









专利摘要
本发明公开了一种超声振动钻孔末端执行器,包括主轴单元、超声刀柄单元和进给单元,本发明所述的超声振动钻孔末端执行器克服了传统钻孔工艺的不足,利用超声振动钻孔工艺,用于铝合金、钛合金、碳纤复合材料等难加工材料机器人制孔,尤其是进行直径小于6mm的小孔钻削,提高加工质量和效率;本发明在转子末端采用径向无线传输方式传递超声信号,与油缸打刀运动和主轴转动不干涉,铜电极穿过弹簧杆内孔,在装刀时通过弹性销轴配合形式与刀柄内铜电极连接,传递超声信号,无需更换碳刷,提高装置耐用性,电能传输装置全部在主轴内,机器人可实现多角度钻孔;多把超声刀柄之间可进行快速换刀,提高加工效率。
权利要求
1.一种超声振动钻孔末端执行器,包括主轴单元、超声刀柄单元和进给单元,其特征在于:
所述主轴单元包括电主轴外壳(1)和通过轴承(29)支撑在电主轴外壳(1)内部的主轴转子(25),所述主轴转子(25)内部设有弹簧杆(28),所述弹簧杆(28)包括管状的杆件和套设于杆件外的弹性件,所述弹簧杆(28)前端与拉爪(26)连接、后端与弹簧杆连接杆(31)连接、内部设有贯穿弹簧杆(28)和弹簧杆连接杆(31)的电极Ⅰ(27),所述弹簧杆连接杆(31)外部固定有副边轴芯(40),所述副边轴芯(40)上设有副边磁芯(36)和副边线圈(38),所述电主轴外壳(1)内部固定有原边支架(41),所述原边支架(41)上设有原边磁芯(37)和原边线圈(39),所述原边线圈(39)与超声电源(33)连接,所述副边线圈(38)与电极Ⅰ(27)通过导线连接,所述电主轴外壳(1)尾部设有用于推动弹簧杆连接杆(31)进而推动弹簧杆(28)的推动装置(32),推动装置(32)启动时能使拉爪(26)张开,关闭推动装置(32)时,弹性件能使弹簧杆(28)复位;
所述超声刀柄单元包括锥柄(14),所述锥柄(14)的内部设有压电陶瓷(15),所述锥柄(14)的端部设有与拉爪(26)配合的拉钉(22)和贯穿拉钉(22)的电极Ⅱ(21),所述电极Ⅱ(21)与压电陶瓷(15)之间导电连接,所述压电陶瓷(15)通过变幅杆(12)与钻头组件连接,在拉爪(26)和拉钉(22)配合连接时,所述电极Ⅰ(27)与电极Ⅱ(21)接触。
