








专利摘要
本发明公开零件表面强化领域中的机械往复驱动式微孔内表面强化设备,基座的顶部固定悬挂一个气缸,气缸的伸缩杆竖直向下固定连接压紧框架的顶部中间,驱动电机的输出轴与驱动盘偏心连接,驱动盘的盘面边缘处的外侧壁沿轴向上延伸一圈凸沿,工作杆的顶端延伸出水平的圆柱体,该圆柱体的外侧壁与所述的凸沿的内侧壁紧密接触;工作杆的中间段上凸出一个水平的定位销;弹簧空套在定位销下方的工作杆上,工作杆的下端固定连接隔膜,隔膜与竖直放置的工件的顶端固定连接,工件的底端置放在基座的底部,工件下方的基座上开有与工件上的微孔相通的注水口;本发明利用容积交变产生空化效应的原理,实现微孔内表面的喷丸强化加工。
权利要求
1.一种机械往复驱动式微孔内表面强化设备,包括一个基座(9),其特征是:基座(9)的顶部固定悬挂一个气缸(8),气缸(8)的伸缩杆竖直向下固定连接压紧框架(10)的顶部中间,压紧框架(10)的中间段固定连接水平布置的驱动电机(19)的壳体,驱动电机(19)的输出轴与驱动盘(6)偏心连接,驱动盘(6)的中心轴与驱动电机(19)的输出轴相平行但不接触;驱动盘(6)的盘面边缘处的外侧壁沿轴向上延伸一圈凸沿(20),驱动盘(6)的盘面一侧设有一个竖直的工作杆(11),工作杆(11)的顶端延伸出水平的圆柱体(22),该圆柱体(22)的外侧壁与所述的凸沿(20)的内侧壁紧密接触;工作杆(11)的中间段上凸出一个水平的定位销(23);弹簧(12)空套在定位销(23)下方的工作杆(11)上,弹簧(12)外部空套一个弹簧套筒(13),弹簧(12)的顶端支撑在定位销(23)上、底端支撑在弹簧套筒(13)的底部;工作杆(11)的下端固定连接隔膜(15),隔膜(15)与竖直放置的工件(17)的顶端固定连接,工件(17)上开有上下贯通的微孔,工件(17)的底端置放在基座(9)的底部,工件(17)下方的基座(9)上开有与工件(17)上的微孔相通的注水口(28);气缸(8)经三位四通电磁换向阀(7)连接气泵(5),注水口(28)经两位两通电磁换向阀(3)和水泵(2)连接水箱(1),两位两通电磁换向阀(3)、注水口(28)、微孔、隔膜(15)之间形成密闭的水室。
