










专利摘要
本实用新型涉及一种制备高铬铸铁基陶瓷增强复合材料的装置,属于复合材料制备技术领域。本装置包括砂箱壳体、砂体、振动台、驱动装置、冷却墙、“U”型浇注系统、预制体固定件,振动台设置在驱动装置的顶端,砂箱壳体固定设置在振动台上,砂体填充在砂箱壳体内,冷却墙竖直设置在砂箱壳体内且埋设在砂体内,冷却墙设置有冷却水管,冷却水管的入水口位于冷却墙的底端,冷却水管的出水口位于冷却墙的顶端,“U”型浇注系统竖直设置在砂箱壳体内且埋设在砂体内,“U”型浇注系统的液体浇注入口与冷却墙异侧,预制体固定件设置在预制体的上下两端且埋设在砂体内。本实用新型可提高高铬铸铁基陶瓷增强复合材料的耐磨性能和使用寿命,拓宽应用范围。
权利要求
1.一种制备高铬铸铁基陶瓷增强复合材料的装置,其特征在于:包括砂箱壳体、砂体(1)、振动台(4)、驱动装置(5)、冷却墙(2)、“U”型浇注系统(11)、预制体固定件(10),振动台(4)设置在驱动装置(5)的顶端,砂箱壳体固定设置在振动台(4)上,砂体(1)填充在砂箱壳体内,冷却墙(2)竖直设置在砂箱壳体内且埋设在砂体(1)内,冷却墙(2)设置有冷却水管(3),冷却水管(3)的入水口位于冷却墙(2)的底端,冷却水管(3)的出水口位于冷却墙的顶端,“U”型浇注系统(11)竖直设置在砂箱壳体内且埋设在砂体(1)内,“U”型浇注系统(11)的液体浇注入口与冷却墙(2)异侧,预制体固定件(10)设置在预制体(9)的上下两端且埋设在砂体(1)内。
2.权利要求1所述制备高铬铸铁基陶瓷增强复合材料的装置,其特征在于:驱动装置(5)为振动电机,预制体固定件(10)的高度为5~10mm。
说明书
技术领域
本实用新型涉及一种制备高铬铸铁基陶瓷增强复合材料的装置,属于复合材料制备技术领域。
背景技术
随着社会的进步,科技水平的快速发展,传统的金属耐磨材料已经不能满足现代工业对其耐磨性能的要求。新型的耐磨材料顺势孕育而生,由于新型耐磨材料具有其优异的耐磨性能,正在慢慢的取代传统的金属耐磨材料。