








专利摘要
本实用新型公开了一种分离镶拼式拉刀,包括基座、多个刀齿颗粒、数量与刀齿颗粒相同的高度调节件和两个挡块,刀齿颗粒并排装入基座,高度调节件分别对应刀齿颗粒安装,高度调节件装入基座内位于刀齿颗粒的正下方;两个挡块分别固定在基座长度方向的两端用于防止装入基座的刀齿颗粒和高度调节件滑落。优点:本分离镶拼式拉刀,对应于特定范围值的工件及槽尺寸,可制作一批完全一模一样的刃齿颗粒,所有尺寸都一样,批量化的生产更易于确保尺寸的一致性、精度、互换性,提升生产效率,降低生产制造成本;当某局部齿磨损时,拆卸方便修磨或更换;当任意齿崩坏时,拆卸方便新齿,无需报废整个拉刀,极大地提升了拉刀寿命,降低了资源浪费,便于更换维护。
权利要求
1.一种分离镶拼式拉刀,其特征在于:包括基座(20)、多个刀齿颗粒(10)、数量与刀齿颗粒(10)相同的高度调节件(30)和两个挡块(40),刀齿颗粒(10)并排装入基座(20),高度调节件(30)分别对应刀齿颗粒(10)安装,高度调节件(30)装入基座(20)内位于刀齿颗粒(10)的正下方;两个挡块(40)分别固定在基座(20)长度方向的两端用于防止装入基座(20)的刀齿颗粒(10)和高度调节件(30)滑落;
刀齿颗粒(10)的底部固定在T型定位导向座(105)上,刀齿颗粒(10)的前刀面(102)与T型定位导向座(105)的一端端面齐平,在T型定位导向座(105)另一端延长一段用于隔离两个刀齿颗粒(10)的延伸隔板;
基座(20)的本体(201)上部沿长度方向设置两端贯通的供刀齿颗粒(10)插入的T型槽(205),刀齿颗粒(10)通过底部的T型定位导向座(105)逐个插入T型槽(205)内,且刀齿凸出基座(20),基座(20)上端在对应延伸隔板的位置处开设缺口,该缺口与延伸隔板构成拉刀的排屑槽(206);基座(20)的本体(201)在T型槽(205)的正下方设置两端用于装入高度调节件(30)的长槽(204),高度调节件(30)装入长槽(204)且高度调节件(30)的上表面贴合T型定位导向座(105)的背面;基座(20)的本体(201)下部沿长度方向的两端都外凸延伸设置拉柄(202);
T型槽(205)的槽底与本体(201)的下端面之间留有角度,该角度的斜率要确保拉刀最末端刀齿颗粒(10)与最前端刀齿颗粒(10)上的切屑刃(101)之间的落差ΔX,ΔX为多个刀齿颗粒(10)的总切屑量。
2.根据权利要求1所述的分离镶拼式拉刀,其特征在于,基座(20)的本体(201)在长槽(204)的下方设置容纳接通各种导线所需的空间(203)。
