









专利摘要
本发明涉及齿轮的加工领域,具体公开了一种多个齿坯同时加工的方法,多个齿坯按圆周等距排布,并保证在齿坯中心轴线与圆周相切,多把齿坯切削刀具安装在相应的刀盘之上。切削刀具在切削过程中刀具绕自身中心轴线逐步旋转始终保持与齿坯中心轴线处于垂直状态。齿坯同步沿刀盘径向方向往复移动;刀盘转动带动刀具进行切削,由刀盘逐步垂直向下完成齿槽深度方向的进给运动,切削到齿槽深度后刀盘回复到初始工作位置,齿坯进行分度,重复上述过程进行下一个齿槽的加工。本发明还提供了一种齿坯同时加工的装置。本发明能够对多个齿坯同时进行加工,提高了齿坯的加工效率。
权利要求
1.一种多个齿坯同时切削加工的方法,其特征在于,包括如下步骤:
步骤一、将多个齿坯圆周等间距的排列,使每个齿坯的中心轴线与齿坯排列所形成的圆周相切;
步骤二、将多个切削刀具圆周并且等间距的安装在刀盘上,切削刀具与齿坯一一对应,通过刀盘绕自身中心轴线旋转来带动切削刀具对齿坯进行加工;
步骤三、在对其中一个齿坯进行切削的过程中,刀盘旋转的同时,切削刀具沿齿坯径向接触齿坯的最低的刀尖点为旋转参考点绕自身中心轴线进行旋转,切削时始终保持切削刀具基面与齿坯中心轴线垂直,切削完一个齿坯后反向旋转至切削刀具基面与下一个齿坯中心轴线垂直;
步骤四、在对其中一个齿坯进行切削的过程中,齿坯随着刀盘的转动而往复移动,使得切削刀具相对齿坯做直线运动;
步骤五、当刀盘完成一圈切削动作后,刀盘垂直向下完成齿槽深度方向的进给运动,切削到齿槽深度后刀盘回复到初始工作位置,齿坯进行分度,重复上述过程进行下一个齿槽的加工。
2.根据权利要求1所述的一种多个齿坯同时切削加工的方法,其特征在于,所述步骤二中切削刀具的中心轴线在垂直方向上的投影为一个点,并落在齿坯中心轴线之上。
3.根据权利要求1所述的一种多个齿坯同时切削加工的方法,其特征在于,所述步骤三中,一个完整的齿坯切削过程包括切削区和刀具调整角度缓冲区,切削区内切削刀具绕自身中心轴线的转动方向为逆时针,刀具调整角度缓冲区切削区内切削刀具绕自身中心轴线的转动方向为顺时针。
4.根据权利要求1所述的一种多个齿坯同时切削加工的方法,其特征在于,所述步骤四中齿坯往复运动的移动速度为:
