









专利摘要
本发明一种减震件内衬套温斜轧成形方法及其模具,方法为管状坯料加热到轧制温度,送入斜轧机两个相同的模具和上下导板所形成的孔型中,两模具同向转动,管料在轧辊的作用下反向旋转,并沿模具投影交角的中线轴向运动,模具每旋转一周完成一个零件的轧制。该方法既通过凹槽从起点开始积累金属,与此同时对凹槽内的金属作径向挤压,在凸台高度变化率与凹槽底部高度变化率协调之下有效实现了零件凸台部分的局部增厚以及凸台段内孔平整的目的。本发明能保证轧件良好的外形质量,又实现了空心薄壁异形件在轧制中的局部增厚,在内孔随形质量上也取得了很好的效果,并且具有节能、节材、高效、优质和低成本等显著经济优点。
权利要求
1.一种减震件内衬套温斜轧成形模具,其特征在于,该模具包括轧辊基体(1)和设置在所述轧辊基体(1)表面上的螺旋体成形部分(2),
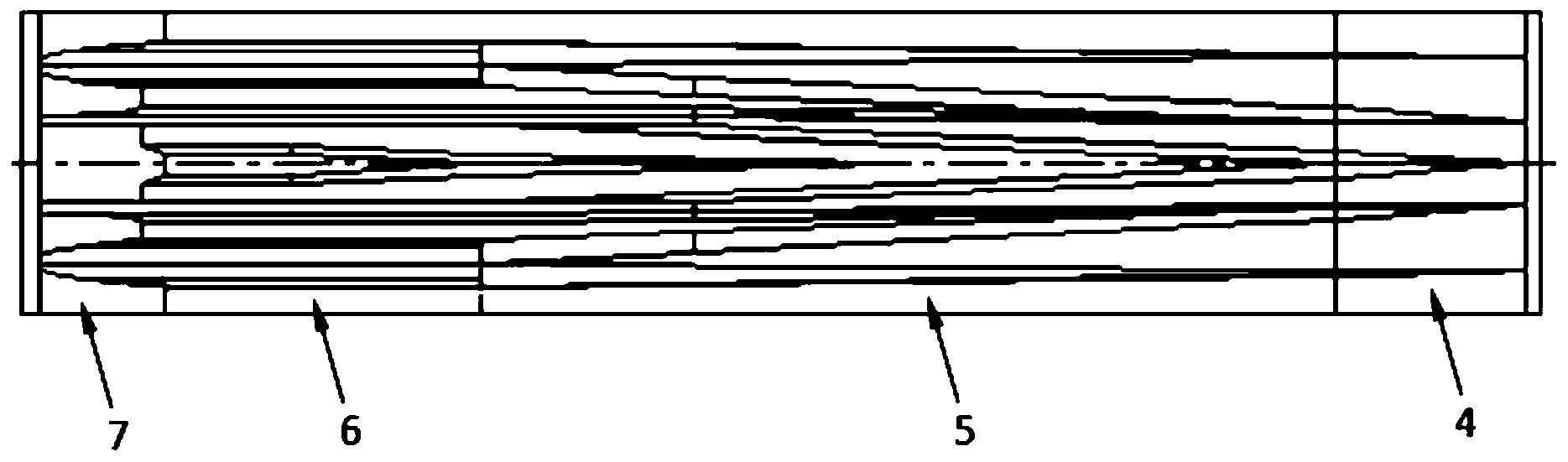
其中,所述螺旋体成形部分(2)为双凸台螺旋体,所述双凸台螺旋体的螺旋升角为β,β=2°~ 6°,所述双凸台螺旋体的双凸台(3)之间设有与所述双凸台螺旋体配合的螺旋凹槽(4),所述螺旋体成形部分包括成形段(5)和精整段(6),所述成形段(5)的端部为咬入部分,所述咬入部分为顶面呈圆弧状的双凸台,成形段的螺旋凹槽的底部高度与双凸台螺旋体的双凸台高度呈线性升高,当成形段(5)的双凸台螺旋体的双凸台高度升高至h
2.根据权利要求1所述的减震件内衬套温斜轧成形模具,其特征在于,所述螺旋凹槽(4)底部高度变化率为k
3.根据权利要求1所述的减震件内衬套温斜轧成形模具,其特征在于,所述成形段的双凸台螺旋体初始高度为h
4.一种使用权利要求1-3任意一项所述的减震件内衬套温斜轧成形模具的成形方法,具体包括以下步骤:
步骤1.设计斜轧模具:
根据需要成形的内衬套尺寸确定管状坯料的外径φ
步骤2:将经步骤1成形的两个斜轧模具安装到轧机上,两个斜轧模具的中心轴线O
说明书
技术领域
本发明属于金属塑性成形技术领域,具体涉及一种减震件内衬套温斜轧成形方法及其模具。
背景技术
