










专利摘要
本发明公开了一种3D成型机及方法,包括基座平台,基座平台上对称设置有立柱,立柱的顶部装有横梁,横梁的中部固定有x向进退轴杆,x向进退轴杆上连接有主机头组合体,x向进退轴杆的端部设置有用于驱动主机头组合体沿x向进退轴杆运动的x轴伺服电机;主机头组合体包括能够沿x向进退轴杆运动的传导装置,传导装置上连接有a轴,a轴的底部通过夹紧装置连接有刀头,a轴的顶部设置有驱动其运动的a轴伺服电机;基座平台上还对称设置有一对y轴移动工作平台,每个y轴移动工作平台上对称设置有两个z轴杆立柱,y轴移动工作平台上连接有y轴伺服电机,每个z轴杆立柱上均设置有z轴伺服电机,z轴杆立柱的顶部安装有用于固定工件的工作台。
权利要求
1.一种3D成型机,其特征在于,包括基座平台(16),基座平台(16)上对称设置有立柱(10),立柱(10)的顶部装有横梁,横梁的中部固定有x向进退轴杆(8),x向进退轴杆(8)上连接有主机头组合体(3),x向进退轴杆(8)的端部设置有用于驱动主机头组合体(3)沿x向进退轴杆(8)运动的x轴伺服电机(7);
主机头组合体(3)包括能够沿x向进退轴杆(8)运动的传导装置,传导装置上连接有能够上下竖直运动的a轴,a轴的底部通过夹紧装置(5)连接有用于对工件(14)表面施加静态压力的刀头(6),a轴的顶部设置有驱动其运动的a轴伺服电机(4);
基座平台(16)上还对称设置有一对y轴移动工作平台(15),每个y轴移动工作平台(15)上对称设置有两个z轴杆立柱(12),y轴移动工作平台(15)上连接有用于驱动z轴杆立柱(12)沿y轴运动的y轴伺服电机(11),每个z轴杆立柱(12)上均设置有能够使其独立上下升降的z轴伺服电机,z轴杆立柱(12)的顶部安装有用于固定工件(14)的工作台(13);
横梁上对称设置有用于对主机头组合体(3)进行导向的主机头导向杆(9),且主机头导向杆(9)对称设置在x向进退轴杆(8)的两侧;立柱(10)上连接有主控电脑(1),主控电脑(1)的输出信号接入控制箱(2),所述控制箱(2)用于控制x轴伺服电机(7)、y轴伺服电机(11)、z轴伺服电机以及a轴伺服电机(4)运转,同时用于接收各个伺服电机反馈的脉冲数据监测信号。
2.根据权利要求1所述的一种3D成型机,其特征在于,刀头(6)的下侧设置有成型基板,成型基板上标有用于在每次成型工序中校准0基准点的0基校准点。
3.根据权利要求1所述的一种3D成型机,其特征在于,所述刀头(6)为耐压、耐温、耐磨及耐变形的硬质刀头。
4.一种3D成型方法,采用权利要求1所述的一种3D成型机,其特征在于,刀头(6)在a轴伺服电机(4)的带动下对工件(14)进行层叠式加工,主机头组合体(3)在x向进退轴杆(8)带动下沿x轴进退,工作台(13)在y轴伺服电机(11)控制下沿y轴进退,z轴杆立柱(12)在每一制作层完成后,带动工作台(13)升降,刀头(6)对工件(14)表面实施一个静态压力,并按编程所控制行走的路径在工件(14)表面形成型面,最终完成产品。
说明书
技术领域
本发明属于快速成型设备技术领域,具体涉及一种融合机、电、软件等技术为一体的快速3D成型机及方法。
背景技术
纵观目前国内外3D打印市场,3D打印行业普遍存在应用材料和应用限制,其表现为以下几点。
1、产品前期研发制作的样板不能直接作为产品,而是作为一种验证手段来满足开发节奏。
2、研发耗用的时间相对于传统手段是加快了许多,但不可避免的带来了很多滞后污染问题,比如3D打印产品所带来的滞后问题:污染、废料、不可逆转的材料处理问题等等。
3、3D打印设备目前所消耗的材料都是特制,成本很高,基本都是国外公司垄断性在中国销售,对于市场上的型材和成熟的材料基本不可满足其3D打印设备制作要求。
4、在理念产品验证后,势必需要针对小批量、批量化生产开模具,而模具的制造大家都知道,是一项复杂而耗时、耗材、占用大资金的工程,根据批量、其产品的成本占用率可高达30%--50%,特殊行业甚至成本都收不回,比如国防产品和军事用品。再比如汽车行业和飞机的外蒙皮,很难做到个性化要求,其模具体积庞大,占用特殊钢材量很大,据2018年统计,我国的模具钢产量约为236.2万吨。其中,汽车行业消费模具钢约占市场总量的35%;家用电器行业消费模具钢约占市场总量的20%;电脑、手机、电子设备等电子通讯行业用模具钢约占市场的20%。
