

IPC分类号 : B29C70/40,B29B15/08,D03D15/00,D03D23/00







专利摘要
本发明公开了一种玄武岩纤维、玻璃纤维与聚丙烯纤维复合材料的制备方法,以玄武岩纤维、玻璃纤维与聚丙烯纤维机织物为预制件,通过模压成型设备对预制件进行模压成型,制得玄武岩纤维、玻璃纤维与聚丙烯纤维的复合材料。本发明以玄武岩纤维、玻璃纤维与聚丙烯纤维机织物为预制件,改变预制件的组织、经纬纱线的交织层数,即可得到不同类型的复合材料,同时保证制得的复合材料具有不同的厚度,表现不同的机械性能和柔曲性能;采用模压成型工艺,控制模压参数,制得热熔性纤维增强复合材料,工艺流程简单,操作方便,所制复合材料适宜产业用领域广泛应用。
权利要求
1.一种玄武岩纤维、玻璃纤维与聚丙烯纤维复合材料的制备方法,其特征在于:以玄武岩纤维、玻璃纤维与聚丙烯纤维机织物为预制件,通过模压成型设备对预制件进行模压成型,制得玄武岩纤维、玻璃纤维与聚丙烯纤维的复合材料。
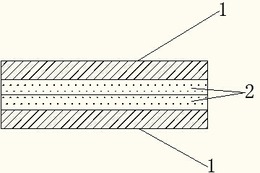
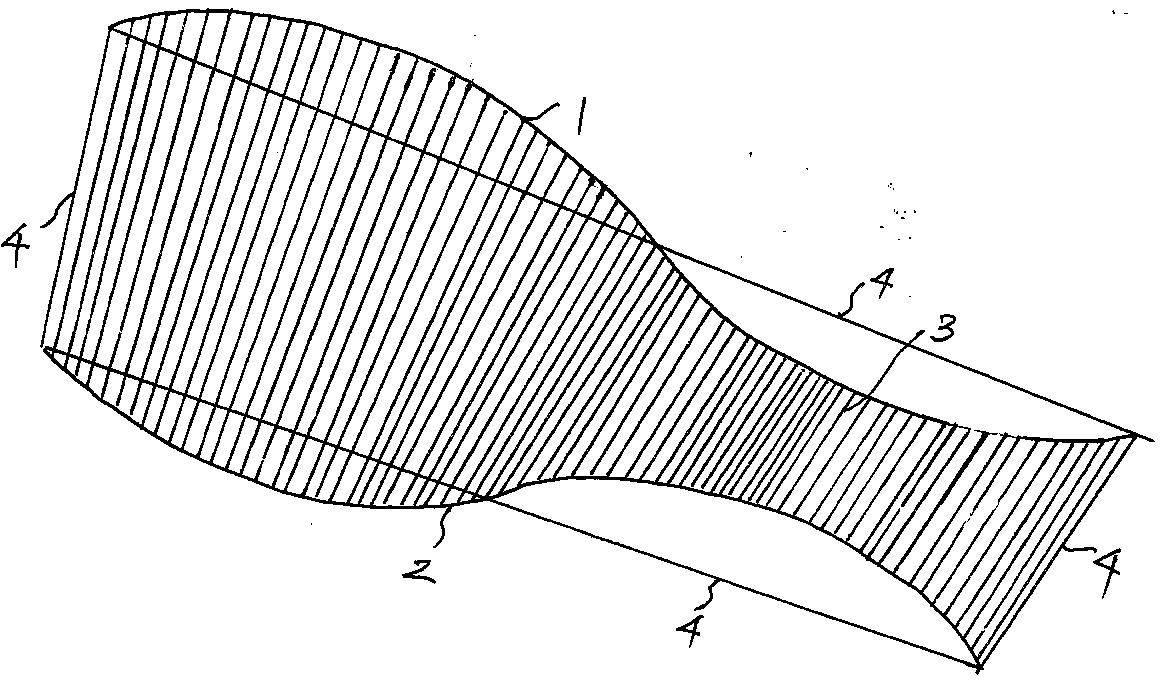
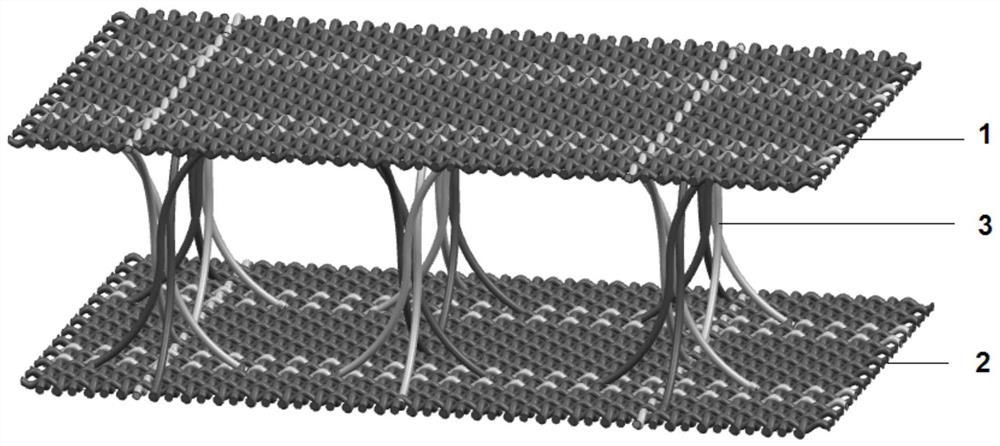
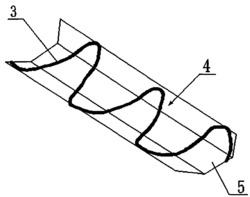
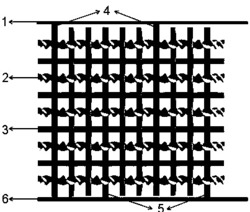
2.如权利要求1所述的玄武岩纤维、玻璃纤维与聚丙烯纤维复合材料的制备方法,其特征在于:所述的玄武岩纤维、玻璃纤维与聚丙烯纤维机织物为根据经纱和纬纱的交织层数确定各层经纱和纬纱的交织规律,设计玄武岩纤维、玻璃纤维与聚丙烯纤维机织物组织,先根据各层经纱和纬纱的交织规律画出玄武岩纤维、玻璃纤维与聚丙烯纤维的机织物的结构示意图;再根据玄武岩纤维、玻璃纤维与聚丙烯纤维的机织物的结构示意图画出玄武岩纤维、玻璃纤维与聚丙烯纤维的机织物组织图,最后通过玄武岩纤维、玻璃纤维与聚丙烯纤维的机织物组织图得到玄武岩纤维、玻璃纤维与聚丙烯纤维的机织物组织的上机图,采用玄武岩纤维与聚丙烯纤维包缠线为经纱,采用玻璃纤维与聚丙烯纤维包缠线为纬纱,根据玄武岩纤维、玻璃纤维与聚丙烯纤维机织物的上机图,在织机上织造得到玄武岩纤维、玻璃纤维与聚丙烯纤维的机织物。
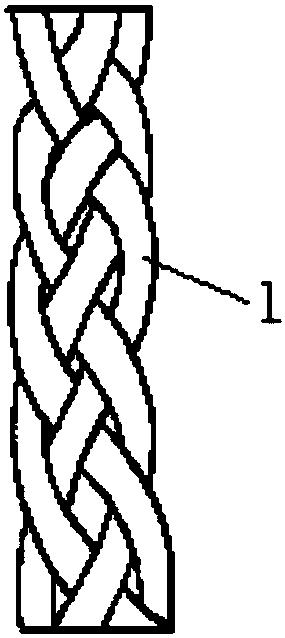
3.如权利要求2所述的玄武岩纤维、玻璃纤维与聚丙烯纤维复合材料的制备方法,其特征在于:所述的玄武岩纤维与聚丙烯纤维包缠线采用细度为700tex~1200tex的玄武岩纤维与聚丙烯纤维包缠线;所述的玻璃纤维与聚丙烯纤维包缠线采用细度为700tex~1200tex的玻璃纤维与聚丙烯纤维包缠线。