2.根据权利要求1所述的机械往复驱动式微孔内表面强化设备,其特征是:
基座(9)是由水平的底板(24)和L型的侧板(25)固定连接组,底板(24)上设有圆形凸台(26),凸台(26)正中间设有置放工件(17)的圆形凹槽(27),圆形凹槽(27)的正下方是注水口(28),注水口(28)的中心轴与工件(17)上的微孔中心轴共线,注水口(28)的直径小于工件(17)上的微孔的直径;L型的侧板(25)的底部与底板(24)固定连接,顶部是水平端且悬挂气缸(8)。
3.根据权利要求1所述的机械往复驱动式微孔内表面强化设备,其特征是:
压紧框架(10)包括水平的压紧板(29)和固定连接在压紧板(29)上方的竖直的倒U型板(30),压紧板(29)中间开有压紧板通孔(31),压紧板通孔(31)的中心轴与工作杆(11)的中心轴共线,隔膜(15)从压紧板通孔(31)中向上伸出与工作杆(11)底端连接。
4.根据权利要求3所述的机械往复驱动式微孔内表面强化设备,其特征是:
压紧板(29)上设置有套筒支座(14),弹簧套筒(13)竖直固定连接套筒支座(14),工作杆(11)底端穿过弹簧套筒(13)底部的中心孔和套筒支座(14)上的通孔后向下伸出与隔膜(15)的顶面固定连接。
5.根据权利要求3所述的机械往复驱动式微孔内表面强化设备,其特征是:压紧板(29)上设置有两个竖直的驱动盘支座(4),两个驱动盘支座(4)之间的距离大于驱动盘(6)的厚度,驱动盘(6)置放在两个驱动盘支座(4)之间,驱动电机(19)的输出轴穿过驱动盘支座(4)上的孔与驱动盘(6)偏心连接。
