

IPC分类号 : B29D29/10,B29C47/06,F16G5/06,F16G5/20,B29K21/00,B29K105/04,B29L29/00









专利摘要
在多楔带的制造方法下,用挤出机对未配合有短纤维的未交联橡胶组合物进行挤压成形,来制作楔形成用未交联橡胶片。用配合有用以在楔表面形成小孔的空心粒子和起泡剂中的至少一者的未交联橡胶组合物形成该未交联橡胶片的至少形成楔一侧的表面层。
权利要求
1.一种多楔带的制造方法,该多楔带是使各自沿带长方向延伸且在表面形成有很多小孔的多个楔在带宽方向上排列着设置而成的,其特征在于:
该多楔带的制造方法包括:用挤出机对未配合有短纤维的未交联橡胶组合物进行挤压成形,来制作楔形成用未交联橡胶片的橡胶片制作步骤,
在所述橡胶片制作步骤中,用配合有用以在楔表面形成小孔的空心粒子和起泡剂中的至少一者的未交联橡胶组合物形成未交联橡胶片的至少形成楔一侧的表面层。
2.根据权利要求1所述的多楔带的制造方法,其特征在于:
在所述橡胶片制作步骤中,通过在所述挤出机上设置具有形成为楔形状的喷出口的口模,从而使多个楔形成部排列着形成在用该挤出机挤压成形出来的未交联橡胶片上。
3.根据权利要求2所述的多楔带的制造方法,其特征在于:
在所述橡胶片制作步骤中,通过在所述挤出机上,设置具有为细长狭缝状且楔形槽沿一长边连续形成的喷出口的口模,从而用该挤出机挤压成形出排列着形成有多个沿挤压方向延伸的楔形成部的平板状未交联橡胶片。
4.根据权利要求2所述的多楔带的制造方法,其特征在于:
在所述橡胶片制作步骤中,通过在所述挤出机上,设置具有为圆周形状且楔形槽沿内周连续形成的喷出口的口模,从而用该挤出机挤压成形出在内周面上排列着形成有多个沿挤压方向延伸的楔形成部的筒状未交联橡胶片,并沿长度方向将该筒状未交联橡胶片切断而形成为平板状。
5.根据权利要求2所述的多楔带的制造方法,其特征在于:
在所述橡胶片制作步骤中,通过在所述挤出机上,设置具有为圆周形状且楔形槽沿外周连续形成的喷出口的口模,从而用该挤出机挤压成形出在外周面上排列着形成有多个沿挤压方向延伸的楔形成部的筒状未交联橡胶片,并沿长度方向将该筒状未交联橡胶片切断而形成为平板状。
6.根据权利要求2到5中任一项所述的多楔带的制造方法,其特征在于:
该多楔带的制造方法还包括:通过使已在所述橡胶片制作步骤中制成的形成有多个楔形成部的平板状未交联橡胶片与成形模的形成有楔形成槽的成形面接触,让楔形成部嵌入楔形成槽中并经由加热和加压使该平板状未交联橡胶片交联,从而形成楔的楔形成步骤。
7.根据权利要求1所述的多楔带的制造方法,其特征在于:
在所述橡胶片制作步骤中,通过在所述挤出机上,设置具有形成为细长矩形的狭缝状之喷出口的口模,从而利用该挤出机挤压成形出平板状未交联橡胶片。
8.根据权利要求1所述的多楔带的制造方法,其特征在于:
在所述橡胶片制作步骤中,通过在所述挤出机上,设置具有形成为圆周形状的喷出口的口模,从而利用该挤出机挤压成形出筒状未交联橡胶片,并沿长度方向将该筒状未交联橡胶片切断而形成为平板状。
9.根据权利要求7或8所述的多楔带的制造方法,其特征在于:
该多楔带的制造方法还包括:通过使已在所述橡胶片制作步骤中制成的平板状未交联橡胶片与成形模的形成有楔形成槽的成形面接触,并经由加热和加压使该平板状未交联橡胶片交联,从而形成楔的楔形成步骤。
10.根据权利要求1所述的多楔带的制造方法,其特征在于:
在所述橡胶片制作步骤中,通过在所述挤出机上,设置具有形成为圆周形状的喷出口的口模,从而利用该挤出机挤压成形出筒状未交联橡胶片,
该多楔带的制造方法还包括:通过将已在所述橡胶片制作步骤中制成的筒状未交联橡胶片套在筒状橡胶套筒上,与成形模的形成有楔形成槽的成形面接触,并经由加热和加压使该筒状未交联橡胶片交联,从而形成楔的楔形成步骤。
11.根据权利要求1到10中任一项所述的多楔带的制造方法,其特征在于:
在所述橡胶片制作步骤中,使由所述挤出机挤压成形出来的未交联橡胶片形成为:具有构成形成楔一侧的表面层且由配合有空心粒子和起泡剂中至少一者的未交联橡胶组合物形成的第一层、和在该第一层上叠层而设且由未配合有空心粒子和起泡剂的未交联橡胶组合物形成的第二层。
