








专利摘要
一种用于大型工件激光喷丸成形的光路装置及方法,该装置包括激光器、动态聚焦及矫形系统、扫描振镜系统、成形工件、计算机、激光控制卡和运动控制卡,所述激光控制卡和激光器相连,用于控制激光器的开启和激光的各项参数,运动控制卡同时和动态聚焦及矫形系统以及扫描振镜系统相连,激光控制卡和运动控制卡均受控于计算机,给定特定的喷丸路径以后,计算机控制动态聚焦及矫形系统和扫描振镜系统作出相应的运动,激光器发出的高能脉冲激光束经过动态聚焦及矫形系统后发生截面形状变化和聚焦位置的变化,再经过扫描振镜系统后指向特定的出射方向,从而通过动态聚焦及矫形系统和扫描振镜系统的连续运动实现激光在大型工件上的扫描喷丸。
权利要求
1.一种用于大型工件激光喷丸成形的光路装置,其特征在于,包括激光器(1)、动态聚焦及矫形系统(6)、扫描振镜系统(7)、成形工件(8)、计算机(10)、激光控制卡(11)和运动控制卡(12),所述激光控制卡和激光器相连,用于控制激光器的开启和激光的各项参数,所述运动控制卡同时和动态聚焦及矫形系统以及扫描振镜系统相连,所述激光控制卡和运动控制卡均受控于计算机,给定特定的喷丸路径以后,计算机控制动态聚焦及矫形系统和扫描振镜系统作出相应的运动,激光器发出的高能脉冲激光束经过动态聚焦及矫形系统后发生截面形状变化和聚焦位置的变化,再经过扫描振镜系统后指向特定的出射方向,从而通过动态聚焦及矫形系统和扫描振镜系统的连续运动实现激光在大型工件上的扫描喷丸。
2.根据权利要求1所述的用于大型工件激光喷丸成形的光路装置,其特征在于,所述动态聚焦及矫形系统(6)包括两个凹柱面透镜(3,4)和一个球面凸透镜(5),三面透镜按激光束(2)发射的方向依次排布,其轴线都位于激光束的光轴上,两个凹柱面透镜的柱面母线保持正交,且均能独立地沿光轴方向平移和同步绕光轴旋转。
3.根据权利要求2所述的用于大型工件激光喷丸成形的光路装置,其特征在于,所述扫描振镜系统包括x方向扫描振镜(13)和z方向扫描振镜(14),其中x方向扫描振镜(13)能够绕自身的y方向的转轴转动,z方向扫描振镜(14)能够绕自身的x方向的转轴转动,其转动受到运动控制卡(12)的控制,当激光束(2)打在成形工件(8)的原点位置时,激光束(2)依次落在x方向扫描振镜(13)和z方向扫描振镜(14)的中心上,x方向扫描振镜(13)和z方向扫描振镜(14)的转动将改变激光束(2)出射的方向,此时应保持激光束(2)全部落在x方向扫描振镜(13)和z方向扫描振镜(14)的有效反射范围内。
4.根据权利要求3所述的用于大型工件激光喷丸成形的光路装置,其特征在于,所述x方向扫描振镜(13)和z方向扫描振镜(14)是能够绕自身转轴转动的平面反射镜。
5.根据权利要求3所述的用于大型工件激光喷丸成形的光路装置,其特征在于,所述运动控制卡(12)控制凹柱面透镜(3,4)以及x方向扫描振镜(13)和z方向扫描振镜(14)的运动。
6.一种用于大型工件激光喷丸成形的方法,其特征在于,采用如权利要求5所述的光路装置来实现,工作流程如下:
1)首先在计算机(10)上输入喷丸路径。扫描过程中的某一时刻,计算机(10)按工艺路径确定该时刻在成形工件(8)上扫描位置的坐标;
2)计算机(10)根据坐标计算凹柱面透镜(3,4)以及x方向扫描振镜(13)、z方向扫描振镜(14)应有的位姿,控制运动控制卡(12),运动控制卡(12)控制凹柱面透镜(3,4)以及x方向扫描振镜(13)、z方向扫描振镜(14)运动到相应位姿;
3)激光控制卡(11)控制脉冲激光束(2)从激光器(1)发出,先通过动态聚焦及矫形系统(6),脉冲激光束(2)的截面形状和聚焦位置发生变化,再通过扫描振镜系统(7),脉冲激光束(2)的传播方向改变,打到成形工件(8)上的相应坐标;
4)按工艺路径进行下一个点的喷丸。
说明书
技术领域
本发明涉及机械制造领域,尤其涉及一种基于高能脉冲激光的激光喷丸光路装置及方法,其通过激光扫描聚焦和靶面光斑矫形能有效适用于难移动的大型板件的激光喷丸成形。
背景技术