耐磨铸件主要用于矿山、电力、水泥、农业等部门,耐磨部件相关应用主要集中在立式磨辊机的外辊皮、辊机中的磨盘、破碎机中的锤头、破碎机中的板锤以及运输管道等相关设备上,传统的耐磨部件由于其消耗量大,对设备和环境影响都很大,从而影响人们的生活质量,这将慢慢的由市场来主导,最终将会把这些传统耐磨材料的缺点通过技术更新淘汰掉。当今市场上常用的耐磨金属材料种类比较繁多,类型也比较复杂。常见的有合金铸铁、奥氏体高锰钢以及硬质合金等,每种耐磨材料都有其特殊的应用价值,根据实际工况及价值考虑应用情况。但随着技术的不断发展,这些材料在慢慢的从传统型转变为新颖、合金化和多元化的新型材料中去。由合金铸铁发展过来的一种从结构上创新的新型复合材料—耐磨陶瓷金属基复合材料已经成为当前耐磨材料行业的热点。金属基陶瓷耐磨复合材料的特点主要是将金属基体强韧性与陶瓷增强体高硬度特性两种材料的特点结合起来。这种复合材料在很大程度上提高了整个复合材料的耐磨性能。
中国发明专利CN104439192A中介绍了一种蜂窝状陶瓷-金属复合材料立磨磨辊制备方法,其主要是将陶瓷颗粒制备成陶瓷预制体,然后与高铬铸铁复合成耐磨镶块,再对耐磨镶块进行热处理后再进行二次复合,最终得到所需要的立磨磨辊,其缺点在于耐磨镶块基体为高铬铸铁,金属组织中的碳化物容易粗大,通过热不理不能很好细化组织,影响了镶块的耐磨性能,降低了其使用寿命;中国发明专利CN102179277A公开了一种中速磨煤机陶瓷复合衬板,其主要是通过将由高铬合金浇注而成的耐磨衬板通过粘结剂将嵌有氧化物或者氮化物、硼化物的陶瓷棒粘结起来,并通过衬板上的螺栓将复合板与衬板结合在一起,其缺点在于工艺复杂,螺栓容易失效,造成安全事故;中国专利CN203620703U中介绍了一种用于立磨机的金属基陶瓷复合材料磨辊,其主要是通过在辊体上设置陶瓷衬板,陶瓷衬板之间通过钢液浇铸团结为一体,其主要缺点在于陶瓷衬板与钢液之间的热膨胀系数相差大,两者结合处的应力大,容易产生裂纹源,在实用过程中容易引起严重的安全事故。
实用新型内容
本实用新型针对现有高铬铸铁基陶瓷增强复合材料制备技术存在的问题,提供一种制备高铬铸铁基陶瓷增强复合材料的装置,本装置可控制复合材料的内部组织及组织中物相的生长方向,可以提高高铬铸铁基陶瓷增强复合材料的耐磨性能和使用寿命,而且能够拓宽其应用的范围,整个过程工艺简单,生产成本低。
