




![一种基于二溴1,4-二丁基-1,4-二氮杂二环[2.2.2]辛烷的二价锰荧光材料的制备、表征和应用](https://www.zhichawang.com/images/CN106085412A/CN106085412A.jpg)



专利摘要
本发明公开了链刀齿轮加工数控机床,包括有机座、转台分度传动机构、动力传动切削机构、压紧固定机构、平台滑移机构,机座的上表面一端设有动力传动切削机构,平台滑移机构设于机座的上表面凹槽上方,平台滑移机构与转台分度传动机构连接,平台滑移机构的滑台的两侧边分别与压紧固定机构的龙门架的两底边的内侧面相连接,压紧固定机构的压紧固定器的位于转台的上方;本发明提出一种新的齿轮加工方式,可一次同时加工多个齿轮,有效减少多次装配齿轮毛坯时间,提高生产效率;通过新型转台分度传动机构有效实现齿轮精确转动,使得加工的每个齿轮之间的公差小,能够有效提高齿轮加工精度,降低齿轮生产成本。
权利要求
1.一种链刀齿轮加工数控机床,其特征在于:包括:
机座,所述机座为底部开设梯形槽且上表面设有凹槽并在凹槽一端设有固定底座的装置结构;
转台分度传动机构,包括有转台及转动装置,所述转台的上下两端分别设有齿轮支撑板、底板,所述转台内部设有分度传动装置、分度装置,所述分度传动装置与分度装置通过涡轮蜗杆转动装置传动相接,所述分度装置的装夹固定杆穿过齿轮支撑板并与之相接;转动装置包括滑台的内部设有转台大齿轮,所述转台大齿轮的外端面与设于滑台一端底部的主进给伺服电机传动轴上的传动齿轮的外端面啮合,所述底板的顶部中心处连接有涡轮蜗杆转动装置的涡轮蜗;所述分度传动装置包括设于底板上的分度伺服电机,所述分度伺服电机通过传动带与设于底板上表面中心处涡轮蜗杆转动装置的涡轮蜗直杆连接;所述分度装置包括涡轮蜗上方连接有分动齿轮,所述分动齿轮的外圆周呈等间距连接有多组转动齿轮,各转动齿轮相对分动齿轮的最远外侧面均啮合有毛坯传动齿轮,各所述毛坯传动齿轮的中心处均设有穿过齿轮支撑垫的装夹固定杆;
动力传动切削机构;包括设于机座一端上表面上的动力机架及设于动力机架的一侧的主电机,所述主电机通过超宽同步带传动动力轮,所述动力轮通过窄同步带与竖直设于动力机架上下两端内侧的同步带轮传动连接,两所述同步带轮均连接有链轮,两所述链轮的外表面连接有链条,所述链条的相对外侧通过多组齿安装座分别连接多组仿形切削齿构成链刀;
平台滑移机构;包括滑台,所述滑台活动设于机座的上表面两侧边的滑轨上,所述滑台的两相对外侧面与龙门架的两底边连接,所述的滑台的两侧边内侧对称设有两相对滑轨平行的进给丝杆,两所述进给丝杆的同一端均与进给伺服装置连接;
压紧固定机构;包括有龙门架及设于龙门架顶部的压紧伺服电机,所述压紧伺服电机与设于其一侧的变速箱相接,所述压紧伺服电机传动连接有涡轮蜗直杆,所述涡轮蜗直杆与设于伸缩丝杆上的涡轮蜗装置相连接,所述伸缩丝杆穿过变速箱且其底部连接有压紧固定器;