2.根据权利要求1所述的超声振动钻孔末端执行器,其特征在于:所述锥柄(14)内设有装配腔体和贯穿锥柄(14)的装配孔,所述装配孔与装配腔体连通,所述装配腔体内设有压电陶瓷(15),所述压电陶瓷(15)通过压紧螺母(16)预紧,所述变幅杆(12)通过前压板(13)固定在装配腔体的端口处,所述拉钉(22)的尾部旋入装配孔内,所述装配孔与装配腔体连接的一端处设有从装配腔体旋入的螺钉(18),所述电极Ⅱ(21)与螺钉(18)通过弹簧触点(20)连接,所述螺钉(18)与装配腔体的内端面之间设有绝缘垫片(17)。
3.根据权利要求2所述的超声振动钻孔末端执行器,其特征在于:所述电极I(27)和电极Ⅱ(21)外部均套设有绝缘套。
4.根据权利要求1所述的超声振动钻孔末端执行器,其特征在于:所述弹簧杆(28)为蝶形弹簧杆,包括杆件和套设于杆件外的若干蝶形弹簧,所述主轴转子(25)内设有弹簧限位件,所述弹簧限位件将蝶形弹簧限位于弹簧限位件与弹簧杆连接杆(31)之间,弹簧杆(28)的杆件伸出弹簧限位件并与拉爪(26)连接。
5.根据权利要求1所述的超声振动钻孔末端执行器,其特征在于:所述电极Ⅱ(21)与螺钉(18)同轴设置。
6.根据权利要求1所述的超声振动钻孔末端执行器,其特征在于:所述推动装置(32)为油缸,所述电极Ⅰ(27)与电极Ⅱ(21)均为铜电极。
7.根据权利要求1所述的超声振动钻孔末端执行器,其特征在于:所述电主轴外壳(1)内设有滑杆(35),所述原边支架(41)能在滑杆(35)上滑动。
说明书
技术领域
本发明属于机器人制孔技术领域,具体涉及一种超声振动钻孔末端执行器。
背景技术
随着现代工业的发展,飞机对安全性和使用寿命的要求越来越高。据统计,12-30%的飞机故障是由疲劳破坏造成的,而大部分疲劳破坏事故都是由连接部位疲劳引起。因此,提高连接孔的加工效率和质量有重大意义。自上世纪50年代开始,美国、前苏联等国家已经开始研制自动化钻铆设备,并应用在飞机生产线上。机器人制孔系统属于数控钻铆设备中的一类,是利用工业机器人带动末端执行器在较大范围内移动的方式进行钻孔工作,与传统人工制孔相比,具有加工效率高、作业范围广、姿态调整灵活、工件适应性强等优点。而末端执行器作为直接参与钻孔加工的机构,对钻孔精度、表面质量有直接影响。