3.根据权利要求1所述的分离镶拼式拉刀,其特征在于,高度调节件(30)为等差垫块。
4.一种分离镶拼式拉刀,其特征在于:包括基座(20)、多个刀齿颗粒(10)、数量与刀齿颗粒(10)相同的高度调节件(30)和两个挡块(40),刀齿颗粒(10)并排装入基座(20),高度调节件(30)分别对应刀齿颗粒(10)安装,高度调节件(30)装入基座(20)内位于刀齿颗粒(10)的正下方;两个挡块(40)分别固定在基座(20)长度方向的两端用于防止装入基座(20)的刀齿颗粒(10)和高度调节件(30)滑落;
刀齿颗粒(10)的底部固定在T型定位导向座(105)上,刀齿颗粒(10)的前刀面(102)与T型定位导向座(105)的一端端面齐平,在T型定位导向座(105)另一端延长一段用于隔离两个刀齿颗粒(10)的延伸隔板;
基座(20)的本体(201)上部沿长度方向设置两端贯通的供刀齿颗粒(10)插入的T型槽(205),刀齿颗粒(10)通过底部的T型定位导向座(105)逐个插入T型槽(205)内,且刀齿凸出基座(20),基座(20)上并排的刀齿颗粒(10)中后一个刀齿颗粒(10)总比前一个刀齿颗粒(10)的齿高出落差ΔX’,ΔX’为每个刀齿颗粒(10)的切屑量;基座(20)上端在对应延伸隔板的位置处开设缺口,该缺口与延伸隔板构成拉刀的排屑槽(206);基座(20)的本体(201)在T型槽(205)的正下方设置两端用于装入高度调节件(30)的长槽(204),高度调节件(30)装入长槽(204)且高度调节件(30)的上表面贴合T型定位导向座(105)的背面;基座(20)的本体(201)下部沿长度方向的两端都外凸延伸设置拉柄(202)。
5.根据权利要求4所述的分离镶拼式拉刀,其特征在于,基座(20)的本体(201)在长槽(204)的下方设置容纳接通各种导线所需的空间(203)。
6.根据权利要求4所述的分离镶拼式拉刀,其特征在于,高度调节件(30)为等差垫块。
说明书
技术领域
本实用新型涉及一种分离镶拼式拉刀。
背景技术
传统一体式拉刀,拉柄、本体、刃齿等都是在一块金属体上制作完成,只是刃齿部分经过特殊的热处理以确保较强的机械硬度与耐磨性。
其切削的基本依据是从左到右每个齿高落差等距(L),被切削工件的内槽到中心的原尺寸为D1,拉削完成后的尺寸为D2,有:
(D2-D1)=K*L
K为拉刀的齿数。
齿高差即为每齿的切削量。
如果某任一齿X1发生崩刃、断裂等损伤,那么只会使得该齿低于其前后的齿,从而无法参与切削,导致其后的齿X2需要承担两倍的切削量,使得切削力剧增,切削过程不平稳,甚至会引发连锁反应,导致后面的齿X2也损伤,再让后面的齿X3承担3倍的切削量。
