







专利摘要
本发明涉及一种与高次曲线工作辊配合的支撑辊辊形通用设计方法。支撑辊辊形与高次曲线工作辊配合过程中,容易出现严重的不对称磨损,导致支撑辊整个服役周期内辊形变化对板形影响显著。为减小此影响,本发明综合考虑支撑辊对板形的调节能力、支撑辊的不对称磨损及工作辊的原始高次辊形曲线特征,设计出与任意高次曲线工作辊配合的支撑辊辊形。该设计方法具有通用性,本发明只需要通过对支撑辊进行设计并磨削,不需要进行设备和控制系统改造就能达到改善热轧带钢板形质量,延长和高次曲线工作辊匹配时支撑辊的服役周期,提高劳动生产率。
权利要求
1.一种与高次曲线工作辊配合的支撑辊辊形通用设计方法,其特征在于所述方法包含如下步骤:
步骤1:首先设计上支撑辊基准辊形曲线;
步骤2:获取n,n=3-5,n为和高次曲线工作辊配合的支撑辊下机后磨损数据组数;
步骤3:计算与高次曲线工作辊配合的支撑辊辊形曲线;
步骤4:通过计算得到的上支撑辊下表面辊形曲线,经过反对称处理,即得到下支撑辊下表面的辊形曲线。
2.根据权利要求1所述的方法,其特征在于,所述步骤1的具体步骤为:为提高轧机的横向刚度及弯辊力调控效果,设计支撑辊基准辊形曲线,基准辊形曲线由八次方多项式组成,表示如下:
y1(xb)=a2xb2+a4xb4+a6xb6+a8xb8,
其中,y1(xb)为上支撑辊下表面的基准辊形曲线方程,单位mm,xb为支撑辊辊身正则化坐标,以支撑辊轴向中心位置为横坐标原点,xb在[-1,1]内变化,a2,a4,a6,a8为上支撑辊基准辊形参数,a2取值范围为[0,0.08],a4取值范围为[-0.03,-0.12],a6取值范围为[0.2,0.4],a8取值范围为[0.1,0.3]。
3.根据权利要求1所述的方法,其特征在于,所述步骤2的具体步骤为:获取n,n=3-5,n为和高次曲线工作辊配合的支撑辊下机后磨损数据组数,计算各自的不对称磨损系数μi,i=1……n,并根据μi计算不对称磨损系数平均值μ,μi计算方法如下:
μi=0.5|woi-wdi|/wmi,
其中,μi的范围为[0,1],如果计算结果超下限,则取边界值0,如果计算结果超上限,则取边界值1;woi为上支撑辊下机后靠近操作侧的磨损值,wdi为上支撑辊下机后靠近传动侧的磨损值,wmi为支撑辊下机后支撑辊中部磨损值。
4.根据权利要求1所述的方法,其特征在于,所述步骤3的具体步骤为:计算与高次曲线工作辊配合的支撑辊辊形曲线,由于高次曲线工作辊方程为设计前给定,设上工作辊上表面曲线方程为y2(xw),xw为以工作辊轴向中点为横坐标原点,归一化方法表示,xw区间为[-1,1],由于工作辊长度大于支撑辊长度,为此,以支撑辊中点和工作辊中点为重合点,在支撑辊长度范围内,对所设计的支撑辊曲线进行叠加计算:
yt(xb)=y1(xb)+0.5(μ+λ)y2(xw),
xw=xbLb/Lw,
其中,yt(xb)为和高次曲线工作辊匹配的上支撑辊下表面的辊形曲线方程,单位mm,y1(xb)为上支撑辊下表面的基准辊形曲线方程,单位mm,y2(xw)工作辊上表面曲线方程,λ为工作辊辊形叠加系数,取值范围为[0.6,0.8],xw为工作辊辊身和支撑辊长度对应部分的正则化坐标,以工作辊中点为原点,xw在[-Lb/Lw,Lb/Lw]内变化,其中Lb为支撑辊辊身长度,Lw为工作辊辊身长度。
5.根据权利要求1所述的方法,其特征在于,所述的步骤4的具体步骤为:根据步骤4计算得到的上支撑辊下表面辊形曲线,经过反对称处理,即得到下支撑辊下表面的辊形曲线:
yb(xb)=yt(-xb),
其中,yb(xb)为下支撑辊下表面的辊形曲线,单位mm。
说明书
技术领域