大型板件成形在航空和国防领域有着广泛的应用,如飞机的机翼、蒙皮、涡轮发动机叶片等等。为了使这些大型工件能够在严苛的环境中稳定而有效地工作,它们通常被设计成各种复杂的形状。在生产过程中,在满足它们复杂外形的同时,也要保证有足够的力学性能。
对于这类板件,传统的加工方法是机械喷丸成形。这是利用高速弹丸流撞击金属表面,使受撞击的表面及其下层金属产生塑形变形而延伸,从而造成板材凸起产生弯曲变形的一种成形方法。此方法又发展出了预应力喷丸成形和热辅助喷丸成形等方法,提高了变形的能力。但是,机械喷丸成形存在以下缺点。首先,机械喷丸产生的预应力较小,变形能力有限;第二,机械喷丸工艺影响因素众多,难以精确控制,精确仿真存在困难;第三,加工现场环境恶劣,加工完成后弹丸清理过程繁琐。
相比之下,激光喷丸成形更有优越性,可以产生比机械喷丸更大更深的残余压应力,大约为机械喷丸的3~5倍,在拥有更强变形能力的同时也增强了对工件表面的强化作用,提高了工件的抗疲劳和抗腐蚀性能。而且,激光喷丸工作环境相对良好,生产过程也更为简单。
激光喷丸成形其中一个技术要点在于喷丸路径的实现。现有专利“中厚板材激光喷丸成形的方法和装置”(专利号ZL200510040116.9)提出了一套应用于中厚板材激光喷丸成形系统,其根据生成曲面的形状通过计算机优化出各项工艺参数,设计好喷丸路径,控制激光器、导光系统和工作台的工作进行喷丸。在路径的实现上,其光路保持不动,利用五轴联动数控机床控制工件运动,使得激光依路径在工件上各点实施冲击。这种设计的缺点在于要让工件运动,对于更大型的工件,机床运动的难度和耗能将大大增加,若工件过大,将无法固定在机床上实施加工。另一个专利“一种基于激光冲击波效应的板材双面精密成形方法及装置”(专利号200810019757.X)在路径实现上,没有采用工件运动的方法,而是采用飞行扫描,通过入射激光导光系统的运动,包括上下和左右的平移,使入射激光按照预定的路径对竖直板面进行扫描喷丸。该方法的缺点在于整个导光系统运动的实现。首先,要使整个导光系统的运动覆盖到整个目标靶面,将要占很大的空间,柔性也较差。其次,整个导光系统大范围的运动难以保证运动过程中各点的位置精度,运动中的振动也可能会对导光系统中的部件产生不良影响。美国MIC公司的专利“FLEXIBLE BEAM DELIVERY SYSTEM FOR HIGH POWER LASER SYSTEMS”(专利号US20110253690A1)在路径实现上,利用一个万向节反射镜的运动改变出射激光的方向,使入射激光按路径进行扫描,另配合一个望远镜聚焦系统调节靶面上的光斑大小,激光的形状还能通过场旋转镜和柱面镜组的运动来矫正。其优点在于,只需要控制几个较小部件的运动就可以使激光在靶面上进行喷丸扫描,提高了系统的稳定性。但是,其缺点在于,第一,导光系统中望远镜系统和斯托克斯透镜组相互独立,镜片数量较多,构成不够简单;其二,万向节反射镜运动机构复杂,保证运动精度较为困难。
发明内容
本发明针对上述现有技术中存在的不足,提供一种用于大型工件激光喷丸的光路装置及方法,能够通过光路中几个部件较小的运动实现激光对大型板件的扫描喷丸,并充分简化光路,从而方便地实现工艺设计好的喷丸路径,同时矫正激光在工件表面形成的光斑的形状,使其满足工艺要求。
为达到上述目的,本发明所采用的技术方案如下:
一种用于大型工件激光喷丸的光路装置,包括激光器、动态聚焦及矫形系统、扫描振镜系统、成形工件(靶面)、计算机、激光控制卡和运动控制卡,所述激光控制卡和激光器相连,用于控制激光器的开启和激光的各项参数,所述运动控制卡同时和动态聚焦及矫形系统以及扫描振镜系统相连,所述激光控制卡和运动控制卡均受控于计算机,给定特定的喷丸路径以后,计算机控制动态聚焦及矫形系统和扫描振镜系统作出相应的运动,激光器发出的高能脉冲激光束经过动态聚焦及矫形系统后发生截面形状变化和聚焦位置的变化,再经过扫描振镜系统后指向特定的出射方向,从而通过动态聚焦及矫形系统和扫描振镜系统的连续运动实现激光在大型工件上的扫描喷丸。
所述的动态聚焦及矫形系统,包括两个凹柱面透镜和一个球面凸透镜。三面透镜按激光束发射的方向依次排布,其轴线都位于激光束的光轴上。两个凹柱面透镜的柱面母线保持正交,且均可独立地沿光轴方向平移,还可以同步地绕光轴旋转。