12.根据权利要求1到11中任一项所述的多楔带的制造方法,其特征在于:
在所述橡胶片制作步骤中,将所述挤出机的加工温度设定成低于空心粒子的膨胀开始温度以及/或者起泡剂的起泡开始温度。
13.根据权利要求12所述的多楔带的制造方法,其特征在于:
以在空心粒子的膨胀开始温度以及/或者起泡剂的起泡开始温度以上且比楔形成时的温度低的温度对所述橡胶片制作步骤中挤压成形之后且楔形成之前的未交联橡胶片的表面进行预热,由此使空心粒子膨胀以及/或者使起泡剂起泡。
14.根据权利要求12或13所述的多楔带的制造方法,其特征在于:
使空心粒子以及/或者起泡剂分散或者涂敷在所述橡胶片制作步骤中挤压成形之后且楔形成之前的未交联橡胶片的表面上,利用楔形成时的加热使空心粒子膨胀以及/或者使起泡剂起泡。
15.根据权利要求6、9或10所述的多楔带的制造方法,其特征在于:该多楔带的制造方法不包括:在所述楔形成步骤之后,对所形成的楔的表面进行研磨的步骤。
说明书
技术领域
本发明涉及一种多楔带的制造方法。
背景技术
就多楔带而言,从确保足够的动力传递能力并抑制动力传递时所产生的噪音的角度出发,利用配合有沿带宽方向取向的短纤维的橡胶组合物形成楔,由此来谋求调整楔表面的摩擦系数。并且,在多楔带的制造工序中利用挤压成形来制作出用以形成楔的未交联橡胶片的方法已为人所知。
例如,在专利文献1中就公开了一种多楔带的制造方法,即:利用设置了具有楔部成形槽的膨胀模(expansion die)的挤出机,挤压成形出带肋的圆筒状橡胶管,该带肋的圆筒状橡胶管在外周部或者内周部具有预先成形为形状略大于楔的楔部,并是由配合有短纤维的橡胶组合物形成的,并且利用该带肋的圆筒状橡胶管在硫化模具上成形出多楔带成形体并进行硫化后,再对多楔带成形体的楔部表面进行研磨来形成楔。
在专利文献2中公开了一种多楔带的制造方法,即:利用设有膨胀模的挤出机,挤压成形出使配合有短纤维的橡胶组合物形成在内层并使其它橡胶组合物形成在表面层而叠层出来的两层筒状成形体,并且使该两层筒状成形体介于在外周面安装有挠性套的内模和在内周面刻有楔形状的外模之间,且使内模的挠性套膨胀来让筒状成形体紧贴在外模的楔形状上,从而制作出具有楔部的未硫化预成形体。
专利文献1:日本公开特许公报特开平08-074936号公报
专利文献2:日本公开特许公报特开2004-216857号公报
发明内容
本发明涉及一种多楔带的制造方法,该多楔带是使各自沿带长方向延伸且在表面形成有很多小孔的多个楔在带宽方向上排列着设置而成的。该多楔带的制造方法包括:用挤出机对未配合有短纤维的未交联橡胶组合物进行挤压成形,来制作楔形成用未交联橡胶片的橡胶片制作步骤;在所述橡胶片制作步骤中,用配合有用以在楔表面形成小孔的空心粒子和起泡剂中的至少一者的未交联橡胶组合物形成未交联橡胶片的至少形成楔一侧的表面层。
附图的简单说明
图1是第一实施方式所涉及的多楔带的立体图。
图2是表示挤出机的简要结构的侧视图。
图3是第一示例之口模(die)的主视图。
图4是未形成楔形成部的平板状压缩橡胶层用未交联橡胶片的立体图。
图5是第二示例之口模的主视图。
图6是形成有楔形成部的平板状压缩橡胶层用未交联橡胶片的立体图。
图7是第三示例之口模的主视图。
图8是筒状压缩橡胶层用未交联橡胶片的立体图。
图9中(a)是第三示例之口模的主视图,(b)是第四示例之口模的主视图。
图10是带硫化成形模的纵向剖视图。
图11是带硫化成形模的一部分的放大纵向剖视图。
图12中(a)和(b)是示出形成叠层体的工序的说明图。
图13中(a)和(b)是示出将叠层体安装在外模上的工序的说明图。
图14中(a)和(b)是示出将外模设置在内模外侧的工序的说明图。
图15是示出形成带坯(belt slab)的工序的说明图。
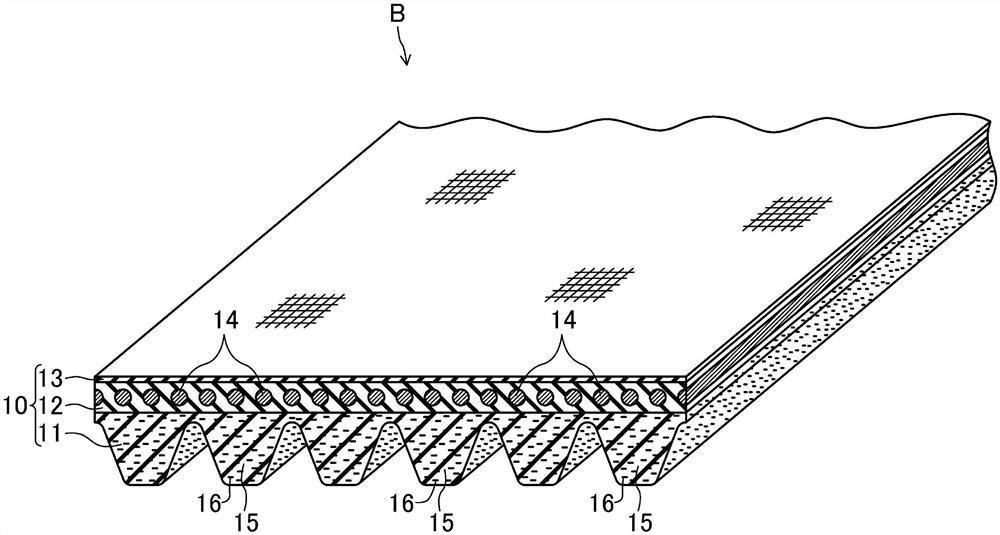
图16是第二实施方式所涉及的多楔带的立体图。
图17是说明压缩橡胶层用未交联橡胶片的挤压成形的说明图。
图18中(a)~(c)是压缩橡胶层用未交联橡胶片的立体图。
具体实施方式
下面,参照附图对实施方式做详细的说明。
[第一实施方式]
(多楔带B)
