

IPC分类号 : B29C64/135,B22D23/00,B33Y10/00,B23D79/00,G02B3/00,B29L31/00







专利摘要
本发明实施例公开了一种镜头的制备方法,其包括:获取所述镜头的三维设计图;根据所述三维设计图使用3D打印技术打印出与所述镜头形状相匹配的加工刀头;在数控机床上使用所述加工刀头对镜头坯材进行加工,得到镜头样件;对所述镜头样件进行技术鉴定,若所述镜头样件符合技术鉴定标准,则对所述镜头样件进行批量生产以得到多个所述镜头。本发明实施例公开的镜头的制备方法,解决了目前市场上的Lens试产工艺具有试产不合格率较高且试产效率较低的技术问题。
权利要求
1.一种镜头的制备方法,其特征在于,包括:
获取所述镜头的三维设计图;
根据所述三维设计图使用3D打印技术打印出与所述镜头形状相匹配的加工刀头;
在数控机床上使用所述加工刀头对镜头坯材进行加工,得到镜头样件;
对所述镜头样件进行技术鉴定,若所述镜头样件符合技术鉴定标准,则对所述镜头样件进行批量生产以得到多个所述镜头。
2.根据权利要求1所述的镜头的制备方法,其特征在于,对所述镜头样件进行技术鉴定,若所述镜头样件不符合技术鉴定标准,则调整所述数控机床的加工参数并使用所述加工刀头对下一个镜头坯材进行加工,直至得到符合技术鉴定标准的镜头样件。
3.根据权利要求1所述的镜头的制备方法,其特征在于,若打印所述加工刀头的打印材料为光敏树脂,所述镜头的制备方法,还包括:
对所述加工刀头进行电铸处理。
4.根据权利要求1-3任一项所述的镜头的制备方法,其特征在于,所述加工刀头的精度误差小于1微米。
5.根据权利要求1-3任一项所述的镜头的制备方法,其特征在于,所述3D打印技术为微纳3D打印技术。
6.根据权利要求5所述的镜头的制备方法,其特征在于,所述微纳3D打印技术包括数字光处理投影技术或立体光固化成型技术或双光子吸收激光逐点扫描技术。
7.根据权利要求1-3任一项所述的镜头的制备方法,其特征在于,所述对所述镜头样件进行技术鉴定的方法,进一步包括:
对所述镜头样件进行物理尺寸量测以及性能测试。
说明书
技术领域
本发明属于制造方法领域,尤其涉及一种镜头的制备方法。
背景技术
目前市场上的VR lens、手机CCM Lens、以及其它Lens的主流工艺为:首先,在计算机数字控制机床上加工出Lens的注塑模具;然后,使用注塑模具注塑试产Lens;最后,对试产的Lens进行量测以及测试,若符合标准则对Lens进行批量生产。
但是,Lens一般需要很高的制造精度,而目前试做过程需要较长的反复修模过程,这是因为,一方面在加工注塑模具环节机床、刀头以及人工等都有可能影响注塑模具的规格;另一方面在注塑试产环节温度、压力、模具组装等都有可能影响到试产产品的精度,这就造成了Lens试产的不合格率较高。另外,当Lens量测以及测试不符合标准时,往往比较难以厘清是因为模具尺寸问题还是注塑工艺问题造成的,需要进行反复试验验证,导致耗费较长的时间和浪费人力,使得Lens的试产效率较低。
简言之,目前市场上的Lens试产工艺具有试产不合格率较高,且试产效率较低的技术问题。
发明内容
有鉴于此,本发明实施例提供了一种镜头的制备方法,用于解决目前市场上的Lens试产工艺具有试产不合格率极高,且试产效率较低的技术问题。
本发明实施例提供了一种镜头的制备方法,其包括:
获取所述镜头的三维设计图;
根据所述三维设计图使用3D打印技术打印出与所述镜头形状相匹配的加工刀头;
在数控机床上使用所述加工刀头对镜头坯材进行加工,得到镜头样件;
对所述镜头样件进行技术鉴定,若所述镜头样件符合技术鉴定标准,则对所述镜头样件进行批量生产以得到多个所述镜头。
进一步地,对所述镜头样件进行技术鉴定,若所述镜头样件不符合技术鉴定标准,则调整所述数控机床的加工参数并使用所述加工刀头对下一个镜头坯材进行加工,直至得到符合技术鉴定标准的镜头样件。
进一步地,若打印所述加工刀头的打印材料为光敏树脂,所述镜头的制备方法,还包括:
对所述加工刀头进行电铸处理。
进一步地,所述加工刀头的精度误差小于1微米。
进一步地,所述3D打印技术为微纳3D打印技术。
