






专利摘要
本发明公开的阶梯式旋转挤压内环筋的复合成形方法,该方法涉及一种阶梯式旋转挤压内环筋的复合成形模具,该模具包括挤压机、顶出缸、分体凸模、斜锲、转动装置、径向滑动组件和凹模;所述分体凸模包括左凸模和右凸模,所述分体凸模的外侧壁形成预成形模膛和终成形模膛,预成形模膛位于终成形模膛的上方,凹模具有型腔,型腔供筒形件坯料放置。本案先进行一道次旋转挤压预成形成形出筒体内壁的金属聚集带,再二道次进行旋转挤压终成形成形内环筋的成形方式更有利于将筒体内壁金属向内环筋处转移,成形出的内环筋更高、更饱满,而且省去了更换模具的工序,提升了生产效率。
权利要求
1.阶梯式旋转挤压内环筋的复合成形方法,该方法涉及一种阶梯式旋转挤压内环筋的复合成形模具,该模具包括挤压机、顶出缸、分体凸模、斜楔、转动装置、径向滑动组件和凹模;所述分体凸模包括左凸模和右凸模,左凸模、右凸模分别通过径向滑动组件连接在挤压机下方,挤压机带动分体凸模轴向进给;所述斜楔内置于左凸模、右凸模之间,斜楔的下端呈子弹头状,斜楔的上端连接顶出缸,通过顶出缸带动斜楔上下移动,从而控制分体凸模的开合,当斜楔下移时,子弹头状的下端撑开左凸模、右凸模,当斜楔上移复位时,左凸模、右凸模合并;所述分体凸模的外侧壁形成预成形模膛和终成形模膛,预成形模膛位于终成形模膛的上方,所述凹模连接转动装置,转动装置带动凹模绕凹模中心轴转动,凹模具有型腔,型腔供筒形件坯料放置,该方法包括以下步骤:
S1成形前准备:先将模具按上述安装关系装配完成,再将凹模型腔、分体凸模加热后均匀涂抹润滑剂,接着将筒形件坯料加热后放入凹模型腔内,并将筒形件坯料均匀涂抹润滑剂;
S2成形过程:转动装置开启带动凹模旋转,凹模带动筒形件坯料保持恒定角速度旋转,挤压机带动分体凸模下行,当预成形模膛对应筒形件坯料内壁的内环筋成形位置后停止,此时预成形模膛中心对准需要成形的内环筋中心;凹模保持旋转运动,顶出缸带动斜楔向下运动撑开分体凸模,使左凸模和右凸模径向运动挤压筒体内壁,筒体内壁金属受侧向挤压力流入预成形模膛中,形成金属聚集带;当左凸模和右凸模径向位移到达筒体指定的内环筋成形位置后停止运动,凹模继续旋转一圈,完成一道次成形;顶出缸上行,带动斜楔向上运动,同时左、右凸模径向闭合;挤压机带动分体凸模向上运动,当终成形模膛对应到达金属聚集带后停止,此时终成形模膛中心对准金属聚集带中心;顶出缸再次顶出,带动斜楔再次向下运动撑开分体凸模,直至将分体凸模完全撑开,左凸模和右凸模径向运动挤压筒体内壁,金属聚集带受侧向挤压力流入终成形模膛中,形成最终所需的成形内环筋,顶出缸停止运动,凹模继续旋转;最后,顶出缸上行,带动斜楔上移复位,左凸模和右凸模径向闭合,完成二道次成形;
S3成形结束:转动装置停止带动凹模和筒形件停止,挤压机上行,将分体凸模带离凹模。
2.如权利要求1所述的阶梯式旋转挤压内环筋的复合成形方法,其特征在于:该模具还包括将筒形件坯料从凹模中脱离的顶出装置,在步骤S3中,挤压机上行将分体凸模带离凹模后,停留在凹模内的筒形件由顶出装置向上顶出,完成脱模;最后重新往凹模型腔、分体凸模涂抹润滑油,进行下一个筒形件坯料内环筋旋转挤压成形过程。