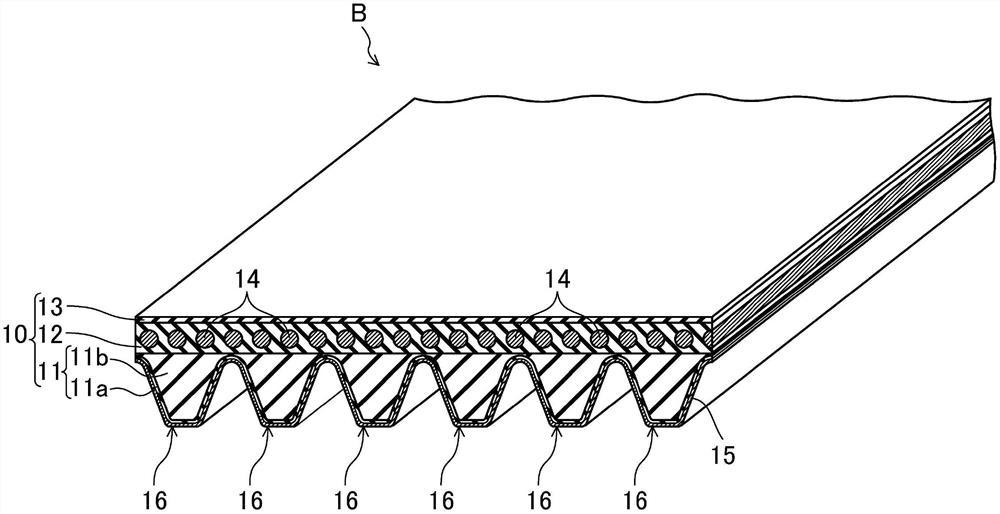
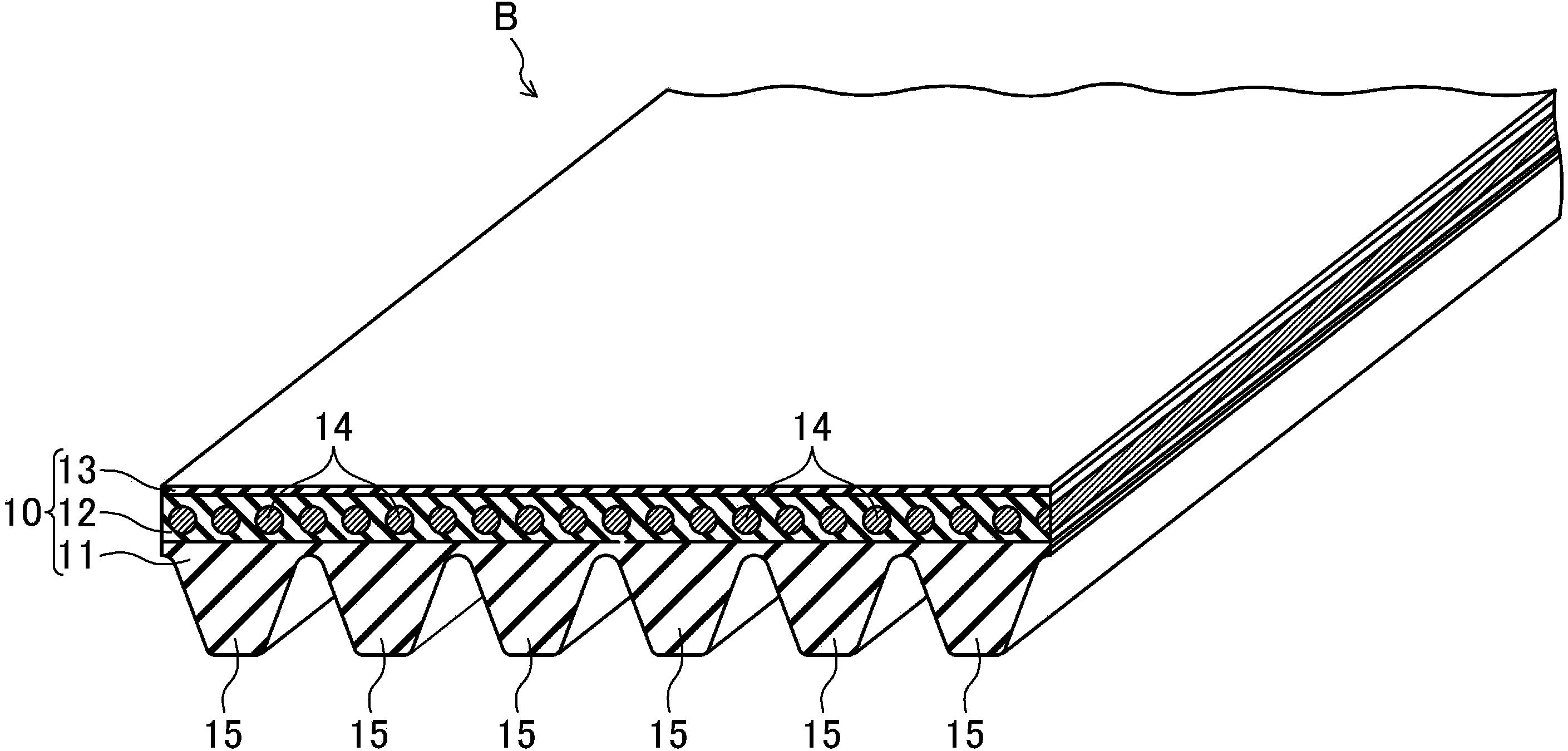
图1示出了第一实施方式所涉及的多楔带B。第一实施方式所涉及的多楔带B例如用于设置在汽车发动机室内的发动机附件驱动带传动装置等上。第一实施方式所涉及的多楔带B的具体情况如下,例如,带长为700~3000mm,带宽为10~36mm,带厚为4.0~5.0mm。
第一实施方式所涉及的多楔带B包括带本体10,该带本体10具有由带内周一侧的压缩橡胶层11、位于中间的黏合橡胶层12以及带外周一侧的背面橡胶层13构成的三层结构。芯线14埋设在该带本体10的黏合橡胶层12中,该芯线14布置成:使芯线14形成为在带宽方向上具有螺距的螺旋。
压缩橡胶层11设置成:构成带轮接触部分的多个楔15在带内周一侧垂下来。多个楔15设置成:各个楔形成为沿带长方向延伸的剖面为近似倒三角形的突条,并且多个楔15沿带宽方向排列。例如各个楔15的楔高为2.0~3.0mm,楔基端间的宽度为1.0~3.6mm。楔的个数例如为3~6个(在图1中楔的个数为6个)。
压缩橡胶层11由下述橡胶组合物形成。将包含交联剂的各种配合剂配合在原料橡胶中进行混炼得到未交联橡胶组合物,再对该未交联橡胶组合物加热和加压,利用交联剂使其交联即可获得该橡胶组合物。
在形成压缩橡胶层11的橡胶组合物中未配合短纤维。另一方面,在形成压缩橡胶层11的橡胶组合物中,配合有空心粒子和起泡剂中的至少一者,由此在楔15的内部形成有很多空孔,并且在其表面形成有很多小孔16。就空孔和小孔16的密度而言,优选压缩橡胶层11的表面一侧的密度高于压缩橡胶层11的内部一侧。优选小孔16的平均孔径为70~120μm,更为优选的是小孔16的平均孔径为100~120μm。将以表面图像测量得到的50~100个小孔的孔径平均即能够求出小孔16的平均孔径。
黏合橡胶层12构成为带状,其剖面呈横向长度较长的矩形,厚度例如为1.0~2.5mm。背面橡胶层13也构成为带状,其剖面呈横向长度较长的矩形,厚度例如为0.4~0.8mm。从抑制产生于背面橡胶层13的表面和带背面所接触的平带轮之间的声音的角度出发,优选背面橡胶层13的表面形成为纺织品的织纹被转印在其上的状态。
优选黏合橡胶层12和背面橡胶层13分别由下述橡胶组合物形成。将包含交联剂的各种配合剂配合在原料橡胶中进行混炼得到未交联橡胶组合物,再对该未交联橡胶组合物加热和加压,利用交联剂使其交联即可获得该橡胶组合物。从抑制背面橡胶层13由于其与带背面所接触的平带轮接触而产生黏合的角度出发,优选背面橡胶层13由比黏合橡胶层12稍硬的橡胶组合物形成。
芯线14由施加了相对于橡胶具有黏合性的黏合处理的拈线14’构成。
(多楔带B的制造方法)
第一实施方式所涉及的多楔带B的制造方法由材料准备工序、材料安装工序以及硫化成形及整理工序构成。
<材料准备工序>
-压缩橡胶层用未交联橡胶片11’-
压缩橡胶层用即楔形成用未交联橡胶片11’是通过将原料橡胶和配合剂投入挤出机20中进行混炼后经挤压成形而制成的(橡胶片制作步骤)。此外,也可以是这样的,即:事先将原料橡胶和配合剂投入捏合机、密炼机等炼胶机中进行混炼而得到未交联橡胶组合物,再将该未交联橡胶组合物投入挤出机20中。
能够列举出的压缩橡胶层用未交联橡胶片11’的原料橡胶例如有:二元乙丙橡胶(EPR)、三元乙丙橡胶(EPDM)、乙烯-辛烯共聚物、乙烯-丁烯共聚物等乙烯-α-烯烃弹性体;氯丁橡胶(CR);氯磺化聚乙烯橡胶(CSM);氢化丁腈橡胶(H-NBR)等。原料橡胶优选其中的乙烯-α-烯烃弹性体。原料橡胶可以由一种原料橡胶构成,也可以由多种原料橡胶混合而成。
在配合剂中,含有用来在楔15的表面形成小孔16的空心粒子和起泡剂中的至少一者。因此,可以仅含有空心粒子和起泡剂中的一者,还可以既含有空心粒子又含有起泡剂。