目前广泛采用的制孔末端执行器均采用麻花钻钻孔。如专利申请号为CN200810227142.6,专利名称为“钻孔末端执行器”,包括主轴单元、进给单元、支承单元。钻孔时压头管壳先压紧工件,随后主轴旋转,进给单元丝杠螺母进行直线进给运动。专利申请号CN201410230601.1,专利名称为“一种飞机装配制孔的末端执行器及其使用方法”,法向检测模块使用激光测距传感器测得工件表面法线适量与钻头轴向矢量夹角,双片新盘调姿模块调整钻头法向,以提高钻孔精度。使用普通麻花钻进行钻孔时存在切削力大、断屑排屑困难、导热性差等特点,往往会造成刀具磨损严重、寿命低、钻孔精度低、飞边突出、孔壁表面质量差等问题。特别是针对目前飞机上已大量使用钛合金、碳纤维叠层复合材料等难加工材料的制孔加工,上述问题更加突出。因此,采用普通麻花钻钻削方式的末端执行器无法满足钛合金、复合材料等难加工材料的制孔需求。
国内外学者不断探索新原理的制孔末端执行器,如螺旋铣孔末端执行器。专利号US2006198710(A1),专利名称为“Orbital machining apparatus with drive element with drive pins”,采用内外偏心套桶分别实现刀具公转和自转,使用电机驱动皮带轮改变套筒偏心量实现螺旋铣孔。专利申请号201310656352.8,专利名称“机器人制孔末端执行器”,电主轴自转轴与其公转轴采用非平行布局,以改善螺旋铣孔时复合材料分层和撕裂,并抑制毛刺。专利申请号CN201310026354.9,专利名称为“制孔末端执行器”,采用涡轮蜗杆机构进行刀具偏心调节,实现钻孔和螺旋铣孔双重功能。专利申请号201410114155.8,专利名称“一种飞机机翼叠成材料装配制孔的方法”,以数控机床为基础,对飞机机翼壁板和骨架进行定位,扫描表明轮廓后,提取制孔信息,利用螺旋铣孔的末端执行器钻孔,对不同区域采用不同的参数,解决复合材料和钛合金叠成材料入口出口撕裂、分成等问题。螺旋铣孔加工的轴向力小,制孔过程的散热条件好,在难加工材料制孔、特别是大直径(>Φ6mm)孔加工中具有优势。但对于小直径(<Φ6mm)孔的加工中,螺旋铣孔原理决定铣刀直径要小于孔径,刀杆细、刚性差,螺旋铣孔加工中较大的径向力会导致刀具变形让刀,影响制孔精度和效率。另外螺旋铣孔末端执行器装置机构比较复杂,体积重量大。
研究表明,超声振动钻削可以改善钛合金、碳纤维叠层复合材料等难加工材料的制孔问题,提高钻入定位精度、孔壁表面质量、尺寸精度和圆度,降低出口毛刺、切削力以及切削温度,延长钻头寿命等。目前已有多种方式实现超声振动加工。专利申请号CN201410637206.5,专利名称为“一种改进电主轴”,转子末端通过电刷传递超声信号,经由轴芯,将超声换能器集成在转子内部,分离式变幅杆通过拉爪连接到主轴转子。