5.一种采用权利要求1~4任一项所述切削方法的多个齿坯同时切削加工的装置,其特征在于:包括车身、刀盘、主轴以及多个加工工位,所述主轴安装于车身上,所述刀盘的中间部位与主轴可移动的连接,所述刀盘的侧面圆周且等距的安装有多个切削刀具,所述多个加工工位通过导轨安装于车身上,加工工位与切削刀具一一对应;所述加工工位包括工作台、旋转轴、轴套和电机,所述旋转轴安装于工作台顶端,所述轴套可移动的安装于旋转轴上用于安装齿坯,所述电机与旋转轴连接,用于带动旋转轴旋转。
6.根据权利要求5所述的一种多个齿坯同时切削加工的装置,其特征在于:所述加工工位沿导轨的移动方向为刀盘的径向方向。
7.根据权利要求5所述的一种多个齿坯同时切削加工的装置,其特征在于,所述切削刀具可旋转的安装于刀盘上,切削刀具的端部连接有伺服电机。
8.根据权利要求5所述的一种多个齿坯同时切削加工的装置,其特征在于,所述齿坯的中心轴线与切削刀具的旋转轨迹所形成的圆弧相切,所述齿坯圆柱面的中间截面与切削刀具的旋转轨迹所形成的圆弧的径向平面重合。
说明书
技术领域
本发明涉及齿轮的加工领域,具体涉及一种多个齿坯同时加工的方法以及多个齿坯同时加工的装置。
技术背景
目前,齿轮的切削加工方式主要分为成形法和展成法两种方式,成形法采用盘形铣刀或指状铣刀等成形刀具对每个齿进行单齿切削,通过分度完成齿轮全部齿形的加工。展成法利用一对齿轮啮合时的齿廓互为包络线的原理来实现齿轮的切削加工,最为典型的方式有滚齿和插齿两种方式。虽然目前齿轮切削加工的理论及方法和相关的设备都已经非常完备,但切削加工效率并不高,原因在于目前所有的切削加工每次都是针对一个齿坯进行加工。
发明内容
为解决上述存在的技术问题,本发明提供了一种能够对多个齿坯同时加工的方法,其具体技术方案如下:
一种多个齿坯同时切削加工的方法,其特征在于,包括如下步骤:
步骤一、将多个齿坯圆周等间距的排列,使每个齿坯的中心轴线与齿坯排列所形成的圆周相切;
步骤二、将多个切削刀具圆周并且等间距的安装在刀盘上,切削刀具与齿坯一一对应,通过刀盘绕自身中心轴线旋转来带动切削刀具对齿坯进行加工;
步骤三、在对其中一个齿坯进行切削的过程中,刀盘旋转的同时,切削刀具沿齿坯径向接触齿坯的最低的刀尖点为旋转参考点绕自身中心轴线进行旋转,切削时始终保持切削刀具基面与齿坯中心轴线垂直,切削完一个齿坯后反向旋转至切削刀具基面与下一个齿坯中心轴线垂直;
