

IPC分类号 : B21B1/38,B21B9/00,B21B47/00,B21B37/46,B21B37/58,B21B37/74,B21B37/00








专利摘要
本发明公开了一种Al/Cu/Mg复合板材轧制制备方法,包括如下步骤:1)对铝合金或纯铝坯料、镁合金坯料进行均匀化处理;2)在铝合金或纯铝坯料、镁合金坯料和横向铜网上相对应的位置开槽;3)将铝合金或纯铝坯料、镁合金坯料去除表面的氧化层,并进行表面打毛处理,然后用超声波清洗机加无水乙醇清洗并吹干,防止复合材料界面结合处有杂质;4)将坯料按铝合金或纯铝坯料、横向铜网、镁合金坯料、横向铜网、铝合金或纯铝坯料的顺序堆叠在一起,并在堆叠在一起的坯料槽中插入纵向铜网,形成组合坯料;5)冷轧;6)热轧;7)叠轧。本发明既可以提高镁铝复合板的界面结合强度,也能增加材料的抗冲击韧性,从而提高复合材料的综合力学性能。
权利要求
1.一种Al/Cu/Mg复合板材轧制制备方法,包括如下步骤:
1)将铝合金或纯铝坯料、镁合金坯料放入热处理炉中进行均匀化处理;
2)在铝合金或纯铝坯料、镁合金坯料和横向铜网上相对应的位置开槽;使得铝合金或纯铝坯料、镁合金坯料和横向铜网堆叠后,铝合金或纯铝坯料、镁合金坯料和横向铜网上的槽能够重合;
3)将铝合金或纯铝坯料、镁合金坯料去除表面的氧化层,并对铝合金或纯铝坯料、镁合金坯料表面打毛;所用坯料用超声波清洗机加无水乙醇清洗,然后使用风扇或吹风机对洗过的坯料进行干燥处理,防止界面结合处有杂质;
4)将坯料按铝合金或纯铝坯料、横向铜网、镁合金坯料、横向铜网、铝合金或纯铝坯料的顺序堆叠在一起,并在堆叠在一起的坯料槽中插入纵向铜网,形成组合坯料;然后用锡箔纸将复合坯料包严;
5)将步骤4得到的物料置于轧机冷轧,轧机轧辊的转速为10-40r/min,压下量为10%~15%;
6)冷轧后的复合板材重新用锡箔纸包严,在真空或具有还原性保护气体的条件下,加热至350℃~500℃,保温时间为20~60min,使复合板材受热均匀,进行压下量为50%~65%的热轧变形,空冷至室温;