所述机座的上表面一端设有动力传动切削机构,所述平台滑移机构设于机座的上表面凹槽上方,所述平台滑移机构与转台分度传动机构连接,所述平台滑移机构的滑台的两侧边分别与压紧固定机构的龙门架的两底边的内侧面相连接,所述压紧固定机构的压紧固定器的位于转台的上方,且压紧固定器的垂直中心线与动力传动切削机构的链刀的垂直中心线构成平面相对于转台垂直。
2.根据权利要求1所述的一种链刀齿轮加工数控机床,其特征在于:所述机座的上表面一端设有动力支架支撑台,所述动力支架支撑台相对机座上表面内侧设有支撑凸台,所述支撑凸台上开设有中心通道,所述支撑凸台的两相对侧面分别设有开设有连接孔的挡板连接块,所述机座的上表面开设有滑槽。
3.根据权利要求1所述的一种链刀齿轮加工数控机床,其特征在于:所述动力支架为两对称动力支撑架相对组合而成,所述动力支撑架上的顶部一端设有链轮防护罩,所述链轮防护罩的中心处开设有链轮连接孔,所述链轮连接孔的正下方开设有相同结构的链轮连接副孔,所述动力支撑架靠近链轮连接孔与链轮连接副孔的一相对外侧边开设有固定封板的封板固定卡槽,所述动力支撑架的另一侧边的底部相对内侧开设有主电机安置孔,所述主电机的传动轴穿过主电机安置孔,所述主电机安置孔的正上方且位于链轮连接孔、链轮连接副孔的中心垂直线上设有同步带轮孔,所述同步带轮孔与链轮连接孔、链轮连接副孔之间设有两导轮。
4.根据权利要求1所述的一种链刀齿轮加工数控机床,其特征在于:所述封板由固定块、链条导块组成,所述链条导块的相对外侧面开设有内凹槽,所述凹槽的底面中心处开设有链条传导通道。
5.根据权利要求1所述的一种链刀齿轮加工数控机床,其特征在于:所述进给伺服装置包括有进给伺服电机,所述进给伺服电机通过同步带与设于两进给丝杆的端部的进给传动轮传动连接。
说明书
技术领域
本发明涉及齿轮成型加工机床技术领域,具体尤其涉及一种链刀齿轮加工数控机床。
背景技术
齿轮是机械装置中的重要传动部件,其广泛应用于各种机械传动机构中,目前现有齿轮加工按加工中有无切削,可分为无切削加工和有切削加工两大类,其中无切削加工包括热轧齿轮、冷轧齿轮、精锻、粉末冶金等工艺,无切削加工具有材料消耗少、成本低、生产效率高等优点,有切削加工因其具有良好的加工精度,所以仍是目前齿形的主要加工工艺,可按其加工原理分为成形法和展成法两种,成形法是利用与被加工齿轮的齿槽端面形状一致的刀具,在齿坯上加工出齿面的方法,如用齿轮铣刀在铣床上铣齿、用成型砂轮磨齿、吃齿轮拉刀拉齿等方法,这些加工方法因不需专用设备,所以其刀具成本较低,但这些加工工艺方法因其存在分度误差及刀具的安装误差,生产效率不高,而且使得其加工精度较低,一般只能加工9-11级精度的齿轮,一般多用于修配和加工单件某些转速不高且精度要求较低的齿轮;展成法又称范成