但该专利在实际中未考虑到实际换能器装配等问题,对主轴内部结构改动较大,实施难度也相对较高。采用碳刷连接,存在碳刷磨损和积碳打火等现象,对主轴转速产生限制,对系统的稳定性造成影响。专利申请号CN201410212162.1,专利名称为“非接触能量传输式超声加工装置”,使用原、副边磁环线圈电磁感应,实现超声信号的非接触传输。但是变幅杆和换能器分段连接会导致振动传递损失较大。而使用主轴前端前置无线传输系统的方式,由于机器人制孔过程中经常需要变换钻孔角度,钻削金属导电材料时,切屑容易卷入两个磁环间,对加工安全造成隐患。
发明内容
本发明针对以上问题的提出,而研究设计一种超声振动钻孔末端执行器。本发明采用的技术手段如下:
一种超声振动钻孔末端执行器,包括主轴单元、超声刀柄单元和进给单元,所述主轴单元包括电主轴外壳和通过轴承支撑在电主轴外壳内部的主轴转子,所述主轴转子内部设有弹簧杆,所述弹簧杆包括管状的杆件和套设于杆件外的弹性件,所述弹簧杆前端与拉爪连接、后端与弹簧杆连接杆连接、内部设有贯穿弹簧杆和弹簧杆连接杆的电极Ⅰ,所述弹簧杆连接杆外部固定有副边轴芯,所述副边轴芯上设有副边磁芯和副边线圈,所述电主轴外壳内部固定有原边支架,所述原边支架上设有原边磁芯和原边线圈,所述原边线圈与超声电源连接,所述副边线圈与电极Ⅰ通过导线连接,所述电主轴外壳尾部设有用于推动弹簧杆连接杆进而推动弹簧杆的推动装置,推动装置启动时能使拉爪张开,关闭推动装置时,弹性件能使弹簧杆复位;
所述超声刀柄单元包括锥柄,所述锥柄的内部设有压电陶瓷,所述锥柄的端部设有与拉爪配合的拉钉和贯穿拉钉的电极Ⅱ,所述电极Ⅱ与压电陶瓷之间导电连接,所述压电陶瓷通过变幅杆与钻头组件连接,在拉爪和拉钉配合连接的情况下,所述电极Ⅰ与电极Ⅱ接触。
进一步地,所述锥柄内设有装配腔体和贯穿锥柄的装配孔,所述装配孔与装配腔体连通,所述装配腔体内设有压电陶瓷,所述压电陶瓷通过压紧螺母预紧,所述变幅杆通过前压板固定在装配腔体的端口处,所述拉钉的尾部旋入装配孔内,所述装配孔与装配腔体连接的一端处设有从装配腔体旋入的螺钉,所述电极Ⅱ与螺钉通过弹簧触点连接,所述螺钉与装配腔体的内端面之间设有绝缘垫片。
进一步地,所述电极I和电极Ⅱ外部均套设有绝缘套。
进一步地,所述弹簧杆为蝶形弹簧杆,包括杆件和套设于杆件外的若干蝶形弹簧,所述主轴转子内设有弹簧限位件,所述弹簧限位件将蝶形弹簧限位于弹簧限位件与弹簧杆连接杆之间,弹簧杆的杆件伸出弹簧限位件并与拉爪连接。