进一步地,所述微纳3D打印技术包括数字光处理投影技术或立体光固化成型技术或双光子吸收激光逐点扫描技术。
进一步地,所述对所述镜头样件进行技术鉴定的方法,进一步包括:
对所述镜头样件进行物理尺寸量测以及性能测试。
本发明实施例提供的镜头的制备方法,通过3D打印技术打印出精准的加工刀头,在数控机床上对镜头坯材进行加工,然后对镜头样件进行技术鉴定,提升试产精度,简化试产步骤,避免了制备过程中因多次使用数控机床以及人工而导致产品合格率不能保证,且在产品不合格时能迅速应对,提升试产效率,解决了目前市场上的Lens试产工艺具有试产不合格率极高,且试产效率较低的技术问题。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作一简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
图1为本发明实施例提供的镜头的制备方法的一方法流程图;
图2为本发明实施例提供的镜头的制备方法的又一方法流程图;
图3为本发明实施例提供的镜头的制备方法的又一方法流程图;
图4为本发明实施例提供的镜头的制备方法的又一方法流程图。
具体实施方式
以下将配合附图及实施例来详细说明本发明的实施方式,藉此对本发明如何应用技术手段来解决技术问题并达成技术功效的实现过程能充分理解并据以实施。
如在说明书及权利要求当中使用了某些词汇来指称特定组件。本领域技术人员应可理解,硬件制造商可能会用不同名词来称呼同一个组件。本说明书及权利要求并不以名称的差异来作为区分组件的方式,而是以组件在功能上的差异来作为区分的准则。如在通篇说明书及权利要求当中所提及的“包含”为一开放式用语,故应解释成“包含但不限定于”。“大致”是指在可接收的误差范围内,本领域技术人员能够在一定误差范围内解决所述技术问题,基本达到所述技术效果。此外,“耦接”或“电性连接”一词在此包含任何直接及间接的电性耦接手段。因此,若文中描述一第一装置耦接于一第二装置,则代表所述第一装置可直接电性耦接于所述第二装置,或通过其它装置或耦接手段间接地电性耦接至所述第二装置。说明书后续描述为实施本发明的较佳实施方式,然所述描述乃以说明本发明的一般原则为目的,并非用以限定本发明的范围。本发明的保护范围当视所附权利要求所界定者为准。
还需要说明的是,术语“包括”、“包含”或者其任何其它变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、商品或者系统不仅包括那些要素,而且还包括没有明确列出的其它要素,或者是还包括为这种过程、方法、商品或者系统所固有的要素。在没有更多限制的情况下,由语句“包括一个……”限定的要素,并不排除在包括所述要素的过程、方法、商品或者系统中还存在另外的相同要素。
具体实施例
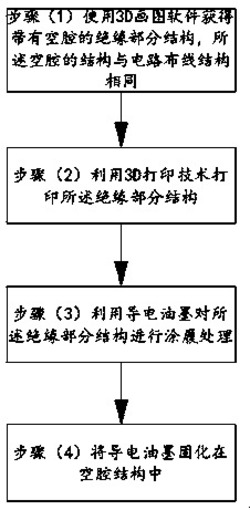
请参考图1,为本发明实施例提供的镜头的制备方法的一方法流程图,所述镜头的制备方法包括:
步骤S100,获取所述镜头的三维设计图;
步骤S300,根据所述三维设计图使用3D打印技术打印出与所述镜头形状相匹配的加工刀头;
步骤S500,在数控机床上使用所述加工刀头对镜头坯材进行加工,得到镜头样件;
步骤S700,对所述镜头样件进行技术鉴定,若所述镜头样件符合技术鉴定标准,则对所述镜头样件进行批量生产以得到多个所述镜头。
在这里,需要指出的是所述镜头为精度要求比较高的塑料制品,既然本发明实施例可适用于精度要求比较高的所述镜头,那么对于精度要求比较一般的塑料制品同样适用。所述镜头一般由塑料制成,即塑料镜头,这里的塑料镜头包括树脂镜头,其可以被广泛用于VR、手机CCM、以及其他光学镜头中。
在步骤S100中,要获取所述镜头的三维设计图,这里获取所述三维设计图的方法包括但不限制于是通过计算机做图的方法实现。
在步骤S300中,承接上述步骤S100,在获取所述三维设计图之后,使用3D打印技术打印出与所述镜头形状相匹配的加工刀头。在这里,由于所述加工刀头与所述镜头的形状相互匹配,所以以所述镜头的三维设计图作为制作所述加工刀头的设计图,在步骤S100中要获取所述镜头的三维设计图。