6.根据权利要求1所述的机械往复驱动式微孔内表面强化设备,其特征是:弹簧套筒(13)的上段侧壁开有径向通槽,定位销(23)能在径向通槽中上下运动。
说明书
技术领域
本发明涉及零件表面强化领域,尤其涉及对零件中的微孔的内表面进行强化的设备,微孔的直径一般小于2mm。
背景技术
随着技术的不断进步和优化,越来越多的微小型零件开始出现,因此微小型零件的内表面强化处理也越来越重要。传统的零件的内表面强化方法有冷挤压法、机械喷丸法、激光喷丸法等,冷挤压孔内表面时,需要根据内孔尺寸设计相应的模具,且加工内孔的直径往往较大;机械喷丸强化工件内表面则需要提供大量的喷丸钢珠和足够的空间,难以适用于微小型零件的内表面强化;激光喷丸法虽然可以对孔内表面进行喷丸强化,但难以均匀、有效地对于微孔深处的表面进行强化。
中国专利公开号为CN102205488A的文献中提供了一种开缝衬套冷挤压加工孔的方法,是将一根具有过盈量的锥形挤压棒上装于一开缝衬套内,挤压该挤压棒使其完全通过零件内孔,利用该过程中产生的挤压力,通过开缝衬套使该力均匀传递到零件的内孔壁上,并使内孔壁产生残余压应力,但是在加工过程中挤压棒极易断裂。中国专利公开号为CN101126117A的文献中提供了一种针对孔结构的激光强化处理方法,在激光冲击强化之前将芯棒或衬套放置于孔内且保证其与处理孔的端面保持平齐, 在完成强化后将芯棒或者衬套去除,该方法需先开孔后强化,加入芯棒或者是衬套是为了保证孔口位置激光冲击强化后不变形,保证强化后孔口的质量,但芯棒或者衬套会在激光冲击强化后很难从小孔中取出或者是无法取出,导致被加工孔的质量降低。
发明内容
为了弥补目前微孔内壁强化方式的缺乏,本发明提出了一种能更加有效地对微孔深处的表面进行强化的机械往复驱动式微孔内表面强化设备,根据液体压力低于饱和蒸汽压时会产生空化效应的原理,使用空化效应对微孔内壁进行空化喷丸强化加工,提高了微孔内壁的强化质量。