另外,任何刀具在切削过程中都会产生磨损,因为齿的一体化导致拉刀修磨非常麻烦,需要复杂的专业工具辅助。
实用新型内容
本实用新型提出一种修磨方便的分离镶拼式拉刀。
本实用新型所采取的技术方案是:一种分离镶拼式拉刀,包括基座、多个刀齿颗粒、数量与刀齿颗粒相同的高度调节件和两个挡块,刀齿颗粒并排装入基座,高度调节件分别对应刀齿颗粒安装,高度调节件装入基座内位于刀齿颗粒的正下方;两个挡块分别固定在基座长度方向的两端用于防止装入基座的刀齿颗粒和高度调节件滑落;
刀齿颗粒的底部固定在T型定位导向座上,刀齿颗粒的前刀面与T型定位导向座的一端端面齐平,在T型定位导向座另一端延长一段用于隔离两个刀齿颗粒的延伸隔板;
基座的本体上部沿长度方向设置两端贯通的供刀齿颗粒插入的T型槽,刀齿颗粒通过底部的T型定位导向座逐个插入T型槽内,且刀齿凸出基座,基座上端在对应延伸隔板的位置处开设缺口,该缺口与延伸隔板构成拉刀的排屑槽;基座的本体在T型槽的正下方设置两端用于装入高度调节件的长槽,高度调节件装入长槽且高度调节件的上表面贴合T型定位导向座的背面;基座的本体下部沿长度方向的两端都外凸延伸设置拉柄;
T型槽的槽底与本体的下端面之间留有角度,该角度的斜率要确保拉刀最末端刀齿颗粒与最前端刀齿颗粒上的切屑刃之间的落差ΔX,ΔX为多个刀齿颗粒的总切屑量。
对本实用新型技术方案的优选,基座的本体在长槽的下方设置容纳接通各种导线所需的空间。
对本实用新型技术方案的优选,高度调节件为等差垫块。
本技术方案,在T型槽的槽底与本体的下端面之间留有角度,确保切削刃落差。
本技术方案,对应于特定范围值的工件及槽尺寸,可制作一批完全一模一样的刃齿颗粒,所有尺寸都一样,批量化的生产更易于确保尺寸的一致性、精度、互换性,提升生产效率,降低生产制造成本。
本实用新型还提出一种分离镶拼式拉刀,包括基座、多个刀齿颗粒、数量与刀齿颗粒相同的高度调节件和两个挡块,刀齿颗粒并排装入基座,高度调节件分别对应刀齿颗粒安装,高度调节件装入基座内位于刀齿颗粒的正下方;两个挡块分别固定在基座长度方向的两端用于防止装入基座的刀齿颗粒和高度调节件滑落;
刀齿颗粒的底部固定在T型定位导向座上,刀齿颗粒的前刀面与T型定位导向座的一端端面齐平,在T型定位导向座另一端延长一段用于隔离两个刀齿颗粒的延伸隔板;
基座的本体上部沿长度方向设置两端贯通的供刀齿颗粒插入的T型槽,刀齿颗粒通过底部的T型定位导向座逐个插入T型槽内,且刀齿凸出基座,基座上并排的刀齿颗粒中后一个刀齿颗粒总比前一个刀齿颗粒的齿高出落差ΔX’,ΔX’为每个刀齿颗粒的切屑量;基座上端在对应延伸隔板的位置处开设缺口,该缺口与延伸隔板构成拉刀的排屑槽;基座的本体在T型槽的正下方设置两端用于装入高度调节件的长槽,高度调节件装入长槽且高度调节件的上表面贴合T型定位导向座的背面;基座的本体下部沿长度方向的两端都外凸延伸设置拉柄。
