










专利摘要
本发明一种F+P型非调质钢的3D‑SPD超细晶棒材成形方法涉及超细晶制备技术领域,具体涉及一种F+P型非调质钢的3D‑SPD超细晶棒材成形方法,包括以下步骤:变形工具设计及变形参数的确定:首先初步设定变形工具形状及变形参数,并利用初步设定的变形工具形状及变形参数建立F+P型非调质钢棒材的3D‑SPD的有限元模型,通过计算,并提取经有限元计算后的F+P型非调质钢棒材心部的损伤值作为敏感性的判据;本发明晶粒细化效果远远优于目前钢厂通过纵轧生产的棒材。借助有限元模拟技术,以变形区内任意质点的损伤值<0.5为收敛条件来设计变形工具及参数,实现了对棒材心部裂纹的控制,对该种钢的生产具有重要的意义。
权利要求
1.一种F+P型非调质钢的3D-SPD超细晶棒材成形方法,其特征在于,包括以下步骤:
(1)变形工具设计及变形参数的确定:首先初步设定变形工具形状及变形参数,并利用初步设定的变形工具形状及变形参数建立F+P型非调质钢棒材的3D-SPD的有限元模型,通过计算,并提取经有限元计算后的F+P型非调质钢棒材心部的损伤值作为敏感性的判据,从而确定出变形区内变形工具的最优形状及最优变形参数,所述变形参数包括变形区内导板的参数及轧机辊面锥角α、送进角β、辗轧角γ、孔型椭圆度系数、辊距参数;
最优形状及最优变形参数判定方法如下:当所得到的损伤值大于等于0.5时,修改并调整变形工具形状及变形参数,直至得到的损伤值小于0.5时,该次输入的变形工具形状及变形参数即为最优形状及最优变形参数;
(2)变形工具工装加工制备及安装:根据已经确定的变形区内变形工具的最优形状及最优变形参数,设计轧辊及导板变形工具,设计辗轧角调整垫块,设计送进角调整工装,然后完成轧辊、导板、辗轧角调整垫块、送进角调整工装加工、制备、安装及调试;
(3)变形参数调整:安装调试完成以后,根据最优变形参数调整轧机辊面锥角α、送进角β、辗轧角γ、孔型椭圆度系数、辊距参数;
(4)坯料加热:将直径为40-90mm,长度为300-1000mm的坯料放置加热炉内,加热至727-800℃,加热时间t=D×(0.6-0.8)min计算得出,其中D为坯料的直径,单位为mm;