步骤四、在对其中一个齿坯进行切削的过程中,齿坯随着刀盘的转动而往复移动,使得切削刀具相对齿坯做直线运动;
步骤五、当刀盘完成一圈切削动作后,刀盘垂直向下完成齿槽深度方向的进给运动,切削到齿槽深度后刀盘回复到初始工作位置,齿坯进行分度,重复上述过程进行下一个齿槽的加工。
进一步的,所述步骤二中切削刀具的中心轴线在垂直方向上的投影为一个点,并落在齿坯中心轴线之上。
进一步的,所述步骤三中,一个完整的齿坯切削过程包括切削区和刀具调整角度缓冲区,切削区内切削刀具绕自身中心轴线的转动方向为逆时针,刀具调整角度缓冲区切削区内切削刀具绕自身中心轴线的转动方向为顺时针。
进一步的,所述步骤四中齿坯往复运动的移动速度为:
其中ω为刀盘的转速,R为刀盘半径,θ为每个齿坯所在工位的工作区域角度。
另外本发明还提供了一种多个齿坯同时切削加工的装置,包括车身、刀盘、主轴以及多个加工工位,所述主轴安装于车身上,所述刀盘的中间部位与主轴可移动的连接,所述刀盘的侧面圆周且等距的安装有多个切削刀具,所述多个加工工位通过导轨安装于车身上,加工工位与切削刀具一一对应;所述加工工位包括工作台、旋转轴、轴套和电机,所述旋转轴安装于工作台顶端,所述轴套可移动的安装于旋转轴上用于安装齿坯,所述电机与旋转轴连接,用于带动旋转轴旋转。
进一步的,所述加工工位沿导轨的移动方向为刀盘的径向方向。
进一步的,所述切削刀具可旋转的安装于刀盘上,刀具的端部连接有伺服电机。
进一步的,所述齿坯的中心轴线与切削刀具的旋转轨迹所形成的圆弧相切,所述齿坯圆柱面的中间截面与刀具的旋转轨迹所形成的圆弧的径向平面重合。
有益效果,本发明基于齿轮成形法与展成法的加工原理之上,通过以多刀具旋转切削的方法来实现同时对多个圆柱直齿轮和圆柱斜齿轮的齿坯进行外齿轮的加工,在加工过程中齿坯通过在导轨上横向往复移动与刀具联动的形式使刀具的加工轨迹相对于齿坯为直线,从而加工出合格的齿槽,同时通过控制刀具的切削速度以及齿坯的往复移动速度来来提高齿坯的加工精度,提高了齿轮的加工效率,丰富了齿轮的加工手段。
附图说明
图1为本发明具体实施例中加工装置的整体结构示意图;
图2为本发明具体实施例中加工工位与刀具的位置结构示意图;
