








专利摘要
本实用新型涉及一种嵌入式织机的控制系统,其特征在于该系统包括控制核心、刹车离合控制模块、不少于五个的织机控制模块和若干数量的织机控制电路;所述控制核心通过Modbus通讯协议分别与不少于五个的织机控制模块连接,所述刹车离合控制模块与控制核心的输出端连接,所述若干数量的织机控制电路包括控制卷取送经、控制主电机、控制选纬绞边、控制慢电机和控制风机五种功能,每种功能的织机控制电路成模块化通过接口与一个织机控制模块连接;每个织机控制模块及刹车离合控制模块上均设有多种类型的接口;同时控制核心的输入端分别连接控制织机的工作状态的控制开关、安装在主轴交流电机上的编码器和传感器。
权利要求
1.一种嵌入式织机的控制系统,其特征在于该系统包括控制核心、刹车离合控制模块、不少于五个的织机控制模块和若干数量的织机控制电路;
所述控制核心通过Modbus通讯协议分别与不少于五个的织机控制模块连接,所述刹车离合控制模块与控制核心的输出端连接,所述若干数量的织机控制电路包括控制卷取送经、控制主电机、控制选纬绞边、控制慢电机和控制风机五种功能,每种功能的织机控制电路成模块化通过接口与一个织机控制模块连接;每个织机控制模块及刹车离合控制模块上均设有多种类型的接口;同时控制核心的输入端分别连接控制织机的工作状态的控制开关、安装在主轴交流电机上的编码器和传感器,控制核心的输出端分别连接用于显示电源状态、织机生产线运行状态、故障检测状态、报警功能的指示灯和带动综框运动的衔铁;控制核心与显示织机的运行状态及输入控制数据的触摸屏进行双向通信;
每个织机控制模块包括织机微控制器最小系统、输入模块、显示模块、保护电路、故障诊断电路和总线控制电路;所述织机微控制器最小系统通过总线控制电路利用Modbus通讯协议与控制核心双向连接;织机微控制器最小系统的输入端与输入模块连接,输出端与显示模块连接;织机微控制器最小系统直接与一个织机控制电路双向连接,同时织机微控制器最小系统通过故障诊断电路与一个织机控制电路进行双向通信;保护电路同时与故障诊断电路和织机控制电路连接;故障诊断电路监测织机控制电路;
所述织机控制电路分为控制卷取送经的织机控制电路、控制主电机的织机控制电路、控制选纬绞边的织机控制电路、控制慢电机的织机控制电路和控制风机的织机控制电路;每种织机控制电路都包括相同的高速脉冲输入口,通过高速脉冲输入口与相应的被控机构连接。
2.根据权利要求1所述的嵌入式织机的控制系统,其特征在于所述控制卷取送经的织机控制电路用来控制卷取送经机构仅在位置模式下的工作,其电路构成是:芯片ZDAC0832的数据输入引脚D0-D7通过接口P3与织机微控制器最小系统连接;芯片ZDAC0832的两个数据输出引脚Inout1和Inout2分别与放大器A1的反相输入引脚A12和正相输入引脚A13连接,放大器A1的输出引脚A16经电阻R5与功放PWM连接,功放PWM同时与卷取送经机构连接;卷取送经机构上的光电编码器经接口P2与织机微控制器最小系统连接;芯片ZDAC0832的数据传输控制信号输入线Xfer和DAC寄存器选通输入线WR2均接地:芯片ZDAC0832的电源输入端Vcc接24V直流电源;芯片ZDAC0832的反馈信号输入线RF连接在电阻R5与功放PWM之间;