7)叠轧,叠轧具体操作如下:将步骤6)得到的复合板材去除表面的氧化层,并将复合板材表面打毛,再用无水乙醇冲洗并吹干;将两块复合板材叠放在一起,并进行端部铆接固定;用锡箔纸包严,在真空或具有还原性保护的条件下,加热温度至350℃~500℃,保温时间为20~60min,使复合板材受热均匀,进行压下量为45%~55%的轧制变形;
将该步骤新得到的复合板材替代步骤6)得到的复合板材,多次重复复合板材的叠轧。
2.根据权利要求1所述的Al/Cu/Mg复合板材轧制制备方法,步骤1)中铝合金或纯铝坯料坯料均匀化处理的温度为465℃~485℃,保温时间为12~24h,然后水冷至室温;镁合金坯料均匀化处理温度为350℃~450℃,保温时间为12~18h,然后水冷至室温。
3.根据权利要求1所述的Al/Cu/Mg复合板材轧制制备方法,步骤1)中铝合金坯料采用AA5052或AA6061系列铝合金板中的一种制成,纯铝坯料采用AA1060系列铝板中的一种制成;所述铝合金或纯铝坯料板的厚度为1~4mm;镁合金坯料采用AZ31、AZ61或AZ80系列镁合金板中的一种制成;所述镁合金板的厚度为1~4mm。
4.根据权利要求1所述的Al/Cu/Mg复合板材轧制制备方法中,步骤2)中铝合金或纯铝坯料、镁合金坯料或横向铜网所开的槽从铝合金或纯铝坯料、镁合金坯料或横向铜网上表面贯通下表面,槽与水平方向呈一定角度。
5.根据权利要求1所述的Al/Cu/Mg复合板材轧制制备方法,所述的横向铜网和纵向铜网选用紫铜网,丝直径为0.05~0.5mm,孔直径/边长为0.5~6mm,孔的结构形状为圆形或多边形;纵向铜网等间距设置,相邻的纵向铜网之间的距离为5~30mm。
6.根据权利要求1所述的Al/Cu/Mg复合板材轧制制备方法,步骤3)中将铝合金或纯铝坯料、镁合金坯料采用砂纸打磨去除坯料表面的氧化层;使用钢丝刷子机对铝合金或纯铝坯料、镁合金坯料的表面打毛处理,使其表面具有均匀分布的针尖状小坑。
7.根据权利要求1所述的Al/Cu/Mg复合板材轧制制备方法,步骤7)中将复合板材采用砂纸打磨去除表面的氧化层;使用钢丝刷子机进行复合板的表面打毛处理,使其表面具有均匀分布的针尖状小坑。