说明书
技术领域
本发明涉及轻金属材料塑性加工工艺及成形技术领域,特别涉及一种阶梯式成形带高、厚内环筋壳体零件的旋转挤压复合模具。
背景技术
大型筒体、壳体在航天、军工、汽车等领域有广泛应用,随着科技的发展,为满足轻量化的结构设计要求,壳体内部往往带有许多内环筋,壳体的高力学性能和均匀一致性,要求必须整体成形。但是要通过塑性变形成形出筒体、壳体零部件内壁的内环筋却由于成形不易、质量不佳、脱模困难成为壳体整体成形的技术瓶颈。
旋转挤压工艺克服了传统机械加工、铸造、焊接等工艺的制造缺点,凹模带动筒体坯料旋转,分体凸模径向进给的成形方法成功制造出了筒体内壁的环筋。旋转挤压工艺复杂的模具运动方式注定会导致筒体坯料的金属流动复杂,成形出的内环筋往往存在层叠、内环筋高度充填不满等缺陷,不符合高、厚内环筋的成形质量要求,如图1所示。
一般来说,模具的型腔形状要与最终成形的内环筋的外形相符。因此,如果采用单一的模具结构,则模具的型腔结构形状基本由要最终成形的内环筋的外形决定。而在实际旋转挤压过程中,金属变形区的应力状态决定其流动规律,受凹模形状、旋转速度与凸模径向进给量以及旋转速度和径向进给速度的匹配的影响,很难将金属导流聚集到分体凸模的模膛中,所以,相较于单道次的模具结构,拥有多道次挤压功能的多道次模具结构能较大改善该现象;但是,考虑到多道次成形的模具结构存在很大的区别,必然会使用至少两种结构不同的分体凸模,所以在预成形结束后需要更换模具,过程复杂且增加筒体坯料的加热次数。