4.如权利要求2所述的玄武岩纤维、玻璃纤维与聚丙烯纤维复合材料的制备方法,其特征在于:所述的经纱和纬纱的交织层数为2~6层。
5.如权利要求2所述的玄武岩纤维、玻璃纤维与聚丙烯纤维复合材料的制备方法,其特征在于:所述的玄武岩纤维、玻璃纤维与聚丙烯纤维的机织物组织的形态采用三原组织、三维正交机织物组织和三维角联锁机织物组织中的一种。
6.如权利要求1所述的玄武岩纤维、玻璃纤维与聚丙烯纤维复合材料的制备方法,其特征在于:所述模压成型设备的模压时间为30min~60min;模压温度为180℃~200℃;模压压力为5MPa~15 MPa。
说明书
技术领域
本发明涉及一种新型复合材料的制备方法,尤其是一种由玄武岩纤维、玻璃纤维与聚丙烯纤维共同制备纤维增强复合材料的方法。
背景技术
纤维增强复合材料以其优良的性能在复合材料领域被广泛应用,玻璃纤维和玄武岩纤维是纤维增强复合材料的绝佳原料。聚丙烯纤维的熔点比较低,可以作为热熔性纤维增强复合材料的基体纤维。而单一的玄武岩纤维、玻璃纤维、聚丙烯纤维存在一定的性能缺陷,将玄武岩纤维、玻璃纤维与聚丙烯纤维三者结合,采用模压成型工艺制备热熔性纤维增强复合材料,可以充分发挥三者的优良性能,扩大复合材料的种类和应用范围。
发明内容
本发明目的在于提供了一种玄武岩纤维、玻璃纤维与聚丙烯纤维复合材料的制备方法,以玄武岩纤维、玻璃纤维与聚丙烯纤维机织物为预制件,改变预制件的组织、经纬纱线的交织层数,即可得到不同类型的复合材料,同时保证制得的复合材料具有不同的厚度,表现不同的机械性能和柔曲性能;采用模压成型工艺,控制模压参数,制得热熔性纤维增强复合材料,工艺流程简单,操作方便,所制复合材料适宜产业用领域广泛应用。
为了达到上述目的,本发明的技术方案是:
一种玄武岩纤维、玻璃纤维与聚丙烯纤维复合材料的制备方法,以玄武岩纤维、玻璃纤维与聚丙烯纤维机织物为预制件,通过模压成型设备对预制件进行模压成型,制得玄武岩纤维、玻璃纤维与聚丙烯纤维的复合材料。
所述的玄武岩纤维、玻璃纤维与聚丙烯纤维机织物为根据经纱和纬纱的交织层数确定各层经纱和纬纱的交织规律,设计玄武岩纤维、玻璃纤维与聚丙烯纤维机织物组织,根据各层经纱和纬纱的交织规律并画出玄武岩纤维、玻璃纤维与聚丙烯纤维的机织物的结构示意图;再根据玄武岩纤维、玻璃纤维与聚丙烯纤维的机织物的结构示意图画出玄武岩纤维、玻璃纤维与聚丙烯纤维的机织物组织图,最后通过玄武岩纤维、玻璃纤维与聚丙烯纤维的机织物组织图得到玄武岩纤维、玻璃纤维与聚丙烯纤维的机织物的上机图,采用玄武岩纤维与聚丙烯纤维包缠线为经纱,采用玻璃纤维与聚丙烯纤维包缠线为纬纱,根据玄武岩纤维、玻璃纤维与聚丙烯纤维机织物的上机图,在织机上织造得到玄武岩纤维、玻璃纤维与聚丙烯纤维的机织物。