(5)3D-SPD成形:将加热后的坯料从加热炉转运至轧机导料槽内,转运时间8s,通过导料槽进行送料,将坯料送入轧辊之间的变形区,坯料在变形区内螺旋运动直至变形结束,全部脱离变形区,将轧制完成后的坯料进行空冷至室温。
2.如权利要求1所述一种F+P型非调质钢的3D-SPD超细晶棒材成形方法,其特征在于,第五步中,坯料在变形区内轧制时,送进角β>23°、辗轧角γ>14°、轧辊转速n<25r/min、孔型椭圆度系数<1.02。
3.如权利要求2所述一种F+P型非调质钢的3D-SPD超细晶棒材成形方法,其特征在于,第五步中,面缩率>70%、轧机辊面锥角α>4°、辊面粗化至粗糙度>6.4。
4.如权利要求3所述一种F+P型非调质钢的3D-SPD超细晶棒材成形方法,其特征在于,所述变形区为轧机上交叉设置的上轧辊和下轧辊及封堵在上轧辊和下轧辊两侧的导板之间的区域。
说明书
技术领域
本发明涉及超细晶制备技术领域,具体涉及一种F+P型非调质钢的3D-SPD超细晶棒材成形方法。
背景技术
近年来,超细晶/纳米晶材料由于其优异的性能受到了世界各国材料领域专家的关注。人们通过持续细化晶粒来不断提高多晶材料的强韧化水平,其中,尤其以剧烈塑性变形(Severe Plastic Deformation,简称SPD)技术的研究成果令人瞩目。目前,主流的SPD工艺包括高压扭转(HPT)、等通道挤压(ECAP)、累积叠轧(ARB)、多向锻造(MF)和扭转挤压(TE)五种方法。不过这些SPD方法也存在明显的局限性,主要表现在:
(1)剧烈变形区的渗透性差,仅发生在工件-模具或工件-工件表层附近,没有渗透到工件芯部,即变形区穿深小或穿深能力差,远远不能满足工业级大尺寸通体超细晶材料制备的要求。
(2)现有SPD技术在变形过程中,足够大的静水压力对于抑制裂纹等变形缺陷,约束材料自由变形以强化变形累积效果都具有重要作用,从而使现有各类SPD方法的成形载荷(平均单位压力达GPa级)远远高于常规塑性变形方法(一般为MPa级),严重制约了SPD技术在大尺寸块体材料制备领域中的工程应用。