进一步地,所述电极Ⅱ与螺钉同轴设置。
进一步地,所述推动装置为油缸,所述电极Ⅰ与电极Ⅱ均为铜电极。
进一步地,所述电主轴外壳内设有滑杆,所述原边支架能在滑杆上滑动。
与现有技术比较,本发明所述的一种超声振动钻孔末端执行器克服了传统钻孔工艺的不足,利用超声振动钻孔工艺,用于铝合金、钛合金、碳纤复合材料等难加工材料机器人制孔,尤其是进行直径小于6mm以下的小孔钻削,提高加工质量和效率;本发明在转子末端采用径向无线传输方式传递超声信号,与油缸打刀运动和主轴转动不干涉,铜电极穿过碟形弹簧杆内,在装刀时通过弹性销轴配合形式与刀柄内铜电极连接,传递超声信号,无需更换碳刷,提高装置耐用性,电能传输装置全部在主轴内,机器人可实现多角度钻孔;多把超声刀柄之间可进行快速换刀,提高加工效率。
附图说明
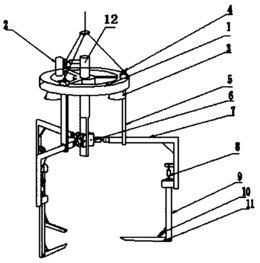
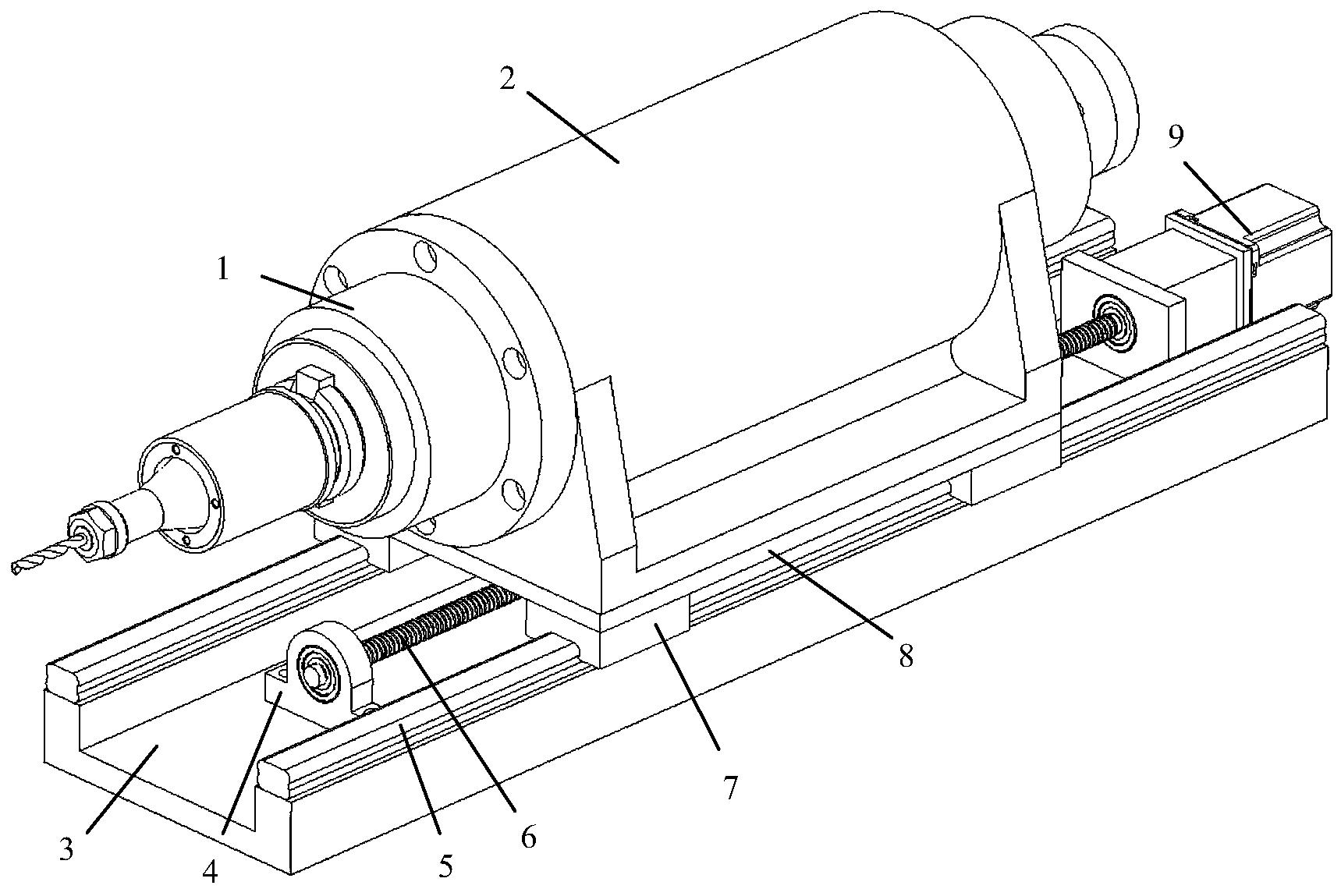
图1是本发明实施例的结构示意图。
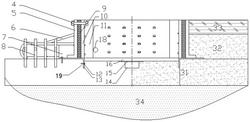
图2是本发明实施例所述的超声刀柄单元的剖视图。
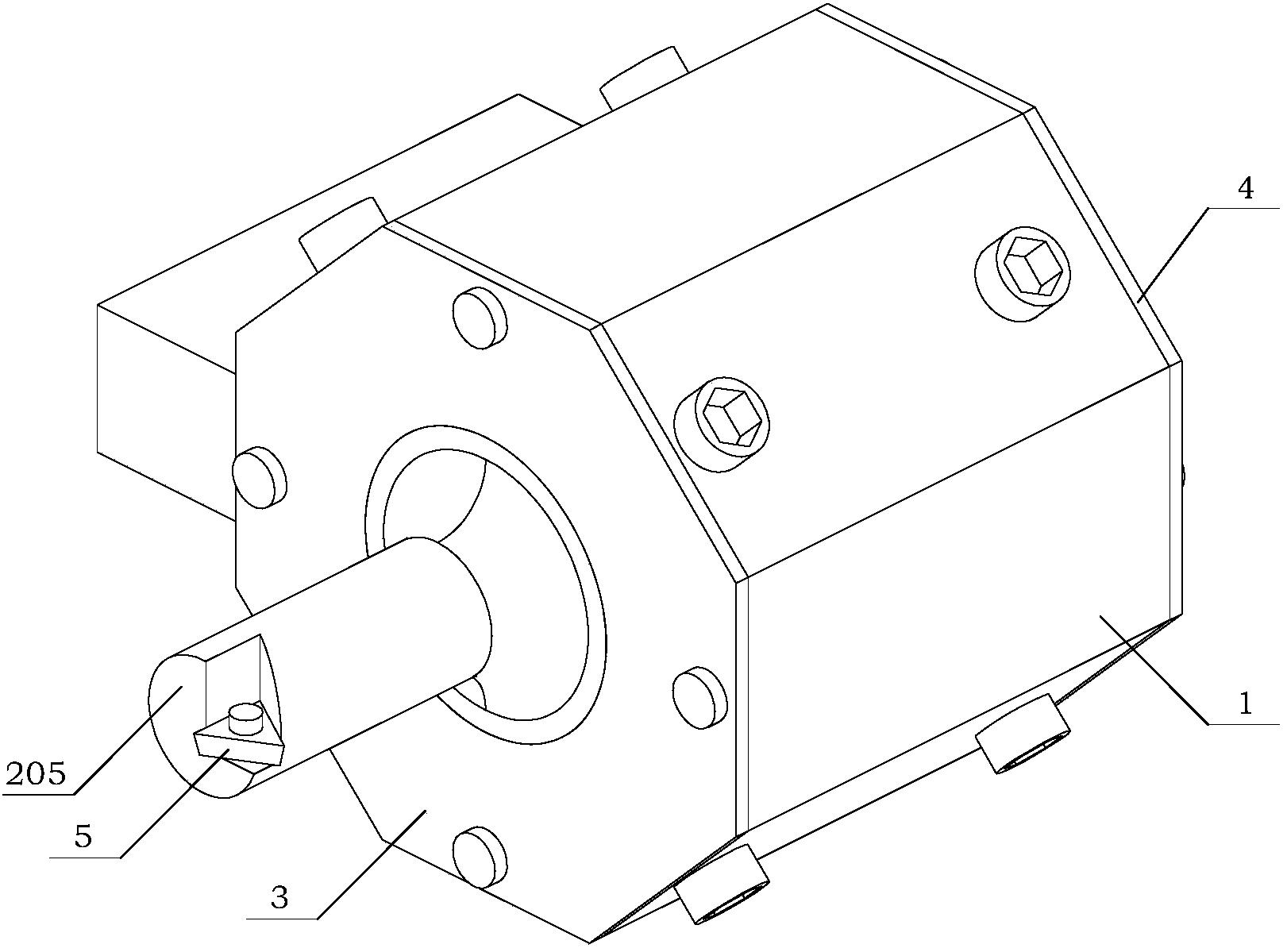
图3是本发明实施例所述的主轴单元的剖视图。
图4是本发明实施例所述的无线传输模块的剖视图。
图5是本发明实施例所述的超声刀柄单元与主轴单元连接示意图。
图中:1、电主轴外壳;2、主轴支座;3、长凹槽基座;4、丝杠支撑座;5、直线导轨;6、丝杠;7、导引滑块;8、底板;9、步进电机;10、麻花钻;11、螺帽;12、变幅杆;13、前压板;14、锥柄;15、压电陶瓷;16、压紧螺母;17、绝缘垫片;18、螺钉;19、绝缘内接头;20、弹簧触点;21、电极Ⅱ;22、拉钉;23、电极绝缘套Ⅱ;24、主轴端盖;25、主轴转子;26、拉爪;27、电极Ⅰ;28、弹簧杆;29、轴承;30、电极端盖;31、弹簧杆连接杆;32、推动装置;33、超声电源;34、电极绝缘套Ⅰ;35、滑杆;36副边磁芯、37、原边磁芯;38、副边线圈;39、原边线圈;40、副边轴芯;41原边支架。
具体实施方式