能够列举出的空心粒子例如有:在内部封入了溶剂的热膨胀性空心粒子。优选空心粒子在膨胀前的平均粒径为15~50μm,更加优选的是25~35μm。空心粒子的膨胀开始温度例如为140~180℃,优选的是160~180℃。空心粒子的膨胀倍率例如为粒径(cell diameter)的2~10倍。空心粒子可以由一种空心粒子构成,也可以由多种空心粒子构成。优选空心粒子的配合量相对于原料橡胶100质量份为0.5~15质量份,更加优选的是1~5质量份。此外,能够列举出的市面上出售的空心粒子例如有:积水化学工业公司生产的商品名为ADVANCELL EHM303(粒径29μm)、ADVANCELL EHM302(粒径21μm)、ADVANCELL EHM204(粒径40μm)以及ADVANCELL EM501(粒径27μm)等。
起泡剂可以由一种起泡剂构成,也可以由多种起泡剂构成。起泡剂的起泡开始温度例如为80~180℃,优选的是140~170℃。优选起泡剂的配合量相对于原料橡胶100质量份为1~20质量份,更加优选的是5~15质量份。此外,能够列举出的市面上出售的起泡剂例如有:永和化成工业公司生产的商品名为NEOCELLBORN N#1000M等。
从提高耐磨损性的角度出发,优选在配合剂中含有作为降低摩擦系数之材料的、粉状或粒状蒙脱石、或者重量平均分子量在100万以上的粉状或粒状超高分子量聚乙烯树脂。降低摩擦系数之材料的配合量相对于原料橡胶100质量份例如为10~40质量份。降低摩擦系数之材料的粒径例如为1~150μm。
除此之外,能够列举出的配合剂有:炭黑等补强剂、软化剂、加工助剂、硫化助剂、交联剂、硫化促进剂、橡胶配合用树脂等。此外,因为形成压缩橡胶层11的橡胶组合物中未配合有短纤维,所以配合剂中不含有短纤维。
能够列举出的作为补强剂的炭黑例如有:槽黑;超耐磨炉黑(SAF)、中超耐磨炉黑(ISAF)、N-339、高耐磨炉黑(HAF)、N-351、中耐磨炉黑(MAF)、快压出炉炭黑(FEF)、半补强炉黑(SRF)、通用炉黑(GPF)、超导电炉黑(ECF)、N-234等炉黑;细粒子热解炭黑(Fine Thermal Furnace Black:FT)、中粒子热解炭黑(Medium Thermal Furnace Black:MT)等热解炭黑以及乙炔黑等。能够列举出的补强剂还有硅石。补强剂既可以由一种补强剂构成,也可以由多种补强剂构成。从使耐磨损性和耐弯曲疲劳性保持良好平衡性的观点出发,优选补强剂的配合量相对于原料橡胶100质量份为30~80质量份。
能够列举出的软化剂例如有:石油类软化剂;石蜡等矿物油类软化剂;蓖麻油、棉籽油、亚麻籽油、菜籽油、豆油、棕榈油、椰子油、花生油、木蜡、松香油、松焦油等植物油类软化剂等。软化剂既可以由一种软化剂构成,也可以由多种软化剂构成。软化剂的配合量相对于原料橡胶100质量份例如为2~30质量份。
能够列举出的加工助剂例如有硬脂酸等。加工助剂可以由一种加工助剂构成,也可以由多种加工助剂构成。加工助剂的配合量相对于原料橡胶100质量份例如为0.5~5质量份。
能够列举出的硫化助剂例如有:氧化镁、氧化锌(锌白)等金属氧化物等。硫化助剂可以由一种硫化助剂构成,也可以由多种硫化助剂构成。硫化助剂的配合量相对于原料橡胶100质量份例如为1~10质量份。
能够列举出的交联剂例如有:硫、有机过氧化物。作为交联剂,可以单独使用硫,也可以单独使用有机过氧化物,还可以同时使用硫和有机过氧化物。在交联剂是硫的情况下,优选交联剂的配合量相对于原料橡胶100质量份例如为0.5~4.0质量份;在交联剂是有机过氧化物的情况下,优选交联剂的配合量相对于原料橡胶100质量份例如为0.5~8质量份。
能够列举出的硫化促进剂有:金属氧化物、金属碳酸盐、脂肪酸及其衍生物等。硫化促进剂既可以由一种硫化促进剂构成,也可以由多种硫化促进剂构成。硫化促进剂的配合量相对于原料橡胶100质量份例如为0.5~8质量份。
能够列举出的橡胶配合用树脂例如有酚醛树脂等。橡胶配合用树脂可以由一种树脂构成,也可以由多种树脂构成。橡胶配合用树脂的配合量相对于原料橡胶100质量份例如为0~20质量份。
图2示出在该工序中所使用的挤出机20。
该挤出机20包括:在上游一侧设置有供给材料用的给料斗21且螺杆22插入并贯穿内部的料筒(cylinder)23,并且构成为:在料筒23内利用螺杆22的叶片对已从给料斗21投入的原料橡胶和配合剂进行混炼而形成未硫化橡胶组合物,并将该未硫化橡胶组合物送到下游一侧。料筒23沿长度方向被分成多个区域,并且构成为能够按照各个区域分别设定加工温度。并未特别对料筒23的内径和内部长度加以限定。