非调质钢由于省去了耗能高的淬火和回火工序,具有节能、环保和降低成本的特点。发达国家已将非调质钢广泛应用于汽车行业。在当今大力提倡低碳经济的背景下,对非调质钢性能的提升无疑具有重要意义。目前,国内钢厂生产的非调质钢,其中F+P型非调质钢由于它使用合金元素少,生产工艺相对而言较为简单,大约占到了生产总量的60%以上。F+P型非调质钢为铁素体+珠光体型非调质钢,此类钢虽然强度较高,但韧性非常差,在轧制过程中极易产生开裂,成为技术难题。
公开号为CN 1667129A的中国专利公开了一种含硫易切削非调质钢的生产方法;公开号为CN 101255535的中国专利公开了一种Ca-S复合易切削非调质钢的生产方法;公开号为CN 105803308A的中国专利公开了一种含镁钙的45MnVS易切削非调质钢及其制造方法,以上方法主要通过添加合金元素,改变钢的化学成分配比以及轧制温度来制备非调质钢,致使成本增加。
发明内容
为了解决上述问题,本发明提供在轧制过程中有效防止开裂的一种F+P型非调质钢的3D-SPD超细晶棒材成形方法。
本发明一种F+P型非调质钢的3D-SPD超细晶棒材成形方法,包括以下步骤:
(1)变形工具设计及变形参数的确定:首先初步设定变形工具形状及变形参数,并利用初步设定的变形工具形状及变形参数建立F+P型非调质钢棒材的3D-SPD的有限元模型,通过计算,并提取经有限元计算后的F+P型非调质钢棒材心部的损伤值作为敏感性的判据,从而确定出变形区内变形工具的最优形状及最优变形参数,所述变形参数包括变形区内导板的参数及轧机辊面锥角α、送进角β、辗轧角γ、孔型椭圆度系数、辊距参数;
最优形状及最优变形参数判定方法如下:当所得到的损伤值大于等于0.5时,修改并调整变形工具形状及变形参数,直至得到的损伤值小于0.5时,该次输入的变形工具形状及变形参数即为最优形状及最优变形参数;
(2)变形工具工装加工制备及安装:根据已经确定的变形区内变形工具的最优形状及最优变形参数,设计轧辊及导板变形工具,设计辗轧角调整垫块,设计送进角调整工装,然后完成轧辊、导板、辗轧角调整垫块、送进角调整工装加工、制备、安装及调试;
(3)变形参数调整:安装调试完成以后,根据最优变形参数调整轧机辊面锥角α、送进角β、辗轧角γ、孔型椭圆度系数、辊距参数;