图3为本发明具体实施例中齿坯与刀具的水平方向示意图;
图4为本发明具体实施例中刀具的结构示意图;
图5为本发明具体实施例中两个加工工位加工过程的划分示意图;
图6为本发明具体实施例中一个加工工位加工过程的划分示意图;
图7为本发明具体实施例中刀具转动速度的曲线图;
图8为本发明具体实施例中齿坯反复移动运动的速度曲线图
图9为本发明具体实施例中采用展成法加工时加工工位与刀具的结构示意图。
附图标记:1-刀盘;2-主轴;3-伺服电机;4-齿坯;5-轴套;6-工作台;7-导轨;8-切削刀具;9-旋转轴;10-电机;11-旋转轨迹圆弧;12-齿坯中心轴线;13-径向平面;14-刀具中心轴线。
具体实施方式
为了使本发明的目的、原理及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
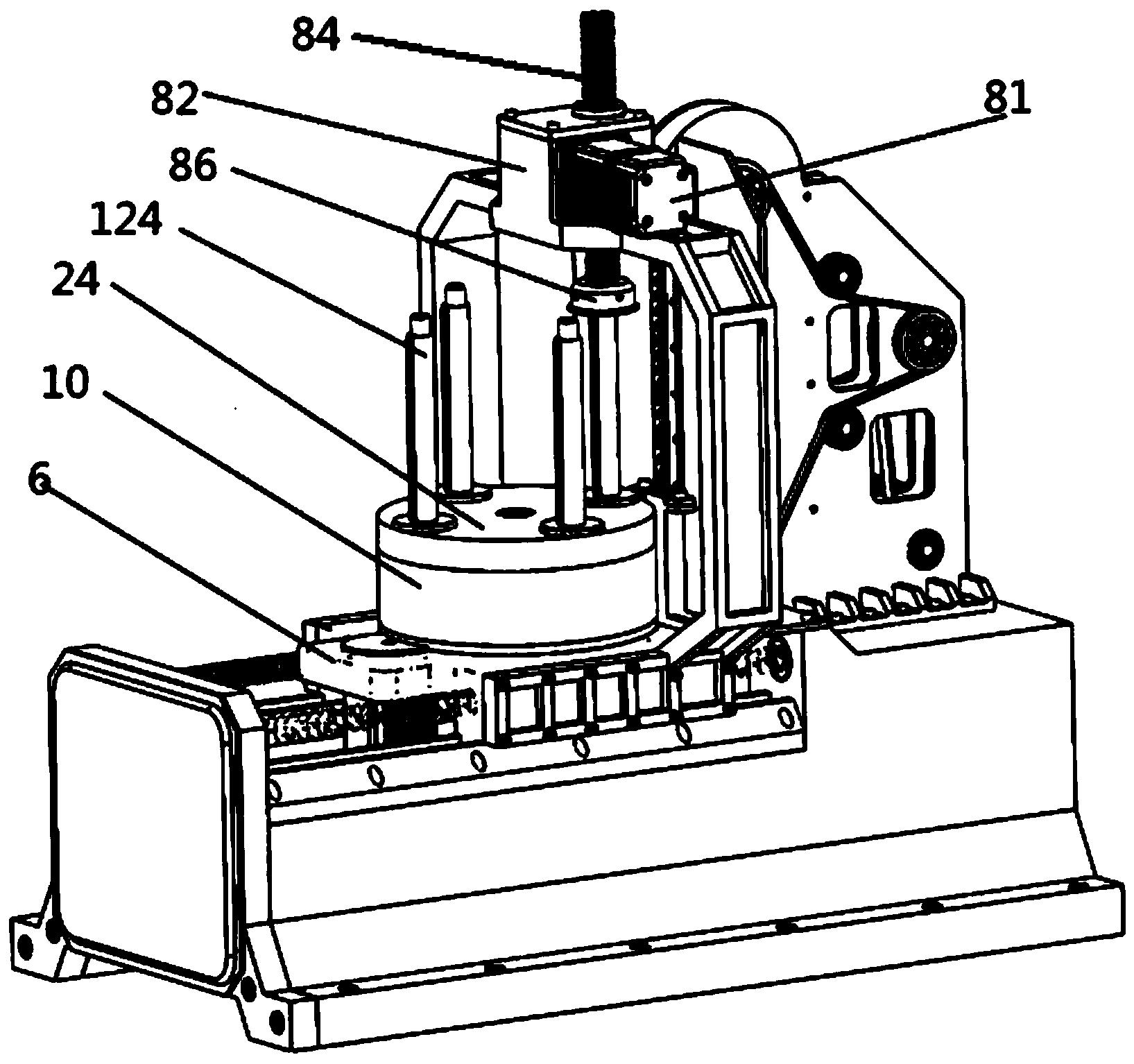
根据图1所示,一种多个齿坯同时切削加工的装置,包括车身、刀盘1、主轴2以及多个加工工位,主轴2安装在车身上,刀盘1通过其中间部位与主轴2可移动的连接,移动的方向垂直于刀盘1的表面,刀盘1的侧面圆周且等距的安装有多个切削刀具8,多个加工工位通过导轨7安装于车身上,加工工位与切削刀具8的位置一一对应,将切削刀具8中心到刀盘1中心的距离设为刀盘1的工作半径,图1中刀盘的工作半径为800mm,刀盘1可以绕主轴2旋转以及升降,旋转可以带动切削刀具8切削,升降可以实现垂直方向的进给。
如图2所示,每个加工工位分别包括工作台6、旋转轴9、轴套5以及电机10,旋转轴9安装于工作台6的顶端,轴套5可移动的安装于旋转轴9上,轴套5用于安装齿坯4,电机10与旋转轴9连接,用于带动旋转轴9旋转。图2中齿坯的厚度为30mm,计算得到齿坯4布局的周长为5024mm,按照每隔30°布置一个加工工位,总共布置12各加工工位,每个加工工位周长方向间距为419mm,可以满足每个工位所需空间间隔。在刀盘1上按每30度安装一把切削刀具8,并在每把切削刀具8的顶端安装一个伺服电机3,通过伺服电机3可以带动切削刀具8转动。齿坯4安装在轴套5之上,轴套5可以相对旋转轴9移动位置,使得不同厚度的齿坯4都可以确定相对切削刀具8的相对位置。旋转轴9可通过电机10实现分度旋转或连续旋转。工作台6可以相对导轨7滑动,导轨7固定在机床上,这样齿坯4能实现沿刀盘1径向的往复移动。