在料筒23的下游端设置有挤压成形用口模24,并且构成为:从该口模24所具有的喷出口24a挤压成形出作为成形体的压缩橡胶层用未交联橡胶片11’。口模24构成为:能够与料筒23分开地设定加工温度。
如图3所示,口模24的喷出口24a也可以形成为细长矩形的狭缝状。在这种情况下,如图4所示,作为成形体而挤压成形出较长的平板状未交联橡胶片11’。也就是说,在该橡胶片制作步骤中,也可以通过在挤出机20上设置具有形成为细长矩形的狭缝状之喷出口24a的口模24,从而用挤出机20挤压成形出平板状未交联橡胶片11’。并未特别对未交联橡胶片11’的宽度和厚度加以限定。
如图5所示,口模24的喷出口24a也可以为细长狭缝状,且沿着该喷出口24a的一长边连续形成有楔形槽。在这种情况下,如图6所示,作为成形体而挤压成形出在一面上排列着形成有各自沿挤压方向延伸的多个楔形成部15’的较长的平板状未交联橡胶片11’。也就是说,在该橡胶片制作步骤中,也可以通过在挤出机20上,设置具有为细长狭缝状且楔形槽沿其一长边连续形成的喷出口24a的口模24,从而用挤出机20挤压成形出排列着形成有多个沿挤压方向延伸的楔形成部15’的平板状未交联橡胶片11’。楔形成部15’可以形成为尺寸与楔15相同,也可以形成为尺寸较楔15大,进而在挤压成形后使空心粒子以及/或者起泡剂分散在表面上或者将其它材料叠层在表面上的情况下,也可以形成为尺寸较楔15小。
如图7所示,口模24的喷出口24a也可以形成为圆周形状。在这种情况下,如图8所示,作为成形体而挤压成形出较长的筒状未交联橡胶片11’。当进行下述成形硫化时,将未交联橡胶片11’设置在圆筒状橡胶套筒35上,不过也可以直接套上图8所示的筒状未交联橡胶片11’加以使用。也就是说,在该橡胶片制作步骤中,也可以通过在挤出机20上设置具有形成为圆周形状的喷出口24a的口模24,从而用挤出机20挤压成形出筒状未交联橡胶片11’,在接下来的楔形成步骤中,如下文所述,将已在该橡胶片制作步骤中制成的筒状未交联橡胶片11’套在筒状橡胶套筒35上,使其与带硫化成形模30的形成有楔形成槽33的成形面接触,并经由加热和加压使其交联来形成楔15。也可以沿长度方向将该筒状未交联橡胶片11’切断,作为图4所示的平板状未交联橡胶片11’加以使用。也就是说,在该橡胶片制作步骤中,也可以通过在挤出机20上设置具有为圆周形状且楔形槽沿其内周连续形成的喷出口24a的口模24,从而用挤出机20挤压成形出在内周面上排列着形成有多个沿挤压方向延伸的楔形成部15’的筒状未交联橡胶片11’,并沿长度方向将其切断而形成为平板状。并未特别对筒状未交联橡胶片11’的周长和厚度加以限定。
口模24的喷出口24a也可以如图9(a)所示的那样为圆周形状且楔形槽沿其内周连续着形成,还可以如图9(b)所示的那样为圆周形状且楔形槽沿其外周连续着形成。在上述情况下,作为成形体,而挤压成形出在内周面或外周面上排列着形成有各自沿挤压方向延伸的多个楔形成部15’的较长筒状未交联橡胶片11’。不过,因为在进行下述成形硫化时,需要在圆筒状橡胶套筒35上设置未交联橡胶片11’,并使多个楔形成部15’沿周向延伸,所以就沿长度方向将已用挤出机20挤压成形出的、上述筒状未交联橡胶片11’切断,作为图6所示的在一面上排列着形成有多个楔形成部15’的平板状未交联橡胶片11’加以使用。也就是说,在该橡胶片制作步骤中,也可以通过在挤出机20上设置具有为圆周形状且沿其内周或者外周连续形成有楔形槽的喷出口24a的口模24,从而用挤出机20挤压成形出在内周面或者外周面上排列着形成有多个沿挤压方向延伸的楔形成部15’的筒状未交联橡胶片11’,并沿长度方向将其切断而形成为平板状。
并未特别对挤压成形时料筒23和口模24的加工温度加以限定,该加工温度可以在空心粒子的膨胀开始温度以及/或者起泡剂的起泡开始温度以上,也可以低于空心粒子的膨胀开始温度以及/或者低于起泡剂的起泡开始温度。在为前者的情况下,在挤压成形时空心粒子被加热而膨胀以及/或者起泡剂被加热而起泡,从而在未交联橡胶组合物内形成有空孔,为此在挤压成形出的未交联橡胶片11’的表面形成有很多小孔16。在为后者的情况下,在挤压成形时未出现空心粒子膨胀以及/或者起泡剂起泡,因而在挤压成形出的未交联橡胶片11’的表面未形成小孔16。