说明书
技术领域
本发明属于复合材料生产技术领域,具体是涉及一种 Al/Cu/Mg复合板材轧制制备方法。
背景技术
镁及镁合金具有密度小(约1.7g/cm
发明内容
为了解决上述问题,本发明提供一种既能够增强镁铝复合板材的界面结合强度,又能够提高板材的抗冲击性能的Al/Cu/Mg复合板材轧制制备方法,从而综合提高复合材料的力学性能。
本发明采用的技术方案是:
一种Al/Cu/Mg复合板材轧制制备方法,包括如下步骤:
1)将铝合金或纯铝坯料、镁合金坯料放入热处理炉中进行均匀化处理;
2)在铝合金或纯铝坯料、镁合金坯料和横向铜网上相对应的位置开槽;使得铝合金或纯铝坯料、镁合金坯料和横向铜网堆叠后,铝合金或纯铝坯料、镁合金坯料和横向铜网上的槽能够重合;
3)将铝合金或纯铝坯料、镁合金坯料去除表面的氧化层,并对铝合金或纯铝坯料、镁合金坯料打毛;所用坯料用超声波清洗机加无水乙醇进行清洗,然后使用风扇或吹风机对洗过的板面进行干燥处理,防止界面结合处有杂质;
4)将坯料按铝合金或纯铝坯料、横向铜网、镁合金坯料、横向铜网、铝合金或纯铝坯料的顺序堆叠在一起,并在堆叠在一起的坯料槽中插入纵向铜网,形成组合坯料;然后用锡箔纸将板块包严;
5)将步骤4得到的物料置于轧机冷轧,轧机轧辊的转速为10-40r/min,压下量为10%~15%;
6)冷轧后的复合板材重新用锡箔纸包严,在真空或具有还原性保护气体的条件下,加热至350℃~500℃,保温时间20~60min,使复合板材受热均匀,进行压下量为50%~65%的热轧变形,空冷至室温;
7)叠轧,叠轧具体操作如下:将步骤6)得到的复合板材去除表面的氧化层,并将复合板材表面打毛,再用无水乙醇进行冲洗吹干;将两块复合板材叠放在一起,并进行端部铆接固定;并用锡箔纸包严,在真空或具有还原性保护的条件下,加热温度至350℃~500℃,保温时间为20~60min,使复合板材受热均匀,进行压下量为45%~55%的轧制变形;将该步骤新得到的复合板材替代步骤6)得到的复合板材,多次重复复合板材的叠轧。