基于上述,本案由此而生。
发明内容
本发明的目的在于提供一种阶梯式旋转挤压内环筋的复合成形方法,通过拓扑优化,两道次成形使成内环筋变形更加均匀,既保证了内环筋成形质量,又简化了操作流程,提高了生产效率,成形出的内环筋具有高且厚的特征。
为了达成上述目的,本发明的解决方案如下:
阶梯式旋转挤压内环筋的复合成形方法,该方法涉及一种阶梯式旋转挤压内环筋的复合成形模具,该模具包括挤压机、顶出缸、分体凸模、斜楔、转动装置、径向滑动组件和凹模;所述分体凸模包括左凸模和右凸模,左凸模、右凸模分别通过径向滑动组件连接在挤压机下方,挤压机带动分体凸模轴向进给;所述斜楔内置于左凸模、右凸模之间,斜楔的下端呈子弹头状,斜楔的上端连接顶出缸,通过顶出缸带动斜楔上下移动,从而控制分体凸模的开合,当斜楔下移时,子弹头状的下端撑开左凸模、右凸模,当斜楔上移复位时,左凸模、右凸模合并;所述分体凸模的外侧壁形成预成形模膛和终成形模膛,预成形模膛位于终成形模膛的上方,所述凹模连接转动装置,转动装置带动凹模绕凹模中心轴转动,凹模具有型腔,型腔供筒形件坯料放置,该方法包括以下步骤:
S1成形前准备:先将模具按上述安装关系装配完成,再将凹模型腔、分体凸模加热后均匀涂抹润滑剂,接着将筒形件坯料加热后放入凹模型腔内,并将筒形件坯料均匀涂抹润滑剂;