为保障各类机动车及工程设备的舒适性与使用寿命,减震连接件得到了大量的使用。内衬套作为减震连接件的重要部分有着极大的需求量,而在实际使用中可靠性高、使用寿命长得到广泛认可的是一种异形内衬套。此类产品是一种空心异形件,目前主要的加工方法是冷镦法,这种加工方法存在产品成本高、工作噪音大、模具寿命低以及设备投入高等诸多实际问题。
斜轧技术是一种高效的金属塑性成形新工艺和新技术,具有材料利用率高、生产效率高、工作环境好,产品成本大幅降低等诸多优点,但斜轧技术在薄壁空心异形件上的应用并不多。减震件内衬套是端部带有凸台的薄壁空心异形件,采用斜轧的方式生产主要的问题在于轧件凸台段的壁厚大于原始壁厚,一方面要实现该位置的局部增厚,又要避免该位置内孔在随形中出现环形沟,即局部扩径现象,壁厚变化越大即凸台高度越大,局部扩径越严重,此外咬入时容易产生不可完全回复的椭圆化。
发明内容
为了有效解决上述问题,本发明提供一种减震件内衬套温斜轧成形方法及其模具。
本发明的技术方案是:一种减震件内衬套温斜轧成形模具,该模具包括轧辊基体和设置在所述轧辊基体表面上的螺旋体成形部分,
其中,所述螺旋体成形部分为双凸台螺旋体,所述双凸台螺旋体的螺旋升角为β,β=2°~ 6°,所述双凸台螺旋体的双凸台之间设有与所述双凸台螺旋体配合的螺旋凹槽,所述螺旋体成形部分包括成形段和精整段,所述成形段的端部为咬入部分,所述咬入部分为顶面呈圆弧状的双凸台,成形段的螺旋凹槽的底部高度与双凸台螺旋体的双凸台高度呈线性升高,当成形段的双凸台螺旋体的双凸台高度升高至h0时,成形段结束,此段的圆周方向的长度为270°~ 450°,此后双凸台螺旋体的凸台高度的保持不变,此段为精整段,精整段在圆周方向的长度为360°±90°。
进一步,所述螺旋凹槽底部高度变化率为k2,所述双凸台螺旋体的双凸台3高度变化率为k1,k2与k1的比值为0.85 ~ 1.2。
进一步,所述成形段的初始高度为h1,h1≤0.05φ1,φ1为管状坯料的外径。
本发明的另一目的是提供一种使用上述的减震件内衬套温斜轧成形模具的成形模具方法,具体包括以下步骤:
步骤1.设计斜轧模具:
根据需要成形的内衬套尺寸确定管状坯料φ1,φ2,以及轧辊基体1的直径D,基本导程L,螺旋升角β,凹槽底部高度变化率k2,凸台高度变化率k1,,k2与k1之比的比值为0.85 ~1.2 ,双凸台螺旋体的初始高度为h1,h1≤0.05φ1,φ1为管状坯料的外径,成形斜轧模具;