本实用新型为解决其技术问题而采用的技术方案是:
一种制备高铬铸铁基陶瓷增强复合材料的装置,包括砂箱壳体、砂体1、振动台4、驱动装置5、冷却墙2、“U”型浇注系统11、预制体固定件10,振动台4设置在驱动装置5的顶端,砂箱壳体固定设置在振动台4上,砂体1填充在砂箱壳体内,冷却墙2竖直设置在砂箱壳体内且埋设在砂体1内,冷却墙2设置有冷却水管3,冷却水管3的入水口位于冷却墙2的底端,冷却水管3的出水口位于冷却墙的顶端,“U”型浇注系统11竖直设置在砂箱壳体内且埋设在砂体1内,“U”型浇注系统11的液体浇注入口与冷却墙2异侧,预制体固定件10设置在预制体9的上下两端且埋设在砂体1内;
所述驱动装置5为振动电机,预制体固定件10的高度为5~10mm;
所述砂体1的分型面12水平设置在砂体1的中部。
利用本实用新型的装置制备高铬铸铁基陶瓷增强复合材料方法,具体步骤为:
(1)将陶瓷增强体制备成陶瓷预制体放入到砂型型腔中靠近冷却墙的位置;
(2)浇注高铬铸铁金属液体,与陶瓷预制体进行复合,浇注完成1~5min后,设置振动功率与振动时间,启动振动台,同时开启冷却墙中的冷却水;
(3)振动结束后,继续通冷却水,待温度降至金属液固相线停止通冷却水,24h后进行翻箱,得到工件基本单元体;
(4)将单元体按工件尺寸拼凑,再按照步骤(1)~(3)的过程进行二次复合,得到所需工件。
本实用新型的有益效果:
(1)本实用新型制备高铬铸铁基陶瓷增强复合材料的装置将浇注系统与振动台及冷却系统相结合起来,振动系统可以将金属液体在凝固结晶过程中粗大的枝晶震碎,细化晶粒,同时冷却系统可以加快工作面方向热量的扩散,使组织中初生的碳化物出现定向生长,在垂直于工作面的复合区域金属基体的耐磨性能也得到很大的提升;
(2)本实用新型制备高铬铸铁基陶瓷增强复合材料的装置通过控制复合材料的内部组织及组织中物相的生长方向,可以提高高铬铸铁基陶瓷增强复合材料的耐磨性能和使用寿命,而且能够拓宽其应用的范围,整个过程工艺简单,生产成本低。
附图说明
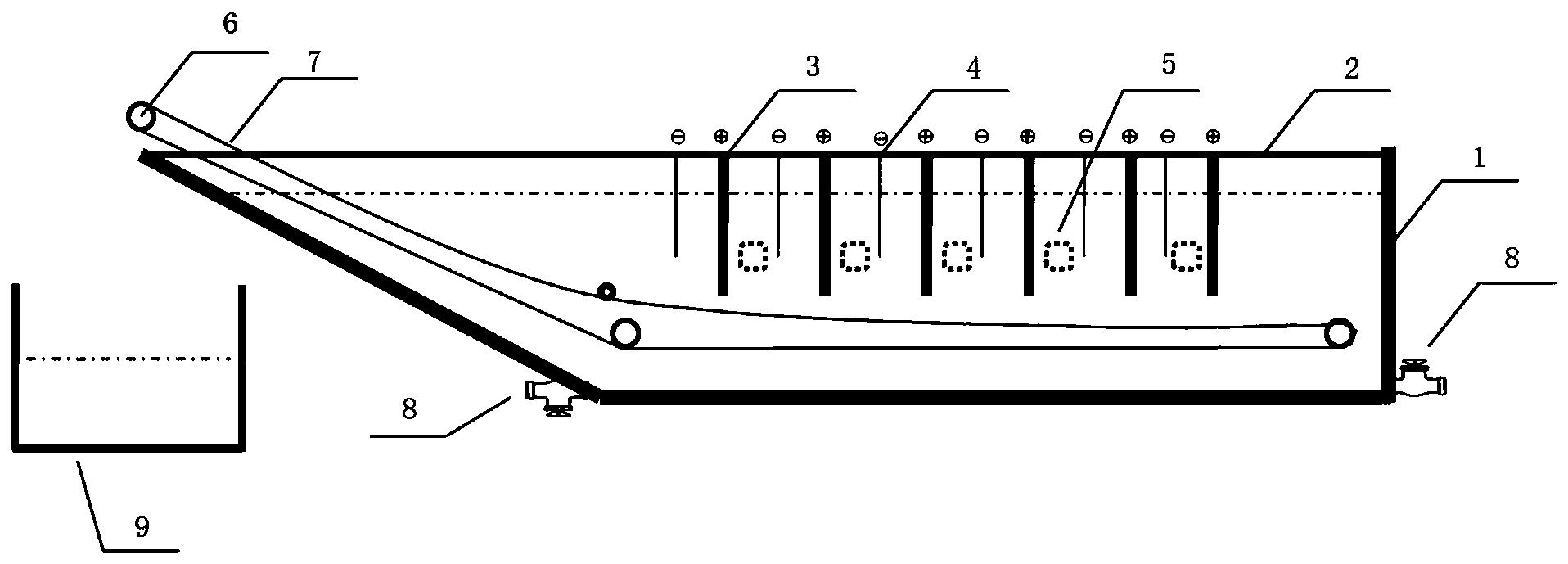