为了加工出合格的齿轮,需要实现齿坯4运动和刀具8运动的联动,如图3以及图4所示,现以一个切削刀具8加工其中一个齿坯4来说明机构的联动动作。切削刀具8的刀齿的中心轴线14在垂直方向上的投影为一个点,且落在齿坯4的中心轴线12上,齿坯4的中心轴线12与切削刀具8的旋转轨迹圆弧11相切,齿坯4的中间平面与旋转轨迹圆弧11的径向平面13重合。切削刀具8的刀尖中心点A在刀具中心轴线14之上。加工时,由于切削刀具8运行轨迹为弧线,因此切削时需要齿坯4沿旋转轨迹圆弧11的径向方向运动使得切削刀具8相对齿坯4直线运动。切削刀具8的刀具基面必须与齿坯中心轴线12垂直,因此加工时切削刀具8需要绕刀具中心轴线14进行转动以保证切削刀具8的基面始终与齿坯中心轴线12垂直。
共有12个工位,每个工位的工作区域角度为30度,即-15°≤θ≤15°,设刀盘1的转速为ω。齿坯4的中心轴线12的初始位置需要向左偏移,为Rcos15°,与θ角度对应的位置为Rcosθ,其对应的齿坯4移动速度为: 切削刀具8绕自身中心轴线14的转动速度与刀盘1的转速相同,为ω,在-15°≤θ≤15°范围内往复转动。由于齿坯4移动的速度和切削刀具8转动的速度与刀盘1的转速和半径有着严格的函数关系,因此可以采用伺服电机3或机构形成的传动链使得齿坯4的移动、切削刀具8的转动与刀盘1的转动形成协调运动关系,从而加工出相应的齿槽。
如图5和图6所示,在两个工作区域交界处N1(N2)切削刀具8的旋转方向会出改变。同时齿坯4在P1位置的移动速度最大,需要增加一段移动距离减速。如图6和图8所示,齿坯4的运动路径为从P0-P1-P2往复变速直线运动,在P0和P1处速度为0。为此将工作区设定为15度,改变速度方向和速度大小的缓冲区域为15度。N1到N2区为第一工作区,角度均为θ=30°,N2到N3区为第二工作区。C1到C2为第一工作区的切削区,角度为θ/2,两点距离为208.8mm,即齿厚小于该值的齿坯均可进行加工。C3到C4为第二工作区的切削区,C2到C3为切削刀具8调整角度缓冲区,角度均为θ/2。