上述的Al/Cu/Mg复合板材轧制制备方法中,步骤1)中铝合金或纯铝坯料坯料均匀化处理的温度为465℃~485℃,时间12~24h,然后水冷至室温;镁合金坯料均匀化处理温度为350℃~450℃,时间为12~18h,然后水冷至室温。
上述的Al/Cu/Mg复合板材轧制制备方法中,步骤1)中铝合金坯料采用AA5052或AA6061系列铝合金板中的一种制成,纯铝坯料采用AA1060系列铝板中的一种制成;所述铝合金或纯铝坯料板的厚度为1~4mm;镁合金坯料采用AZ31、AZ61或AZ80系列镁合金板中的一种制成;所述镁合金板的厚度为1~4mm。
上述的Al/Cu/Mg复合板材轧制制备方法中,步骤2)中铝合金或纯铝坯料、镁合金坯料或横向铜网所开的槽从铝合金或纯铝坯料、镁合金坯料或横向铜网上表面贯通下表面,槽与水平方向呈一定角度。
上述的Al/Cu/Mg复合板材轧制制备方法中,所述的横向铜网和纵向铜网选用紫铜网,丝直径为0.05~0.5mm,孔直径/边长为0.5~6mm,孔的结构形状为圆形或多边形;纵向铜网等间距设置,相邻的纵向铜网之间的距离为5~30mm。
上述的Al/Cu/Mg复合板材轧制制备方法中,步骤3)中将铝合金或纯铝坯料、镁合金坯料采用砂纸打磨去除表面的氧化层;使用钢丝刷子机进行铝合金或纯铝坯料、镁合金坯料的表面进行打毛处理,使其表面具有均匀分布的针尖状小坑。
上述的Al/Cu/Mg复合板材轧制制备方法中,步骤7)中将复合板材表面采用砂纸打磨去除氧化层;使用钢丝刷子机进行复合板的表面打毛处理,使其表面具有均匀分布的针尖状小坑。
与现有技术相比,本发明的有益效果是:
本发明在铝合金或纯铝坯料、镁合金坯料的界面结合处增加横向铜网堆叠在一起,并在堆叠坯料的纵向增加纵向铜网,形成组合坯料,轧制变形后使得复合板材界面处的铜网在铝合金或纯铝坯料、镁合金坯料之间相互结合,互相交缠,交叉粘结在一起,极大增加了界面结合处的表面积,这种方式使复合板材达到了铝合金或纯铝轻量化效果,增强了镁合金的耐腐蚀能力,并且提高了镁铝复合板材的界面结合强度,叠轧使复合材料具有多层三维空间网状结构,增加了材料的抗冲击性能,使其达到吸能的效果,从而提高了复合材料的综合力学性能。