如图1-图5所示,一种超声振动钻孔末端执行器,包括主轴单元、超声刀柄单元和进给单元,所述主轴单元包括电主轴外壳1和通过轴承29支撑在电主轴外壳1内部的主轴转子25,所述电主轴外壳1前端设有主轴端盖24,所述电主轴外壳1通过法兰盘和螺钉固定在主轴支座2上,底板8固定在主轴支座2下方,底板8下方设有导引滑块7,所述主轴转子25内部设有弹簧杆28,所述弹簧杆28包括管状的杆件和套设于杆件外的弹性件,所述弹簧杆28前端与拉爪26连接、后端与弹簧杆连接杆31连接、内部设有贯穿弹簧杆28的杆件内孔和弹簧杆连接杆31的电极Ⅰ27,所述弹簧杆连接杆31端部设有电极端盖30,所述弹簧杆连接杆31外部套设固定有副边轴芯40,所述副边轴芯40上设有副边磁芯36和副边线圈38,所述电主轴外壳1内部固定有原边支架41,所述原边支架41上设有原边磁芯37和原边线圈39,所述原边线圈39通过导线与超声电源33连接,所述副边线圈38与电极Ⅰ27通过导线连接,所述主轴外壳1尾部设有用于推动弹簧杆连接杆31进而推动弹簧杆28的推动装置32,推动装置32启动能使拉爪26张开,关闭推动装置32时,弹性件能使弹簧杆28复位;原边支架41、原边磁芯37、原边线圈、39副边轴芯40、副边磁芯36和副边线圈38组成无线传输模块。
所述超声刀柄单元包括锥柄14,所述锥柄14的内部设有压电陶瓷15,本实施例设有两个压电陶瓷15,所述锥柄14的端部设有与拉爪26配合的拉钉22和贯穿拉钉22的电极Ⅱ21,所述电极Ⅱ21与压电陶瓷15之间导电连接,所述压电陶瓷15通过变幅杆12与钻头组件连接,在拉爪26和拉钉22配合连接的情况下,所述电极Ⅰ27与电极Ⅱ21接触。
所述进给单元包括长凹槽基座3和通过丝杠支撑座4固定在长凹槽基座3上的丝杠6,步进电机9带动丝杠6旋转,驱动连接丝杠螺母的主轴单元沿进给方向前后移动。步进电机9可以更换为直线电机、气缸或油缸,丝杠6也应更换成对应的直线运动机构。所述导引滑块7与长凹槽基座3上的直线导轨5相配合。
所述锥柄14内设有装配腔体和贯穿锥柄14的装配孔,所述装配孔与装配腔体连通,所述装配腔体内设有压电陶瓷15,所述压电陶瓷15通过压紧螺母16固定,所述变幅杆12通过前压板13固定在装配腔体的端口处,所述拉钉22的尾部旋入配孔内,所述装配孔与装配腔体连接的一端处设有从装配腔体旋入的螺钉18,螺钉18旋接在绝缘内接头19上,所述电极Ⅱ21与螺钉18通过弹簧触点20连接,弹簧触点20设置于绝缘内接头19内部,所述螺钉18与装配腔体的内端面之间设有绝缘垫片17。