(4)坯料加热:将直径为40-90mm,长度为300-1000mm的坯料放置加热炉内,加热至727-800℃,加热时间t=D×(0.6-0.8)min计算得出,其中D为坯料的直径,单位为mm;
(5)3D-SPD成形:将加热后的坯料从加热炉转运至轧机导料槽内,转运时间8s,通过导料槽进行送料,将坯料送入轧辊之间的变形区,坯料在变形区内螺旋运动直至变形结束,全部脱离变形区,将轧制完成后的坯料进行空冷至室温。
优选地,第五步中,坯料在变形区内轧制时,送进角β>23°、辗轧角γ>14°、轧辊转速n<25r/min、椭圆度系数<1.02。
优选地,第五步中,面缩率>70%、变形区辊面锥角α>4°、辊面粗化至粗糙度>6.4。
优选地,变形区为轧机上交叉设置的上轧辊和下轧辊及封堵在上轧辊和下轧辊两侧的导板之间的区域。
本发明具有如下有益效果:
(1)本发明提供了一种F+P型非调质钢的新的棒材成形方法,晶粒细化效果远远优于目前钢厂通过纵轧生产的棒材。
(2)借助有限元模拟技术,以变形区内任意质点的损伤值<0.5为收敛条件来设计变形工具及参数,实现了对棒材心部裂纹的控制,对该种钢的生产具有重要的意义。
附图说明
图1为F+P型非调质钢棒材的3D-SPD有限元模型。
图2为图1的俯视图。
图3为本发明轧制过程中变形区示意图。
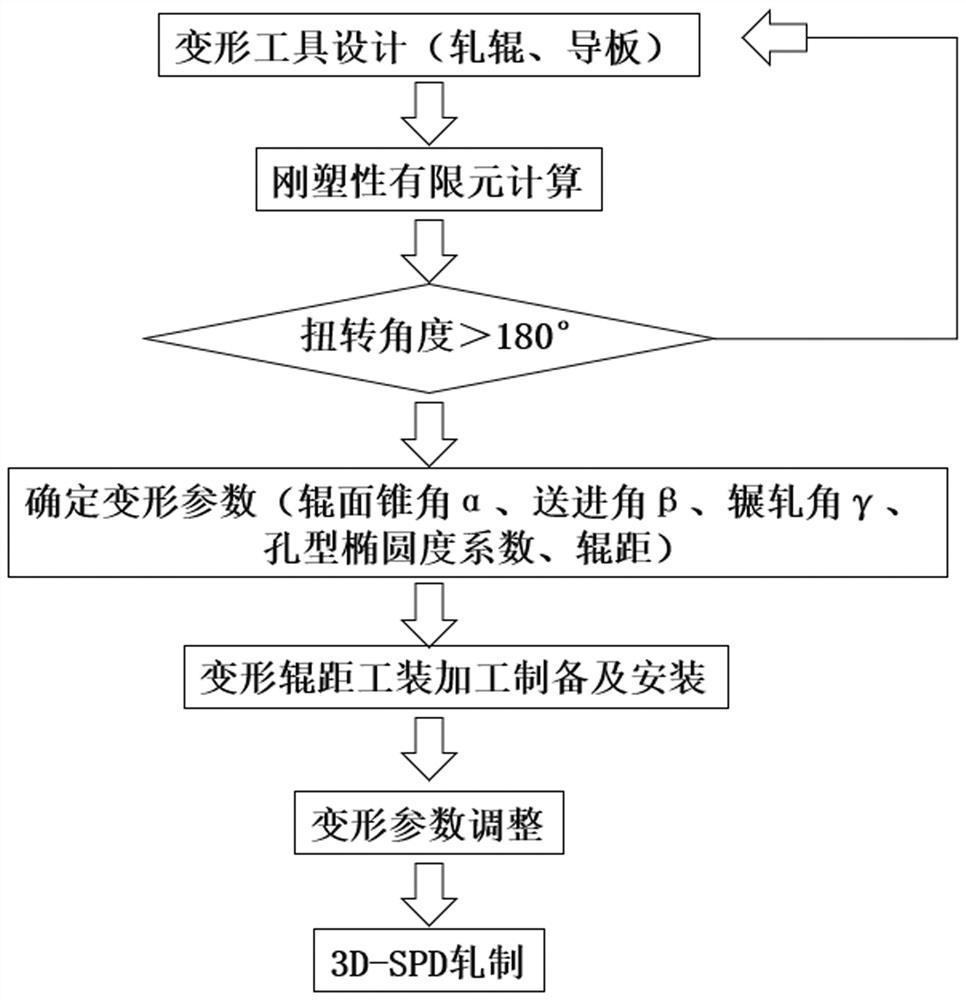
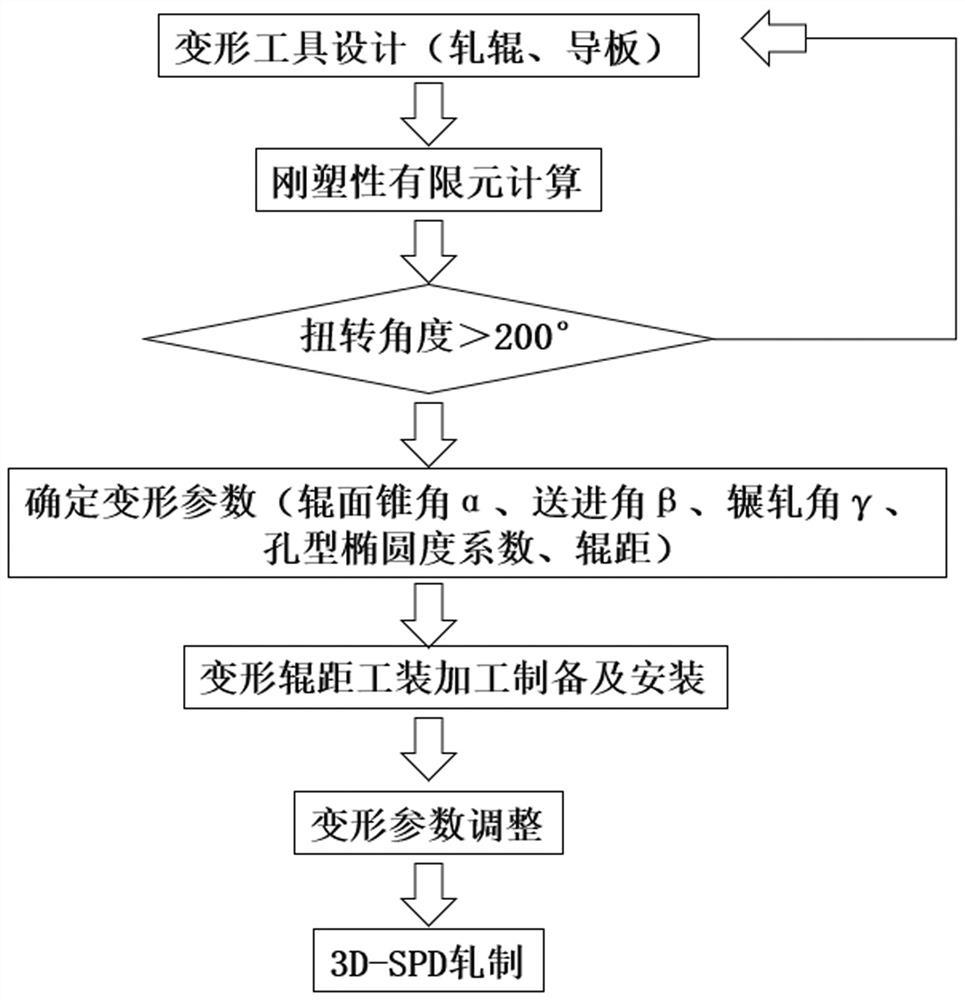
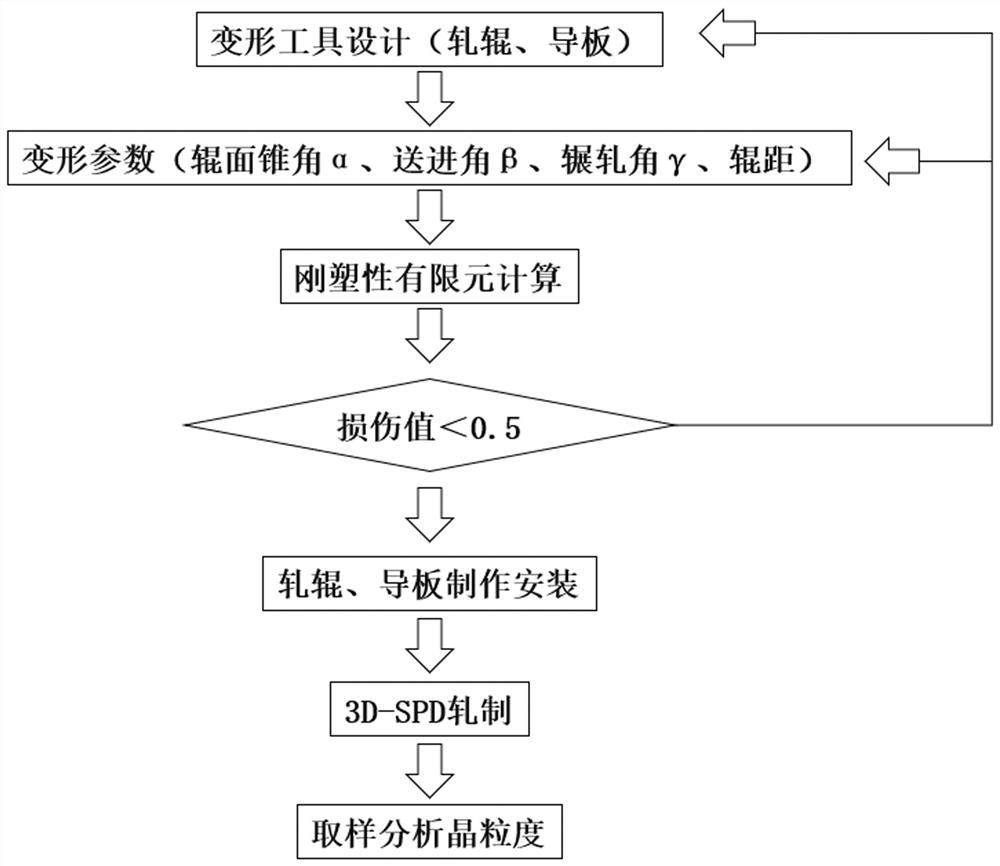
图4为本发明流程示意图。
图5为实施例一的有限元模拟结果照片。
图6为实施例一中棒材轧后横纵剖面照片。
图7为实施例一中F45MnVS棒料原始组织示意图。
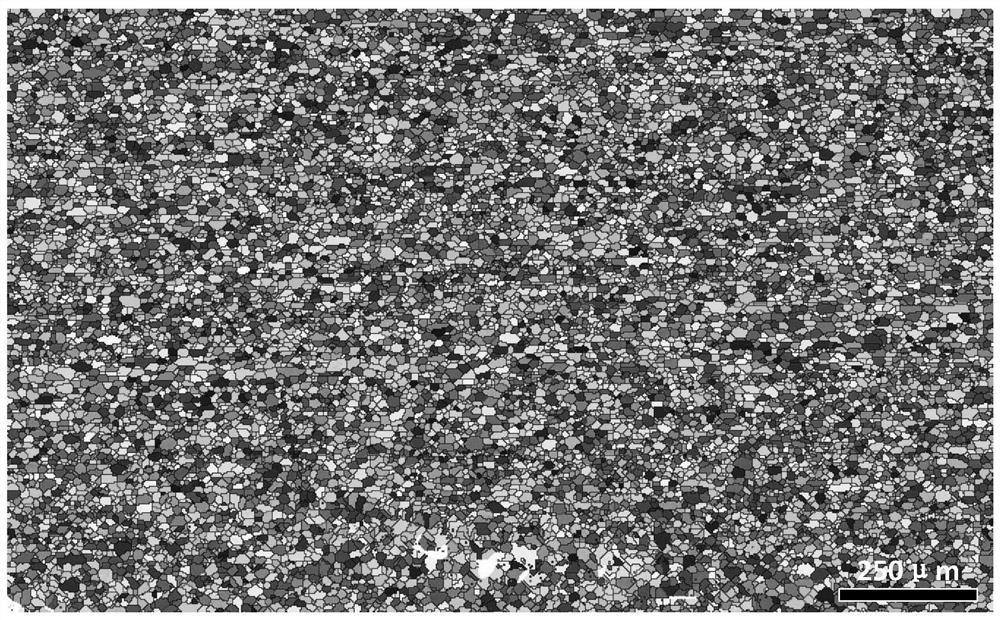
图8为实施例一中F45MnVS棒料轧制后组织示意图。
附图标记:1-坯料,2-轧辊,3-导板。
具体实施方式
本发明一种F+P型非调质钢的3D-SPD超细晶棒材成形方法,包括以下步骤:
(1)变形工具设计及变形参数的确定:首先初步设定变形工具形状及变形参数,并利用初步设定的变形工具形状及变形参数建立F+P型非调质钢棒材的3D-SPD的有限元模型,通过计算,并提取经有限元计算后的F+P型非调质钢棒材心部的损伤值作为敏感性的判据,从而确定出变形区内变形工具的最优形状及最优变形参数,所述变形参数包括变形区内导板3的参数及轧机辊面锥角α、送进角β、辗轧角γ、孔型椭圆度系数、辊距参数;
最优形状及最优变形参数判定方法如下:当所得到的损伤值大于等于0.5时,修改并调整变形工具形状及变形参数,直至得到的损伤值小于0.5时,该次输入的变形工具形状及变形参数即为最优形状及最优变形参数;
(2)变形工具工装加工制备及安装:根据已经确定的变形区内变形工具的最优形状及最优变形参数,设计轧辊2及导板变形工具,设计辗轧角调整垫块,设计送进角调整工装,然后完成轧辊2、导板3、辗轧角调整垫块、送进角调整工装加工、制备、安装及调试;
(3)变形参数调整:安装调试完成以后,根据最优变形参数调整轧机辊面锥角α、送进角β、辗轧角γ、孔型椭圆度系数、辊距参数;
(4)坯料1加热:将直径为40-90mm,长度为300-1000mm的坯料1放置加热炉内,加热至727-800℃,加热时间t=D×(0.6-0.8)min计算得出,其中D为坯料1的直径,单位为mm;
(5)3D-SPD成形:将加热后的坯料1从加热炉转运至轧机导料槽内,转运时间8s,通过导料槽进行送料,将坯料1送入轧辊2之间的变形区,坯料1在变形区内螺旋运动直至变形结束,全部脱离变形区,将轧制完成后的坯料1进行空冷至室温。
第五步中,坯料1在变形区内轧制时,送进角β>23°、辗轧角γ>14°、轧辊2转速n<25r/min、椭圆度系数<1.02。
第五步中,面缩率>70%、变形区辊面锥角α>4°、辊面粗化至粗糙度>6.4。
变形区为轧机上交叉设置的上轧辊和下轧辊及封堵在上轧辊和下轧辊两侧的导板3之间的区域。
在成形过程中,变形体在三维空间发生了剧烈的扭转和压缩复合塑性变形,命名该方法为三维剧烈塑性变形法,命名为三维超大塑性变形法,简称3D-SPD成形法,英文:3Dimensional Severe Plastic Deformation,简称3D-SPD。