步骤2:将经步骤1成形的两个斜轧模具安装到轧机上,两个斜轧模具的中心轴线O2和O3分别与轧制中心线O1在其垂直平面投影相交,夹角为α,α=2°~ 6°,将管状坯料加热到700℃~ 850℃,送入斜轧机的两个模具和上下导板所形成的孔型中,两个斜轧模具同向转动,管料在两个斜轧模具的作用下反向旋转,并沿两个斜轧模具投影交角的中线轴向运动,斜轧模具每旋转一周完成一个零件的轧制。
该模具是一种适用于两辊斜轧机的螺旋孔型轧辊,轧辊直径与被轧管状坯料直径比为5~7。该螺旋孔型轧辊具体包括轧辊基体、圆弧型槽以及双凸台和它们之间的凹槽所组成的螺旋体。所述圆弧型槽的圆弧与轧件球状部分的直径相等,该螺旋孔型轧辊的基本导程为零件长度与预留切口宽度之和,螺旋升角β=2°~ 6°。根据功能该轧辊螺旋孔型可分为咬入部分、成形段和精整段。咬入部分是一小段顶面为圆弧状的凸台,是轧辊基体到成形段起始凸台的过渡,坯料的咬入是由咬入凸台实现的。在螺旋凸台圆周方向,成形段长270°~450°,精整段长度360°±90°。双凸台底面在同一圆柱面上,双凸台的高度均以该圆柱面为基准。在成形段,双凸台起始高度h1不大于0.05φ1,螺旋凹槽对应着零件的凸台部分。在成形段此凹槽底部高度与螺旋凸台高度线性升高,凹槽底部高度变化率为k2 ,凸台高度变化率为k1 ,协调两者高度变化率促使轧件在凸台处堆积适量的金属。精整区,螺旋凸台与凹槽同轧件颈部与凸台热态尺寸完全一一对应,对基本成形的轧件进行整形,提高产品外形质量及尺寸精度,同时还能使轧件凸台对应的内孔部分更加平整。
本发明所述的一种减震件内衬套温斜轧成形方法,采用温轧的方式生产,该成形方法适用于壁厚不小于4mm的各类内衬套和端部带凸台的空心异形回转体件的生产,适用的材料有低碳钢、中碳钢和低合金钢等金属材料。