附图说明
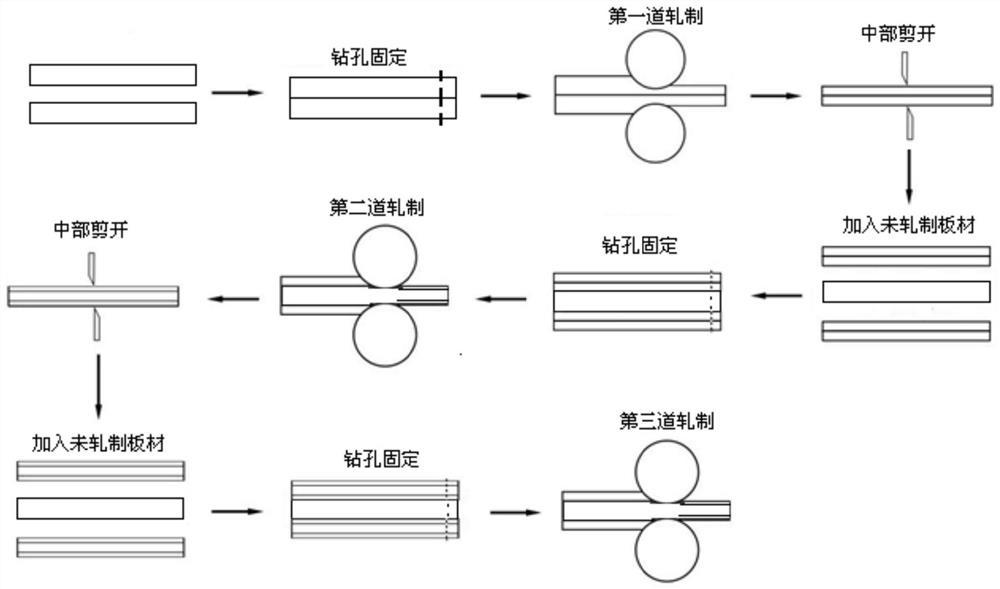
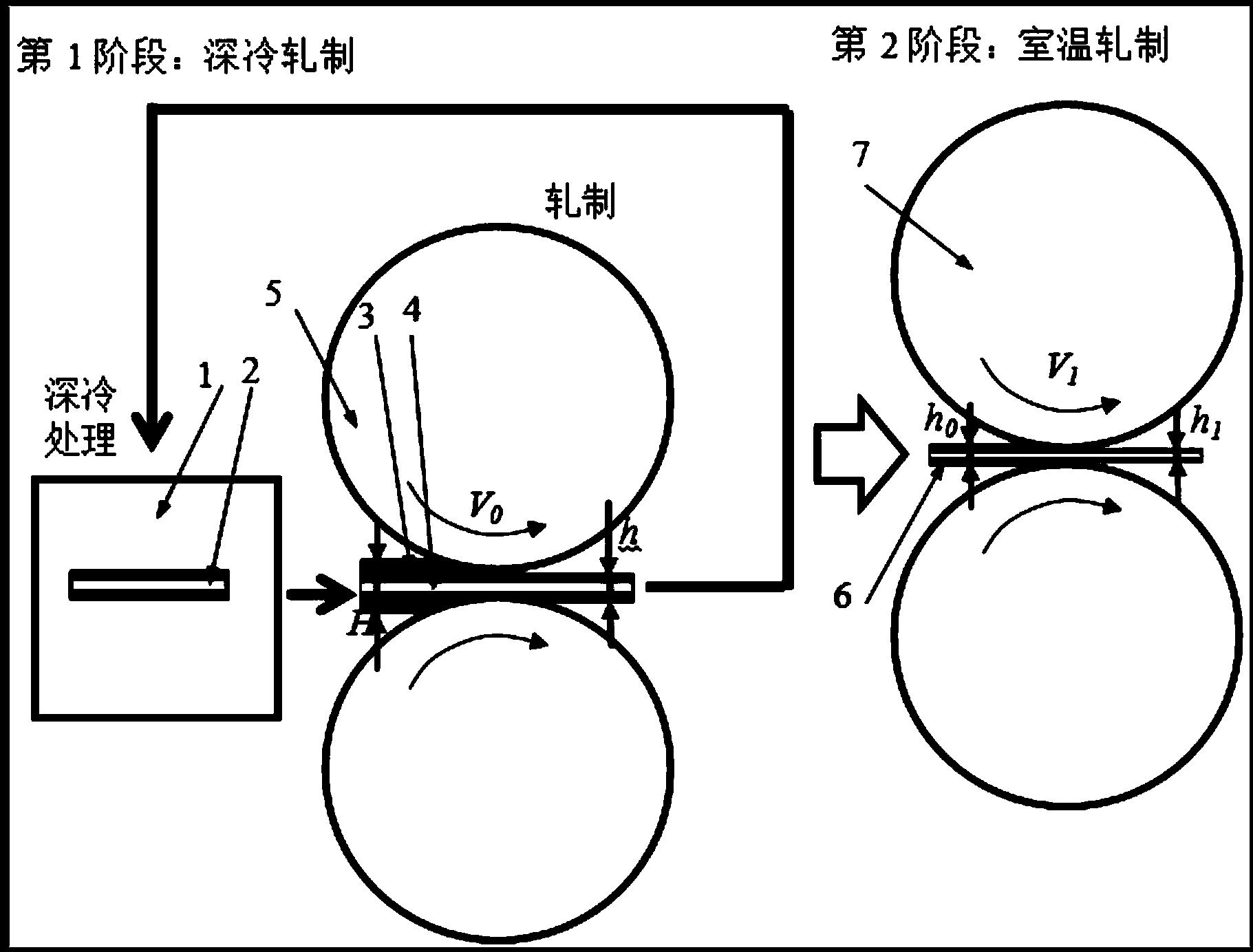
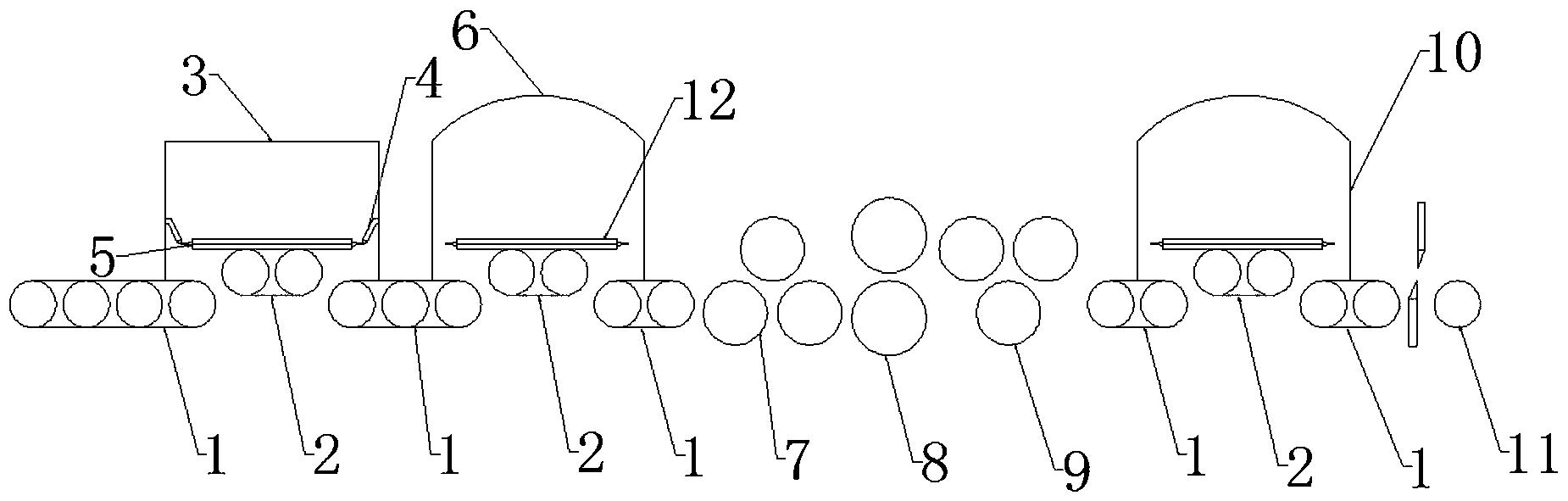
图1是本发明的流程图。
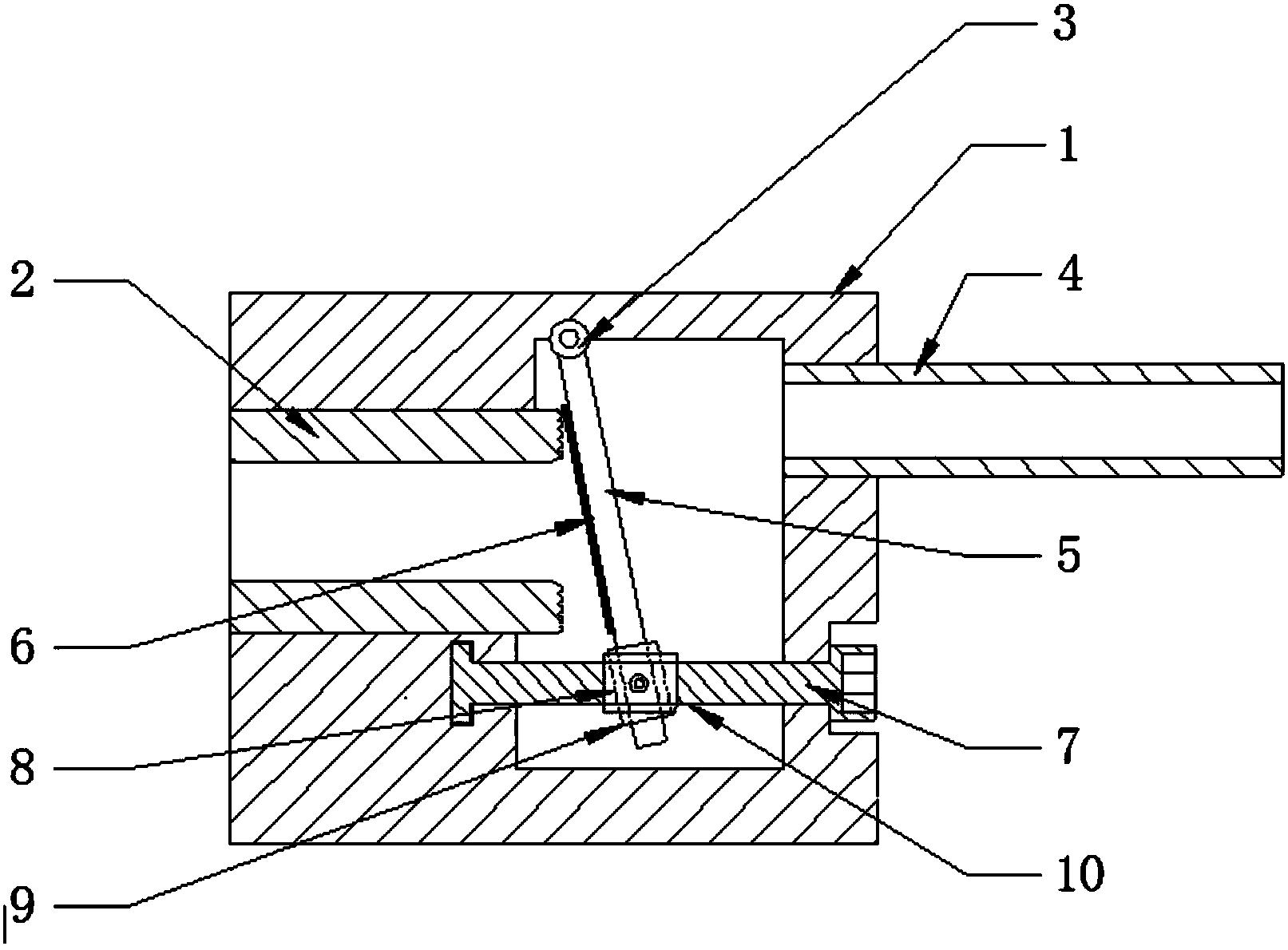
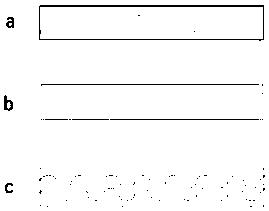
图2是本发明叠轧前的复合板材的主视图。
图3是本发明叠轧前的复合板材的俯视图。
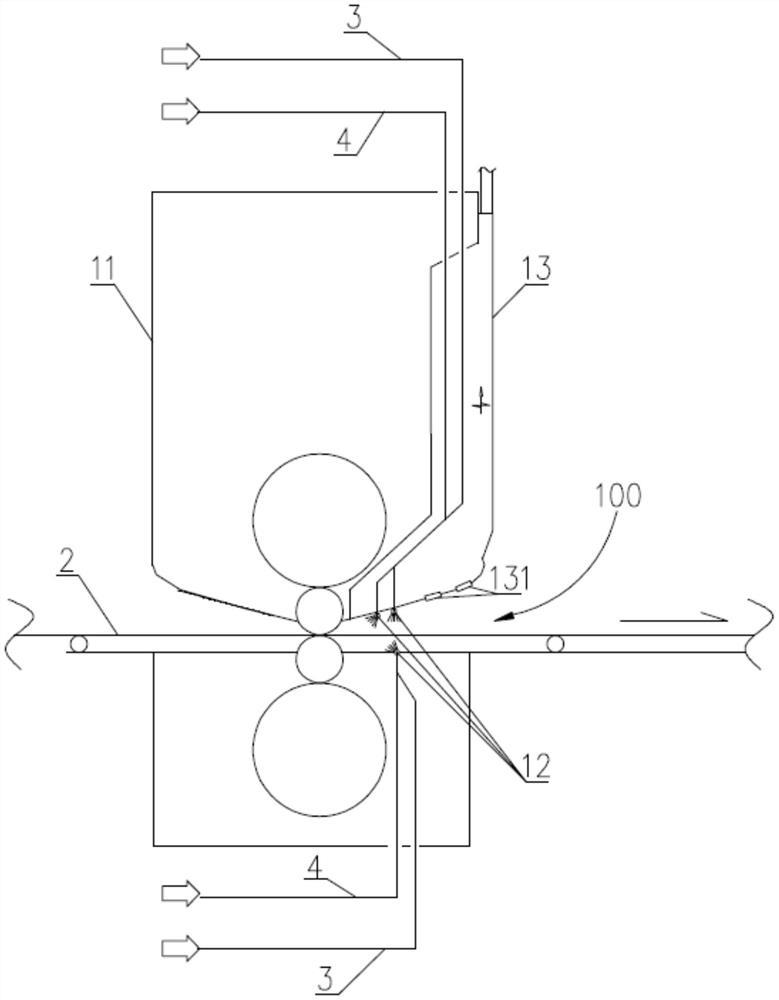
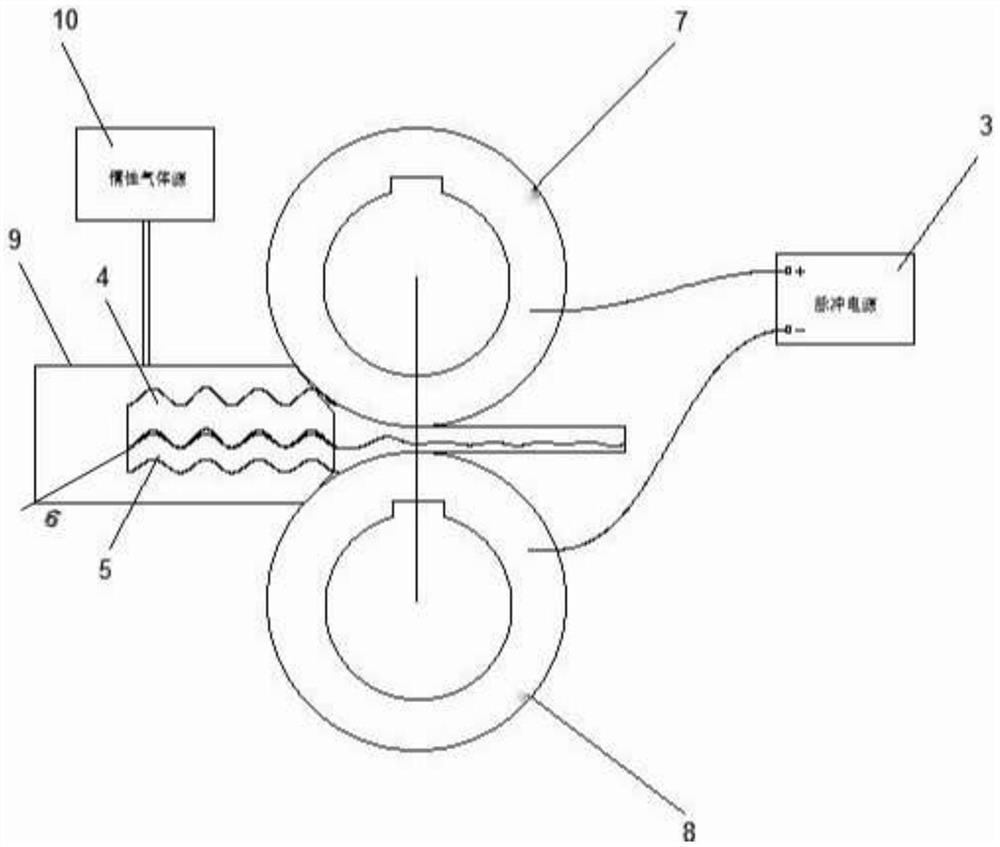
图4是轧制变形区与铝/铜/镁复合板材结构示意图。
具体实施方式
下面结合实施例对本发明做进一步说明。
实施例1
一种Al/Cu/Mg复合板材轧制制备方法,包括如下步骤:
(1)选用纯铝坯料(采用AA1060系列铝板中的一种制成)1、镁合金坯料(采用AZ80系列镁合金板中的一种制成)2尺寸规格为60mm×20mm×2mm,横向铜网(紫铜网)3的尺寸规格为60mm×20mm,纵向铜网(紫铜网)4的尺寸规格为20mm×6.4mm,丝直径都为0.2mm,孔的结构形状正方形,孔边长为3mm。
(2)均匀化热处理:将纯铝坯料1放入热处理炉中,在475℃均匀化处理18h,然后将其取出放入25℃的纯净水中进行水冷至室温;将镁合金坯料2放入热处理炉中,在400℃均匀化处理15h,然后将其取出放入25℃的纯净水中进行水冷至室温。
(3)坯料处理:在纯铝坯料1、镁合金坯料2和横向铜网3上相对应的位置开槽,槽间间距为15mm,槽与水平方向呈一定45°,所开槽在纯铝坯料1、镁合金坯料2和横向铜网3平面上的尺寸规格为20mm×0.2mm,槽从上表面贯通到下表面,使得纯铝坯料1、镁合金坯料2和横向铜网3堆叠后槽可以重合,方便纵向铜网4的放置。