数模转换芯片ADC0809的八个模拟量输出端引脚IN0-IN7分别与锁存器74LS373的输出引脚1Q~8Q连接,数模转换芯片ADC0809的数字量输入端引脚D1~D8分别与锁存器74LS373的数字输入引脚1D~8D连接,锁存器74LS373的数字输入引脚1D~8D分别与接口通过P1接口与织机微控制器最小系统连接;数模转换芯片ADC0809的地端GND、两个地址输入线B和C引脚及锁存器74LS373的控制端 引脚均接地;数模转换芯片ADC0809的地址输入线A引脚与放大器A2的输出引脚1Q连接,放大器A2的反相输入引脚A28和正相输入引脚A21分别与电阻R4和电阻R3的一端连接,电阻R4的另一端分别与电阻R2的一端、测速发电机的一端连接,同时该端接地;电阻R3的另一端分别与电阻R2的另一端、电阻R1的一端连接,电阻R1的另一端与安装在卷取送经机构上的测速发电机的另一端连接。
3.根据权利要求1所述的嵌入式织机的控制系统,其特征在于所述控制主电机的织机控制电路用来控制主电机在位置模式下的工作,其电路构成是:光电耦合双向电路一端通过接口P4与织机微控制器最小系统连接,另一端通过接口P5与主电机连接,主电机上的光电编码器经接口P6与织机微控制器最小系统连接。
4.根据权利要求1所述的嵌入式织机的控制系统,其特征在于所述控制选纬绞边的织机控制电路用来控制选纬绞边机构在位置模式下的工作,其电路构成是:驱动芯片HB6600HG的输出引脚Vreg通过接口P18与外部电源连接;驱动芯片HB6600HG通过输入引脚M0-M3与接口P9各引脚连接,接口P9另一端与织机微控制器最小系统连接;驱动芯片HB6600HG通过使能控制引脚ENABLE与使能电路的引脚ENABLE连接,同时使能电路通过引脚ENABLE与织机微控制器最小系统连接;驱动芯片HB6600HG的输入引脚Vref与调节电流电路的引脚Vref连接;驱动芯片HB6600HG的输出引脚OUT1A、OUT1B、OUT2A、OUT2B与接口P11各引脚连接,接口P11另一端与选纬绞边机构连接;选纬绞边机构上的光电编码器经接口P7与织机微控制器最小系统连接;接口P8为拓展电源接口;接口P10为电源接口;所述驱动芯片HB6600HG的电源输入端Vcc接24V直流电源。
5.根据权利要求1所述的嵌入式织机的控制系统,其特征在于所述控制慢电机的织机控制电路用来控制慢电机在位置模式下的工作,包括六个继电器(JK1-JK6)和四个接口,其电路构成是:六个继电器的输入引脚KEY1~KEY6分别与接口P13的相应引脚连接,接口P13同时与织机微控制器最小系统连接;六个继电器的交流电相位输出引脚U、V、W分别与接口P14的引脚U、V、W连接,接口P14另一端与慢电机连接,慢电机上的光电编码器经接口P12与织机微控制器最小系统连接。
6.根据权利要求1所述的嵌入式织机的控制系统,其特征在于所述控制风机的织机控制电路用来控制风机在位置模式下的工作,包括三个继电器(JK7-JK9)和四个接口,其电路构成是:三个继电器的输入引脚KEY7~KEY9分别与接口P16的相应引脚连接,接口P16同时与织机微控制器最小系统连接;三个继电器的交流电相位输出引脚U、V、W分别与接口P17的引脚U、V、W连接,接口P17另一端与风机连接;风机上的光电编码器经接口P15与织机微控制器最小系统连接。
7.根据权利要求1所述的嵌入式织机的控制系统,其特征在于所述刹车离合控制模块包括刹车离合微控制器最小系统、刹车离合控制单元、主离合控制单元、慢离合控制单元和纬离合控制单元;所述刹车离合微控制器的输入端与控制核心连接,输出端分别与刹车离合控制单元、主离合控制单元、慢离合控制单元和纬离合控制单元连接;所述刹车离合控制单元、主离合控制单元、慢离合控制单元和纬离合控制单元分别与离合器中的刹车离合器、主离合器、慢离合器、纬离合器相应连接。
说明书
技术领域
本实用新型涉及工业控制技术领域,具体为一种嵌入式织机的控制系统。