为了实现上述目的,本发明所述的机械往复驱动式微孔内表面强化设备采用的技术方案如下:其包括一个基座,基座的顶部固定悬挂一个气缸,气缸的伸缩杆竖直向下固定连接压紧框架的顶部中间,压紧框架的中间段固定连接水平布置的驱动电机的壳体,驱动电机的输出轴与驱动盘偏心连接,驱动盘的中心轴与驱动电机的输出轴相平行但不接触;驱动盘的盘面边缘处的外侧壁沿轴向上延伸一圈凸沿,驱动盘的盘面一侧设有一个竖直的工作杆,工作杆的顶端延伸出水平的圆柱体,该圆柱体的外侧壁与所述的凸沿的内侧壁紧密接触;工作杆的中间段上凸出一个水平的定位销;弹簧空套在定位销下方的工作杆上,弹簧外部空套一个弹簧套筒,弹簧的顶端支撑在定位销上、底端支撑在弹簧套筒的底部;工作杆的下端固定连接隔膜,隔膜与竖直放置的工件的顶端固定连接,工件上开有上下贯通的微孔,工件的底端置放在基座的底部,工件下方的基座上开有与工件上的微孔相通的注水口;气缸经三位四通电磁换向阀连接气泵,注水口经两位两通电磁换向阀和水泵连接水箱,两位两通电磁换向阀、注水口、微孔、隔膜之间形成密闭的水室。
采用上述技术方案以后,本发明具有的有益效果是:
(1)本发明使用了机械式的驱动方式,利用了容积交变产生空化效应的原理,将空化喷丸加工工艺运用到微孔内表面强化加工领域,实现了微孔内表面的喷丸强化加工工艺过程,尤其适用于小型零件微孔内表面的强化加工。
(2)本发明中的流体介质为普通自来水,因此具有成本低廉、绿色环保等显著优势,且可以广泛的应用于各种复杂零件微孔内表面的空化强化加工。
(3)本发明的设备中采用了气缸加紧,加紧组件简单、可靠,避免了传统空化喷丸需要淹没方式才能进行喷丸的弊端,有效的防止了水介质对零部件其他部位的危害。
附图说明
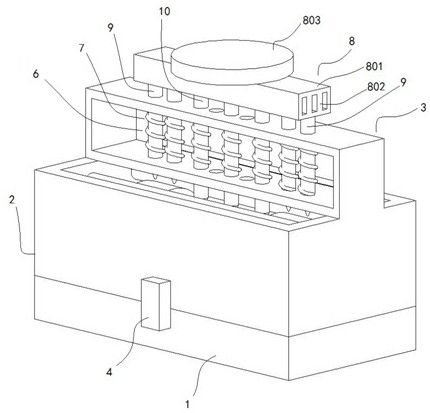
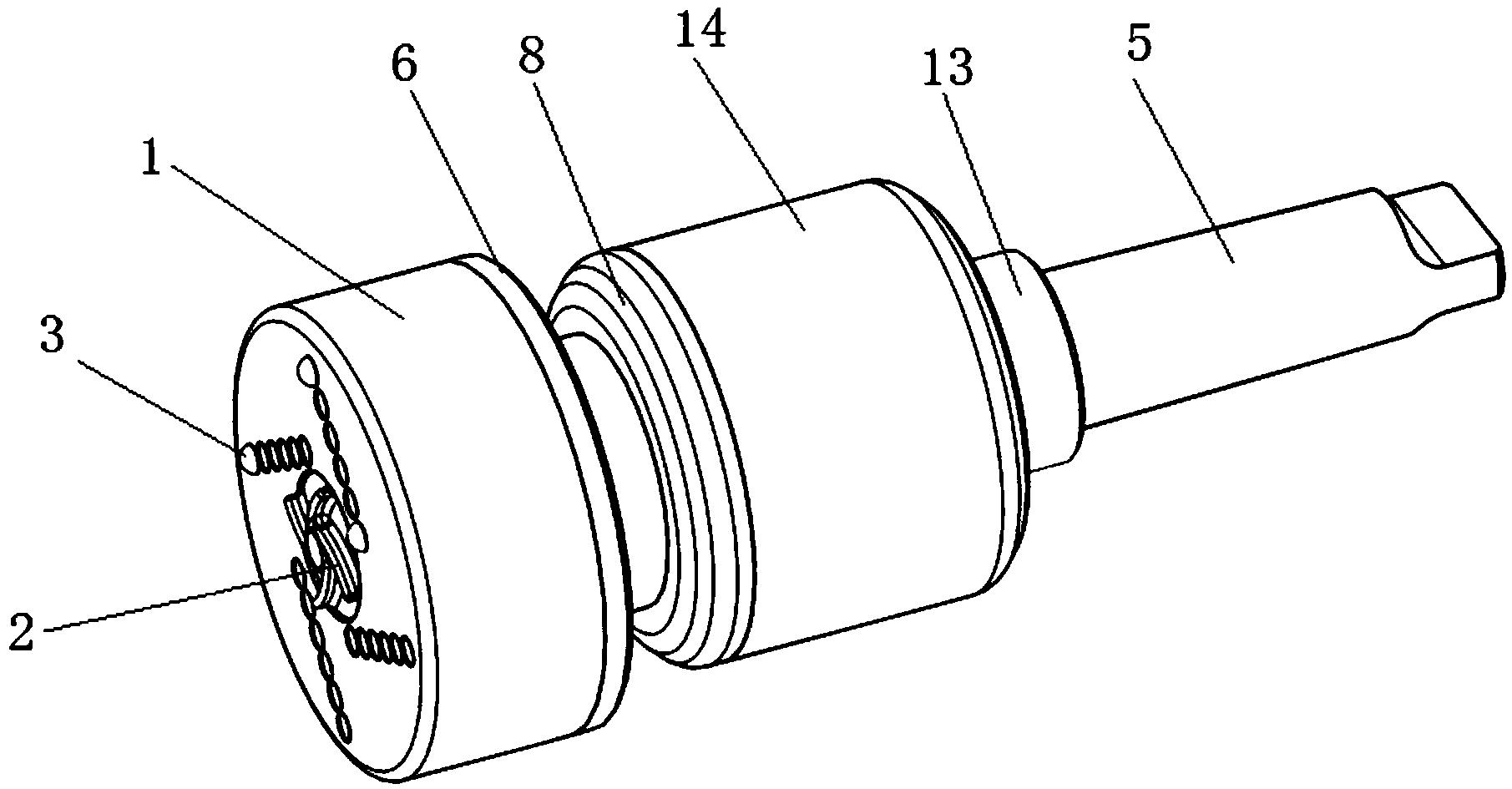