实施例一
下面通过具体示例详细说明本发明的示例性实施例。下面的示例以坯料1规格为50mm×600mm的F45MnVS棒料为例,然而,本发明不限于此,也可通过本发明的方法生产其他规格的棒材。
本示例的生产过程如下:
(1)变形工具形状设计及变形参数的确定: F+P型非调质钢棒材的3D-SPD有限元模型,具体如图1所示,变形参数设置为如下表所示,其中轧辊2大端直径D为410mm,轧辊2端直径d为260mm;通过有限元计算得到序号6的棒料心部损伤值大小为0.45,如图5所示,满足不产生裂纹的收敛条件,并确定出最终参数:送进角24°、辗轧角21°、辊面锥角4°、径缩率50%、变形区内导板3的最优等椭圆度系数为1.02。
。
(2)变形工具工装加工制备及安装:根据最佳工艺参数,设计轧辊2及导板变形工具,辊面粗化至粗糙度>6.4,设计辗轧角调整垫块,设计送进角调整工装,然后完成轧辊2、导板3、辗轧角调整垫块、送进角调整工装加工、制备、安装及调试,其中,轧辊2上下交叉配置,导板3前后布置,辗轧角调整垫块和送进角调整工装辅助轧辊2安装;
(3)变形参数调整:安装调试完成以后,轧制过程的工艺参数调整为:轧机的送进角24°;辗轧角21°;面缩率为75%;轧辊2转速20r/min;
(4)坯料1加热:将直径为50mm,长度为300mm的F45MnVS圆柱坯料1放置加热炉内,加热至750℃,保温时间为30min计;
(5)3D-SPD成形:将加热后的坯料1从加热炉转运至轧机导料槽内,转运时间8s,通过导料槽进行送料,将坯料1送入轧辊2之间的变形区,坯料1在变形区内螺旋运动直至变形结束,全部脱离变形区,将轧制完成后的坯料1进行空冷至室温。
轧后棒料横纵剖面如图6所示,均未发现裂纹,其原始组织如图7所示,晶粒平均尺寸为170μm;采用本发明法,图8为轧后典型晶粒图,其中晶粒尺寸为0.9μm左右,晶粒细化程度为99.5%。
一种F+P型非调质钢的3D-SPD超细晶棒材成形方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。











动态评分
0.0