从抑制在挤压成形时形成在未交联橡胶片11’表面的小孔16被挤坏的观点出来优选后者,在这种情况下也可以是这样的,即:在进行下述硫化成形时以在空心粒子的膨胀开始温度以及/或者起泡剂的起泡开始温度以上的硫化成形温度进行加热,由此使空心粒子膨胀以及/或者使起泡剂起泡,从而在橡胶组合物内生成空孔并在楔15的表面形成很多小孔16。
还可以是这样的,即:在利用硫化成形形成楔15之前,以在空心粒子的膨胀开始温度以及/或者起泡剂的起泡开始温度以上且比硫化成形温度低的温度对已挤压成形出来的未交联橡胶片11’的表面进行预热,由此使空心粒子膨胀以及/或者使起泡剂起泡,从而在未交联橡胶片11’内生成空孔并在其表面形成很多小孔16后,再利用它进行硫化成形。也就是说,可以以在空心粒子的膨胀开始温度以及/或者起泡剂的起泡开始温度以上且比楔形成时的温度低的温度对橡胶片制作步骤中挤压成形后且楔形成前的未交联橡胶片11’的表面进行预热,由此使空心粒子膨胀以及/或者使起泡剂起泡。
进而,从使很多小孔16形成在楔15表面的观点出发,优选最初在未交联橡胶组合物中配合少量的空心粒子以及/或者起泡剂,再使空心粒子以及/或者起泡剂分散或涂敷在已挤压成形出的未交联橡胶片11’的表面上,然后利用硫化成形时以硫化成形温度进行的加热使空心粒子膨胀以及/或者使起泡剂起泡,从而在橡胶组合物内生成空孔。也就是说,优选使空心粒子以及/或者起泡剂分散或涂敷在橡胶片制作步骤中挤压成形后且楔形成前的未交联橡胶片11’的表面上,并利用楔形成时的加热使空心粒子膨胀以及/或者使起泡剂起泡。
在此,对利用空心粒子生成小孔16的机理进行说明。在挤压成形时、硫化成形时或预热时,虽然配合在橡胶组合物中的空心粒子膨胀,但存在于表面附近的空心粒子中包含膨胀后破裂或变形而在表面形成凹部的空心粒子,该凹部就会构成小孔16。因此,不对橡胶表层进行研磨等将空心粒子的一部分切除掉,就能够在橡胶表面形成小孔16。当然,也可以通过对橡胶表层进行研磨等将空心粒子的一部分切除掉,从而在橡胶表面形成小孔16。此外,有时在由空心粒子形成的小孔16的内壁上附着有空心粒子的壳(shell)。
并未特别对挤压成形时螺杆22的转速及成形体每单位时间的喷出量加以限定。
在对配合有短纤维的未交联橡胶组合物进行挤压成形的情况下,由于短纤维取向不充分,因而即使利用已获得的未交联橡胶片也很难制造出能经受得住实际使用的多楔带。为此,实际上,在对配合有短纤维的未交联橡胶组合物进行混炼后,接着用压延机对其进行压延而使之成形为短纤维沿长度方向取向的未交联橡胶片,然后按照规定长度沿着与长度方向正交的方向将该未交联橡胶片切断而形成小橡胶片,并且使这些小橡胶片的侧边彼此接合起来,从而制作出短纤维沿宽度方向取向的用以形成楔的未交联橡胶片。
不过,根据第一实施方式所涉及的多楔带B的制造方法,如上所述,使用未配合有短纤维、而取而代之配合有空心粒子和起泡剂中的至少一者的未交联橡胶组合物,且经由挤压成形而制作出压缩橡胶层用未交联橡胶片11’,所以未使用昂贵的短纤维,也无需对该短纤维的取向加以控制,因此能够以低成本且较少的工序制作出多楔带B。
-黏合橡胶层用及背面橡胶层用未交联橡胶片12’、13’-
黏合橡胶层用未交联橡胶片12’是通过将原料橡胶和配合剂投入捏合机、密炼机等炼胶机中加以混炼后,利用压延机等使所得到的未交联橡胶组合物成为片状而制作出来的。背面橡胶层用未交联橡胶片13’也是按照相同的方法制作出来的。此外,黏合橡胶层用及背面橡胶层用未交联橡胶片12’、13’也可以与压缩橡胶层用未交联橡胶片11’一样是经挤压成形而制作出来的。
能够列举出的黏合橡胶层用及背面橡胶层用未交联橡胶片12’、13’的原料橡胶例如有:乙烯-α-烯烃弹性体、氯丁橡胶(CR)、氯磺化聚乙烯橡胶(CSM)、氢化丁腈橡胶(H-NBR)等。优选黏合橡胶层用及背面橡胶层用未交联橡胶片12’、13’的原料橡胶与压缩橡胶层用未交联橡胶片11’相同。
能够列举出的配合剂与压缩橡胶层用未交联橡胶片11’的配合剂相同。不过,优选黏合橡胶层用未交联橡胶片12’的配合剂中不含有空心粒子和起泡剂。