法,利用齿轮的啮合原理,利用齿轮刀具与齿坯的啮合运动而切出齿形的方法,即把齿轮副中的一个制作成刀具,另一个作为工件,并强制刀具和工件作严格的啮合运动而展成切出齿廓,这种切齿方法生产效率高、加工精度高,加工齿轮时只要刀具和被加工齿轮的模数及压力角相等,则不论被加工齿轮的齿数是多少,都可以用同一把刀具加工,给生产带来很大的方便,其应用十分光法,通过展成原理加工齿形的方法有滚齿、插齿、剃齿、珩齿、磨齿等方法,滚齿是最常用的的齿轮成型方式,其有通用性强、速度快等优点,但是每次只能加工一件,这就导致每加工一件就要装夹取下,需要耗费大量的装夹时间;而插齿虽然精度较高,但是加工速度慢;刨齿一般只应用于超大型工件加工,加工速度慢等问题。为改善上述问题本发明提供一种新型的齿轮加工设备---链齿齿轮加工数控机床。
发明内容
为此,本发明提出一种加工速度快、精度高、易控制的齿轮成型加工设备,可以改善现有的设备所存在的问题。
本发明通过如下技术手段实现:
一种链刀齿轮加工数控机床,包括:
机座,所述机座为底部开设梯形槽且上表面设有凹槽并在凹槽一端设有固定底座的装置结构;
转台分度传动机构,包括有转台及转动装置,所述转台的上下两端分别设有齿轮支撑板、底板,所述转台内部设有分度传动装置、分度装置,所述分度传动装置与分度装置通过涡轮蜗杆转动装置传动相接,所述分度装置的装夹固定杆穿过齿轮支撑板并与之相接;转动装置包括滑台的内部设有转台大齿轮,所述转台大齿轮的外端面与设于滑台一端底部的主进给伺服电机传动轴上的传动齿轮的外端面啮合,所述底板的顶部中心处连接有涡轮蜗杆转动装置的涡轮蜗;所述分度传动装置包括设于底板上的分度伺服电机,所述分度伺服电机通过传动带与设于底板上表面中心处涡轮蜗杆转动装置的涡轮蜗直杆连接;所述分度装置包括涡轮蜗上方连接有分动齿轮,所述分动齿轮的外圆周呈等间距连接有多组转动齿轮,各转动齿轮相对分动齿轮的最远外侧面均啮合有毛坯传动齿轮,各所述毛坯传动齿轮的中心处均设有穿过齿轮支撑垫的装夹固定杆;
动力传动切削机构;包括设于机座一端上表面上的动力机架及设于动力机架的一侧的主电机,所述主电机通过超宽同步带传动动力轮,所述动力轮通过窄同步带与竖直设于动力机架上下两端内侧的同步带轮传动连接,两所述同步带轮均连接有链轮,两所述链轮的外表面连接有链条,所述链条的相对外侧通过多组齿安装座分别连接多组仿形切削齿构成链刀;
平台滑移机构;包括滑台,所述滑台活动设于机座的上表面两侧边的滑轨上,所述滑台的两相对外侧面与龙门架的两底边连接,所述的滑台的两侧边内侧对称设有两相对滑轨平行的进给丝杆,两所述进给丝杆的同一端均与进给伺服装置连接;
压紧固定机构;包括有龙门架及设于龙门架顶部的压紧伺服电机,所述压紧伺服电机与设于其一侧的变速箱相接,所述压紧伺服电机传动连接有涡轮蜗直杆,所述涡轮蜗直杆与设于伸缩丝杆上的涡轮蜗装置相连接,所述伸缩丝杆穿过变速箱且其底部连接有压紧固定器;