背景技术
在纺织机行业,电气控制的卷取、送经、绞边、选纬已经逐步代替了传统机械式卷取、送经、绞边和选纬。现有的纺织机的控制系统一般是通过PLC为控制核心,以变频器、伺服驱动器、步进电机驱动器来驱动电机实现纺织工艺控制动作,但会造成控制系统成本较高,控制柜体积较大,不利于成本控制,也不利于实现专机控制。
申请号为201510762154.9的中国专利公开了一种机电一体化纺织机械控制系统,其电机驱动模块都是采购的电机驱动器,而现有的电机驱动器功能多种多样,在对应的织机中只用到部分功能,昂贵的价格并没有发挥其价值,造成浪费,不利于成本控制。而且这种电机驱动器一旦用于这种织机生产线,一旦现场织机生产线有变动,需要重新为其设计织机控制系统,重新确定对应的电机驱动器。
实用新型内容
针对现有技术的不足,本实用新型拟解决的技术问题是,提供一种专用的嵌入式织机的控制系统。本实用新型利用嵌入式集成技术,以嵌入式控制核心为核心,采用针对织机各个功能及工艺过程而专门设计的控制模块,以能够使系统更加稳定可靠、具有小型化、低能耗、低成本与可扩展性强等优势为目的,能够克服已有的纺织机控制系统的生产成本高,工作效率低等的问题,达到可以实现控制不同型号、不同种类的织机生产线的功能。
本实用新型解决所述技术问题采用的技术方案是,提供一种嵌入式织机的控制系统,其特征在于该系统包括控制核心、刹车离合控制模块、不少于五个的织机控制模块和若干数量的织机控制电路;
所述控制核心通过Modbus通讯协议分别与不少于五个的织机控制模块连接,所述刹车离合控制模块与控制核心的输出端连接,所述若干数量的织机控制电路包括控制卷取送经、控制主电机、控制选纬绞边、控制慢电机和控制风机五种功能,每种功能的织机控制电路成模块化通过接口与一个织机控制模块连接;每个织机控制模块及刹车离合控制模块上均设有多种类型的接口;同时控制核心的输入端分别连接控制织机的工作状态的控制开关、安装在主轴交流电机上的编码器和传感器,控制核心的输出端分别连接用于显示电源状态、织机生产线运行状态、故障检测状态、报警功能的指示灯和带动综框运动的衔铁;控制核心与显示织机的运行状态及输入控制数据的触摸屏进行双向通信;
每个织机控制模块包括织机微控制器最小系统、输入模块、显示模块、保护电路、故障诊断电路和总线控制电路;所述织机微控制器最小系统通过总线控制电路利用Modbus通讯协议与控制核心双向连接;织机微控制器最小系统的输入端与输入模块连接,输出端与显示模块连接;织机微控制器最小系统直接与一个织机控制电路双向连接,同时织机微控制器最小系统通过故障诊断电路与一个织机控制电路进行双向通信;保护电路同时与故障诊断电路和织机控制电路连接;故障诊断电路监测织机控制电路;
所述织机控制电路分为控制卷取送经的织机控制电路、控制主电机的织机控制电路、控制选纬绞边的织机控制电路、控制慢电机的织机控制电路和控制风机的织机控制电路;每种织机控制电路都包括相同的高速脉冲输入口,通过高速脉冲输入口与相应的被控机构连接。
与现有技术相比,本实用新型有益效果在于:
(1)该控制系统为嵌入式系统,系统稳定可靠,具有控制系统的小型化、低能耗、可扩展性强的等优势。
(2)该控制系统的控制核心灵活性比较强,各个驱动模块均设有多种类型的接口,能够与不同类型的控制核心连接,该控制系统的控制核心可以为单片机、PLC、ARM等其他控制模块。