(4)坯料表面处理:采用砂纸打磨的方法去除纯铝坯料1、镁合金坯料2表面的氧化皮,使用钢丝刷子机进行纯铝坯料1、镁合金坯料2的表面打毛处理,使其表面具有均匀分布的针尖状小坑;并用超声波清洗机加入无水乙醇进行清洗,用吹风机吹干,防止界面结合处有杂质。
(5)复合材料的叠放:将坯料按纯铝坯料1、横向铜网3、镁合金坯料2、横向铜网3、纯铝坯料1的顺序堆叠在一起,并在堆叠在一起的坯料槽中插入纵向铜网4;然后用锡箔纸将板块包严。
(6)冷轧:将步骤(5)得到的物料置于轧机冷轧,轧机轧辊的转速为25r/min,压下量为13%。
(7)热轧:将冷轧后的复合板重新用锡箔纸包严,减少在后续加热和轧制过程中的氧化,将叠放好的材料放入真空马弗炉中,加热升温到420℃,保温40min,取出材料进行压下量为60%的轧制处理。
(8)叠轧,叠轧具体操作如下:将步骤(7)得到的复合板材采用砂纸打磨去除表面的氧化层,用钢丝刷子机将复合板材表面打毛,使其表面具有均匀分布的针尖状小坑;用无水乙醇清洗干净并用吹风机吹干,防止界面结合处有杂质,将两块复合板材叠放在一起,并进行端部铆接固定;然后用锡箔纸包严,放入真空马弗炉中,加热升温到420℃,保温40min,取出材料进行压下量为50%的叠轧;
将该步骤新得到的复合板材替代步骤(7)得到的复合板材,重复2次复合板材的叠轧。
实施例2
一种Al/Cu/Mg复合板材轧制制备方法,包括如下步骤:
(1)选用铝合金坯料(采用AA6061系列铝合金板中的一种制成) 1、镁合金坯料(采用AZ61系列镁合金板中的一种制成) 2的尺寸为60mm×20mm×1mm,横向铜网3(紫铜网)的尺寸规格为60mm×20mm,纵向铜网4(紫铜网)的尺寸规格为50mm×3.1mm,丝直径都为0.05mm,孔的结构形状正五边形,孔边长为0.5mm。
(2)均匀化热处理:将铝合金坯料1放入热处理炉中,在465℃均匀化处理24h,然后将其取出放入25℃的纯净水中进行水冷至室温;将镁合金坯料2放入热处理炉中,在350℃均匀化处理18h,然后将其取出放入25℃的纯净水中进行水冷至室温。