本发明涉及冶金机械及自动化、轧制技术,具体指一种与高次曲线工作辊配合的支撑辊辊形通用设计方法。
技术背景
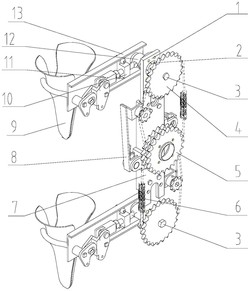
辊形技术在热轧带钢生产过程中发挥着重要的作用,合理的辊形曲线设计是获得良好带钢板形的前提条件,其中又包括工作辊辊形技术和支撑辊辊形技术,如图1所示为轧制过程中支撑辊与工作辊配合示意图。和工作辊服役周期短不同,支撑辊服役周期长,一般使用周期在15天-20天左右,在整个服役周期内,支撑辊辊形不断变化,导致支撑辊辊形在整个周期内对板形的影响不同,板形质量随之波动。
高次曲线工作辊目前在热轧带钢生产过程中的已经得到广泛应用,如CVC工作辊(德国西马克开发,三次多项式曲线),HVC工作辊(中国北京科技大学开发,五次多项式曲线),SmartCrown工作辊(奥钢联开发,多项式与Sin函数复合辊形)等。图2为五次多项式的高次曲线HVC工作辊,曲线方程成S型,上下工作辊反对称放置,通过工作辊轴向窜动,实现不同的等效辊形,达到调节板形的目的,其余高次曲线工作辊的曲线形状和工作原理也大体类似。支撑辊与这些高次曲线工作辊配合以后,最明显的一个特征是支撑辊下机后会出现严重的不对称磨损状态,支撑辊两侧(传动侧和操作侧)磨损差距大,和工作辊高次辊形表面的S形状具有明显的相似性,如图3所示。这种磨损不均匀性在整个周期内从小到大变化,导致支撑辊对板形的影响也不断变大,工作辊对板形的控制能力削弱,工作辊窜辊执行机构为控制板形质量频繁处于极限位置,进行支撑辊更换后虽然可以消除影响,但缩短了支撑辊的使用周期。
为此,合理设计与高次曲线工作辊配合的支撑辊辊形技术成为了关注目标,支撑辊曲线的常规设计方法相关文献和专利较多,在此不一一表述。其中和高次曲线工作辊配合的支撑辊设计方法相关且具有代表性的专利有:专利1《一种宽带钢热连轧精轧机组成套辊形配置方法》(申请号:201010235927.5)提到采用正凸度六次多项式支撑辊和三次曲线工作辊进行配合,显然此方法没有考虑三次曲线工作辊会导致六次多项式支撑辊的严重不均匀磨损问题,这也是本专利所要解决的目标;专利2《一种用于热连轧宽带钢四辊轧机的复合支撑辊》(申请号:201210211230.3)采用六次多项式辊形曲线设计支撑辊辊形,用于和三次CVC工作辊的配合,减少辊间不均匀应力和磨损,此设计方法的实质是在专利1的基础上,叠加了CVC原始辊形曲线,但这一设计中,并没有提出具体的设计方法,也没有考虑支撑辊的磨损形态和磨损量这一关键因素,因为各个机架的磨损特性不一样,通过六次多项式的曲线参数范围,难以获得和高次曲线工作辊匹配的理想的支撑辊辊形曲线。
和高次曲线工作辊配合的支撑辊设计方法具有代表性的期刊文献有:1)2250mm宽带钢热连轧生产线凸度控制优化,钢铁,v47,No5,2012;2)CSP热连轧机支持辊辊形研究,钢铁,v43,No3,2008;3)CSP热连轧机的辊系配置,第7届中国钢铁年会论文集,2009;4)2250CVC热连轧机支持辊辊形研究,中南大学学报,v38,No4,2007;5)马钢CSP热连轧机支持辊辊形的研究与应用,安徽冶金,2010,第3期;6)涟钢CSP工作辊与支持辊辊形优化的应用研究,中国冶金,v22,No7,2012;7)涟钢CSP热连轧机变接触支持辊辊形的研究,装备制造技术,2012年11期。以上期刊文献都提到支撑辊和三次曲线工作辊(CVC)配合时存在的不均匀磨损的问题,均通过设计高次支撑辊辊形曲线提高支撑辊和工作辊之间的匹配性,并改善板形质量,但以上期刊同样存在之前专利2中提到的问题,没有给出具体的设计方法,更没有考虑支撑辊的磨损形态和磨损量这一关键因素。
发明内容