所述机座的上表面一端设有动力传动切削机构,所述平台滑移机构设于机座的上表面凹槽上方,所述平台滑移机构与转台分度传动机构连接,所述平台滑移机构的滑台的两侧边分别与压紧固定机构的龙门架的两底边的内侧面相连接,所述压紧固定机构的压紧固定器的位于转台的上方,且压紧固定器的垂直中心线与动力传动切削机构的链刀的垂直中心线构成平面相对于转台垂直,压紧固定器的垂直中心线与位于其正下方的毛坯传动齿轮的中心线相互重合。
优选地,所述进给伺服装置包括有进给伺服电机,所述进给伺服电机通过同步带与设于两进给丝杆的端部的进给传动轮传动连接。
优选地,所述机座的上表面一端设有动力支架支撑台,所述动力支架支撑台相对机座上表面内侧设有支撑凸台,所述支撑凸台上开设有中心通道,所述支撑凸台的两相对侧面分别设有开设有连接孔的挡板连接块,所述机座的上表面开设有滑槽。
优选地,所述动力支架为两对称动力支撑架相对组合而成,所述动力支撑架上的顶部一端设有链轮防护罩,所述链轮防护罩的中心处开设有链轮连接孔,所述链轮连接孔的正下方开设有相同结构的链轮连接副孔,所述动力支撑架靠近链轮连接孔与链轮连接副孔的一相对外侧边开设有固定封板的封板固定卡槽,所述动力支撑架的另一侧边的底部相对内侧开设有主电机安置孔,所述主电机的传动轴穿过主电机安置孔,所述主电机安置孔的正上方且位于链轮连接孔、链轮连接副孔的中心垂直线上设有同步带轮孔,所述同步带轮孔与链轮连接孔、链轮连接副孔之间设有两导轮。
优选地,所述封板由固定块、链条导块组成,所述链条导块的相对外侧面开设有内凹槽,所述凹槽的底面中心处开设有链条传导通道,便于对动力支撑架进行封闭,防止加工的齿轮碎屑崩散,造成物料四散,便于收集,也避免了对设备的其他部件造成损害。
本发明的有益效果是:本发明提出一种新的齿轮加工方式,相对于本发明背景技术中所提及的现有技术,本发明可一次同时加工多个齿轮,有效减少多次装配齿轮毛坯时间,提高生产效率;而且通过链刀设有多个且远多于现有普通滚齿的刀具齿数,能够有效减小单个刀具的磨损,可有效增加链刀使用寿命;而且本发明通过链刀对多个齿轮一起同时加工,通过转台分度传动机构有效实现齿轮精确转动,使得加工的每个齿轮之间的公差小,能够有效提高齿轮加工精度,链刀采用双链共一刀的结构,能够增加链刀结构强度和稳定性,使加工更加稳定,保证加工齿轮质量,且可更换式的刀头更方便的跟换掉损坏的刀头,可以便捷更换不同模数的刀具,使用简单方便,且装夹简单,安装速度快,提高了生产效率,能够有效降低齿轮生产成本,提高企业效益。
附图说明:
图1为本发明具体实施结构轴向示意图;
图2为本发明结构示意图;
图3为本发明结构示意图;
图4为本发明结构轴向示意图;
图5为本发明结构示意图;
图6为本发明部分结构示意图;
图7为本发明部件结构示意图;