(3)本实用新型发明了一种专门应用于纺织机的控制系统,内部嵌入的织机控制模块为自主研发,体积减小,成本降低,提高了实用价值,能够满足对纺织机的工作需要,传统纺织机控制系统中的变频器、伺服电机驱动器、步进电机驱动器、刹车离合控制器,只发挥其部分功能,且成本较高。传统变频器在工作时有很多作用,比如启、停电机,调频,调速,通讯等功能,而在织机工作时只需有启、停功能和通讯功能即可;传统的伺服电机驱动器在工作时有速度模式、位置模式、转矩模式,这些都是可根据实际工作需求可选择的,在纺织机中,只需要控制送经伺服电机、卷取伺服电机在位置模式下的工作;传统步进电机驱动器,一个驱动器只能驱动一个步进电机,而在织机中,可能需要同时控制多个步进电机,因此造成了成本的提高;本实用新型所述嵌入到控制系统的织机控制模块不仅可以实现变频器、伺服驱动器和步进电机驱动器功能,而且还有灵活性强、拓展便利的特点;这样大大降低了织机控制系统的制造成本,避免了功能的浪费。本实用新型所述刹车离合控制模块为专门研发为控制织机中刹车离合、主离合、纬离合、慢离合的一种刹车离合控制设备。
附图说明
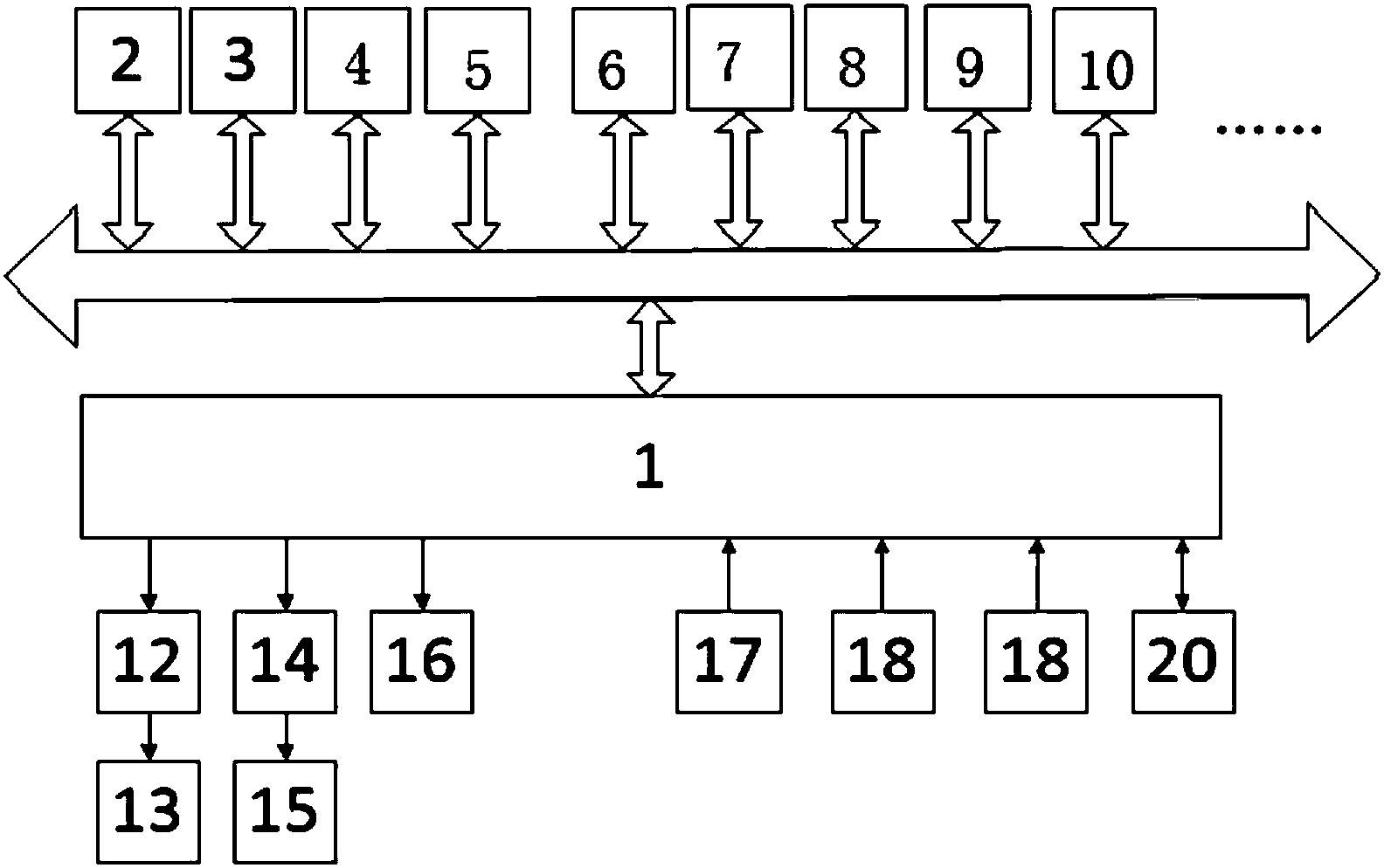
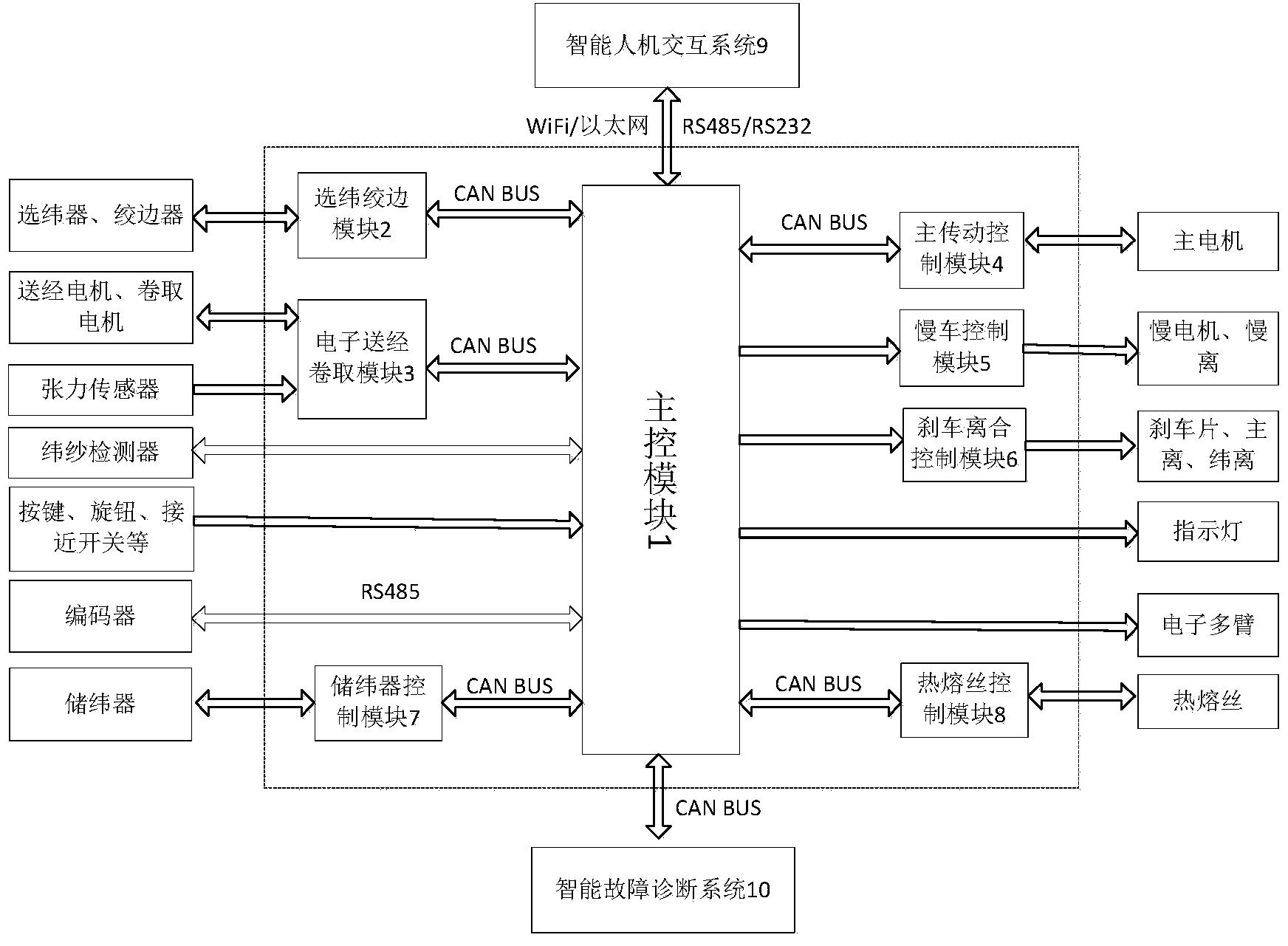
图1是本实用新型嵌入式织机的控制系统一种实施例的整体结构框图;
图2是本实用新型嵌入式织机的控制系统一种实施例的织机微控制器最小系统201连接的结构框图;
图3是本实用新型嵌入式织机的控制系统一种实施例的刹车离合控制模块12的结构框图;
图4是本实用新型嵌入式织机的控制系统一种实施例控制卷取送经的织机控制电路的电路图;
图5是本实用新型嵌入式织机的控制系统一种实施例控制主电机的织机控制电路的电路图;
图6是本实用新型嵌入式织机的控制系统一种实施例控制选纬绞边的织机控制电路的电路图;
图7是本实用新型嵌入式织机的控制系统一种实施例控制慢电机的织机控制电路的电路原理图;
图8是本实用新型嵌入式织机的控制系统一种实施例控制风机的织机控制电路的电路原理图;
图中,1、控制核心;2~10、织机控制模块;201、织机微控制器最小系统;202、输入模块;203、显示模块;204、保护电路;205、故障诊断电路;206、总线控制电路;11、织机控制电路;12、刹车离合控制模块;121、刹车离合微控制器最小系统;122、刹车离合控制单元;123、主离合控制单元;124、慢离合控制单元;125、纬离合控制单元;13、离合器;131、刹车离合器;132、主离合器;133、慢离合器;134、纬离合器;14、衔铁;15、综框;16、指示灯;17、编码器;18、传感器;19、控制开关;20、触摸屏。
具体实施方式
下面结合实施例及附图进一步解释本实用新型,但并不以此作为对本申请权利要求保护范围的限定。
本实用新型嵌入式织机的控制系统,为特定应用而设计的专用计算机系统,其中控制核心1的灵活性强,所述控制核心1为单片机、PLC、ARM等;织机控制系统将控制纺织机完成送经、卷取、选纬、绞边等工作。
本实用新型嵌入式织机的控制系统(简称系统,参见图1)包括控制核心1、刹车离合控制模块12、不少于五个的织机控制模块(2~10)和若干数量的织机控制电路11;
所述控制核心1通过Modbus通讯协议分别与不少于五个的织机控制模块(2~10)连接,所述刹车离合控制模块12与控制核心的输出端连接,所述若干数量的织机控制电路11具有控制卷取送经、控制主电机、控制选纬绞边、控制慢电机和控制风机五种功能,每种功能的织机控制电路成模块化通过接口与一个织机控制模块连接;每个织机控制模块(2~10)及刹车离合控制模块12上均设有多种类型的接口,接口类型包括485接口,232接口,以太网接口等,可以选择与控制核心类型相配合的接口连接;同时控制核心1的输入端分别连接控制织机的工作状态的控制开关19、安装在主轴交流电机上的编码器17和传感器18,控制核心的输出端分别连接指示灯16和带动综框运动的衔铁14;控制核心1与显示织机的运行状态及输入控制数据的触摸屏20进行双向通信;所述指示灯用于显示电源状态、织机生产线运行状态、故障检测状态、报警功能;