图1是本发明所述的机械往复驱动式微孔内表面强化设备的整体结构轴测图;
图2是图1中局部结构放大的轴测图;
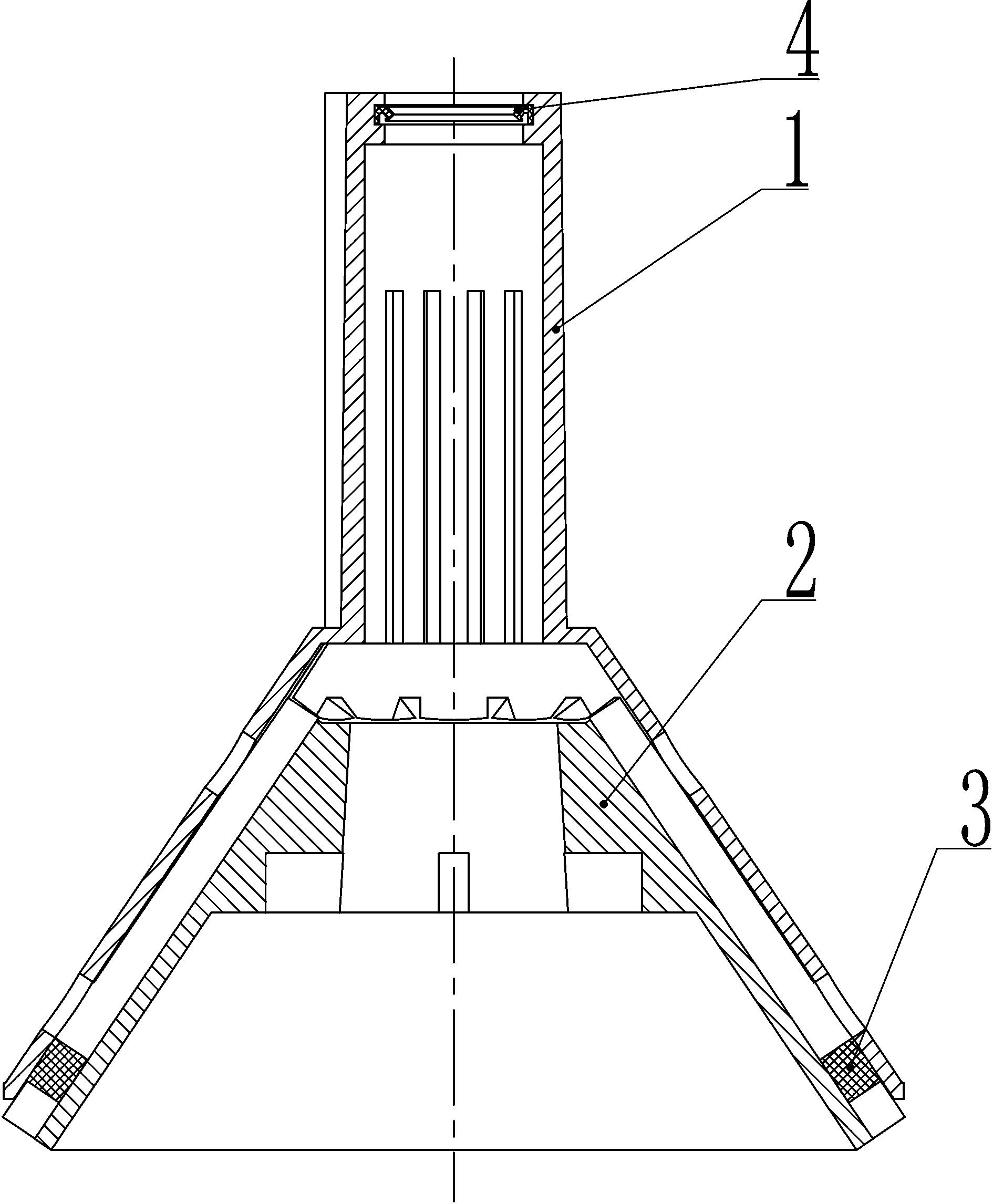
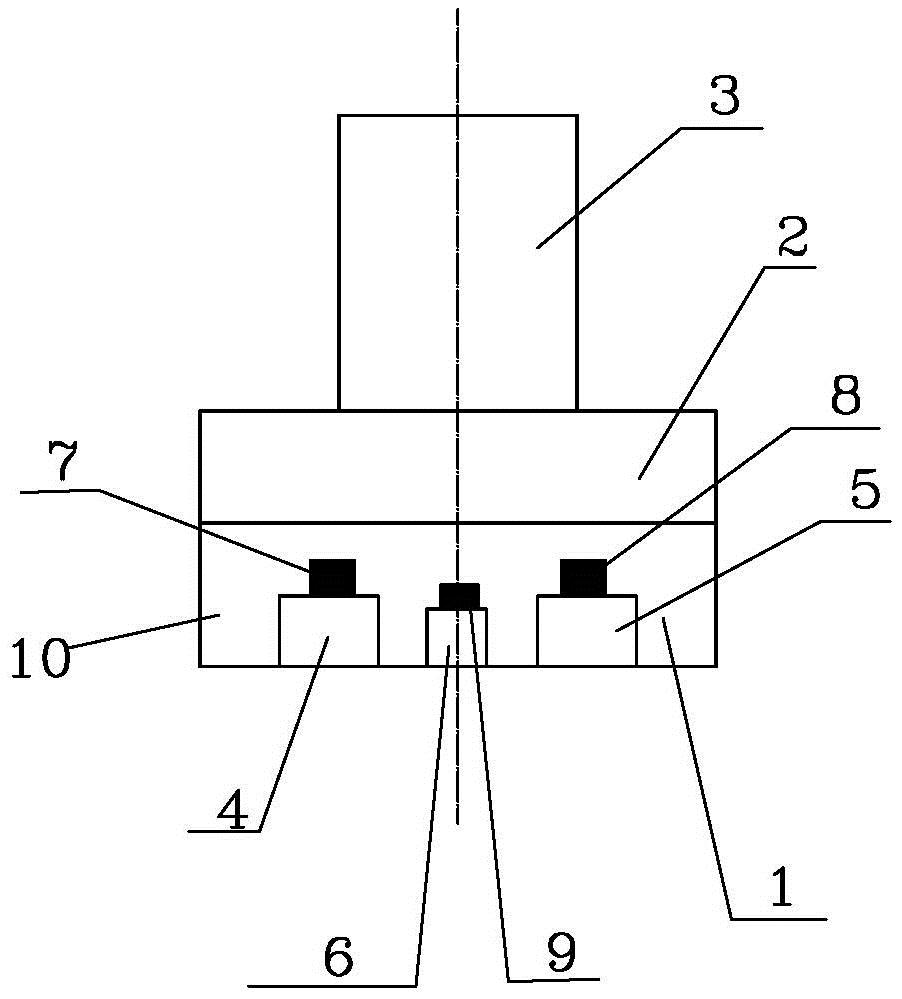
图3是图1中工件夹紧时的局部剖视放大图;
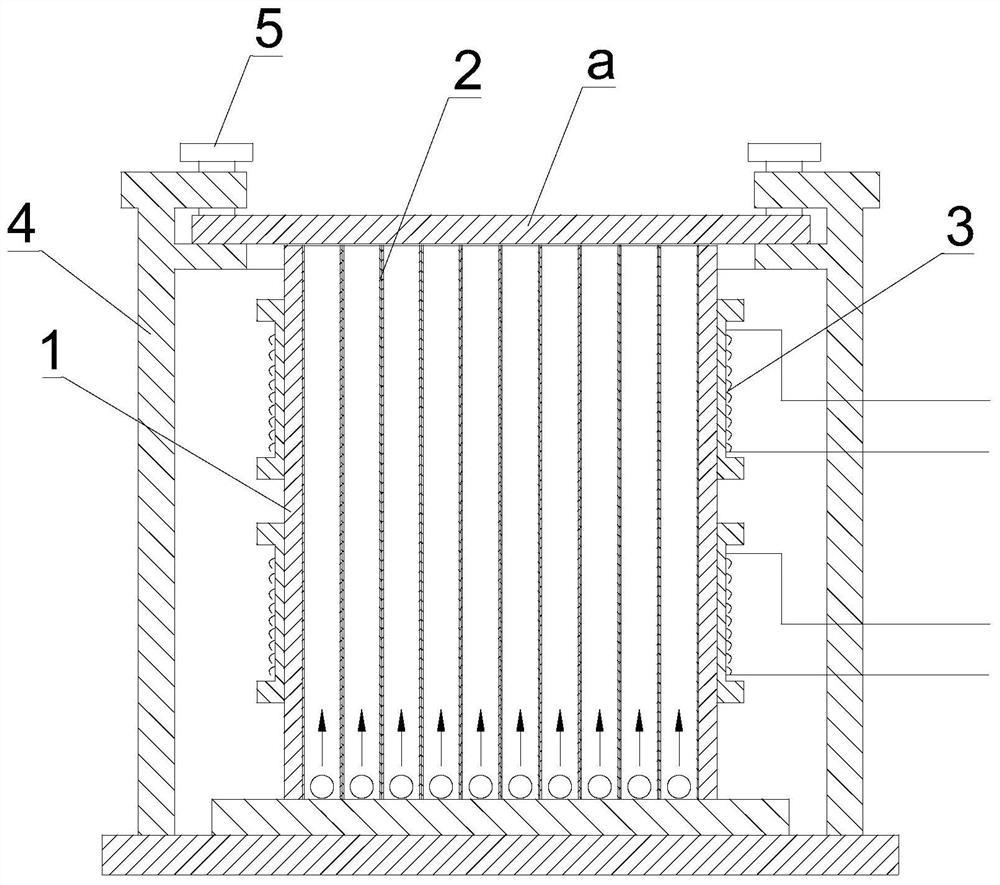
图4是图1中基座的结构放大图;
图5是图2中压紧框架的结构图;
图6是图2中驱动盘的结构放大图;
图7是图2中工作杆的结构放大图。
图中:1.水箱;2.水泵;3.两位两通电磁换向阀;4.驱动盘支座;5.气泵;6.驱动盘;7.三位四通电磁换向阀;8.气缸;9.基座;10.压紧框架;11.工作杆;12.弹簧;13、弹簧套筒;14.套筒支座;15.隔膜;16.隔膜密封圈;17.工件;18.基座密封圈;19.驱动电机;20.驱动盘的凸沿;21.小孔;22.圆柱体;23.定位销;24.底板;25.侧板;26.圆形凸台;27.圆形凹槽;28.注水口;29.压紧板;30.倒U型板;31.压紧板通孔。
具体实施方式
参见图1和图2,本发明包括一个基座9,基座9的顶部固定悬挂一个气缸8,气缸8竖直布置,气缸8的伸缩杆竖直向下固定连接压紧框架10的顶部中间,压紧框架10在气缸8的正下方。压紧框架10的中间段固定连接驱动电机19的壳体,驱动电机19水平布置,其输出轴水平地伸向驱动盘6的盘面处,与驱动盘6偏心连接,即驱动电机19的输出轴与驱动盘6的连接处距离驱动盘6的正中心有一偏心距离,驱动盘6的中心轴与驱动电机19的输出轴相平行但不接触。
在驱动盘6的盘面一侧设有一个竖直的工作杆11,工作杆11的上端与驱动盘6的盘面压触式地连接,工作杆11随着偏心的驱动盘6的旋转作上下竖直运动;工作杆11的下端固定连接隔膜15,当工作杆11向下运动时,能下压隔膜15。