支撑辊辊形与高次曲线工作辊配合过程中,容易出现严重的不对称磨损,导致支撑辊整个服役周期内辊形变化对板形影响显著。为减小此影响,本发明综合考虑支撑辊对板形的调节能力、支撑辊的不对称磨损及工作辊的原始高次辊形曲线特征,设计出与高次曲线工作辊配合的支撑辊辊形,且需要保证该设计方法对各类高次曲线工作辊具有通用性。
本发明的技术方案是:一种与高次曲线工作辊配合的支撑辊辊形通用设计方法,该方法具体包括以下步骤:
步骤1:首先设计上支撑辊基准辊形曲线,为提高轧机的横向刚度及弯辊力调控效果,设计支撑辊基准辊形曲线,基准辊形曲线由八次方多项式组成,表示如下:
y1(xb)=a2xb2+a4xb4+a6xb6+a8xb8,
其中,y1(xb)为上支撑辊下表面的基准辊形曲线方程,单位mm,xb为支撑辊辊身正则化坐标,以支撑辊轴向中心位置为横坐标原点,xb在[-1,1]内变化,a2,a4,a6,a8为上支撑辊基准辊形参数,a2取值范围为[0,0.08],a4取值范围为[-0.03,-0.12],a6取值范围为[0.2,0.4],a8取值范围为[0.1,0.3];
步骤2:获取n(n=3-5)组和高次曲线工作辊配合的支撑辊下机后磨损数据,计算各自的不对称磨损系数μi(i=1-n),并根据μi计算不对称磨损系数平均值μ,μi计算方法如下:
μi=0.5|woi-wdi|/wmi,
其中,μi的范围为[0,1],如果计算结果超下限,则取边界值0,如果计算结果超上限,则取边界值1;woi为上支撑辊下机后靠近操作侧的磨损值,wdi为上支撑辊下机后靠近传动侧的磨损值,wmi为支撑辊下机后支撑辊中部磨损值;
步骤3:计算与高次曲线工作辊配合的支撑辊辊形曲线,由于高次曲线工作辊方程为设计前给定,可以为任意高次曲线,设上工作辊上表面曲线方程为y2(xw),xw为以工作辊轴向中点为横坐标原点,归一化方法表示,xw区间为[-1,1],由于工作辊长度大于支撑辊长度,为此,以支撑辊中点和工作辊中点为重合点,在支撑辊长度范围内,对所设计的支撑辊曲线进行叠加计算:
yt(xb)=y1(xb)+0.5(μ+λ)y2(xw),
xw=xbLb/Lw,
其中,yt(xb)为和高次曲线工作辊匹配的上支撑辊下表面的辊形曲线方程,单位mm,λ为工作辊辊形叠加系数,取值范围为[0.6,0.8],μ为不对称磨损系数平均值,xw为工作辊辊身和支撑辊长度对应部分的正则化坐标,以工作辊中点为原点,xw在[-Lb/Lw,Lb/Lw]内变化,其中Lb为支撑辊辊身长度,Lw为工作辊辊身长度;
步骤4:通过计算得到的上支撑辊辊形曲线,经过反对称处理,即得到下支撑辊下表面的辊形曲线:
yb(xb)=yt(-xb)
其中,yb(xb)为下支撑辊下表面的辊形曲线,单位mm。
在步骤2中,磨损标志点的取值示意图如图4所示,首先获取支撑辊下机的磨损曲线,其次,获取支撑辊整个服役周期内的带钢宽度平均值,让支撑辊中心线和带钢中心线重合,分别通过带钢在操作侧和传动侧的边缘位置,得到对应的woi,wdi,通过和支撑辊中点的磨损量wmi进行计算,可得到不对称磨损系数。
本发明的有益效果是:由于采用上述技术方案,本发明只需要通过对支撑辊进行设计并磨削,不需要进行设备和控制系统改造并能够达到改善热轧带钢板形质量,提高和高次曲线工作辊匹配时支撑辊的服役周期,提高劳动生产率。
附图说明
图1轧制过程中支撑辊与工作辊配合示意图。
图2曲线方程为五次多项式的高次曲线工作辊示意图。
图3和高次曲线配合时支撑辊下机后的不对称磨损。
图4磨损标志点取值示意图。
图5上支撑辊下表面基准辊形曲线。
图6工作辊HVC高次曲线。
图7工作辊横坐标变换后取得叠加段。
图8上支撑辊下表面曲线示意图。
图9下支撑辊下表面曲线示意图。
图中:
1、支撑辊,2、工作辊,3、带钢,4、高次曲线工作辊。
具体实施方式
下面结合具体的实施案例,对本发明过程做进一步说明。
以某2060热连轧生产线为例(支撑辊长度为2060mm,工作辊长度为2380mm),介绍本发明提到的和高次曲线工作辊匹配的支撑辊辊形设计过程。该生产线精轧机组一共7个机架,工作辊全部采用HVC技术(五次多项式曲线),其中1-4机架采用相同的HVC曲线,5-7采用相同的HVC曲线,由于各个机架的设计过程类似,为此,以第7机架为例进行介绍。
步骤1:根据基准辊形曲线的取值范围:a2取值范围为[0,0.08],a4取值范围为[-0.03,-0.12],a6取值范围为[0.2,0.4],a8取值范围为[0.1,0.3],选取a2=0.016,a4=-0.05,a6=0.22,a8=0.18,基准辊形曲线表达如下:
y1(xb)=0.016xb2-0.05xb4+0.22xb6+0.18xb8
xb为辊身方向的归一化坐标,在[-1,1]内变化,得到上支撑辊下表面的基准辊形曲线,如图5所示。
步骤2:步骤2主要目的是获取和高次曲线工作辊配合的支撑辊下机后磨损数据,计算各自的不对称磨损系数,并最终计算不对称磨损系数平均值μ。选取5组第7机架支撑辊下机磨损曲线,根据图4的方法及步骤2中的计算公式,得到相关参数如下表所示:
通过5组μi的值,可得其平均值μ=0.6848。
步骤3:计算与高次曲线工作辊配合的支撑辊辊形曲线,已知工作辊采用HVC辊形(5次多项式),其上工作辊上表面曲线如下:
y2(xL)=0.3819-0.4376xL+0.0644xL2+1.1248xL3-0.0171xL4-0.2579xL5
其中y2(xL)为HVC上工作辊上表面曲线,xL为以工作辊轴向中点为横坐标原点,归一化方法表示,范围为[-1,1],根据上述公式,求得HVC上工作辊上表面曲线如图6所示。
因为HVC工作辊辊身长度为Lw=2380mm,支撑辊长度为Lb=2060mm,为此,在求解支撑辊曲线之前,需要对HVC工作辊曲线进行截取,具体为将HVC辊形曲线中点设为横坐标原点,并把两端超出支撑辊长度部分去掉,如图7所示。
取工作辊辊形叠加系数λ=0.75,通过步骤3中的公式可以得到和高次曲线工作辊匹配的支撑辊辊形曲线为:
yt(xb)=y1(xb)+0.5(0.6848+0.75)y2(xw)
xw=2060xb/2380
其中,yt(xb)为和高次曲线工作辊匹配的上支撑辊下表面的辊形曲线方程,单位mm,λ为工作辊辊形叠加系数,λ=0.75,xw为工作辊辊身和支撑辊长度对应部分的正则化坐标,以工作辊中点为原点,xw在[-2060/2380,2060/2380]内变化。基于如上公式,得到的和高次曲线工作辊匹配的上支撑辊辊形下表面曲线如图8所示。
步骤4:通过计算得到的上支撑辊辊形曲线,经过反对称处理,即得到下支撑辊下表面的辊形曲线:
yb(xb)=yt(-xb)
其中,yb(xb)为下支撑辊下表面的辊形曲线,单位mm。基于如上公式,得到的和高次曲线工作辊匹配的下支撑辊辊形下表面曲线如图9所示。
现场试验效果:如下表所示为该采用本发明专利设计的支撑辊辊形效果。可以看出,采用普通支撑辊,当轧制卷数为7674卷,轧制吨位为16.6万吨以后,由于支撑辊的严重不均匀磨损,导致板形调节失效,不得不进行换辊。而采用本发明专利设计新支撑辊辊形后,轧制公里数和轧机吨位将近提高了两倍以上,支撑辊的换辊周期从原
来的2周延长到4周,大大提高了生产效率,节约了轧辊消耗。
一种与高次曲线工作辊配合的支撑辊辊形通用设计方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。






动态评分
0.0