每个织机控制模块2(参见图2)为自主研发的一种专门用于织机生产线的控制模块,包括织机微控制器最小系统201、输入模块202、显示模块203、保护电路204、故障诊断电路205和总线控制电路206;所述织机微控制器最小系统201通过总线控制电路206利用Modbus通讯协议与控制核心1双向连接;织机微控制器最小系统201的输入端与输入模块202连接,输出端与显示模块203连接;织机微控制器最小系统201直接与一个织机控制电路11双向连接,同时织机微控制器最小系统201通过故障诊断电路205与一个织机控制电路11进行双向通信,通过故障诊断电路可以诊断监视被控机构的运行状态,并将故障信号传递到织机微控制器最小系统201,再通过Modbus通讯协议将信号传递到控制核心1进行处理;保护电路204同时与故障诊断电路205和织机控制电路11连接,对织机控制模块起到保护作用;故障诊断电路205监测织机控制电路11,若织机控制电路11有故障,比如电流过大,织机控制电路11会把信号反馈给保护电路204,保护电路204将故障信号给故障诊断电路205,故障诊断电路205判断故障类型,最后反馈给织机微控制器最小系统201;
所述织机控制电路11成模块化通过接口与其对应的织机控制模块2中相应部件连接,可以拓展增加连接的数量,可拆卸更换,对于控制不同型号的织机,可以更换或增减不同结构的织机控制电路,因此本实用新型所述嵌入式织机控制系统可生产一批包括各种型号的织机控制电路11的小模块,可根据现场织机型号确定选用模块的类型和数量;织机控制电路11分为控制卷取送经的织机控制电路、控制主电机的织机控制电路、控制选纬绞边的织机控制电路、控制慢电机的织机控制电路和控制风机的织机控制电路;每种织机控制电路11都包括相同的高速脉冲输入口,通过高速脉冲输入口与相应的被控机构连接,可以获得被控机构的反馈信号;控制卷取送经的织机控制电路、控制主电机的织机控制电路、控制选纬绞边的织机控制电路、控制慢电机的织机控制电路和控制风机的织机控制电路分别用于控制织机生产线的卷取送经机构、主电机、选纬绞边机构、慢电机和风机;在控制织机的卷取和送经工作时,选取控制卷取送经的织机控制电路插接在一个织机控制模块上;在控制织机的主电机时,选取控制主电机的织机控制电路插接在第二个织机控制模块上;在控制织机的选纬和绞边工作时,选取控制选纬绞边的织机控制电路插接在第三个织机控制模块上;在控制织机的慢电机工作时,选取控制慢电机的织机控制电路插接在第四个织机控制模块上;在控制织机的风机工作时,选取控制风机的织机控制电路插接在一个织机控制模块上;
所述控制卷取送经的织机控制电路为自主研发的织机控制电路,用来控制卷取送经机构仅在位置模式下的工作,其电路构成是(参见图4):芯片ZDAC0832的数据输入引脚D0-D7通过接口P3与织机微控制器最小系统201连接;芯片ZDAC0832的两个数据输出引脚Inout1和Inout2分别与放大器A1的反相输入引脚A12和正相输入引脚A13连接,放大器A1的输出引脚A16经电阻R5与功放PWM连接,功放PWM同时与卷取送经机构连接,织机微控制器最小系统201将控制信号输入到芯片ZDAC0832,芯片ZDAC0832对信号处理,将电流信号通过Iout1和Iout2输出引脚传递到放大器A1,将信号放大,使功放PWM能够接收信号,使功放PWM能够正常带动卷取送经机构工作;卷取送经机构上的光电编码器经接口P2与织机微控制器最小系统201连接,通过光电编码器获得卷取送经机构的工作状态并将信号反馈给织机微控制器最小系统201;芯片ZDAC0832的数据传输控制信号输入线Xfer和DAC寄存器选通输入线WR2均接地:芯片ZDAC0832的电源输入端Vcc接24V直流电源;芯片ZDAC0832的反馈信号输入线RF连接在电阻R5与功放PWM之间;