因此,为了加快和适应越来越多的个性化市场需求,节约模具钢投入和模具制作周期,避免3D打印耗料带来的滞后污染等问题和材料限制,加快研发进度和定制速度,势必需要开发出一种节约研发验证周期、节省研发期的模具验证资金投入,又能够从市场取材满足即刻制作的设备。
发明内容
本发明的目的在于提供一种3D成型机及方法,以克服现有技术存在的问题。本发明结构简单、操作方便、材料适用面宽,抛弃了繁琐复杂的传统模具,能够快速实现从设计理念到产品实物转化。
为达到上述目的,本发明采用如下技术方案:
一种3D成型机,包括基座平台,基座平台上对称设置有立柱,立柱的顶部装有横梁,横梁的中部固定有x向进退轴杆,x向进退轴杆上连接有主机头组合体,x向进退轴杆的端部设置有用于驱动主机头组合体沿x向进退轴杆运动的x轴伺服电机;
主机头组合体包括能够沿x向进退轴杆运动的传导装置,传导装置上连接有能够上下竖直运动的a轴,a轴的底部通过夹紧装置连接有用于对工件表面施加静态压力的刀头,a轴的顶部设置有驱动其运动的a轴伺服电机;
基座平台上还对称设置有一对y轴移动工作平台,每个y轴移动工作平台上对称设置有两个z轴杆立柱,y轴移动工作平台上连接有用于驱动z轴杆立柱沿y轴运动的y轴伺服电机,每个z轴杆立柱上均设置有能够使其独立上下升降的z轴伺服电机,z轴杆立柱的顶部安装有用于固定工件的工作台。
进一步地,横梁上对称设置有用于对主机头组合体进行导向的主机头导向杆,且主机头导向杆对称设置在x向进退轴杆的两侧。
进一步地,立柱上连接有主控电脑,主控电脑的输出信号接入控制箱,所述控制箱用于控制x轴伺服电机、y轴伺服电机、z轴伺服电机以及a轴伺服电机运转,同时用于接收各个伺服电机反馈的脉冲数据监测信号。
进一步地,刀头的下侧设置有成型基板,成型基板上标有用于在每次成型工序中校准0基准点的0基校准点。
进一步地,所述刀头为耐压、耐温、耐磨及耐变形的硬质刀头。
一种3D成型方法,刀头在a轴伺服电机的带动下对工件进行层叠式加工,主机头组合体在x向进退轴杆带动下沿x轴进退,工作台在y轴伺服电机控制下沿y轴进退,z轴杆立柱在每一制作层完成后,带动工作台升降,刀头对工件表面实施一个静态压力,并按编程所控制行走的路径在工件表面形成型面,最终完成产品。
与现有技术相比,本发明具有以下有益的技术效果:
一、本发明的结构简单、成本低、寿命长、操作方便,通过控制x轴、y轴、z轴和a轴四轴联动,可以快速地制作出同一产品的不同外观,并且可在短时间完成一个品种多样化的外观效果,提供了进行意见、评估交流的平台,其所制造的产品不再是样板、模型、评估首版等,而是真实的产品。
二、本发明采用y轴移动工作平台和设置在y轴移动工作平台上的z轴杆立柱支撑工作台,并并辅以x向进退轴杆形成了三维工作台,本发明简化了三维工作台,可抗外界干扰,使加工精度更加稳定。
三、本发明的刀头的适用面宽,可用于各种可塑性材料。
四、本发明抛弃了传统模具这一难以跨越的关口,可直接生成产品,并且其成品性能指标可达设计标准。
五、本发明可在a轴的控制下,做垂直面或水平面凹槽和倒顷角。
六、本发明在制作过程中无材料添加和切削废料产生,与现有的3D打印机有本质的区别,能够快速实现从设计理念到产品实物转化。
附图说明
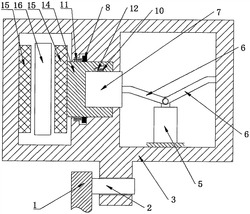
图1是本发明的结构示意图;
图2是图1左视向结构示意图。
其中,1-主控电脑,2-控制箱,3-主机头组合体,4-a轴伺服电机,5-夹紧装置,6-刀头,7-x轴伺服电机,8-x向进退轴杆,9-主机头导向杆,10-立柱,11-y轴伺服电机,12-z轴杆立柱,13-工作台,14-工件,15-y轴移动工作平台,16-基座平台。
具体实施方式
下面结合附图对本发明作进一步详细描述:
参见图1和图2,一种3D成型机,由主体支架、工作台13、主机头组合体3、主控电脑1、控制箱2及外围电路组成,所述的主体支架包括一个基座平台16以及对称设置在基座平台16上的立柱10,在立柱10的顶部装有横梁,横梁的中部设置有能够沿水平面x轴运动的x向进退轴杆8,主机头组合体3在x轴伺服电机7驱动下沿x向进退轴杆8运动,主机头组合体3含有能够沿x向进退轴杆8运动的传导装置,与传导装置相连的a轴、连接在a轴上的夹紧装置5、与夹紧装置5相连的刀头6。
刀头6是一种耐磨损、耐温、耐变形、耐压刀头。
工作台13是一个工件夹持装置,工作台13安装在受控制升降的z轴杆立柱12之上,z轴杆立柱12安装在y轴移动工作平台15上。z轴杆立柱12在y轴移动工作平台15上的移动由y轴伺服电机11控制。
主控电脑1输出信号和采集的反馈信号由控制箱2进出,主控电脑1控制四轴(x轴、y轴、z轴及a轴)联动,反馈信号用于控制精度和补偿加工精度,使用过程中采用逐层叠压压延的方式完成最后的理念设计实物。
下面结合附图对本发明实施例做详细描述:
一种3D成型机,由主体支架、工作平台、主机头组合体3、主控电脑1、控制箱2及外围电路组成,其中,主体支架具有一个基座平台16以及对称设置在基座平台16上的立柱10,立柱10为对立的二个或四个,在立柱10的顶部装有横梁,x向进退轴杆8和横梁固定连接,x轴伺服电机7连接x向进退轴杆8,主机头组合体3连接在x向进退轴杆8上,在x向进退轴杆8带动下,主机头组合体3沿水平面x轴运动,横梁上还对称设置有用于对主机头组合体3起导向作用的主机头导向杆9,在立柱10上设有电脑编程控制和信号源出入口;工作平台包括4个独立z轴伺服电机驱动的可独立和连动的上下升降的z轴杆立柱12和一个安装在z轴杆立柱12顶端的工作台13,z轴杆立柱12下部连接在y轴移动工作平台15上。
主控电脑输出信号接入控制箱2,控制箱2设置的信号源入口和工作用的计算机接入口分别控制x、y、z、a各轴伺服电机以及反馈的脉冲数据监测信号接收控制器工作信号。
上述的3D打印成型机中,刀头6为耐压式硬质头,在下设有基准成型基板,基板上标有0基校准点,由传感器拾取并与制作软件兼合,在每制作一层后用于校准0基准点。
上述的3D成型机中,主体支架的基座平台16上连装有y轴移动工作平台15,工作平台活动于y轴移动工作平台15上。
主机头组合体下端通过一个由a轴伺服电机4控制的a轴与用于夹持刀头6的夹紧装置5连接,刀头6在a轴伺服电机4的控制下,可做180°角度调整,刀头6可在a轴伺服电机4的带动下对工件14做层叠式加工,并且可对垂直于z轴面(或平行于z轴面)做凹陷面和小倒角制作,主机头组合体沿x轴进退,y轴由伺服电机11控制工作台做y轴向进退运动,z轴杆立柱12在每一制作层完成后,带动工作台升降,刀头对工件14表面实施一个静态压力,并按编程所控制行走的路径在材料表面形成型面,最终完成产品。
实际工作中,当操作者用电脑绘制出概念性数字产品后,即可由主控电脑控制开始制作实际产品(如汽车外壳产品等)。在制作前,需要做一些前期工作,比如:固定材料、坐标对零、试运行等等,一切就绪后,由主控电脑数据转化控制该3D成型机进行常规制作,整个制作过程无需人工管理,一切由电脑负责。具体工作原理是:使主控电脑输出信号接入3D打印成型机信号源入口,分别控制y轴伺服电机11、x轴伺服电机7、z轴伺服电机,主机头组合体负责按编程轨迹施压行走,x、y、z轴在主控电脑控制下,对三维工作台(工作台13)进行坐标控制位移,当刀头6源源不断的送出压力时,三维工作台随主控电脑指令而动,使工件在三维工作台面生成产品。由于所制作的产品在各个断层上的截面不同,其最终产品会在外观上表现出细微的或者是局部的不同,最终可同时提供产品的对比样件。当产品制作终了后,需设计者审验。如果需要不同的细微改观效果,可以一次性投入多台设备同时做N个同品种产品,以便于对比、定型。
一种3D成型机及方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。






动态评分
0.0