S2成形过程:转动装置开启带动凹模旋转,凹模带动筒形件坯料保持恒定角速度旋转,挤压机带动分体凸模下行,当预成形模膛对应筒形件坯料内壁的内环筋成形位置后停止,此时预成形模膛中心对准需要成形的内环筋中心;凹模保持旋转运动,顶出缸带动斜楔向下运动撑开分体凸模,使左凸模和右凸模径向运动挤压筒体内壁,筒体内壁金属受侧向挤压力流入预成形模膛中,形成金属聚集带;当左凸模和右凸模径向位移到达筒体指定的内环筋成形位置后停止运动,凹模继续旋转一圈,完成一道次成形;顶出缸上行,带动斜楔向上运动,同时左、右凸模径向闭合;挤压机带动分体凸模向上运动,当终成形模膛对应到达金属聚集带后停止,此时终成形模膛中心对准金属聚集带中心;顶出缸再次顶出,带动斜楔再次向下运动撑开分体凸模,直至将分体凸模完全撑开,左凸模和右凸模径向运动挤压筒体内壁,金属聚集带受侧向挤压力流入终成形模膛中,形成最终所需的成形内环筋,顶出缸停止运动,凹模继续旋转;最后,顶出缸上行,带动斜楔上移复位,左凸模和右凸模径向闭合,完成二道次成形;
S3成形结束:转动装置停止带动凹模和筒形件停止,挤压机上行,将分体凸模带离凹模。
该模具还包括将筒形件坯料从凹模中脱离的顶出装置,在步骤S3中,挤压机上行将分体凸模带离凹模后,停留在凹模内的筒形件由顶出装置向上顶出,完成脱模;最后重新往凹模型腔、分体凸模涂抹润滑油,进行下一个筒形件坯料内环筋旋转挤压成形过程。
采用上述方案后,本发明相比传统内环筋成形方法,具有实质性的技术特点和显著的效果是:
1)预成形内环筋:现有技术采用旋转挤压成形,在实际旋转挤压过程中,金属变形区的应力状态决定其流动规律,受凹模形状、旋转速度与凸模径向进给量以及旋转速度和径向进给速度的匹配的影响,很难将金属导流聚集到分体凸模的模膛中。而本发明使用的分体凸模设有预成形模膛,先通过径向进给到预成形模膛,能有效地预先为内环筋聚料,避免直接旋转挤压成筋时金属流动不佳而导致的筋部填充不满或填充缺陷问题。
2)两道次成形:有利于将预成形聚料向终成形内环筋处转移,终成形出的内环筋更高、更饱满。
3)通过拓扑优化,采用阶梯式构造复合分体凸模,分体凸模的运动状态为轴向递进式,通过在旋转挤压凸模的预成形部先接触金属,实现成形筋所需金属的聚集和合理分配流动,在此基础上再进行旋转挤压终成形,本案只需要轴向移动分体凸模,节省了更换凸模的工序,简化了操作流程,提高了成形效率。
以下结合附图及具体实施例对本发明进一步说明。
附图说明
图1为现有技术方法所成形的内环筋示意图;
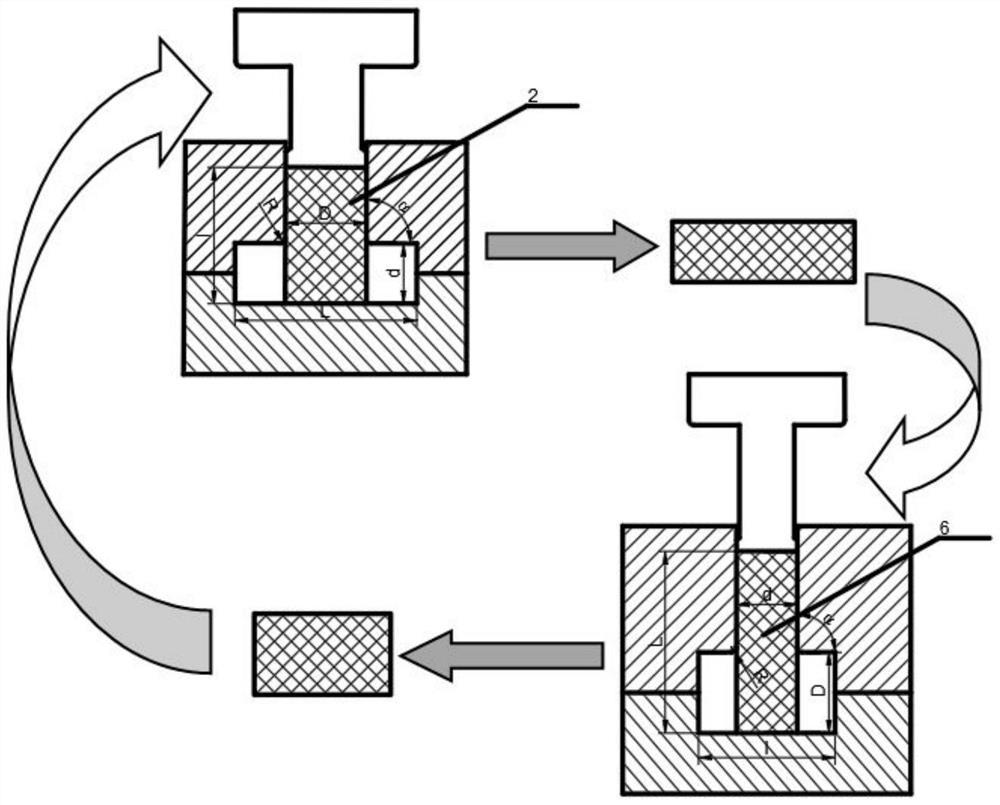
图2为本发明一实施例预成形金属转移示意图;
图3为本发明一实施例终成形金属转移示意图;
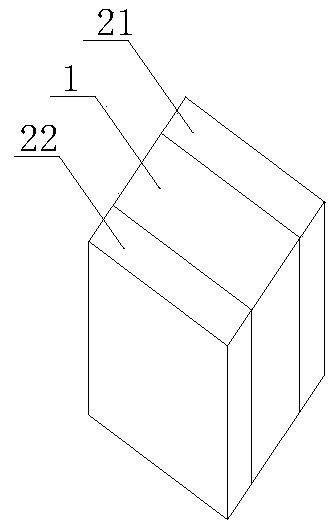
图4为本发明一实施例分体凸模的半剖示意图;
图5为本发明一实施例分体凸模的轴侧示意图;
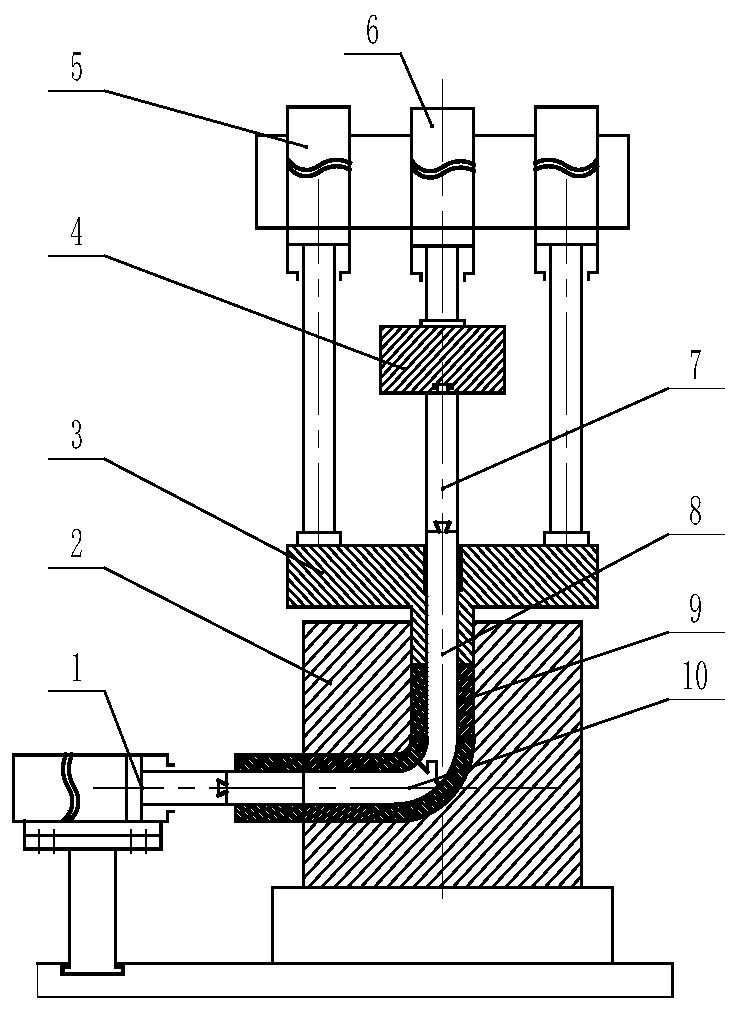