数模转换芯片ADC0809的八个模拟量输出端引脚IN0-IN7分别与锁存器74LS373的输出引脚1Q~8Q连接,数模转换芯片ADC0809的数字量输入端引脚D1~D8分别与锁存器74LS373的数字输入引脚1D~8D连接,锁存器74LS373的数字输入引脚1D~8D分别与接口通过P1接口与织机微控制器最小系统201连接;数模转换芯片ADC0809的地端GND、两个地址输入线B和C引脚及锁存器74LS373的控制端 引脚均接地;数模转换芯片ADC0809的地址输入线A引脚与放大器A2的输出引脚1Q连接,放大器A2的反相输入引脚A28和正相输入引脚A21分别与电阻R4和电阻R3的一端连接,电阻R4的另一端分别与电阻R2的一端、测速发电机的一端连接,同时该端接地;电阻R3的另一端分别与电阻R2的另一端、电阻R1的一端连接,电阻R1的另一端与测速发电机的另一端连接;
测速发电机安装在卷取送经机构上,测速发电机通过电阻的分压之后与放大器A2连接,放大器A2通过输出引脚1Q与数模转换芯片ADC0809的地址输入线A引脚连接,测得数据为模拟量,通过所测得的模拟量通过数模转换芯片ADC0809转换为数字量,再通过锁存器74LS373确定芯片ADC0809的地址,从而将获得的数字量通过接口P1反馈给织机微控制器最小系统201;
所述控制主电机的织机控制电路为自主研发的织机控制电路,用来控制主电机在位置模式下的工作,其电路构成是(参见图5):光电耦合双向电路一端通过接口P4与织机微控制器最小系统201连接,另一端通过接口P5与主电机连接,所述光电耦合双向电路通上交流电,带动主电机转动,使主电机工作;主电机上的光电编码器经接口P6与织机微控制器最小系统201连接,所述光电编码器将主电机的工作状态反馈给织机微控制器最小系统201;
所述光电耦合双向电路包括光电三端双向可控硅开关Opto TRIAC和双向可控硅开关Q1;
所述控制选纬绞边的织机控制电路为自主研发的织机控制电路,用来控制选纬绞边机构在位置模式下的工作,其电路构成是(参见图6):驱动芯片HB6600HG的输出引脚Vreg与接口P18的Vreg引脚连接,接口P18的Vreg引脚与外部电源连接,给驱动芯片HB6600HG提供外部电源信号;驱动芯片HB6600HG通过输入引脚M0-M3与接口P9各引脚连接,接口P9另一端与织机微控制器最小系统201连接;驱动芯片HB6600HG通过使能控制引脚ENABLE与使能电路的引脚ENABLE连接,同时使能电路通过引脚ENABLE与织机微控制器最小系统201连接,织机微控制器最小系统201给驱动芯片启动信号;驱动芯片HB6600HG的输入引脚Vref与调节电流电路的引脚Vref连接,所述调节电流电路可以实现调节选纬绞边机构电流大小以保证其正常工作;驱动芯片HB6600HG的输出引脚OUT1A、OUT1B、OUT2A、OUT2B与接口P11各引脚连接,接口P11另一端与选纬绞边机构连接,给驱动芯片HB6600HG信号后,驱动芯片HB6600HG能够驱动选纬绞边机构工作;选纬绞边机构上的光电编码器经接口P7与织机微控制器最小系统201连接,光电编码器将选纬绞边机构的工作状态反馈给织机微控制器最小系统201;接口P8为拓展电源接口;接口P10为电源接口,用于芯片供电;所述驱动芯片HB6600HG的电源输入端Vcc接24V直流电源;