(3)坯料处理:在铝合金坯料1、镁合金坯料2和横向铜网3上相对应的位置开槽,所开的槽在铝合金坯料1、镁合金坯料2和横向铜网3平面上的规格尺寸为50mm×0.05mm,槽与水平方向呈0°,槽间间距为5mm,槽从上表面贯通到下表面,使得铝合金坯料1、镁合金坯料2和横向铜网堆叠后槽可以重合,方便纵向铜网的放置。
(4)坯料表面处理:采用砂纸打磨的方法去除铝合金坯料1、镁合金坯料2表面的氧化皮,使用钢丝刷子机进行铝合金坯料1、镁合金坯料2的表面打毛处理,使其表面具有均匀分布的针尖状小坑;用超声波清洗机加无水乙醇进行清洗,用吹风机吹干,防止界面结合处有杂质。
(5)复合材料的叠放:将坯料按铝合金坯料1、横向铜网3、镁合金坯料2、横向铜网3、铝合金坯料1的顺序堆叠在一起,并在堆叠在一起的坯料槽中插入纵向铜网4;然后用锡箔纸将板块包严。
(6)冷轧:将步骤(5)得到的物料置于轧机冷轧,轧机轧辊的转速为10r/min,压下量为10%。
(7)热轧:将冷轧后的复合板重新用锡箔纸包严,减少在后续加热和轧制过程中的氧化,将叠放好的材料放入真空马弗炉中,加热升温到350℃,保温20min,取出材料进行压下量为50%的轧制处理。
(8)叠轧,叠轧具体操作如下:将步骤(7)得到的复合板材采用砂纸打磨去除表面的氧化层,用钢丝刷子机将复合板材表面打毛,使其表面具有均匀分布的针尖状小坑;用无水乙醇冲洗干净并用吹风机吹干,防止界面结合处有杂质;将两块复合板材叠放在一起,并进行端部铆接固定;然后用锡箔纸包严,放入真空马弗炉中,加热升温到350℃,保温20min,取出材料进行压下量为45%的叠轧;
将该步骤新得到的复合板材替代步骤(7)得到的复合板材,重复2次复合板材的叠轧。
实施例3
一种Al/Cu/Mg复合板材轧制制备方法,包括如下步骤:
(1)选用铝合金坯料(采用AA5052系列铝合金板中的一种制成)1、镁合金坯料(采用AZ31系列镁合金板中的一种制成)2的尺寸为60mm×20mm×4mm,横向铜网(紫铜网)3的尺寸规格为60mm×20mm,纵向铜网(紫铜网)4的尺寸规格为15mm×13mm,丝直径都为0.5mm,孔的结构形状圆形,孔圆直径为6mm。