本发明提供一种减震件内衬套温斜轧成形方法及其模具,其原理在于:从起点开始开出凹槽将凸台分为双凸台同步成形,也在起始段形成了双凸台平稳咬入,既有效减轻了咬入时的椭圆化现象,又能避免零件凸台对应的内孔部分金属过分流失。凹槽从起点开始积累金属,与此同时对凹槽内的金属作径向挤压,在凸台高度与凹槽底部高度变化率协调之下有效实现了零件凸台部分的增材以及凸台段内孔平整的目的,凹槽底部高度变化率k2与凸台高度变化率k1之比在0.85 ~ 1.2之间。该模具既能保证轧件良好的外形质量,在内孔随形质量上也取得了很大的突破,零件的有效局部增厚率可达30%,内孔平整。
本发明优点在于:温斜轧成形方法是一种连续塑性成形方法,轧件成形性好且不会产生厚氧化皮,它的产品质量好、外形好、精度高;轧辊每旋转一周完成一个零件的轧制,生产效率高,生产率可达50~110件/min ;与传统加工方式相比,具有节能、节材、高效、优质和低成本等显著经济优点;此外,本发明提供的方法与模具解决了斜轧薄壁空心异形件凸台段的局部增厚难和内孔随形中存在的局部扩径现象以及咬入时产生的过大的椭圆化问题。
附图说明
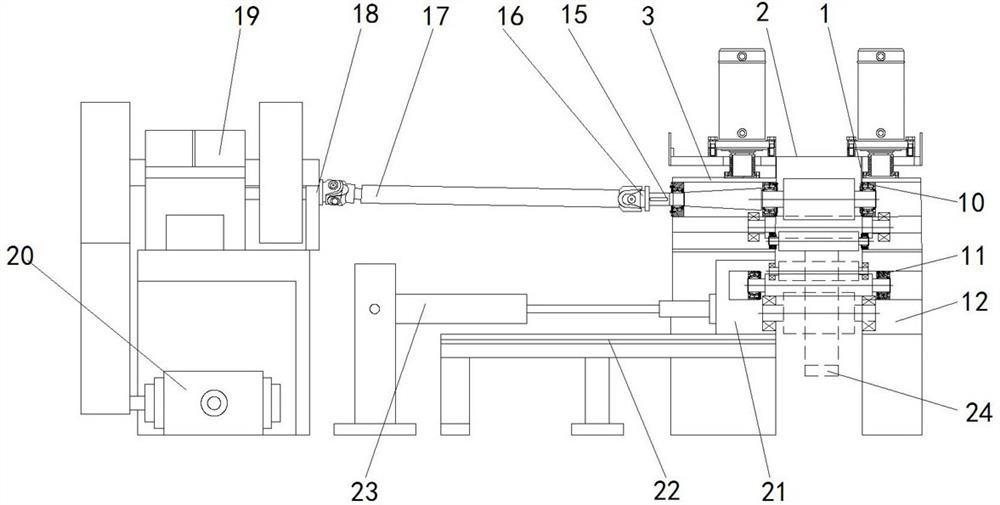
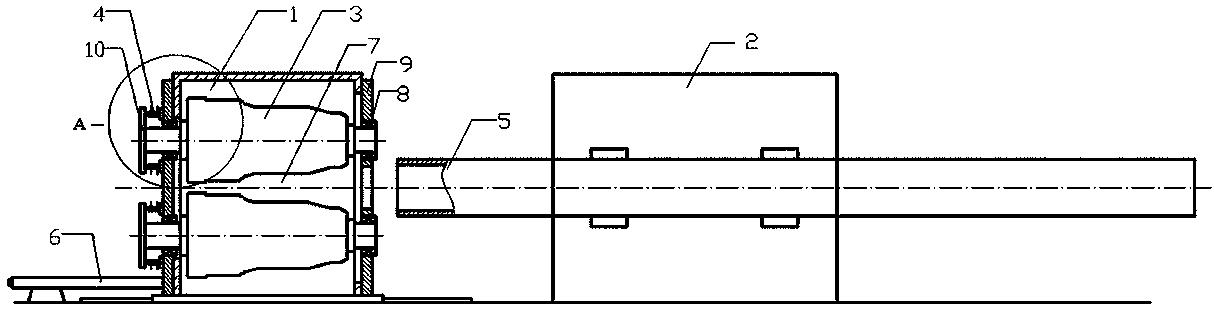
图1为本发明一种减震件内衬套温斜轧成形模具的结构示意图。
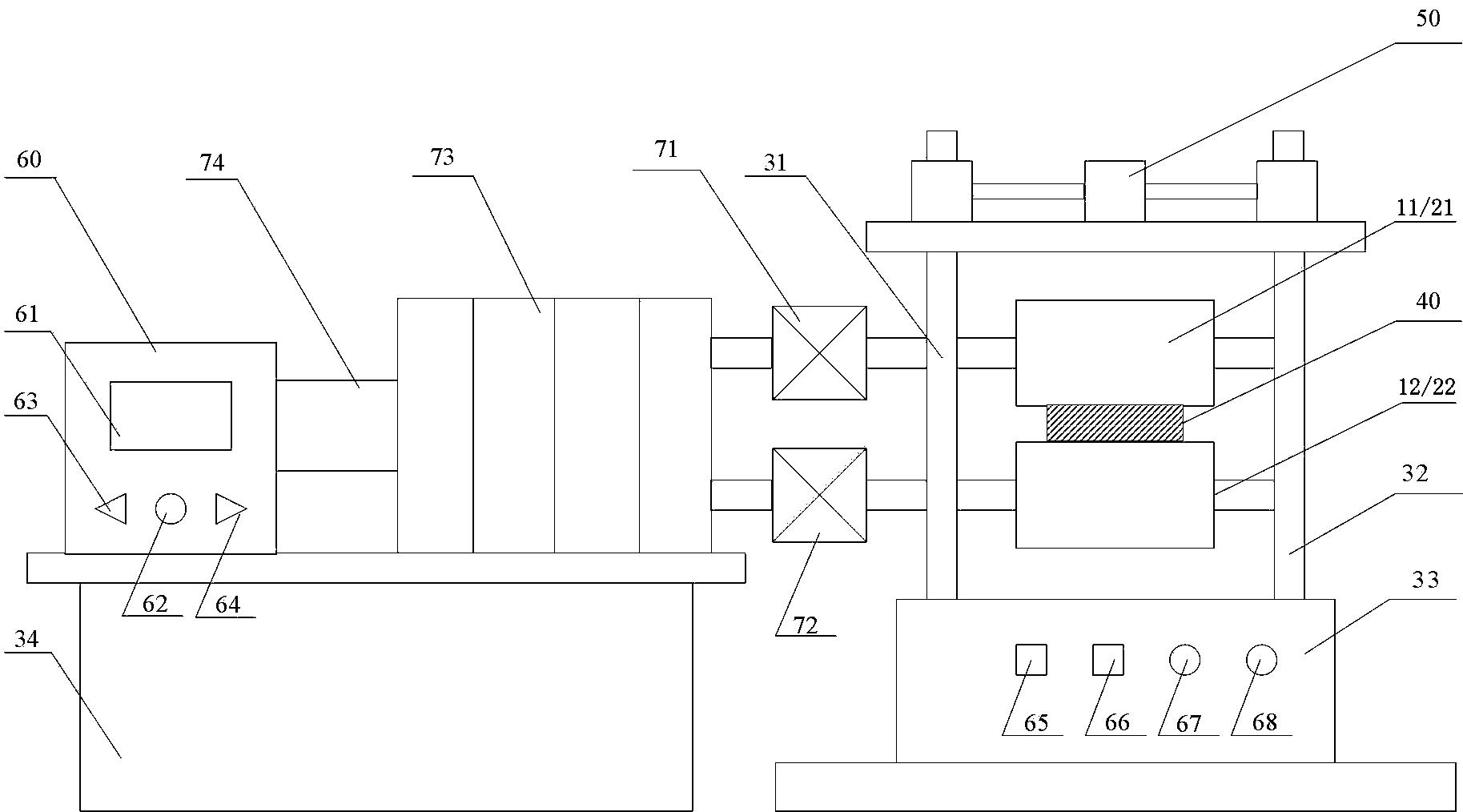
图2为本发明的模具安装在在轧机上空间位置示意图。
图3为本发明的模具和上下导板组成的孔型展开图。
图4为成型后的减震件内衬套示意图。
图5-图7为本发明模具的不同凸台高度与凹槽底部高度变化图, k1为凸台高度变化率, k2为凹槽底部高度变化率。
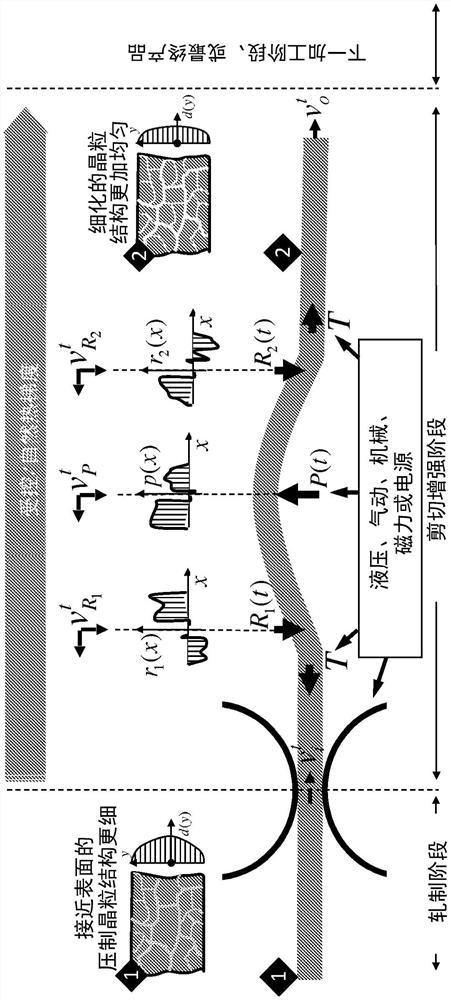
图8为轧制效果示意图。
具体实施方式
为了使本发明的目的、技术方案及优点更易于理解,以下结合附图及实施例,对本发明进行详细描述。应当理解,此处所描述的具体实施例仅用于解释本发明,并不用于限定本发明。相反,本发明涵盖任何由权利要求定义的在本发明的精髓和范围上做的替代、修改、等效方法以及方案。