所述控制慢电机的织机控制电路为自主研发的织机控制电路,用来控制慢电机在位置模式下的工作,包括六个继电器(JK1-JK6)和四个接口,其电路构成是(参见图7):六个继电器的输入引脚KEY1~KEY6分别与接口P13的相应引脚连接,接口P13同时与织机微控制器最小系统201连接;六个继电器的交流电相位输出引脚U、V、W分别与接口P14的引脚U、V、W连接,接口P14另一端与慢电机连接,慢电机上的光电编码器经接口P12与织机微控制器最小系统201连接,三个继电器(JK1-JK3)的输入引脚KEY1~KEY3给出信号,慢电机按照U、V、W方向正转,若需要反转,则三个继电器(JK4-JK6)的输入引脚KEY4~KEY6给出信号,从而实现慢电机的正反转,慢电机上的光电编码器将慢电机的工作状态反馈给织机微控制器最小系统201;这里六个继电器是相互独立的,由线圈控制开断,当给线圈输入信号,继电器常开触点导通,输出相同,都是380V交流电,不过输出交流电的相位U、V、W不同,六个继电器具体输出情况如图7所示。
所述控制风机的织机控制电路为自主研发的织机控制电路,用来控制风机在位置模式下的工作,包括三个继电器(JK7-JK9)和四个接口,其电路构成是(参见图8):三个继电器的输入引脚KEY7~KEY9分别与接口P16的相应引脚连接,接口P16同时与织机微控制器最小系统201连接;三个继电器的交流电相位输出引脚U、V、W分别与接口P17的引脚U、V、W连接,接口P17另一端与风机连接,三个继电器(JK7-JK9)的输入引脚KEY7~KEY9给出信号,风机按照U、V、W方向正转;风机上的光电编码器经接口P15与织机微控制器最小系统201连接,风机上的光电编码器将风机的工作状态反馈给织机微控制器最小系统201;
所述刹车离合控制模块12(参见图3)为自主研发的控制模块,所述刹车离合控制模块12包括刹车离合微控制器最小系统121、刹车离合控制单元122、主离合控制单元123、慢离合控制单元124和纬离合控制单元125;所述刹车离合微控制器121的输入端与控制核心1连接,输出端分别与刹车离合控制单元122、主离合控制单元123、慢离合控制单元124和纬离合控制单元125连接;所述刹车离合控制单元122、主离合控制单元123、慢离合控制单元124和纬离合控制单元125分别与离合器13中的刹车离合器131、主离合器132、慢离合器133、纬离合器134相应连接;
由控制核心1发出离合控制信号,每次传递信号都根据织机生产线的工作需求发出单一的不同的离合控制信号,这些不同的离合控制信号有刹车离合信号、主离合信号、慢离合信号及纬离合信号;刹车离合微控制器最小系统121接收到该离合控制信号后,对信号的种类方式进行判断处理,并将相应的离合控制信号传送到刹车离合控制单元122、主离合控制单元123、慢离合控制单元124或纬离合控制单元125,从而相应地控制刹车离合器131、主离合器132、慢离合器133或纬离合器134进行相应工作;