对本实用新型技术方案的优选,基座的本体在长槽的下方设置容纳接通各种导线所需的空间。
对本实用新型技术方案的优选,高度调节件为等差垫块。
本技术方案,是在制作刀齿颗粒时,分批制作A、B、C......X、Y、Z系列,确保并排安装在基座上的刀齿颗粒中后一个刀齿颗粒总比前一个刀齿颗粒的齿高出落差ΔX,,ΔX,为每个刀齿颗粒的切屑量。
本技术方案,当某局部齿磨损时,拆卸方便修磨或更换;当任意齿崩坏时,拆卸方便新齿,无需报废整个拉刀,极大地提升了拉刀寿命,降低了资源浪费,便于更换维护。
本实用新型的有益效果是:
1、本分离镶拼式拉刀,对应于特定范围值的工件及槽尺寸,可制作一批完全一模一样的刃齿颗粒,所有尺寸都一样,批量化的生产更易于确保尺寸的一致性、精度、互换性,提升生产效率,降低生产制造成本。
2、本分离镶拼式拉刀,当某局部齿磨损时,拆卸方便修磨或更换;当任意齿崩坏时,拆卸方便新齿,无需报废整个拉刀,极大地提升了拉刀寿命,降低了资源浪费,便于更换维护。
3、本分离镶拼式拉刀,可对单个的刃齿颗粒进行修磨,修磨方便。
4、本分离镶拼式拉刀,对于任一齿发生崩刃、断裂等损伤,可直接更换任一齿,不会对其余齿产生影响。
附图说明
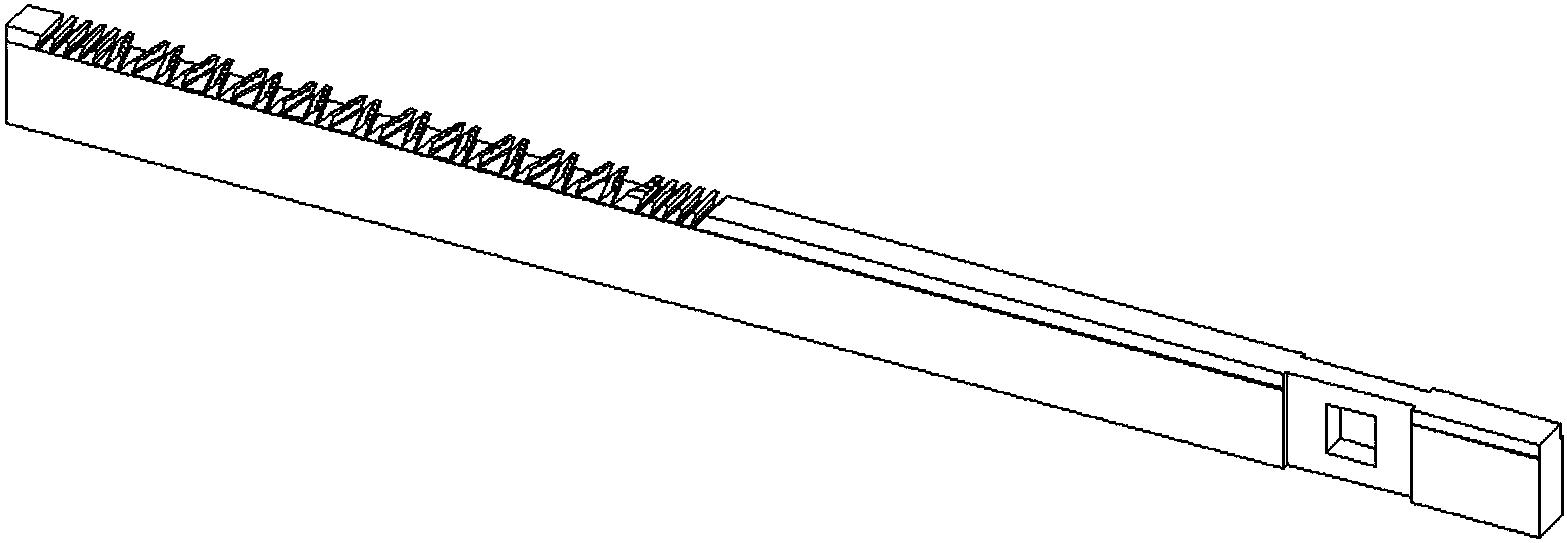
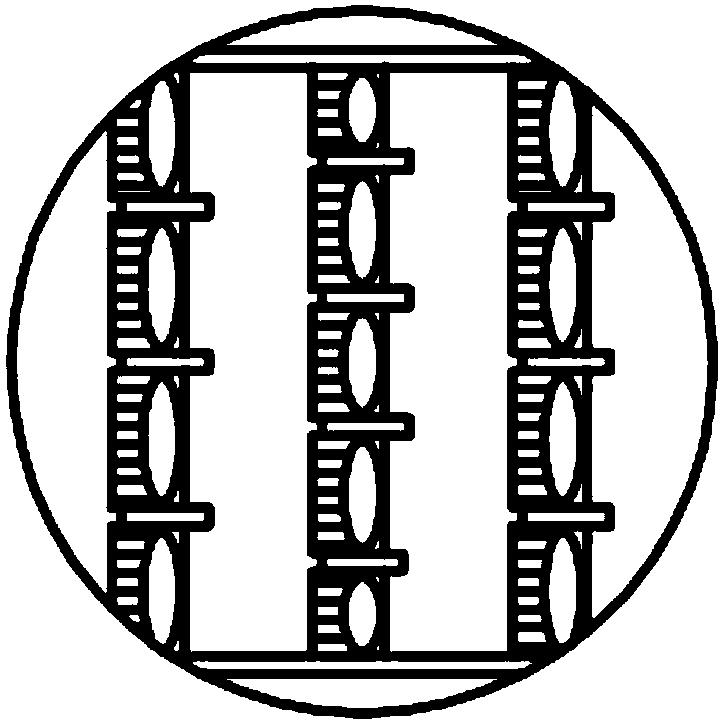
图1是分离镶拼式拉刀的结构图。
图2是刃齿颗粒的零件图。
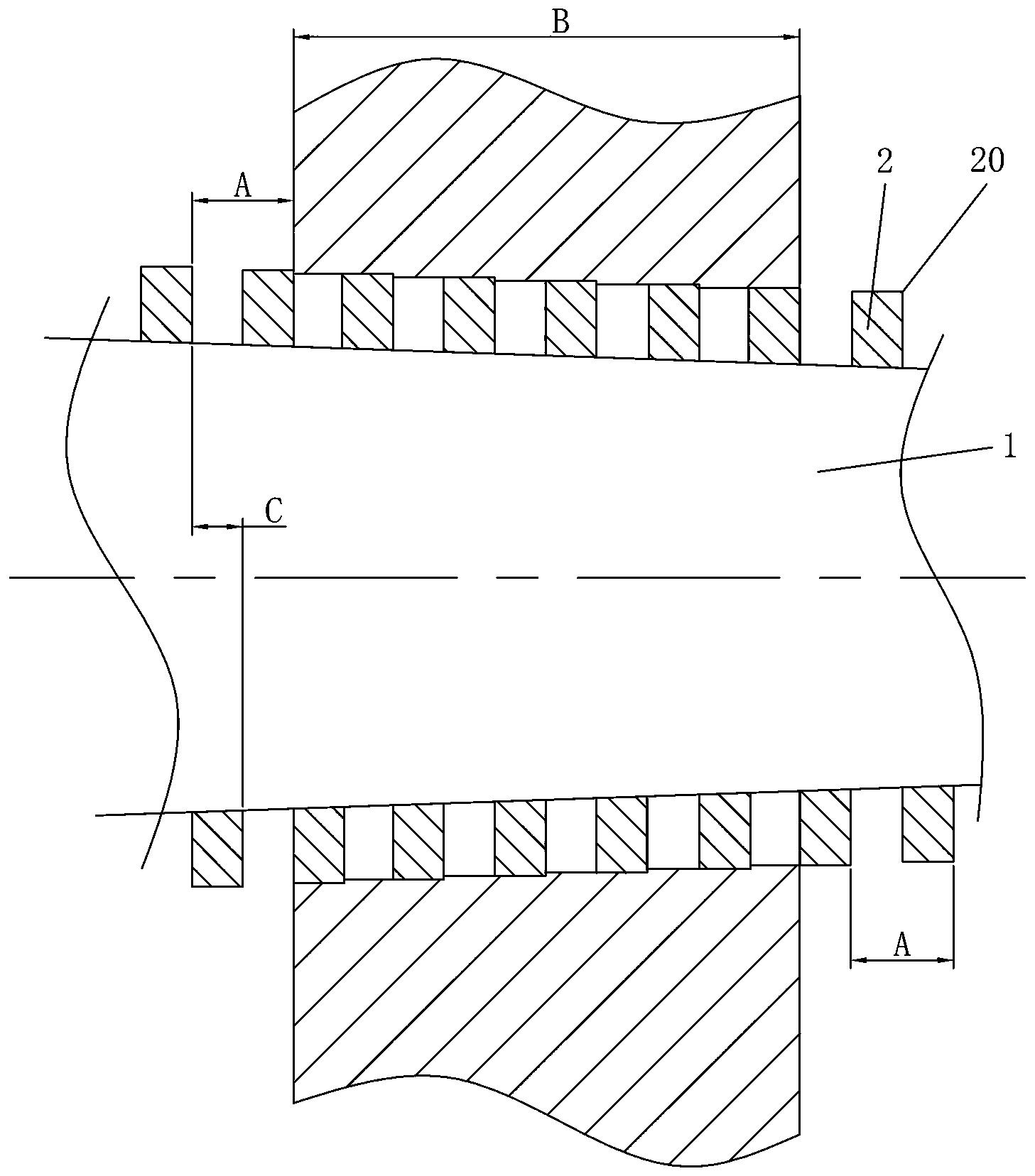
图3是基座的零件图。
图4是刃齿颗粒、基座和高度调节件的装配图。
图5是分离镶拼式拉刀的主视图(图中反应ΔX)。
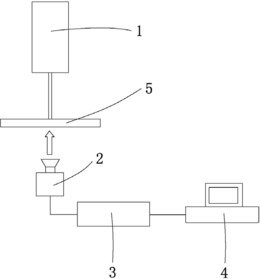
图6是磨削刃齿颗粒的后刀面的示意图。
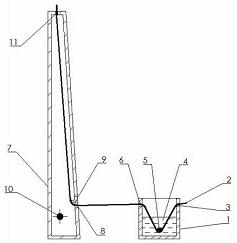
图7是分离镶拼式拉刀的工作状态图。
具体实施方式
下面对本实用新型技术方案进行详细说明,但是本实用新型的保护范围不局限于所述实施例。
为使本实用新型的内容更加明显易懂,以下结合附图1-图7和具体实施方式做进一步的描述。
为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型。
实施例1