所述加工刀头为与所述镜头形状相互匹配的刀头,这种匹配关系举例说明,所述镜头为一具有锯齿状的手机摄像头的镜头,那么所述加工刀头即为与所述锯齿状的镜头形状相匹配的刀头,这种匹配关系为阴阳相配的关系,如镜头上有一个凸起部,那么在刀头相应位置具有一个相匹配的凹陷部。
具体地,所述3D打印技术为微纳3D打印技术,即微立体光刻,是指在传统3D打印工艺——立体光固化成型(Stereo Lithography,SL)基础上发展起来的一种新型微细加工技术,,微立体光刻采用的层厚通常是0.5~10um。
另外,所述微纳3D打印技术包括但不限制于是数字光处理投影技术,或立体光固化成型技术,或双光子吸收激光逐点扫描技术。
所述数字光处理投影技术,即DLP(Digital Light Procession),这种技术首要先把影像信号经过数字处理,然后再把光投影出来。它是基于TI(美国德州仪器)公司开发的数字微镜元件——DMD(Digital Micromirror Device)来完成可视数字信息显示的技术。具体地,就是DLP投影技术应用了数字微镜晶片(DMD)来作为主要关键处理元件以实现数字光学处理过程。
所述立体光固化成型技术,即SLA(Stereo lithographyApparatus),其是用特定波长与强度的激光聚焦到光固化材料表面,使之由点到线,由线到面顺序凝固,完成一个层面的绘图作业,然后升降台在垂直方向移动一个层片的高度,再固化另一个层面,这样层层叠加构成一个三维实体。
所述双光子吸收激光逐点扫描技术,是利用材料对飞秒光束在焦点局部区域发生的双光子吸收现象,并通过逐点来实现微器件三维成型的加工技术。
需要指出是,以上列举出的微纳3D打印技术仅仅是示例性质,不能代表所有的微纳3D打印技术,也不构成对本发明实施例以及本发明的限定。这些打印技术可以保证,最终形成的固态的加工刀头的轮廓与3D设计的精度误差可以做到1um以内,满足镜头(Lens)加工精度要求(<1um)。
在这里的微纳3D打印技术中,所使用的打印材料可以包括但不限制于是塑料,或者金属材料;较佳的塑料为光敏树脂。由于打印材料本身的属性,可以想到的是,使用塑料材料打印出来的加工刀头的硬度是不如使用金属材料打印出来的加工刀头的。
请参考图2,为本发明实施例提供的镜头的制备方法的又一方法流程图,在步骤S300中,若打印所述加工刀头的打印材料为光敏树脂,所述制备加工刀头的方法,还包括:
步骤S400,对所述加工刀头进行电铸处理。
具体地,假若在打印所述加工刀头时使用的打印材料为光敏树脂,由于光敏树脂的硬度有限,使得其不能做为加工刀头直接用来对镜头进行加工,因此在打印出所述加工刀头后,需要对所述工刀头进行电铸处理。也就是说使用光敏树脂3D打印出来的加工刀头的硬度比较低,无法直接作为刀具功能使用,因此采用微电铸技术,实现由树酯材质加工刀头到金属材质刀头的翻译,由于该过程属于化学电铸过程,可以保证纳米级的精度。
当然,假若在打印所述加工刀头时使用的打印材料为金属材料,由于金属材料具有较高的硬度,那么所打印出来的加工刀头的硬度比较高,那势必不需要对加工刀头进行电铸翻译,即在步骤S300后直接进行步骤S500。
需要指出的是,使用上述方法制作出的加工刀头的精度小于1微米,所述高精度的加工刀头可以保证镜头的加工精度,有效的保证了产品的合格率。
在步骤S500中,承接上述步骤S300或步骤S400制备出所述加工刀头后,在数控机床上使用所述加工刀头对镜头坯材进行加工,得到镜头样件。具体地,将所述加工刀头安装于数控机床上,然后把预加工成镜头的镜头坯材放置于数控机床,输入相应的机床加工参数,使用所述加工刀头对所述镜头坯材进行加工,得到相应的镜头样件。
在步骤S700中,承接上述步骤S500得到所述镜头样件之后,需要对所述镜头样件进行技术鉴定。若所述镜头样件符合技术鉴定标准,则对所述镜头样件进行批量生产以得到多个所述镜头。具体地。所述镜头样件符合所述镜头的设计尺寸以及设计标准,即所述镜头样件是合格的,这种情况下,对所述镜头样件进行批量生产以得到多个所述镜头。这里的批量生产,可以是重复以上步骤方法,也可以是采用其他的批量生产方法。