参见图6,驱动盘6是薄壁浅盘形结构,其盘面边缘处的外侧壁沿轴向上延伸一圈凸沿20,凸沿20的轴向高度约为6mm,使驱动盘6成为一个带凸沿的浅盘。驱动盘6的偏心处上开有一个小孔21,用于安装和固定驱动电机19的输出轴。
参见图7,工作杆11为细长钢杆结构,顶端延伸出水平布置的圆柱体22,圆柱体22的中心轴与工作杆11相垂直,圆柱体22的中心轴与驱动盘6的中心轴相平行。工作杆11的中间段上凸出一个水平的定位销23。
再参见图1-2,工作杆11的顶端圆柱体22的外侧壁与驱动盘6的凸沿20的内侧壁紧密接触,紧紧压靠在凸沿20的内侧壁上。弹簧12空套在定位销23下方的工作杆11上,在弹簧12外部再空套一个弹簧套筒13,弹簧套筒13竖直布置,与工作杆11同轴心。弹簧套筒13的顶部是敞口,底部封闭。弹簧12的顶端支撑在定位销23上,定位销2限定了弹簧12的上位,弹簧12的底端支撑在弹簧套筒13的底部。弹簧12有一定的预紧力,在弹簧12的作用下,使工作杆11的圆柱体22始终紧压在凸沿20的内侧壁上。
参见图3,隔膜15的正下方是工件17,工件17竖直放置。工件17上开有上下贯通的微孔。隔膜15与工件17的顶端固定连接,之间用隔膜密封圈16密封。工件17的底端置放在基座9的底部,在基座9和工件17的底端之间用基座密封圈18密封,在加工过程中对工件17底端进行密封。
参见图3和图4,基座9是由水平的底板24和L型的侧板25固定连接组成的框架式结构,底板24上设有圆形凸台26,凸台26正中间设有圆形凹槽27,圆形凹槽27用于置放工件17。在圆形凹槽27的正下方开有注水口28,注水口28与工件17上的微孔相通,注水口28的中心轴与工件17上的微孔中心轴共线,注水口28的直径小于工件17上的微孔的直径。L型的侧板25的底部与底板24固定连接,顶部水平端是悬臂,悬臂上固定悬挂气缸8,气缸8倒置在基座9顶部水平端的下方。