如图1所示,一种分离镶拼式拉刀,包括基座20、多个刀齿颗粒10、数量与刀齿颗粒10相同的高度调节件30和两个挡块40,刀齿颗粒10并排装入基座20,高度调节件30分别对应刀齿颗粒10安装,高度调节件30装入基座20内位于刀齿颗粒10的正下方;两个挡块40分别固定在基座20长度方向的两端用于防止装入基座20的刀齿颗粒10和高度调节件30滑落。
如图1所示,基座20前后各置一挡块40,确保刃齿颗粒10和高度调节件30不从槽内滑落。安装后的刃齿颗粒10列队前后面相互贴合,最前面的刃齿颗粒10要和前面的挡块401贴合,最后面的刃齿颗粒10要和后面的挡块401贴合,以防受力翻转。高度调节件30的长度则略短于刃齿颗粒10的长度,这样有助于避免干涉。
如图2所示,刀齿颗粒10的底部固定在T型定位导向座105上,刀齿颗粒10的前刀面102与T型定位导向座105的一端端面齐平,在T型定位导向座105另一端延长一段用于隔离两个刀齿颗粒10的延伸隔板。
T型定位导向座105上的凸台的侧面106与基座20的本体201上的T型槽205滑动配合。刃齿颗粒10的T型定位导向座105嵌入在T型槽205里,左右保持精密滑配,但高度方向上留有适量空间ΔH mm的间隙。设每次修磨量为J,当修磨刃齿后刀面103之后,整个拉刀的高度尺寸将降低,为了补偿该值,可改变刃齿高度调节件301的高度来调节。为配合该新型拉刀使用,可先制作与刀齿颗粒10数理相等的N个高度调节件30。ΔH=J*N,各个高度调节件30的高度差为J,高度调节件30为等差垫块。
在具体实施时,高度调节件30HIA可以采用压电陶瓷或磁致伸缩件替代,更具有起到连续、微量调节优势。
如图3和4所示,基座20的本体201上部沿长度方向设置两端贯通的供刀齿颗粒10插入的T型槽205,T型槽205和刀齿颗粒10底部的T型定位导向座相配合,约束刀齿相对位置。刀齿颗粒10通过底部的T型定位导向座105逐个插入T型槽205内,且刀齿凸出基座20,基座20上端在对应延伸隔板的位置处开设缺口,该缺口与延伸隔板构成拉刀的排屑槽206;基座20的本体201在T型槽205的正下方设置两端用于装入高度调节件30的长槽204,高度调节件30装入长槽204且高度调节件30的上表面贴合T型定位导向座105的背面,高度调节件30确保每个刀齿切削刃高度差一致,从而保证每个刀齿具有相同的拉削切削量;基座20的本体201下部沿长度方向的两端都外凸延伸设置拉柄202。
如图5所示,T型槽205的槽底与本体201的下端面之间留有角度,该角度的斜率要确保拉刀最末端刀齿颗粒10与最前端刀齿颗粒10上的切屑刃101之间的落差ΔX,ΔX为多个刀齿颗粒10的总切屑量。