图8为本发明部件结构示意图;
图9为本发明部件结构示意图;
图10为本发明部件结构示意图;
图11为本发明部件结构示意图;
图12为本发明部件结构示意图;
图13为本发明部件结构放大示意图;
图14为本发明部件结构示意图;
图15为本发明部件结构示意图;
图16为本发明部件结构示意图;
图17为本发明部件结构示意图;
图18为本发明部件结构示意图;
图19为本发明部件结构示意图。
具体实施方式:
为了使本领域的技术人员更好地理解本发明的技术方案,下面结合实施例对本发明作进一步说明:
具体实施例1,一种链刀齿轮加工数控机床,包括:
机座1,所述机座1为底部开设梯形槽且上表面设有凹槽并在凹槽一端设有固定底座的装置结构;
转台分度传动机构,包括有转台10及转动装置9,所述转台10的上下两端分别设有齿轮支撑板24、底板94,所述转台10的内部设有分度传动装置11、分度装置12,所述分度传动装置11与分度装置12通过涡轮蜗杆转动装置95传动相接,所述分度装置12的装夹固定杆124穿过齿轮支撑板24并与之相接;转动装置95包括滑台10的内部设有转台大齿轮91,所述转台大齿轮91的外端面与设于滑台6一端底部的主进给伺服电机92的传动轴上的传动齿轮的外端面啮合,所述底板94的顶部中心处连接有涡轮蜗杆转动装置95的涡轮蜗93;所述分度传动装置11包括设于底板94上的分度伺服电机111,所述分度伺服电机111通过传动带与设于底板94上表面中心处涡轮蜗杆转动装置95的涡轮蜗直杆96连接;所述分度装置12包括涡轮蜗上方连接有分动齿轮121,所述分动齿轮121的外圆周连接有多组转动齿轮122,各转动齿轮122的相对外侧面均啮合有毛坯传动齿轮123,各相对应连接的毛坯传动齿轮123与转动齿轮122的中心连接线穿过分动齿轮121的中心,各所述毛坯传动齿轮123的中心处均设有穿过齿轮支撑垫24的装夹固定杆124;
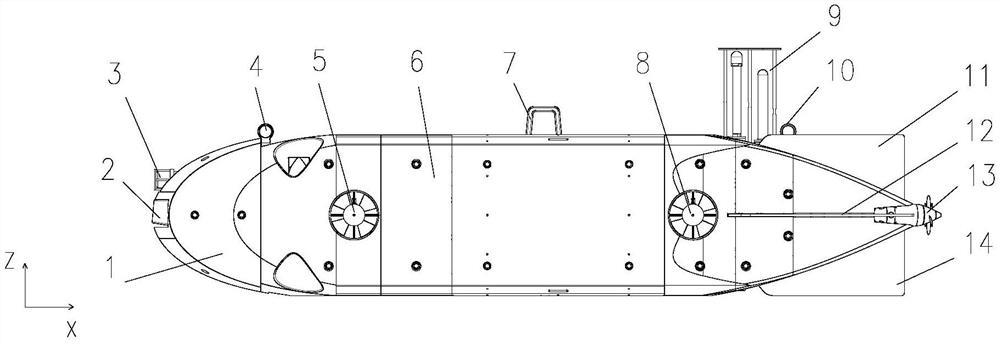
动力传动切削机构;包括设于机座1一端上表面上的动力机架2及设于动力机架2的一侧的主电机13,所述主电机13通过超宽同步带14传动动力轮15,所述动力轮15通过窄同步带16与竖直设于动力机架2上下两端内侧的同步带轮17传动连接,两所述同步带轮17均连接有链轮18,两所述链轮18的外表面连接有链条19,两所述链条19的相对外侧通过安装多组齿安装座20分别连接多组仿形切削齿21构成链刀;
平台滑移机构;包括滑台6,所述滑台6活动设于机座1的上表面两侧边的滑轨5上,所述滑台6的两相对外侧面与龙门架7的两底边连接,所述的滑台6的两侧边内侧对称设有两相对滑轨5平行的进给丝杆22,两所述进给丝杆22的同一端均与进给伺服装置23连接;
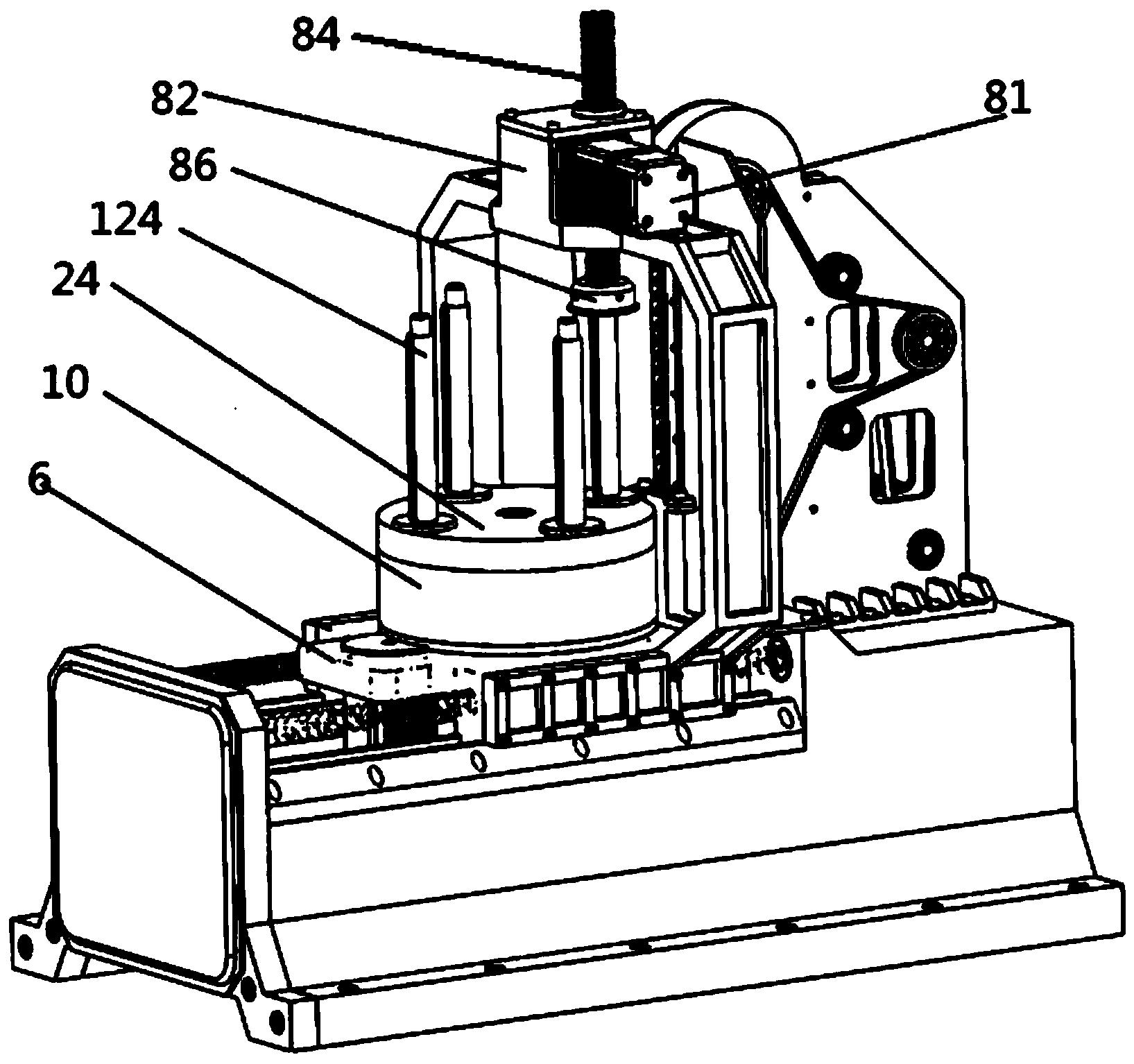