从C1到C2,切削刀具8绕自身中心轴线14所转的角度为θ/2,转动速度为ω,转动方向为逆时针方向。从C2到C3,切削刀具8所转的角度为θ/2,转动方向为顺时针方向,转动速度为变速度曲线,其速度曲线如图7所示。在上述过程中,齿坯4的移动是指齿坯沿刀具圆周径向的移动,沿着刀具旋转形成的圆周的径向方向,使得刀具圆周运动时相对齿坯进行直线运动。
P1-P2为齿坯4切削移动路径,P0-P1为齿坯4改变速度方向和速度大小的缓冲路径。从N1到N2上任意一点的坐标为(Rcosα,Rsinα),-θ/2≤α≤θ/2。其线速度为Rω,沿y轴的速度为Rωcosα,即为切削刀具8相对齿坯4的切削速度。沿x轴的速度为Rωsinα,即为齿坯4横向往复移动的速度,可以得到从P0-P1-P2齿坯4横向往复运动的速度曲线图如图8所示。
加工斜齿轮时,斜齿轮的螺旋角为β,可以计算出齿坯4从C1到C2所需的附加旋转速度为 其中m为被加工齿轮的模数,Z为被加工齿轮的齿数。齿坯4的附加转动可以由电机10控制完成。从C1到C2齿坯4绕自身中心轴线旋转的角度 故 m和Z为被加工齿轮的模数和齿数。齿坯4的分度角度为2π/Z,从C2到C3,电机10反向转动为角度为 然后开始另一个轮齿的切削。
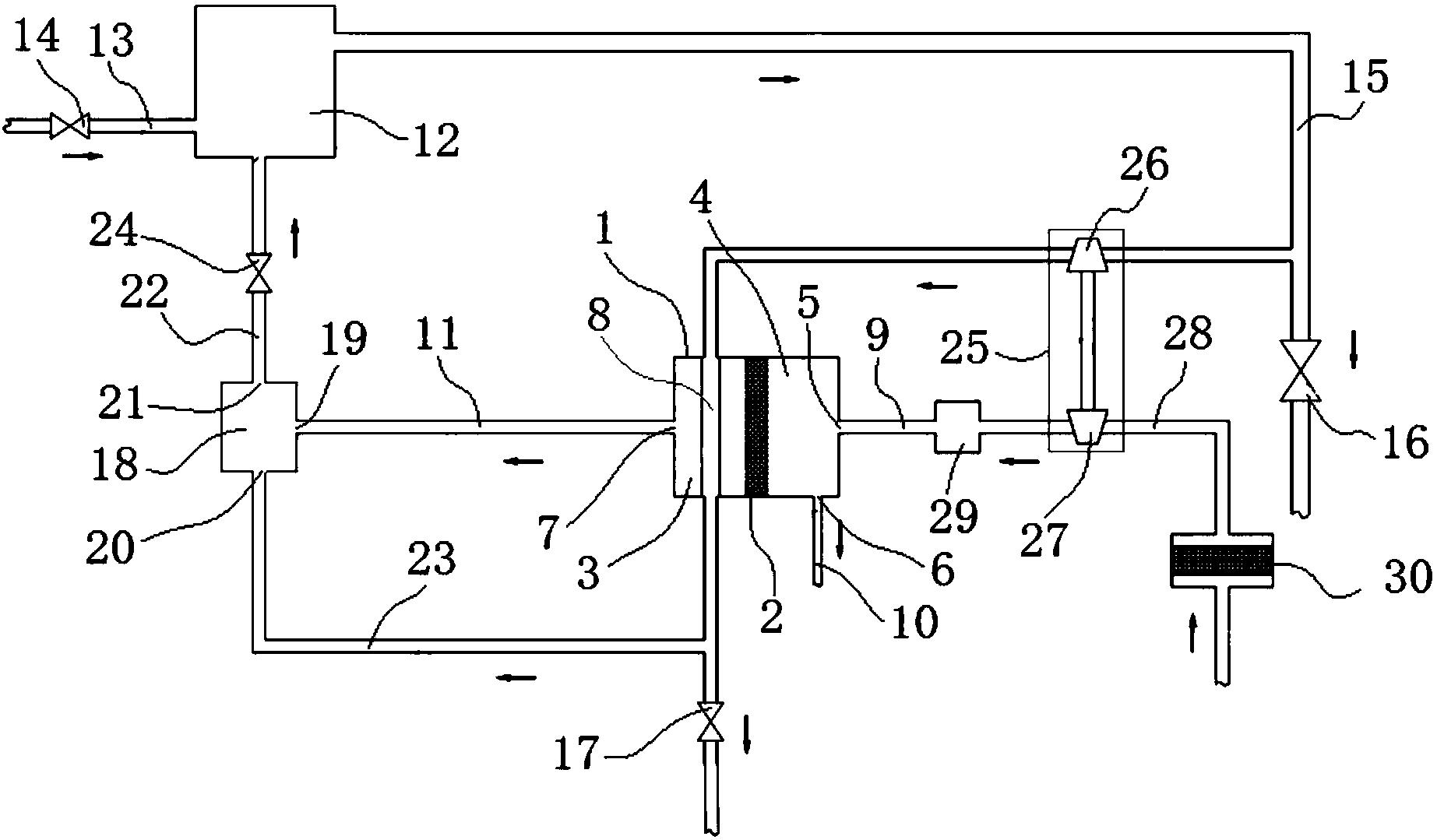
如图9所示,当采用展成法加工时,切削刀具和插齿刀具相同,机构运动与成形法的相同,但在刀具上安装电机15以使得切削刀具8连续旋转,齿坯4通过电机10实现连续旋转。设刀具8齿数为Zt,齿坯4齿数为Zp,则在切削过程中切削刀具8与齿坯4形成的转速比为Zp/Zt,转速比值依赖于电机15和电机10来实现。
上述仅以成形法进行举例,本方法同样也使用与展成法,当采用展成法切削时,刀具采用具有多个刀齿的插齿刀;刀具还将绕自身轴线旋转,旋转速度与齿坯旋转速度形成对应的比例关系。同时所有的刀具转速相同,所有的齿坯转速相同。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
一种多个齿坯同时加工的方法及装置专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。





动态评分
0.0