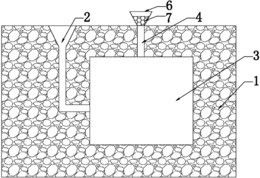
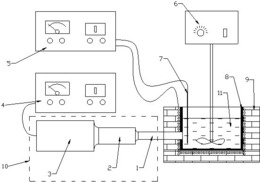
图1为实施例制备高铬铸铁基陶瓷增强复合材料的装置的结构示意图;
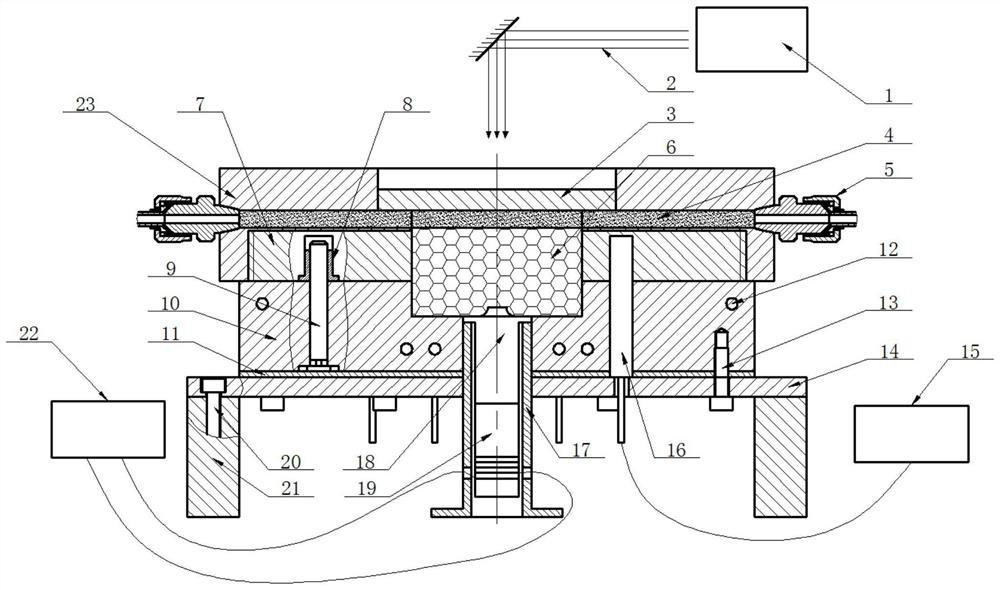
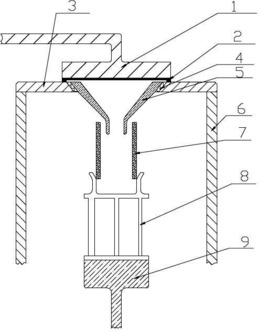
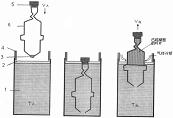
图2为实施例制备高铬铸铁基陶瓷增强复合材料的装置剖视图;
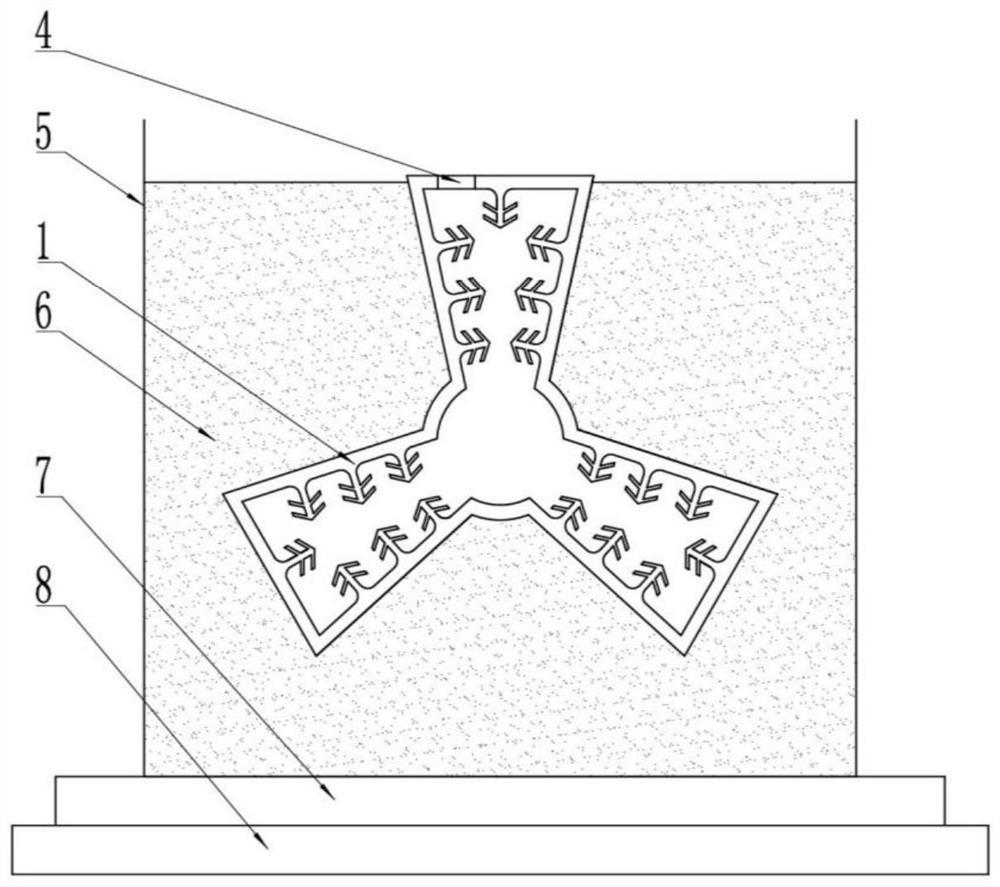
图3为实施例2高铬铸铁基陶瓷增强复合材料的内部结构图;
图4为实施例2高铬铸铁基陶瓷增强复合材料垂直于冷却墙的基体组织图;
图5为实施例2高铬铸铁基陶瓷增强复合材料平行于冷却墙的基体组织图;
图6为实施例2高铬铸铁基陶瓷增强复合材料复合区域组织图;
图中:1-砂体,2-冷却墙, 3-冷却水管, 4-振动台, 5-驱动装置,6-地面,7-陶瓷颗粒, 8-高铬铸铁基体, 9-预制体, 10-固定铁片, 11-“U”型浇注系统,12-分型面。
具体实施方式
下面结合具体实施方式,对本实用新型作进一步说明。
实施例1:如图1~2所示,一种制备高铬铸铁基陶瓷增强复合材料的装置,包括砂箱壳体、砂体1、振动台4、驱动装置5、冷却墙2、“U”型浇注系统11、预制体固定件10,振动台4设置在驱动装置5的顶端,砂箱壳体固定设置在振动台4上,砂体1填充在砂箱壳体内,冷却墙2竖直设置在砂箱壳体内且埋设在砂体1内,冷却墙2设置有冷却水管3,冷却水管3的入水口位于冷却墙2的底端,冷却水管3的出水口位于冷却墙的顶端,“U”型浇注系统11竖直设置在砂箱壳体内且埋设在砂体1内,“U”型浇注系统11的液体浇注入口与冷却墙2异侧,预制体固定件10设置在预制体9的上下两端且埋设在砂体1内;
驱动装置5为振动电机,预制体固定件10的高度为5cm;
预制体固定件10的高度还可以为5~10cm范围内的任意数值;
砂体1的分型面12水平设置在砂体1的中部;