压紧固定机构8;包括有龙门架7及设于龙门架7顶部的压紧伺服电机81,所述压紧伺服电机81与设于其一侧的变速箱82相接,所述压紧伺服电机81传动连接有涡轮蜗直杆83,所述涡轮蜗直杆83与设于伸缩丝杆84上的涡轮蜗装置85相连接,所述伸缩丝杆84穿过变速箱82且其底部连接有压紧固定器86;
所述机座1的上表面一端设有动力传动切削机构,所述平台滑移机构设于机座1的上表面凹槽上方,所述平台滑移机构与转台分度传动机构连接,所述平台滑移机构的滑台6的两侧边分别与压紧固定机构8的龙门架7的两底边的内侧面相连接,所述压紧固定机构8的压紧固定器86的位于转台10的上方,且压紧固定器86的垂直中心线与动力传动切削机构的链刀的垂直中心线所构成的平面相对于转台10垂直。
优选地,所述进给伺服装置23包括有进给伺服电机231,所述进给伺服电机231通过同步带232与设于两进给丝杆22的端部的进给传动轮传动连接。
优选地,所述机座的上表面一端设有动力支架支撑台,所述动力支架支撑台相对机座上表面内侧设有支撑凸台,所述支撑凸台上开设有中心通道,所述支撑凸台的两相对侧面分别设有开设有连接孔的挡板连接块,所述机座的上表面开设有滑槽。
优选地,所述动力支架为两对称动力支撑架相对组合而成,所述动力支撑架上的顶部一端设有链轮防护罩,所述链轮防护罩的中心处开设有链轮连接孔,所述链轮连接孔的正下方开设有相同结构的链轮连接副孔,所述动力支撑架靠近链轮连接孔与链轮连接副孔的一相对外侧边开设有固定封板的封板固定卡槽,所述动力支撑架的另一侧边的底部相对内侧开设有主电机安置孔,所述主电机的传动轴穿过主电机安置孔,所述主电机安置孔的正上方且位于链轮连接孔、链轮连接副孔的中心垂直线上设有同步带轮孔,所述同步带轮孔与链轮连接孔、链轮连接副孔之间设有两导轮。
优选地,所述封板由固定块、链条导块组成,所述链条导块的相对外侧面开设有内凹槽,所述凹槽的底面中心处开设有链条传导通道,便于对动力支撑架进行封闭,防止加工的齿轮碎屑崩散,造成物料四散,便于收集,也避免了对设备的其他部件造成损害。
具体实施例2,链刀齿轮加工数控机床,包括有机座1,所述机座1的一端上表面沿机座轴向架设有动力机架2,所述机座1的另一端设有防护罩3,所述的动力机架2相对机座1内侧一端的两侧均设有挡板4,所述机座1的上表面两侧边设有滑轨5,两所述滑轨5上活动连接滑台6,所述滑台6的两相对外侧面与龙门架7的两底边连接,所述龙门架7的顶部设有压紧固定装置8,所述滑台6内部设有转动装置9,所述转动装置9与活动设于滑台6上表面上的转台10相接,所述转台10的上下两端分别设有齿轮支撑板24、底板94,所述转台10内部设有分度传动装置11、分度装置12,所述分度传动装置11余分度装置通过涡轮蜗杆转动装置95传动相接,所述分度装置12的装夹固定杆124穿过齿轮支撑板24并与之连接,所述动力机架2的一侧设有主