如图3所示,基座20的本体201在长槽204的下方设置容纳接通各种导线所需的空间203。
如图6所示,如果生产过程中,某任一刃齿因为材质不均匀或受力不稳等任何原因发生破损或磨损,都可以将其拆下进行磨削。所有刃齿颗粒10等高排齐,同时批量磨削后刀面103,露出新的切削刃101;换个角度磨削前刀面102,也可以起到同样的效果,即磨去旧材质,将切削刃101向后推进,提高锋利度。
如图1和7所示,本实施例拉刀的使用过程如下:组装的时候,先把基座20平放于工作台上,之后沿着长槽204顺序置入高度调节件30,再在T型槽205顺序置入刃齿颗粒10,最后前后各用挡块401锁住。拆卸的时候则顺序相反。
如图7所示,拉削过程中,由牵引机夹住拉柄202带动整个拉刀前进。
实施例1的技术方案是在T型槽205的槽底与本体201的下端面之间留有角度,确保切削刃落差。而技术方案中的刃齿颗粒10,可制作一批完全一模一样的,所有尺寸都一样,批量化的生产更易于确保尺寸的一致性、精度、互换性,提升生产效率,降低生产制造成本。
实施例2
实施例2与实施例1的区别是,基座上的T型槽205的槽底与本体201的下端面之间平行,而基座20上并排的刀齿颗粒10中后一个刀齿颗粒10总比前一个刀齿颗粒10的齿高出落差ΔX’,ΔX’为每个刀齿颗粒10的切屑量。
本实施例在制作刀齿颗粒10时,分批制作A、B、C......X、Y、Z系列,确保并排安装在基座上的刀齿颗粒10中后一个刀齿颗粒10总比前一个刀齿颗粒10的齿高出落差ΔX,,ΔX,为每个刀齿颗粒10的切屑量。
具体为:
如图1所示,一种分离镶拼式拉刀,包括基座20、多个刀齿颗粒10、数量与刀齿颗粒10相同的高度调节件30和两个挡块40,刀齿颗粒10并排装入基座20,高度调节件30分别对应刀齿颗粒10安装,高度调节件30装入基座20内位于刀齿颗粒10的正下方;两个挡块40分别固定在基座20长度方向的两端用于防止装入基座20的刀齿颗粒10和高度调节件30滑落。
如图1所示,基座20前后各置一挡块40,确保刃齿颗粒10和高度调节件30不从槽内滑落。安装后的刃齿颗粒10列队前后面相互贴合,最前面的刃齿颗粒10要和前面的挡块401贴合,最后面的刃齿颗粒10要和后面的挡块401贴合,以防受力翻转。高度调节件30的长度则略短于刃齿颗粒10的长度,这样有助于避免干涉。
如图2所示,刀齿颗粒10的底部固定在T型定位导向座105上,刀齿颗粒10的前刀面102与T型定位导向座105的一端端面齐平,在T型定位导向座105另一端延长一段用于隔离两个刀齿颗粒10的延伸隔板。