压缩橡胶层用、黏合橡胶层用以及背面橡胶层用未交联橡胶片11’、12’、13’既可以由不同的橡胶组合物形成,也可以由相同的橡胶组合物形成。
-芯线用拈线14’-
对芯线用拈线14’进行了浸渍在间苯二酚甲醛胶乳(RFL)水溶液中后再加热的黏合处理以后,再进行浸渍在橡胶糊中后再加热使其干燥的黏合处理。
能够列举出的构成芯线用拈线14’的纤维例如有:聚酯纤维(PET)、聚萘二甲酸乙二醇酯纤维(PEN)、芳香族聚酰胺纤维、维纶纤维等。
<材料安装工序>
图10和图11示出在该工序中所使用的带硫化成形模30。
该带硫化成形模30由同心状设置且各呈圆筒状的内模31和外模32构成。内模31由橡胶等挠性材料形成。外模32由金属等刚性材料形成。外模32的内周面构成成形面,楔形成槽33沿轴向以一定间距设置在该外模32的内周面上。外模32上设置有让水蒸气等热介质或水等冷介质流通而进行温度调节的温度调节机构。并且,在该带硫化成形模30中设置有从内部对内模31加压使其膨胀的加压部件。
当安装带成形用材料时,如图12(a)和(b)所示,首先将橡胶套筒35套在表面平滑的圆筒滚筒(drum)34上。此外,橡胶套筒35的外周面构成成形面,在该橡胶套筒35的外周面上设置有纺织品的织纹形成用图案等。
接着,在其上依次缠上背面橡胶层用未交联橡胶片13’和黏合橡胶层用未交联橡胶片12’而叠层起来,然后继续在其上将芯线用拈线14’螺旋状地缠在圆筒状橡胶套筒35上,再进一步在其上依次缠上黏合橡胶层用未交联橡胶片12’。
而后,在其上设置压缩橡胶层用未交联橡胶片11’而形成叠层体10’。此时,在使用图4所示的未形成楔形成部15’的平板状压缩橡胶层用未交联橡胶片11’的情况下,如图12(a)所示,在黏合橡胶层用未交联橡胶片12’上缠上压缩橡胶层用未交联橡胶片11’,再利用对接或搭接等使其两端接合起来。在使用图6所示的在一面上排列着形成有多个楔形成部15’的压缩橡胶层用未交联橡胶片11’的情况下,如图12(b)所示,在黏合橡胶层用未交联橡胶片12’上缠上压缩橡胶层用未交联橡胶片11’,并使楔形成部15’沿周向延伸,再利用对接或搭接等使其两端接合起来。在使用图8所示的筒状压缩橡胶层用未交联橡胶片11’的情况下,将筒状压缩橡胶层用未交联橡胶片11’套在黏合橡胶层用未交联橡胶片12’上。此外,在这种情况下,形态与图12(a)相同。
<硫化成形及整理工序>
将已设置了通过安装各种材料而形成的叠层体10’的橡胶套筒35从圆筒滚筒34上取下来,将该橡胶套筒35以内嵌在外模32的内周面一侧的状态安装好。此时,在使用图4和图8所示的未形成楔形成部15’的压缩橡胶层用未交联橡胶片11’的情况下,如图13(a)所示,让叠层体10’最外层的压缩橡胶层用未交联橡胶片11’与带硫化成形模30中外模32的内周面上的成形面接触,使得楔形成槽33的开口端部接触未交联橡胶片11’。在使用图6所示的形成有楔形成部15’的压缩橡胶层用未交联橡胶片11’的情况下,如图13(b)所示,让叠层体10’最外层的压缩橡胶层用未交联橡胶片11’与带硫化成形模30中外模32的内周面上的成形面接触,使得楔形成部15’嵌入楔形成槽33中。
接着,如图14(a)和(b)所示,将内模31置于已安装在外模32上的橡胶套筒35内并密封。此外,图14(a)和(b)分别对应图13(a)和(b)。
接下来,对外模32加热,并将高压空气等注入内模31的被密封的内部并加压。此时,如图15所示,内模31膨胀,从而构成叠层体10’的未交联橡胶片11’、12’、13’被压在外模32的成形面上,然后经加热和加压使它们进行交联而实现一体化,并且与拈线14’实现复合化,最终硫化成形出在外周面上形成有沿周向延伸的楔15的圆筒状带坯S(楔形成步骤)。该带坯S的硫化成形温度例如为100~180℃,硫化成形压力例如为0.5~2.0MPa,硫化成形时间例如为10~60分钟。
而后,对内模31的内部减压而解除密闭,取出在内模31和外模32之间经橡胶套筒35硫化成形出来的带坯S,将带坯S切成规定宽度的环形片并将表面和背面翻过来,即可得到多楔带B。