请参考图3,为本发明实施例提供的镜头的制备方法的又一方法流程图,本发明实施例提供的镜头的制备方法还包括:
步骤S800,若所述镜头样件不符合技术鉴定标准,则调整所述数控机床的加工参数并使用所述加工刀头对下一个镜头坯材进行加工,直至得到符合技术鉴定标准的镜头样件。
具体地,若所述镜头样件不符合技术鉴定标准,则视所述镜头样件为不合格产品,则不能依照做批量生产。由于在以上制备所述加工刀头的过程是非常精确的,即可以保证所述加工刀头的准确无误,因此出现产品不合格只可能出现在数控机床加工所述镜头坯材的过程。
这种情况下,需要调整所述数控机床的加工参数并使用所述加工刀头对下一个镜头坯材进行加工,直至得到符合技术鉴定标准的镜头样件。这里的所述数控机床的加工参数包括以下参数的一种或者多种:所述加工刀头的安放位置、所述加工刀头的安放角度、所述镜头坯材的放置位置、所述镜头坯材的放置平整度、所述数控机床的控制参数等,以上列举了所述数控机床的加工参数,但并不包括所有在实际加工中的参数。在对所述数控机床的加工参数调整之后,使用所述加工刀头对下一个镜头坯材进行加工,其加工方法依照上述方法进行,直至得到符合技术鉴定标准的镜头样件,即在加工出新的镜头样件后同样需要对其进行技术鉴定,待得到符合技术鉴定标准的镜头样件为止。
另外,请参考图4,为本发明实施例提供的镜头的制备方法的又一方法流程图,步骤S700以及步骤S800中对所述镜头样件进行技术鉴定的方法进一步包括:对所述镜头样件进行物理尺寸量测以及性能测试。
即,步骤S700进一步包括:
步骤S710,对所述镜头样件进行物理尺寸量测以及性能测试,若所述镜头样件符合技术鉴定标准,则对所述镜头样件进行批量生产以得到多个所述镜头;
步骤S800进一步包括:
步骤S810,对所述镜头样件进行物理尺寸量测以及性能测试,若所述镜头样件不符合技术鉴定标准,则调整所述数控机床的加工参数并使用所述加工刀头对下一个镜头坯材进行加工,直至得到符合技术鉴定标准的镜头样件。
在这里,对所述镜头样件进行技术鉴定的具体方法包括:对所述镜头样件进行物理尺寸量测以及性能测试。具体地,在得到所述镜头样件之后,需要按照所述镜头的设计尺寸以及设计标准对所述镜头样件进行技术鉴定,所述技术鉴定的范围包括但不限制于所述镜头样件物理尺寸的测量以及所述镜头样件的性能测试。所述镜头样件的物理尺寸指的是外形尺寸,其可以借助一些测量工具来进行,所述测量工具包括但不限制于游标卡尺、测距仪等。对所述镜头样件的性能测试可以通过测试实验进行,如成像测试。通过对所述镜头样件进行物理尺寸量测以及性能测试,可以了解到所述镜头样件是否符合所述镜头的设计尺寸以及设计标准,即所述镜头样件是否合格;若符合所述镜头的设计尺寸以及设计标准即为合格产品,若不符合所述镜头的设计尺寸以及设计标准即为不合格产品。
本发明实施例提供的镜头的制备方法,通过3D打印技术打印出精准的加工刀头,在数控机床上对镜头坯材进行加工,然后对镜头样件进行技术鉴定,提升了试产精度,简化了试产步骤,避免了在制备过程中因多次使用数控机床以及人工而导致产品合格率不能保证,且在产品不合格时能迅速应对,提升试产效率,解决了目前市场上的Lens试产工艺具有试产不合格率较高,且试产效率较低的技术问题。
通过以上的实施方式的描述,本领域的技术人员可以清楚地了解到各实施方式可借助软件加必需的通用硬件平台的方式来实现,当然也可以通过硬件。基于这样的理解,上述技术方案本质上或者说对现有技术做出贡献的部分可以以软件产品的形式体现出来,该计算机软件产品可以存储在计算机可读存储介质中,如ROM/RAM、磁碟、光盘等,包括若干指令用以使得一台计算机设备(可以是个人计算机,服务器,或者网络设备等)执行各个实施例或者实施例的某些部分所述的方法。
最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
镜头的制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。













动态评分
0.0