参见图5,压紧框架10包括水平的压紧板29和竖直的倒U型板30,倒U型板30固定连接在压紧板29的上方。在压紧板29中间开有压紧板通孔31,压紧板通孔31的正上方是工作杆11,压紧板通孔31的中心轴与工作杆11的中心轴共线。工件17顶端的隔膜15从压紧板通孔31中向上伸出与工作杆11底端连接。在压紧板29上还设置有驱动盘支座4和套筒支座14,弹簧套筒13竖直固定在套筒支座14,套筒支座14上固定连接弹簧套筒13的底部。工作杆11底端穿过弹簧套筒13底部的中心孔和套筒支座14上的通孔后向下伸出,并与隔膜15的顶面固定连接。弹簧套筒13的上段侧壁上开有径向通槽,径向通槽与工作杆11上的定位销23相配,当工作杆11上下运动时,定位销23在通槽中沿通槽上下运动。倒U型板30的顶部正中间开有通孔,用于固定连接正上方的气缸8的伸缩杆。倒U型板30侧壁上开有槽口,用于安装驱动电机19的壳体。
竖直的驱动盘支座4有两个,两个驱动盘支座4之间的距离略大于驱动盘6的厚度,驱动盘6置放在两个驱动盘支座4之间。驱动电机19的输出轴穿过驱动盘支座4上的孔与驱动盘6偏心连接。
参见图1和图3,气缸8通过管道和管道上的三位四通电磁换向阀7连接气泵5,气泵5向气缸8中输送高压空气。注水口28通过管道和管道上的两位两通电磁换向阀3、水泵2连接水箱1,水箱1中的水经水泵2泵入注水口28,从而向工件17的微孔内注水。
当驱动电机19带动驱动盘6作偏心旋转运动时,工作杆11顶端的圆柱体22的外侧面会受到驱动盘6的凸沿20的内侧面的压迫,形成凸轮从动杆机构,且由于工作杆11上的定位销23在弹簧套筒13上段的通槽中,所以工作杆11会向下做直线运动。当工作杆11运动经过最低点后,由于驱动盘6连续的偏心旋转,带动工作杆11越过最低点后向上运动,使工作杆11又回到原位,实现工作杆11往复式上下直线运行,使隔膜15实现不断地上下往复变形。