T型定位导向座105上的凸台的侧面106与基座20的本体201上的T型槽205滑动配合。刃齿颗粒10的T型定位导向座105嵌入在T型槽205里,左右保持精密滑配,但高度方向上留有适量空间ΔH mm的间隙。设每次修磨量为J,当修磨刃齿后刀面103之后,整个拉刀的高度尺寸将降低,为了补偿该值,可改变刃齿高度调节件301的高度来调节。为配合该新型拉刀使用,可先制作与刀齿颗粒10数理相等的N个高度调节件30。ΔH=J*N,各个高度调节件30的高度差为J,高度调节件30为等差垫块。
在具体实施时,高度调节件30HIA可以采用压电陶瓷或磁致伸缩件替代,更具有起到连续、微量调节优势。
如图3和4所示,基座20的本体201上部沿长度方向设置两端贯通的供刀齿颗粒10插入的T型槽205,T型槽205和刀齿颗粒10底部的T型定位导向座相配合,约束刀齿相对位置。刀齿颗粒10通过底部的T型定位导向座105逐个插入T型槽205内,且刀齿凸出基座20,基座20上并排的刀齿颗粒10中后一个刀齿颗粒10总比前一个刀齿颗粒10的齿高出落差ΔX’,ΔX’为每个刀齿颗粒10的切屑量;基座20上端在对应延伸隔板的位置处开设缺口,该缺口与延伸隔板构成拉刀的排屑槽206;基座20的本体201在T型槽205的正下方设置两端用于装入高度调节件30的长槽204,高度调节件30装入长槽204且高度调节件30的上表面贴合T型定位导向座105的背面,高度调节件30确保每个刀齿切削刃高度差一致,从而保证每个刀齿具有相同的拉削切削量;基座20的本体201下部沿长度方向的两端都外凸延伸设置拉柄202。
如图3所示,基座20的本体201在长槽204的下方设置容纳接通各种导线所需的空间203。
实施例2的技术方案,当某局部齿磨损时,拆卸方便修磨或更换;当任意齿崩坏时,拆卸方便新齿,无需报废整个拉刀,极大地提升了拉刀寿命,降低了资源浪费,便于更换维护。
实施例1和实施例2中的刀齿颗粒10的设计,为确保切削效率与质量,每个刀齿颗粒10的刀齿前刀面102、后刀面103、切削刃101和避让面104都符合刀具切削原理设计坐标系参数。
实施例1和实施例2中,刀齿颗粒10要适当控制前刀面102与前一刀齿之间的空间,该空间等同于当前齿切削产生的废屑的容积空间。
凡本实用新型说明书中未作特别说明的均为现有技术或者通过现有的技术能够实现,应当理解的是,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,而所有这些改进和变换都应属于本实用新型所附权利要求的保护范围。
一种分离镶拼式拉刀专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。






动态评分
0.0