根据实际零件尺寸确定管状坯料外径φ1和内径φ2,进一步确定轧辊直径D=(5~7)φ1,根据所用轧机将轧辊直径规范到具体尺寸。进一步地,根据目标轧件压下量、壁厚确定轧辊螺旋孔型成形段与精整段在圆周方向的长度,成形段长取在270°~ 450°,精整段长度取在270°~ 450°。如图1所示,该螺旋孔型轧辊具体包括轧辊基体、圆弧型槽以及双凸台和它们之间的凹槽所组成的螺旋体。所述圆弧型槽的圆弧与轧件球状部分的直径相等,该螺旋孔型轧辊的基本导程为零件长度与预留切口宽度之和,螺旋升角β=2°~ 6°。图3为孔型展开图,从起点开始开出的凹槽将凸台分为双凸台同步成形,也在起始段形成了双凸台平稳咬入,既有效减轻了咬入时的椭圆化现象,又能避免图4所示轧件凸台对应的内孔部分金属过分流失。如图5所示,在凸台高度变化率k1与凹槽底部高度变化率k2协调之下有效实现了零件凸台部分的增材以及凸台段内孔平整的目的,k2与k1之比在0.85 ~ 1.2之间,轧制效果示意图如图6所示。
将按上述方法设计的两个相同的轧辊安装到斜轧机上,如图2所示,两个斜轧模具的中心轴线O2和O3分别与轧制中心线O1在其垂直平面投影相交,夹角为α,α=2°~ 6°。将管状坯料加热到700℃ ~ 850℃,送入斜轧机两个轧辊和上下导板所形成的孔型中,两轧辊同向转动,管料在轧辊的作用下反向旋转,并沿两辊投影交角的中线轴向运动,轧辊每旋转一周完成一个零件的轧制。
以图4所示内衬套为例说明本发明技术实施方案。
实施例1
根据图示内衬套尺寸确定管状坯料φ1=35,φ2=23。轧辊直径D=220mm,基本导程51mm,螺旋升角β=4.3°。如图5所示,从720°~360°是成形区,长360°。从360°~ 0°是精整区,长360°,轧辊凸台高度与凹槽底部高度在成形区呈线性上升,变化率分别为k1=4mm/r和k2=3.6mm/r,凹槽底部高度变化率k2与凸台高度变化率k1之比为0.9 ,轧辊凸台的起始高度为1.6mm。将两个设计并加工好的相同轧辊安装到轧机上,如图2所示,两个斜轧模具的中心轴线O2和O3分别与轧制中心线O1在其垂直平面投影相交,夹角为α,α=4.3°。将管状坯料加热到750℃,送入斜轧机两个轧辊和上下导板所形成的孔型中,两轧辊同向转动,管料在轧辊的作用下反向旋转,并沿两辊投影交角的中线轴向运动,轧辊每旋转一周完成一个零件的轧制,有效实现零件凸台对应内孔部分的增材,满足该零件凸台处的厚度,凸台段内孔平整,轧件成形质量较好。