当工作杆11向下运动时,隔膜15向下变形,工件17的微孔内部的密闭容积即会减少;当工作杆11向上运动时,隔膜15向上变形,工件17的微孔内部的密闭容积即会增大。而后交替往复,密闭的工件17的微孔内部即会产生空化效应,空化气泡的溃灭会对工件17的微孔内壁进行柔性锤击,达到强化的效果。
本发明所述的机械往复驱动的微孔强化设备工作时,先将工件17放置在基座9底部中间的圆形凹槽27位置。启动水泵2,两位两通电磁换向阀3通电,换向阀阀芯处于左位,水介质依次从水箱1、水泵2、两位两通电磁换向阀3左位、基座9底部中间的注水口28进入到工件17的微孔中,待注满水后,两位两通电磁换向阀3断电,换向阀阀芯处于右位,停止供水。此时,两位两通电磁换向阀3、注水口28、微孔、隔膜15之间形成的是密闭的水室。然后启动气泵5,三位四通电磁换向阀7左侧得电,气泵5输出的高压气体通过三位四通换向阀7左位进入到气缸8上腔中,气缸8带动压紧框架10向下运动,直至与工件17上表面紧密贴紧后,三位四通电磁换向阀7断电,停止供气,气缸8停止工作。之后启动驱动电机19,带动驱动盘6偏心转动,驱动盘6的凸沿20内侧表面与工作杆11的圆柱体22紧密配合,工作杆11在偏心驱动盘6、弹簧12、弹簧套筒13的作用下,作竖直的上下往复运动,并带动隔膜15竖直往复运动,从而实现工件17的微孔内水压力的交变变化,从而产生空化现象,并利用空化气泡的溃灭对工件17的微孔内壁进行柔性锤击,达到喷丸强化的效果。加工结束后,切断驱动电机19电源,三位四通电磁换向阀7右侧得电,气泵5输出的高压气体通过两位四通换向阀7右位进入到气缸8下腔,气缸8带动压紧框架10向上运动,取出工件17。
机械往复驱动式微孔内表面强化设备专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。














动态评分
0.0