本实施例中振动台4与地面6在同一平面上,驱动装置5设置在地面6的凹槽内。
实施例2:采用实施例1的装置制备高铬铸铁基陶瓷增强复合材料(立磨磨辊),陶瓷颗粒为氧化铝颗粒,过12目筛,高铬铸铁为过共晶高铬铸铁,所得组织物相主要为C3M7型碳化物,组织中主要有两种碳化物分别为初生碳化物和共晶碳化物;
利用实施例1的装置制备高铬铸铁基陶瓷增强复合材料方法,具体步骤为:
(1)将陶瓷增强体制备成陶瓷预制体放入到砂型型腔中靠近冷却墙的位置拼接成长预制体,其中陶瓷预制体的厚度为25mm,陶瓷预制体的长度为200mm;
(2)在温度为1500℃条件下,浇注高铬铸铁金属液体,与陶瓷预制体进行复合,浇注完成5min后,设置振动功率为500W,振动时间为15min,振幅为0.5mm,启动振动台,同时开启冷却墙中的冷却水;
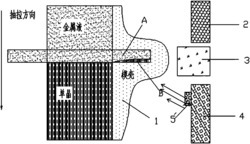
(3)振动结束后,继续通冷却水,待温度降至金属液固相线停止通冷却水,24h后进行翻箱,得到立磨磨辊单元体,如图3所示,高铬铸铁基体8 浇注填充在预制体9的陶瓷颗粒7间的孔洞中;
(4)将立磨磨辊单元体按磨辊的直径尺寸拼凑,再按照步骤(1)~(3)的过程进行二次复合,得到所需工件(高铬铸铁基陶瓷增强复合材料立磨磨辊);
本实施例中高铬铸铁基陶瓷增强复合材料(立磨磨辊单元体)垂直于冷却墙的基体组织图如图4所示,本实施例中高铬铸铁基陶瓷增强复合材料(立磨磨辊单元体)平行于冷却墙的基体组织图如图5所示,从图4和图5可知,基体组织具有方向性,垂直冷却墙方向的组织较细,具有良好的力学性能;本实施例中高铬铸铁基陶瓷增强复合材料(立磨磨辊单元体)复合区域组织图如图6所示,从图中可知,颗粒间基体组织非常细,能够很好提高复合材料的耐磨性能。
上面结合附图对本实用新型的具体实施例作了详细说明,但是本实用新型并不限于上述实施例,在本领域普通技术人员所具备的知识范围内,还可以在不脱离本实用新型宗旨的前提下作出各种变化。
一种制备高铬铸铁基陶瓷增强复合材料的装置专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。









动态评分
0.0