电机13,所述主电机13通过超宽同步带14传动动力机架2上的动力轮15,所述动力轮15通过窄同步带16与竖直设于动力机架2上下两端内侧的同步带轮17传动连接,两所述同步带轮17均连接有链轮18,两所述链轮18的外表面连接有链条19,所述链条19的相对外侧通过多组齿安装座20分别连接多组仿形切削齿21,所述的滑台6的两侧边内侧对称设有两相对滑轨5平行的进给丝杆22,两所述进给丝杆22的同一端均与进给伺服装置23连接。
优选地,所述转动装置9包括滑台的内部设有转台大齿轮91,所述转台大齿轮91的外端面与设于滑台6一端底部的主进给伺服电机92传动轴上的传动齿轮的外端面啮合,所述底板94的顶部中心处连接有涡轮蜗杆转动装置95的涡轮蜗93。
优选地,所述分度传动装置11包括设于底板94上的分度伺服电机111,所述分度伺服电机111通过传动带与设于底板94上表面中心处涡轮蜗杆转动装置95的涡轮蜗直杆96连接。
优选地,所述分度装置12包括涡轮蜗93上方连接的分动齿轮121,所述分动齿轮121的外圆周连接有多组转动齿轮122,各转动齿轮122均啮合有毛坯传动齿轮123,各所述毛坯传动齿轮123的中心处均设有穿过齿轮支撑垫24的装夹固定杆124。
优选地,所述压紧固定装置8包括有设于龙门架7顶部的压紧伺服电机81,所述压紧伺服电机81与设于其一侧的变速箱82相接,所述压紧伺服电机81传动连接有涡轮蜗直杆83,所述涡轮蜗直杆83与设于伸缩丝杆84上的涡轮蜗装置85相连接,所述伸缩丝杆84穿过变速箱82且其底部连接有压紧固定器86。
优选地,所述进给伺服装置23包括有进给伺服电机231,所述进给伺服电机231通过同步带232与两进给丝杆22端部的进给传动轮传动连接。
优选地,所述机座1的上表面一端设有动力支架支撑台101,所述动力支架支撑台101相对机座上表面内侧设有支撑凸台102,所述支撑凸台102上开设有中心通道103,所述支撑凸台102的两相对侧面分别设有开设有连接孔104的挡板连接块105,所述机座1的上表面开设有滑槽106。
优选地,所述动力支架2为两对称动力支撑架201相对组合而成,所述动力支撑架201上的顶部一端设有链轮防护罩202,所述链轮防护罩202的中心处开设有链轮连接孔203,所述链轮连接孔203的正下方开设有相同结构的链轮连接副孔204,所述动力支撑架201靠近链轮连接孔203与链轮连接副孔204的一相对外侧边开设有固定封板24的封板固定卡槽205,所述动力支撑架201的另一侧边的底部相对内侧开设有主电机安置孔206,所述主电机13的传动轴穿过主电机安置孔206,所述主电机安置孔206的正上方且位于链轮连接孔203、链轮连接副孔204的中心垂直线上设有同步带轮孔207,所述同步带轮孔207与链轮连接孔203、链轮连接副孔204之间设有两导轮208。