所述的玄武岩纤维与聚丙烯纤维包缠线采用细度为700tex~1200tex的玄武岩纤维与聚丙烯纤维包缠线;所述的玻璃纤维与聚丙烯纤维包缠线采用细度为700tex~1200tex的玻璃纤维与聚丙烯纤维包缠线。
所述的经纱和纬纱的交织层数为2~6层。
所述的玄武岩纤维、玻璃纤维与聚丙烯纤维的机织物组织的形态采用三原组织、三维正交机织物组织和三维角联锁机织物组织中的一种。
所述模压成型设备的模压时间为30min~60min;模压温度为180℃~200℃;模压压力为5MPa~15 MPa。
本发明的有益效果是:本发明的一种玄武岩纤维、玻璃纤维与聚丙烯纤维复合材料的制备方法,以玄武岩纤维、玻璃纤维与聚丙烯纤维机织物为预制件,充分利用增强纤维和基体纤维的优良性能;改变预制件的组织、经纬纱线的交织层数得到不同类型的复合材料,同时保证制得的复合材料具有不同的厚度,表现不同的机械性能和柔曲性能;采用模压成型工艺,通过控制模压参数制得热熔性纤维增强复合材料,工艺流程简单,操作方便,所制复合材料适宜产业用领域广泛应用。
具体实施方式
实施例1
一种玄武岩纤维、玻璃纤维与聚丙烯纤维复合材料的制备方法,经纱的交织层数为3层;纬纱的交织层数为3层;根据经纱和纬纱的层数确定各层经纬与纱线的交织规律,设计玄武岩纤维、玻璃纤维与聚丙烯纤维三维正交机织物组织,根据各层经纱和纬纱的交织规律画出玄武岩纤维、玻璃纤维与聚丙烯纤维三维正交机织物的结构示意图;根据玄武岩纤维、玻璃纤维与聚丙烯纤维三维正交机织物的结构示意图画出玄武岩纤维、玻璃纤维与聚丙烯纤维三维正交机织物的组织图,通过玄武岩纤维、玻璃纤维与聚丙烯纤维三维正交机织物的组织图得到玄武岩纤维、玻璃纤维与聚丙烯纤维三维正交机织物的上机图;采用细度为900tex的玄武岩纤维与聚丙烯纤维包缠线为经纱,采用细度为865tex的玻璃纤维与聚丙烯纤维包缠线为纬纱,根据得到的玄武岩纤维、玻璃纤维与聚丙烯纤维三维正交机织物的上机图,在普通剑杆织机上织造得到玄武岩纤维、玻璃纤维与聚丙烯纤维的三维正交机织物;以玄武岩纤维、玻璃纤维与聚丙烯纤维的三维正交机织物为预制件,通过XLB25-L平板硫化机对玄武岩纤维、玻璃纤维与聚丙烯纤维的三维正交机织物预制件进行模压成型,所述XLB25-L平板硫化机的模压时间为40min;模压温度为190℃;模压压力为10MPa;制得玄武岩纤维、玻璃纤维与聚丙烯纤维的复合材料。
本实施例的一种玄武岩纤维、玻璃纤维与聚丙烯纤维复合材料的制备方法,以玄武岩纤维、玻璃纤维与聚丙烯纤维机织物为预制件,充分利用增强纤维和基体纤维的优良性能;改变预制件的组织、经纬纱线的交织层数得到不同类型的复合材料,同时保证制得的复合材料具有不同的厚度,表现不同的机械性能和柔曲性能;采用模压成型工艺,通过控制模压参数制得热熔性纤维增强复合材料,工艺流程简单,操作方便,所制复合材料适宜产业用领域广泛应用。
