放,邻层金属箔带采用错位间隙覆盖铺放,且在单层相邻箔带之间的间隙采用Ni粉或Al粉将其填充,其它步骤,与实施例1相同。
本实施例的有益效果是:采用间隙铺放的方案,可以在间隙中填充Ni粉或Al粉,可以保证两者反应生成均匀的合金材料,使得材料分配更加合理,在后续的扩散合成反应过程不会因局部缺少Ni或Al而反应不完全。
实施例4:结合图4说明,在步骤五中,所选用的金属箔带分散叠层铺放方案为:同层金属箔带采用搭接铺放,邻层金属箔带采用错位搭接覆盖铺放,其它步骤,与实施例1相同。
本实施例的有益效果是:同层金属箔带采用搭接铺放会使缠绕层的厚度较均匀,由于搭接的箔带宽度的一半始终压在刚刚缠绕过的箔带上,而后缠绕上的箔带的一半总是向着已缠绕过的箔带的低洼处滑移,这样,两层箔带的厚度趋向均匀;邻层金属箔带采用错位搭接覆盖铺放,且邻层搭接铺放的箔带恰好覆盖内层箔带铺放所形成的搭接相交位置,可以减小由于内层搭接相交位置处材料分配不合理所带来的的缺陷。
实施例5:结合图3和图4说明,在步骤五中,在铺放Ni箔的过程中,可以采用变厚度的Ni箔,而Al箔的厚度保持不变,其它步骤,与实施例1相同。
本实施例的有益效果是:采用变厚度的Ni箔与等厚度的Al箔在高温高压扩散反应合成后,会将Al箔完全反应,反应后的产物是:最内层为Ni,中间区域为交替的NiAl与Ni,最外层为Ni或NiAl,与相同工艺制备的NiAl合金相比,Ni-NiAl复合结构合金的室温延性和韧性明显高于NiAl合金。
实施例6:结合图5说明,在步骤六中,箔带表面的预处理过程为:将Ni箔和Al箔先用丙酮擦洗表面,去除油污,然后将Ni箔浸入质量浓度为5%的HF水溶液中浸泡15s,然后用清水洗净,吹干;将Al箔浸入质量浓度为10%的NaOH水溶液中浸泡20s,然后用清水洗净,吹干,完成表面处理,其它步骤,与实施例1相同。
本实施例的有益效果是:对Ni箔进行酸洗和对Al箔进行碱洗,目的就是为了去除箔带表面的氧化层、油污、脏物等,以显露出纯净的金属基体,为后续的胀形成形及扩散反应合成提供新鲜的表面。
实施例7:结合图7说明,在步骤八和步骤九中,设计叠层箔构件的胀形成形、反应合成及致密化处理所用的装置图,首先将叠层预制坯料置于成形模具中进行胀形成形,得到接近最终零件形状的胀形构件,然后在高温高压条件下进行扩散合成反应及致密化处理,首先进行第一反应的合成,第一反应的合成为将气胀成形模具升温至610-650℃、气体压力升至10-20MPa、保温保压2-5h;其次进行第二反应的合成,第二反应的合成为将气胀成形模具升温至1000-1300℃、气体压力升至10-50MPa、保温保压2-4h;最后进行致密化处理,致密化处理为将成形模具升温至1000-1300℃、气体压力升至50-100MPa、保温保压1-5h,然后得到复杂异形曲面薄壁构件,其材料成分为Ni-NiAl的复合物,其它步骤,与实施例1相同。
本实施例的有益效果是:在同一套模具中先后进行胀形成形、反应合成和致密化处理,有效避免薄壁构件转移时造成的尺寸精度减低,同时,能减少工序,有效提高生产效率;另外,致密化处理在气胀成形模具中进行,对于大尺寸的薄壁曲面板材构件,不仅能够有效降低热处理炉的使用要求,而且能够明显提高Ni-NiAl复合结构异形曲面薄壁构件的尺寸精度。
实施例8:结合图8说明,在步骤十中,待叠层箔构件反应合成及致密化处理完成后,对成形后的曲面薄壁构件采用线切割的方法对局部工艺材料进行切割,然后采用细砂纸对薄壁构件的表面和端部进行抛光处理,再对其表面进行清洗并吹干,其它步骤,与实施例1相同。
本实施例的有益效果是:采用线切割去除局部工艺材料时加工余量较小、精度较高、生产成本较低,并能有效地节约贵重的材料;采用细砂纸对构件的端部和表面进行抛光处理,可以提高构件的尺寸精度和几何形状精度,使表面更加光滑。
采用金属箔带缠绕芯模制备金属间化合物曲面薄壁构件的方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。






动态评分
0.0