所述的扫描振镜系统,包括x方向扫描振镜和z方向扫描振镜。
所述的x方向扫描振镜和z方向扫描振镜,是可以绕自身转轴转动的平面反射镜。
其中x方向扫描振镜可绕自身的y方向的转轴转动,z方向扫描振镜可绕自身的x方向的转轴转动。其转动由伺服电机或具有相同功能的部件驱动,受到运动控制卡的控制。激光束打在成形工件的原点位置时,激光束依次落在x方向扫描振镜和z方向扫描振镜的中心上。x方向扫描振镜和z方向扫描振镜的转动将改变激光束出射的方向,此时应保持激光束全部落在x方向扫描振镜和z方向扫描振镜的有效反射范围内。
所述运动控制卡,用于控制两个凹柱面透镜以及x方向扫描振镜和z方向扫描振镜的运动。计算机是本发明的操作界面,激光控制卡和运动控制卡均受控于计算机。
本发明提供的一种用于大型工件激光喷丸的光路方法,采用上述的光路装置来实现,其工作流程如下:
(1)首先在计算机上输入喷丸路径。扫描过程中的某一时刻,计算机按工艺路径确定该时刻在成形工件上扫描位置的坐标;
(2)计算机根据坐标计算两个凹柱面透镜以及x方向扫描振镜和z方向扫描振镜应有的位姿,控制运动控制卡,运动控制卡控制两个凹柱面透镜以及x方向扫描振镜和z方向扫描振镜运动到相应位姿;
(3)激光控制卡控制脉冲激光束从激光器发出,先通过动态聚焦及矫形系统,脉冲激光束的截面形状和聚焦位置发生变化,再通过扫描振镜系统,脉冲激光束的传播方向改变,打到成形工件上的相应坐标;
(4)按工艺路径进行下一个点的喷丸。
本发明的有益效果如下:
(1)通过几个紧凑的部件的运动实现了大型工件的激光喷丸,装置所占空间小,运动能量消耗小,柔性较好;
(2)光路装置布置简单,运动简单而且运动范围小,精度容易保证,工件靶面上的光斑搭接率和扫描速度都能方便调节;
(3)通过柱面透镜组改变了入射激光的截面形状,从而将在工件靶面上的喷丸光斑矫正为圆形,满足工艺要求。
附图说明
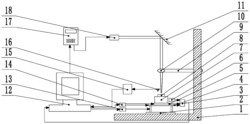
图1是本发明所提供的用于大型工件激光喷丸的光路装置示意图;
图2是本发明扫描振镜系统示意图;
图3是本发明动态聚焦原理示意图;
图4是本发明一实施例动态聚焦效果示意图;
图5是本发明柱面透镜组原理示意图;
图6是本发明柱面透镜组效果示意图。
图中:1.激光器、2.脉冲激光束、3.第一凹柱面透镜、4.第二凹柱面透镜、5.球面凸透镜、6.动态聚焦及矫形系统、7.扫描振镜系统、8.成形工件(靶面)、9.工件夹具、10.计算机、11.激光控制卡、12.运动控制卡、13.x方向扫描振镜、14.z方向扫描振镜、15.未动态聚焦光斑、16.有动态聚焦光斑、17.无矫形系统光斑、18.有矫形系统光斑。
具体实施方式
下面结合说明书附图和具体实施例对本发明技术方案做一详细的描述。
图1所示是本发明用于大型工件激光喷丸的光路装置的示意图。装置包括激光器1、动态聚焦及矫形系统6、扫描振镜系统7、成形工件8、工件夹具9、计算机10、激光控制卡11和运动控制卡12。本实施例中,激光器选用了532nm的YAG激光器,发射圆光斑激光,截面尺寸为 大型成形工件8为1m×1m的金属板,其和扫描振镜系统7的出光口距离1500mm。本装置一实施例要实现的是使激光在大型工件上形成 大小的圆形光斑进行激光喷丸。
其中动态聚焦及矫形系统6包括第一凹柱面透镜3、第二凹柱面透镜4和球面凸透镜5。三面透镜按激光束2发射的方向依次排布,其轴线都位于激光束2的光轴上。第一凹柱面透镜3和第二凹柱面透镜4的柱面母线保持正交。第一凹柱面透镜3和第二凹柱面透镜4均可独立地沿光轴方向平移,还可以同步地绕光轴旋转。本实施例中选用的第一凹柱面透镜3焦距为250mm,第二凹柱面透镜4焦距为300mm,球面凸透镜5焦距为400mm。第一凹柱面透镜3和第二凹柱面透镜4的移动范围为15mm,转动范围为360°。