所述织机控制模块(2~10)通过连接相应功能的织机控制电路11控制织机生产线的卷取送经机构、主电机、选纬绞边机构、慢电机、风机等被控机构,从而控制织机生产线完成卷取、送经、选纬、绞边等工作,每个织机控制模块同一时刻仅连接一种功能的织机控制电路;刹车离合控制模块12带动离合器完成刹车、主离、慢离、纬离工作;所述控制核心1直接与带动综框运动的衔铁连接,控制综框的往复运动;可自由选择不同功能数量的织机控制电路控制不同型号、不同种类的电机,述织机控制电路为单独模块化,通过接口可以与织机控制模块随意拆装,因此在使用本实用新型嵌入式织机的控制系统控制不同型号的织机时,可以根据所需控制织机的工作方式确定所需电机的数量和种类,更换对应的织机控制电路、拓展需要的织机控制模块数量即可实现对织机运动的控制。
所述控制核心可以控制慢电机的正反转;所述控制核心与指示灯连接,提示织机生产线的控制系统的上电以及织机生产线的运行、警告、报警等状态;
所述编码器安装在主电机上,编码器获得主电机的状态,并传送到控制核心;所述传感器包括张力传感器、断经传感器、油压传感器、热电保护器、纬离接近开关、慢离接近开关;所述张力传感器安装在卷取机构前面和送经机构后面用于检测经纱的张力和所织布料的张力,根据所检测的张力控制卷取机构、送经机构的工作状态;所述断经传感器安装在送经机构后面用于检测送经过程中有无经纱断纱,并将信号传送到控制核心,若有经纱断裂,将生产线的运行状态调整到手动控制状态,并将经纱续接;所述油压传感器安装在织机生产线的油泵上,油泵的作用通过一定的油压给织机生产线各个部分供油以润滑、降温织机各个生产线的作用,油压传感器检测整个生产线的油压,并将信号传送到控制核心,当油压不足时,整个生产线停止运行,可由工人师傅加油升压;所述热电保护器用于检测主电机、慢电机、风机、主离合器的温度,如果温度过高,将给主轴交流电机、慢电机、风机、主离合器断电保护,并将断电信号传到控制核心;所述慢离接近开关安装在慢离合器上,相当于一个开关闭合,慢离合器工作,触动慢离合接近开关使电平信号发生变化,然后将信号反馈给控制核心;所述织机控制模块可以得到织机生产线运行中卷取送经机构、主电机、慢电机、选纬绞边机构、风机反馈回的信号,并将信号传递到控制核心处理;所述控制开关29包括:电源开关、正慢、反慢、正寻、反寻、松纱、紧纱、送卷、急停、停车、开快车、联动、点动、手动模式、自动模式,控制开关可以对织机的工作状态进行控制;所述触摸屏作为人机交互界面可以显示整个织机生产线的运行状态,也可以输入数据控制生产线。
上述的离合器13、指示灯8、衔铁14、综框15、编码器17、传感器18、触摸屏20均为现有织机生产线已有的设备。
本实用新型控制系统控制织机的工作过程是:
打开电源开关,整个嵌入式织机的控制系统上电,织机生产线上电,控制系统给出信号,使主电机转动,整个生产线在主电机的带动下开始运行,控制系统给出运动控制信号,送经机构开始工作,开始送经工作,将经纱经过断经传感器送往综框处,此时嵌入式控制系统传出控制衔铁的不同的电平信号,这个电平信号根据所纺织布料花样的不同而不同,由触摸屏提前输入,由衔铁带动综框带动上下运动,将经纱的位置随着综框带动出现在上下不同的位置,此时选纬机构工作,可同时将8根不同颜色或根据布料需要选择的纬纱穿过经纱间隙,这是完成纺织的关键一步;绞边机构工作,将多余纬纱剪断打花,完成纺织工作,然后卷取机构工作,将织好的布料卷取,完成织造过程。
本实用新型所涉及的元器件均可通过商购获得,如织机微控制器最小系统201可以选用AT89C51、STC89C51、STM8等型号的芯片。所涉及的使能电路、光电耦合双向电路、调节电流电路均为常规电路。
本实用新型未述及之处适用于现有技术。
一种嵌入式织机的控制系统专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。














动态评分
0.0