此外,还可以根据需要对所形成的楔15的表面进行研磨,不过在使用第一实施方式所涉及的多楔带B的情况下,因为没有必要使短纤维从楔15表面突出,所以基本上不需要上述研磨。因此,与对用配合有短纤维的橡胶组合物形成的楔进行研磨的现有多楔带的制造方法相比,由于不需要研磨工序,因而能够谋求工序简化,还不需要用以进行研磨的设备,进而还能够防止因研磨而废弃所产生的材料损失。
[第二实施方式]
(多楔带B)
图16示出第二实施方式所涉及的多楔带B。此外,名称与第一实施方式相同的部分用与第一实施方式相同的符号表示。
在第二实施方式所涉及的多楔带B中,压缩橡胶层11具有沿着接触带轮的整个表面形成为层状的表面橡胶层11a和其内侧的内部橡胶层11b这两层构成的双层结构。表面橡胶层11a由构成与第一实施方式所涉及的多楔带B的压缩橡胶层11相同的橡胶组合物形成,由此在楔15的内部形成有很多空孔,并且在其表面形成有很多小孔16。就空孔和小孔16的密度而言,优选表面橡胶层11a的表面一侧的密度高于表面橡胶层11a的内部一侧。内部橡胶层11b由除了未配合空心粒子和起泡剂以外其它构成与表面橡胶层11a相同的橡胶组合物形成。表面橡胶层11a的厚度例如为0.3~0.6mm,内部橡胶层11b的厚度例如为1.6~2.0mm。
其它结构与第一实施方式相同。
(多楔带B的制造方法)
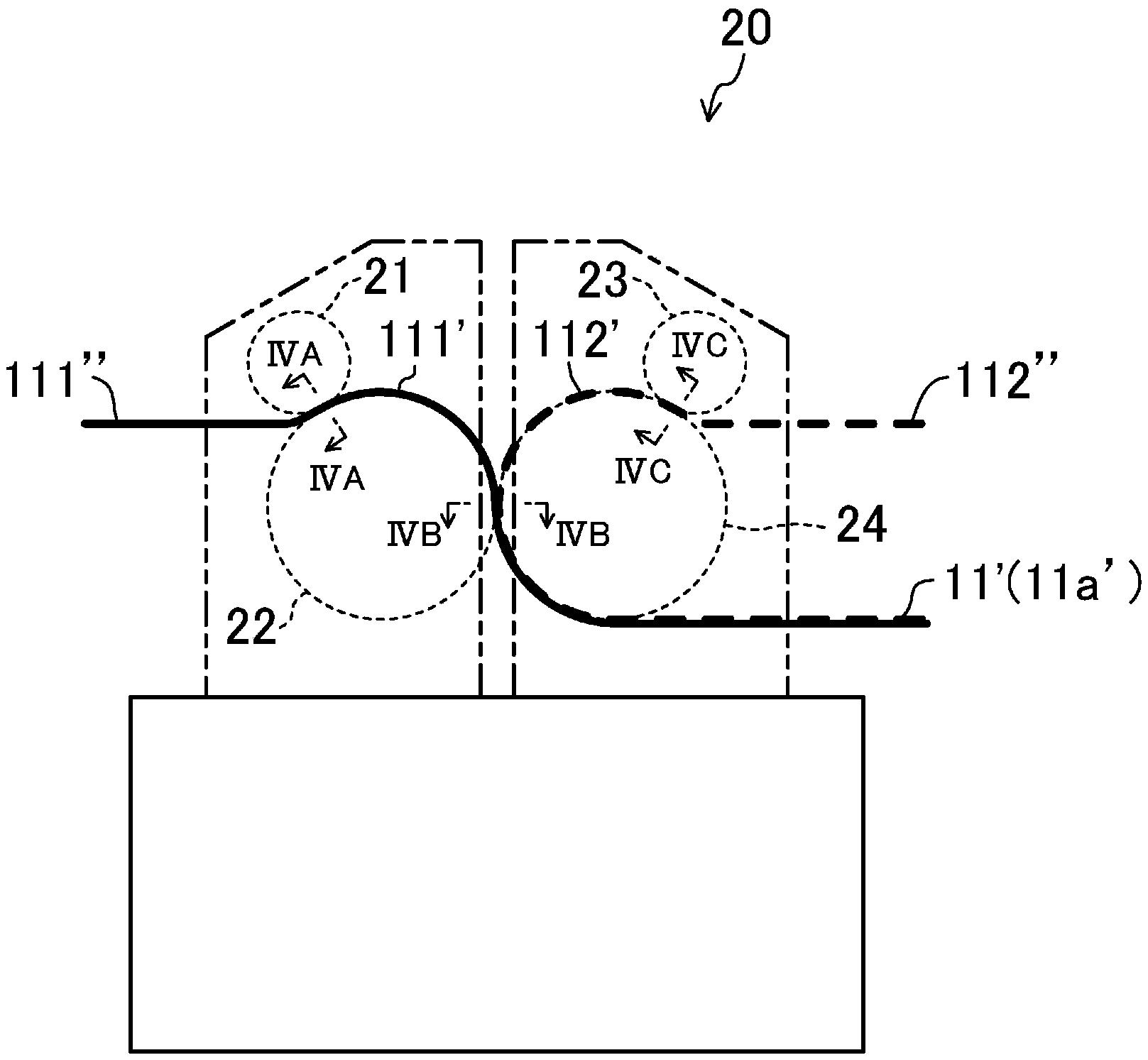
在第二实施方式所涉及的多楔带B的制造方法下,在压缩橡胶层用未交联橡胶片11’的挤压成形中,如图17所示,在料筒23内分别对配合有空心粒子和起泡剂中至少一者的第一未交联橡胶组合物R1及未配合空心粒子和起泡剂的第二未交联橡胶组合物R2这两种未硫化橡胶组合物进行混炼后,使它们在口模24内叠层起来。
并且,挤压成形出来的未交联橡胶片11’具有由第一未交联橡胶组合物R1形成的第一层11a’和在其上叠层而设的由第二未交联橡胶组合物R2形成的第二层11b’的双层结构。具体而言,在为未形成楔形成部15’的平板状未交联橡胶片11’的情况下,如图18(a)所示,由第一层11a’构成与带硫化成形模30接触一侧的表面层,并由第二层11b’构成另一侧的层。在为形成有楔形成部15’的平板状未交联橡胶片11’的情况下,如图18(b)所示,由第一层11a’构成与带硫化成形模30接触的形成有楔形成部15’一侧的层,并由第二层11b’构成另一侧的层。在为未形成楔形成部15’的筒状未交联橡胶片11’的情况下,如图18(c)所示,由第一层11a’构成与带硫化成形模30接触一侧的外侧表面层,并由第二层11b’构成内侧层。第一层11a’的厚度例如为0.05~1mm,第二层11b’的厚度例如为2~3mm。
其它结构、作用及效果与第一实施方式相同。
[其它实施方式]
在所述第一实施方式及第二实施方式中,由压缩橡胶层11、黏合橡胶层12及背面橡胶层13构成了带本体10,但并不特别局限于此,也可以是这样的,即:由压缩橡胶层11和黏合橡胶层12构成带本体10,并设置了例如由棉、聚酰胺纤维、聚酯纤维、芳香族聚酰胺纤维等线形成的纺织品、编织物、无纺布等制成的补强布以代替背面橡胶层13。
在所述第一实施方式及第二实施方式中,构成为利用带硫化成形模30进行硫化成形,但并不特别局限于此,也可以用鼓式硫化机(rotary curing)连续地对叠层体10’进行硫化成形。
-产业实用性-
本发明对于多楔带的制造方法很有用。
-符号说明-
B 多楔带
R1 第一未交联橡胶组合物
R2 第二未交联橡胶组合物
S 带坯
10 带本体
10’ 叠层体
11 压缩橡胶层
11’、12’、13’ 未交联橡胶片
11a 表面橡胶层
11a’ 第一层
11b 内部橡胶层
11b’ 第二层
12 黏合橡胶层
13 背面橡胶层
14 芯线
14’ 拈线
15 楔
15’ 楔形成部
16 小孔
20 挤出机
21 给料斗
22 螺杆
23 料筒
24 口模
24a 喷出口
30 带硫化成形模
31 内模
32 外模
33 楔形成槽
34 圆筒滚筒
35 橡胶套筒
多楔带的制造方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。














动态评分
0.0