优选地,所述封板24由固定块241、链条导块242组成,所述链条导块242的相对外侧面开设有内凹槽243,所述凹槽243的底面中心处开设有链条传导通道244,便于对动力支撑架201进行封闭,防止加工的齿轮碎屑崩散,造成物料四散,便于收集,也避免了对设备的其他部件造成损害。
本发明在具体应用过程中,启动机座1上的主电机13运行,主电机13传动动力由超宽同步带14经动力轮15分轴传动到动力支架2两侧的窄同步带16,后两窄同步带16同步运行,并经同步带轮17将动力传递到链轮18,链轮18带动链条19上的仿形切削齿21运动,刀具开始运行,然后将齿轮毛坯按顺序放到装夹固定杆124上,通过分度装置12带动转台10运行并转到链锯中心位置,压紧伺服电机81运行并通过涡轮蜗装置85将伸缩丝杆84向下推,使得压紧固定器86将进入的一组齿轮毛坯压紧,然后进给伺服电机231运行带动丝杆22使得滑台6轴向运动,并将毛坯推向链齿进行切削加工,当第一个齿加工好后,进给伺服电机231反向转动使得滑台6后退,分度伺服电机111运行将动作传递给装夹固定杆124,从而旋转一个角度开始下一个齿的加工,以此类推,完整的一组加工完成后,压紧伺服电机81回撤,转台10通过转台大齿轮动91作将下一组毛坯转到加工位置,并压紧开始一个循环加工过程。在加工的过程可以有很充足的时间进行取工件,和装工件,时间统筹合理,节省大量时间。
以上只通过说明的方式描述了本发明的某些示范性实施例,毋庸置疑,对于本领域的普通技术人员,在不偏离本发明范围的情况下,可以用各种不同的方式对所描述的实施例进行修正,本发明中相关数控装置并未表述,但并不妨碍本领域技术人员对本发明数控设备及数控操作的技术理解。因此,上述描述在本质上是说明性的,不应理解为对本发明权利要求保护范围的限制。
除非另有定义,本文所使用的所有学术和科学术语具有本发明所属技术领域普通技术人员所理解的相同含义。
在相抵触的情况下,以本说明书中的定义为准。
除非另有说明,所有的百分数、份数、比例等都是以重量计。
当给出数值或数值范围、优选范围或一系列下限优选值和上限优选值时,应当理解其具体公开了由任何较小的范围限值或优选值和任何较大的范围限值或优选值的任何一对数值所形成的任何范围,而无论范围是否分别被公开。除非另有说明,在本说明书描述数值范围之处,所述的范围意图包括范围端值和范围内的所有整数和分数。
当术语“约”或“左右”用于描述数值或范围的端值时,所公开的内容应当是包括该具体数值或所涉及的端值。
采用“一”和“一个/种”的用法描述本发明的要素和组分,这只是出于便利和为了给出本发明一般情况。除非另有明显表述,应将该说明理解为包括一个/种或至少一个/种。
链刀齿轮加工数控机床专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。





动态评分
0.0