实施例2
根据图示内衬套尺寸确定管状坯料φ1=35,φ2=23。轧辊直径D=220mm,基本导程45mm,螺旋升角β=3.8°。如图6所示,从540°~270°是成形区,长270°。从270°~ 0°是精整区,长270°,轧辊凸台高度与凹槽底部高度在成形区呈线性上升,变化率分别为k1=4.2mm/r和k2=4.2mm/r,凹槽底部高度变化率k2与凸台高度变化率k1之比为1 ,轧辊凸台的起始高度为1.7mm。将两个设计并加工好的相同轧辊安装到轧机上,如图2所示,两个斜轧模具的中心轴线O2和O3分别与轧制中心线O1在其垂直平面投影相交,夹角为α,α=3.8°。将管状坯料加热到750℃,送入斜轧机两个轧辊和上下导板所形成的孔型中,两轧辊同向转动,管料在轧辊的作用下反向旋转,并沿两辊投影交角的中线轴向运动,轧辊每旋转一周完成一个零件的轧制,有效实现零件凸台对应内孔部分的增材,满足该零件凸台处的厚度,凸台段内孔平整,轧件成形质量良好。
实施例3
根据图示内衬套尺寸确定管状坯料φ1=35,φ2=23。轧辊直径D=220mm,基本导程68mm,螺旋升角β=5.7°。如图7所示,从900°~450°是成形区,长450°。从450°~ 0°是精整区,长450°。轧辊凸台高度与凹槽底部高度在成形区呈线性上升,变化率分别为k1=3.6mm/r和k2=4.0mm/r,凹槽底部高度变化率k2与凸台高度变化率k1之比为1.11,轧辊凸台的起始高度为1.1mm。将两个设计并加工好的相同轧辊安装到轧机上,如图2所示,两个斜轧模具的中心轴线O2和O3分别与轧制中心线O1在其垂直平面投影相交,夹角为α,α=5.7°。将管状坯料加热到750℃,送入斜轧机两个轧辊和上下导板所形成的孔型中,两轧辊同向转动,管料在轧辊的作用下反向旋转,并沿两辊投影交角的中线轴向运动,轧辊每旋转一周完成一个零件的轧制,有效实现零件凸台对应内孔部分的增材,满足该零件凸台处的厚度,凸台段内孔平整,轧件成形质量良好。
一种减震件内衬套温斜轧成形方法及其模具专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。












动态评分
0.0