扫描振镜系统7包括x方向扫描振镜13和z方向扫描振镜14。x方向扫描振镜13和z方向扫描振镜14是可以绕自身转轴转动的平面反射镜。其中x方向扫描振镜13可绕自身的y方向的转轴转动,z方向扫描振镜14可绕自身的x方向的转轴转动。其转动由伺服电机或具有相同功能的部件驱动,受到运动控制卡12的控制。激光束2打在成形工件8的原点位置时,激光束2依次落在x方向扫描振镜13和z方向扫描振镜14的中心上。x方向扫描振镜13和z方向扫描振镜14的转动将改变激光束2出射的方向,此时应保持激光束2全部落在x方向扫描振镜13和z方向扫描振镜14的有效反射范围内。本实施例中选用的振镜转动角度为±20°,可应用于最大 的激光束,可以满足1m×1m的扫描范围。
激光控制卡11和激光器1相连,用于控制激光器的开启和激光的各项参数。运动控制卡12和动态聚焦及矫形系统6以及扫描振镜系统7相连,用于控制第一、第二凹柱面透镜3、4以及x方向扫描振镜13和z方向扫描振镜14的运动。计算机10是本装置的操作界面,激光控制卡11和运动控制卡12均受控于计算机10。
图2所示为扫描振镜系统的示意图。扫描振镜系统是由两个振镜构成的,它们分别控制着两个正交方向的扫描。图中x方向扫描振镜13绕y轴方向旋转,控制x方向的扫描,z方向扫描振镜14绕x轴方向旋转,控制z方向的扫描。当控制某一个方向振镜转动一个微小的角度,成形工件(靶面)8上的光斑就沿该方向移动一段距离。通过控制两个振镜的转动,就可以控制光斑在成形工件(靶面)8上的位置。两个振镜的连续转动可以实现激光在靶面上的扫描。本实施例中采用的振镜转动角度为±20°,可应用于最大 的激光束,可以满足距离振镜1500mm的1m×1m靶面的扫描。
图3为动态聚焦原理示意图。动态聚焦及矫形系统6中的动态聚焦系统由凹柱面透镜3(或4)和一个球面凸透镜5组成,当凹柱面透镜3(或4)在光轴方向上移动一定的距离,如图中从a处移动到b处或c处,激光束2离开动态聚焦及矫形系统6后的聚焦位置将发生变化。扫描振镜系统7扫描过程中,由于成形工件(靶面)8上各点光程不同,在固定焦距的情况下产生的焦平面为曲面15,动态聚焦及矫形系统6可以将其矫正为在靶面上的平面16,效果如图4所示。本实施例中第一凹柱面透镜3焦距为250mm,第二凹柱面透镜4焦距为300mm,球面凸透镜5焦距为400mm。第一凹柱面透镜3移动10mm将使聚焦位置产生177mm的变化。
动态聚焦及矫形系统6中前两个凹柱面透镜组成矫形系统。图5是柱面透镜组原理示意图。激光束2入射凹柱面透镜时,与母线垂直的方向发散,而与母线平行的方向不发生变化。母线相互正交的两面凹柱面透镜将使激光束2截面上相互正交的两轴发生不同倍率的发散,形成椭圆截面。第一、第二凹柱面透镜3、4分别和球面凸透镜5组成针对激光截面上正交两轴的动态聚焦系统。圆截面激光经振镜扫描打在成形工件(靶面)8上将变形为椭圆光斑17,而一定形状的椭圆截面激光经振镜扫描后可以在成形工件(靶面)8上得到圆形光斑18。本实施例的矫形效果如图6所示。
实施例的工作流程如下:
(1)首先在计算机10上输入喷丸路径。扫描过程中的某一时刻,按工艺路径确定该时刻在成形工件8上扫描位置的坐标;
(2)计算机10根据坐标计算第一、第二凹柱面透镜3、4以及x方向扫描振镜13和z方向扫描振镜14应有的位姿,然后控制运动控制卡12使第一、第二凹柱面透镜3、4以及x方向扫描振镜13和z方向扫描振镜14运动到相应位姿;
(3)激光控制卡11控制脉冲激光束2从激光器1发出,先通过动态聚焦及矫形系统6,脉冲激光束2的截面形状和聚焦位置发生变化,再通过扫描振镜系统7,脉冲激光束2的传播方向改变,从打到成形工件(靶面)8上的相应坐标,并形成工艺要求的 大小的圆形光斑;
(4)按工艺路径进行下一个点的喷丸,一直到喷丸路径结束,完成激光喷丸。
上述实施例仅用于说明本发明技术方案,但其并不是用来限定本发明。任何本领域技术人员在不脱离本发明的精神和范围内,都可以利用上述揭示的内容对本发明所提出的方案做出可能的变动和修改,因此,凡是未脱离本发明的技术内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化及修饰,均属于本发明的保护范围。
一种用于大型工件激光喷丸成形的光路装置及方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。










动态评分
0.0