所述电极Ⅰ27外部设有电极绝缘套Ⅰ34,电极Ⅱ21外部套设有电极绝缘套Ⅱ23。
所述弹簧杆28为蝶形弹簧杆,包括杆件和套设于杆件外的若干蝶形弹簧,所述主轴转子25内设有弹簧限位件,所述弹簧限位件将蝶形弹簧限位于弹簧限位件与弹簧杆连接杆31之间,弹簧杆28的杆件伸出弹簧限位件并与拉爪26连接。
所述电极Ⅱ21与螺钉18同轴设置。
所述推动装置32为油缸,所述电极Ⅰ27与电极Ⅱ21均为铜电极。
所述电主轴外壳1内设有滑杆35,所述原边支架41能在滑杆35上来回滑动,在启动推动装置32时,无线传输模块可随弹簧杆28前后运动。
本实施例的工作流程如下:制孔前根据孔径大小选择合适的钻头和对应的弹簧夹头,并用螺帽11压紧在超声刀柄单元上,之后将锥柄14安装在电主轴上,安装超声刀柄时,推动装置32推动弹簧杆28向前,无线传输模块整体随之运动,原边支架41在滑杆35上滑动,拉爪26张开。将超声刀柄单元插入主轴转子25,通过锥柄14配合,同时电极Ⅱ21插入拉爪26内环槽与弹簧杆28内电极Ⅰ27相连。推动装置32退回,拉爪26复位连接刀柄上的拉钉22,完成刀具安装。待机器人找到钻孔位置后,启动电主轴,同时开启外接超声电源33,超声电源33通过超声信号线与原边线圈39相连,通过电磁感应将超声信号传递到副边线圈38上,副边线圈38的一极与刀柄壳体相连,另一极与电极Ⅰ27相连,再通过电极Ⅱ21弹簧触点20、螺钉18和导线传入压电陶瓷15,激发其产生超声频率振动。振动经由变幅杆12放大,带动麻花钻10产生轴向振动。启动电主轴,主轴转子25转动,副边轴芯40与固定在其上的副边磁芯36和副边线圈38一起转动,而原边支架41由于滑杆35限制,不会随主轴转子25转动。超声刀柄与主轴转子25一起转动,旋转运动与轴向振动复合成超声振动钻削运动。步进电机9启动,丝杠6旋转带动主轴单元轴向进给。钻孔完成后,步进电机9反转,主轴单元退出加工位。机器人移动到下一位置准备下一次加工。需要加工不同孔径的孔时,需将超声刀柄卸下,更换钻头后重新安装在电主轴上,即可进行所需孔径的钻削工作,也可配备多把装好不同钻头的超声刀柄,直接更换刀柄。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
一种超声振动钻孔末端执行器专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。






动态评分
0.0