实施例2
一种玄武岩纤维、玻璃纤维与聚丙烯纤维复合材料的制备方法,经纱的交织层数为2层;纬纱的交织层数为2层,根据经纱和纬纱的层数确定各层经纬与纱线的交织规律,设计玄武岩纤维、玻璃纤维与聚丙烯纤维平纹机织物组织,根据各层经纱和纬纱的交织规律画出玄武岩纤维、玻璃纤维与聚丙烯纤维平纹机织物组织的结构示意图;根据玄武岩纤维、玻璃纤维与聚丙烯纤维平纹机织物组织的结构示意图画出玄武岩纤维、玻璃纤维与聚丙烯纤维平纹机织物组织图,通过玄武岩纤维、玻璃纤维与聚丙烯纤维平纹机织物组织图得到玄武岩纤维、玻璃纤维与聚丙烯纤维平纹机织物组织的上机图;采用细度为835tex的玄武岩纤维与聚丙烯纤维包缠线为经纱,采用细度为710tex的玻璃纤维与聚丙烯纤维包缠线为纬纱,根据得到的玄武岩纤维、玻璃纤维与聚丙烯纤维平纹机织物组织的上机图,在普通剑杆织机上织造得到玄武岩纤维、玻璃纤维与聚丙烯纤维的平纹机织物;以玄武岩纤维、玻璃纤维与聚丙烯纤维的平纹机织物为预制件,通过XLB25-L平板硫化机对玄武岩纤维、玻璃纤维与聚丙烯纤维的平纹机织物预制件进行模压成型,所述XLB25-L平板硫化机的模压时间为30min;模压温度为180℃;模压压力为5MPa;制得玄武岩纤维、玻璃纤维与聚丙烯纤维的复合材料。
本实施例的一种玄武岩纤维、玻璃纤维与聚丙烯纤维复合材料的制备方法,以玄武岩纤维、玻璃纤维与聚丙烯纤维机织物为预制件,充分利用增强纤维和基体纤维的优良性能;改变预制件的组织、经纬纱线的交织层数得到不同类型的复合材料,同时保证制得的复合材料具有不同的厚度,表现不同的机械性能和柔曲性能;采用模压成型工艺,通过控制模压参数制得热熔性纤维增强复合材料,工艺流程简单,操作方便,所制复合材料适宜产业用领域广泛应用。
实施例3
一种玄武岩纤维、玻璃纤维与聚丙烯纤维复合材料的制备方法,经纱的交织层数为4层;纬纱的交织层数为4层;根据经纱和纬纱的层数确定各层经纬与纱线的交织规律,设计玄武岩纤维、玻璃纤维与聚丙烯纤维三维角联锁机织物组织,根据各层经纱和纬纱的交织规律画出玄武岩纤维、玻璃纤维与聚丙烯纤维三维角联锁机织物的结构示意图;根据玄武岩纤维、玻璃纤维与聚丙烯纤维三维角联锁机织物的结构示意图画出玄武岩纤维、玻璃纤维与聚丙烯纤维三维角联锁机织物的组织图,通过玄武岩纤维、玻璃纤维与聚丙烯纤维三维角联锁机织物的组织图得到玄武岩纤维、玻璃纤维与聚丙烯纤维三维角联锁机织物的上机图;采用细度为1200tex的玄武岩纤维与聚丙烯纤维包缠线为经纱,采用细度为9000tex的玻璃纤维与聚丙烯纤维包缠线为纬纱,根据得到的玄武岩纤维、玻璃纤维与聚丙烯纤维三维角联锁机织物的上机图,在普通剑杆织机上织造得到玄武岩纤维、玻璃纤维与聚丙烯纤维的三维角联锁机织物;以玄武岩纤维、玻璃纤维与聚丙烯纤维的三维角联锁机织物为预制件,通过XLB25-L平板硫化机对玄武岩纤维、玻璃纤维与聚丙烯纤维的三维角联锁机织物预制件进行模压成型,所述XLB25-L平板硫化机的模压时间为60min;模压温度为200℃;模压压力为15 MPa;制得玄武岩纤维、玻璃纤维与聚丙烯纤维的复合材料。