(2)均匀化热处理:将铝合金坯料1放入热处理炉中,在485℃均匀化处理12h,然后将其取出放入25℃的纯净水中进行水冷至室温;将镁合金坯料2放入热处理炉中,在450℃均匀化处理12h,然后将其取出放入25℃的纯净水中进行水冷至室温。
(3)坯料处理:在铝合金坯料1、镁合金坯料2和横向铜网3上相对应的位置开槽,所开槽在铝合金坯料1、镁合金坯料2和横向铜网3上平面的尺寸规格为15mm×0.5mm,槽与水平方向呈90°,槽间间距为30mm,槽从上表面贯通到下表面,使得铝合金坯料1、镁合金坯料2和横向铜网3堆叠后槽可以重合,方便纵向铜网4的放置。
(4)坯料表面处理:采用砂纸打磨的方法去除铝合金坯料1、镁合金坯料2表面的氧化皮,使用钢丝刷子机进行铝合金坯料1、镁合金坯料2的表面打毛处理,使其表面具有均匀分布的针尖状小坑;并用超声波清洗机加入无水乙醇进行清洗,用吹风机吹干,防止界面结合处有杂质。
(5)将坯料按铝合金坯料1、横向铜网3、镁合金坯料2、横向铜网3、铝合金坯料1的顺序堆叠在一起,并在堆叠在一起的坯料槽中插入纵向铜网4;然后用锡箔纸将板块包严。
(6)冷轧:将步骤(5)得到的物料置于轧机冷轧,轧机轧辊的转速为40r/min,压下量为15%。
(7)热轧:将冷轧后的复合板重新用锡箔纸包严,减少在后续加热和轧制过程中的氧化,将叠放好的材料放入真空马弗炉中,加热升温到500℃,保温60min,取出材料进行压下量为65%的轧制处理。
(8)叠轧,叠轧具体操作如下:将步骤(7)得到的复合板材采用砂纸打磨去除表面的氧化层,用钢丝刷子机将复合板材表面打毛,使其表面具有均匀分布的针尖状小坑;用无水乙醇冲洗干净并用吹风机吹干,防止界面结合处有杂质,将两块复合板材叠放在一起,并进行端部铆接固定;然后用锡箔纸包严,放入真空马弗炉中,加热升温到500℃,保温60min,取出材料进行压下量为55%的叠轧;
将该步骤新得到的复合板材替代步骤(7)得到的复合板材,重复2次复合板材的叠轧。
Al/Cu/Mg复合板材轧制制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。












动态评分
0.0