本实施例的一种玄武岩纤维、玻璃纤维与聚丙烯纤维的复合材料,以玄武岩纤维、玻璃纤维与聚丙烯纤维机织物为预制件,充分利用增强纤维和基体纤维的优良性能;改变预制件的组织、经纬纱线的交织层数得到不同类型的复合材料,同时保证制得的复合材料具有不同的厚度,表现不同的机械性能和柔曲性能;采用模压成型工艺,通过控制模压参数制得热熔性纤维增强复合材料,工艺流程简单,操作方便,所制复合材料适宜产业用领域广泛应用。
实施例4
一种玄武岩纤维、玻璃纤维与聚丙烯纤维复合材料的制备方法,经纱的交织层数为6层;纬纱的交织层数为6层;根据经纱和纬纱的层数确定各层经纬与纱线的交织规律,设计玄武岩纤维、玻璃纤维与聚丙烯纤维三维正交机织物组织,根据各层经纱和纬纱的交织规律画出玄武岩纤维、玻璃纤维与聚丙烯纤维三维正交机织物的结构示意图;根据玄武岩纤维、玻璃纤维与聚丙烯纤维三维正交机织物的结构示意图画出玄武岩纤维、玻璃纤维与聚丙烯纤维三维正交机织物的组织图,通过玄武岩纤维、玻璃纤维与聚丙烯纤维三维正交机织物的组织图得到玄武岩纤维、玻璃纤维与聚丙烯纤维三维正交机织物的上机图;采用细度为700tex的玄武岩纤维与聚丙烯纤维包缠线为经纱,采用细度为1200tex的玻璃纤维与聚丙烯纤维包缠线为纬纱,根据得到的玄武岩纤维、玻璃纤维与聚丙烯纤维三维正交机织物的上机图,在普通剑杆织机上织造得到玄武岩纤维、玻璃纤维与聚丙烯纤维三维正交机织物;以玄武岩纤维、玻璃纤维与聚丙烯纤维的三维正交机织物为预制件,通过XLB25-L平板硫化机对玄武岩纤维、玻璃纤维与聚丙烯纤维的三维正交机织物预制件进行模压成型,所述XLB25-L平板硫化机的模压时间为45min;模压温度为190℃;模压压力为10MPa;制得玄武岩纤维、玻璃纤维与聚丙烯纤维的复合材料。
本实施例的一种玄武岩纤维、玻璃纤维与聚丙烯纤维复合材料的制备方法,以玄武岩纤维、玻璃纤维与聚丙烯纤维机织物为预制件,充分利用增强纤维和基体纤维的优良性能;改变预制件的组织、经纬纱线的交织层数得到不同类型的复合材料,同时保证制得的复合材料具有不同的厚度,表现不同的机械性能和柔曲性能;采用模压成型工艺,通过控制模压参数制得热熔性纤维增强复合材料,工艺流程简单,操作方便,所制复合材料适宜产业用领域广泛应用。
玄武岩纤维、玻璃纤维与聚丙烯纤维复合材料的制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。














动态评分
0.0