图6为本发明一实施例整体装配示意图;
图7为本发明一实施例分体凸模下行进给至预成形模膛对应内环筋成形位置的示意图;
图8为本发明一实施例斜楔下移撑开分体凸模使预成形模膛预挤压成形内环筋的示意图;
图9为本发明一实施例斜楔上移复位,分体凸模合并完成预成形内环筋的示意图;
图10为本发明一实施例分体凸模上行至终成形模膛对应内环筋成形位置的示意图;
图11为本发明一实施例斜楔再次下移撑开分体凸模使终成形模膛最终挤压成形内环筋的示意图;
图12为发明一实施例斜楔上移复位,分体凸模合并上行完成所需成形内环筋的示意图;
图13为发明一实施例分体凸模继续上行退出凹模的示意图。
附图标号:
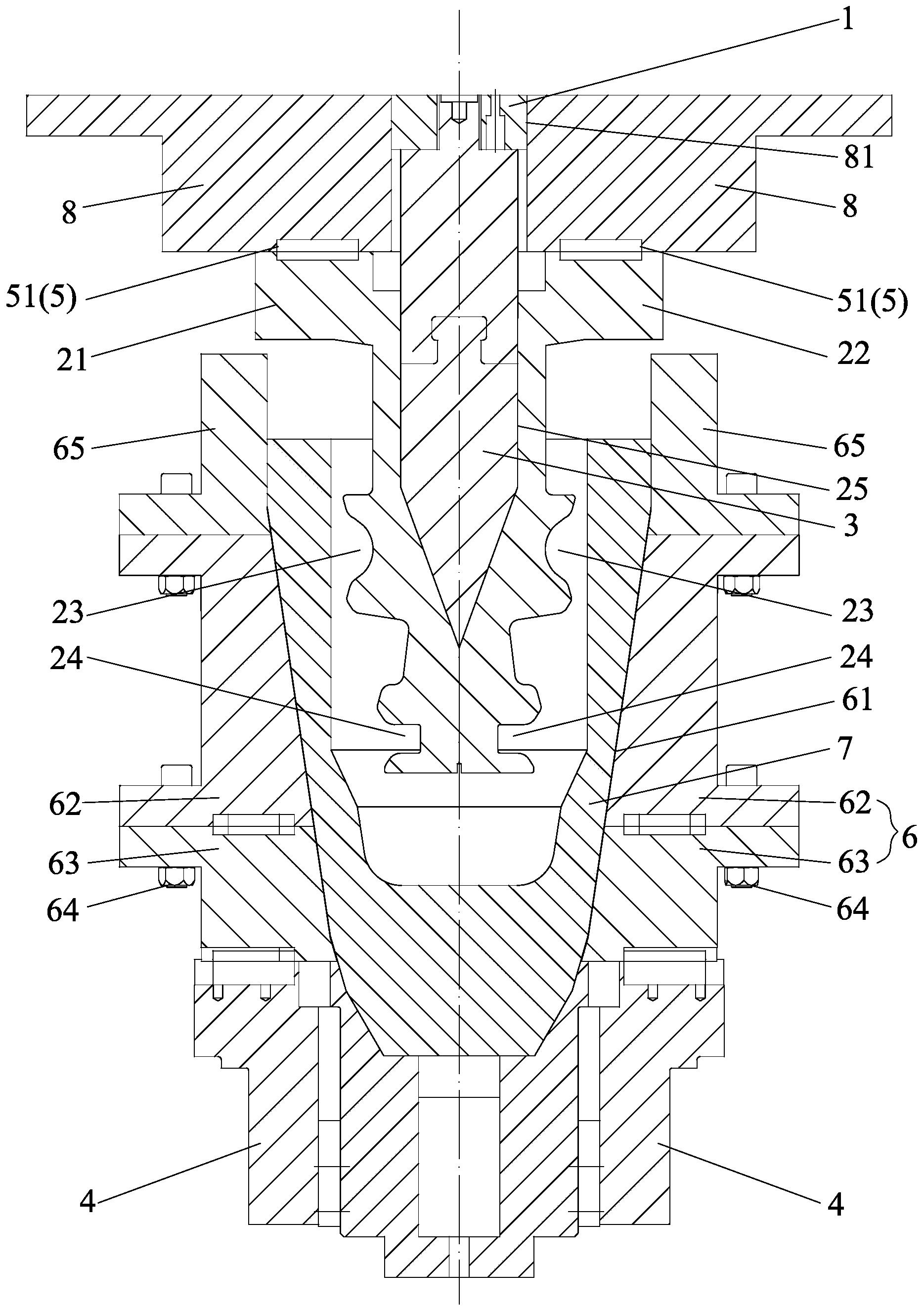
顶出缸1,分体凸模2,左凸模21,右凸模22,预成形模膛23,终成形模膛24,内槽25,斜楔3,转动装置4,径向滑动组件5,连接键51,凹模6,型腔61,上凹模62、下凹模63、紧固螺栓64,护套65,筒形件坯料7,固定板8,通孔81。
具体实施方式
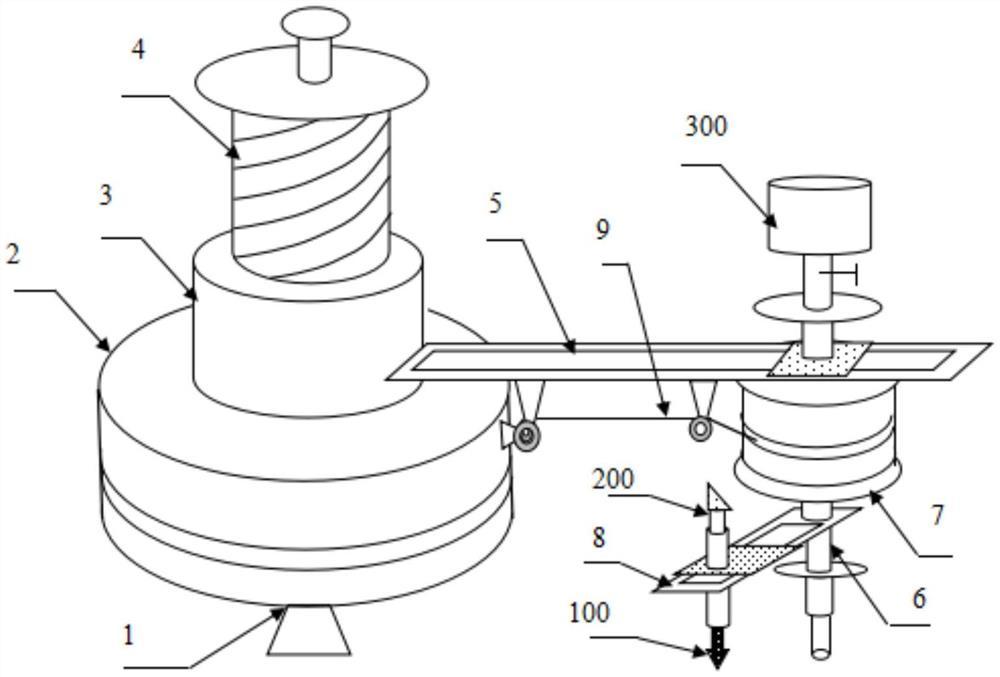
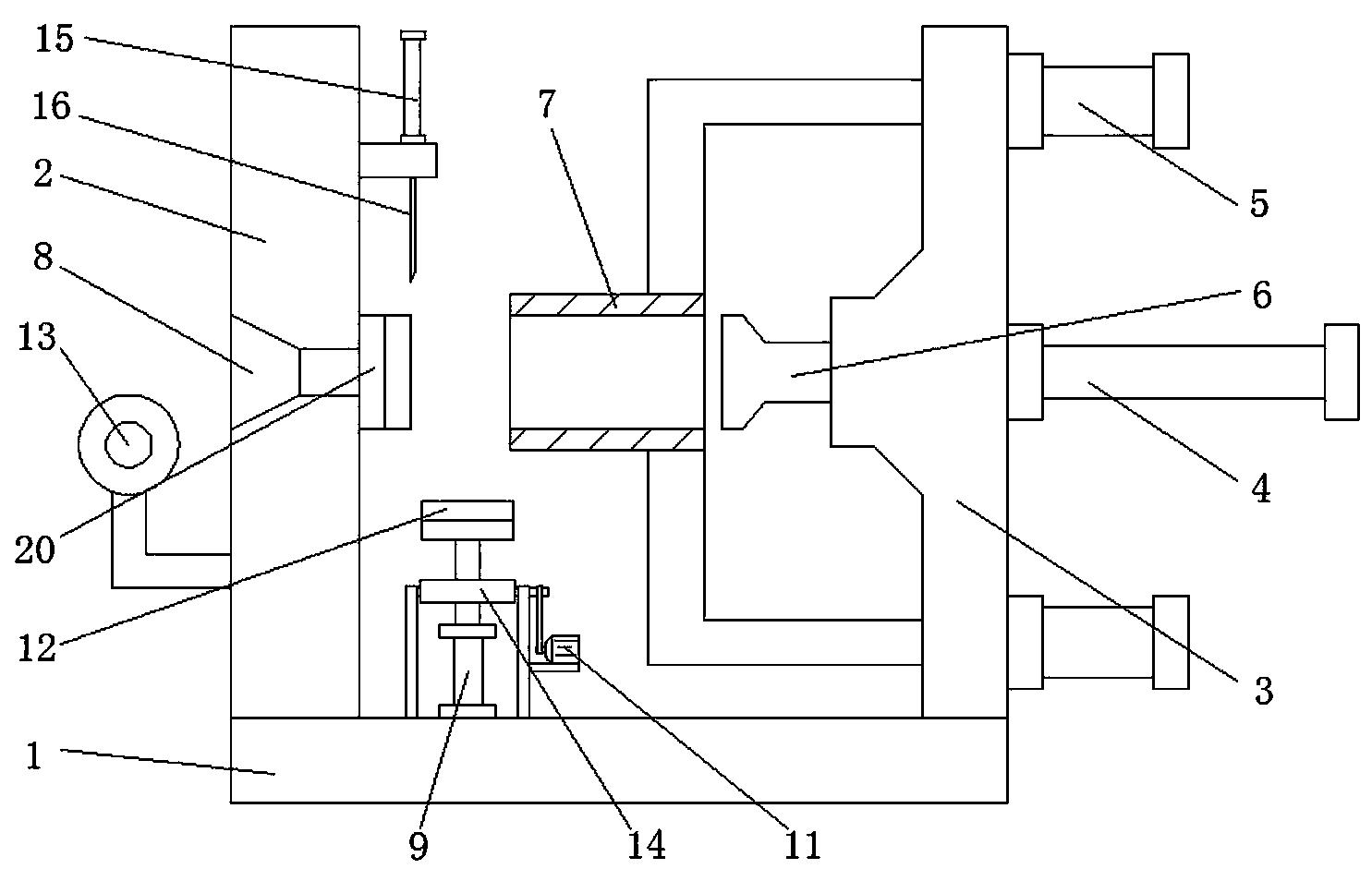
本发明涉及的一种阶梯式旋转挤压内环筋的复合成形模具,参阅图2-13,包括挤压机(图中未示出)、顶出缸1、分体凸模2、斜楔3、转动装置4、径向滑动组件5、凹模6和顶出装置(图中未示出);
所述分体凸模2包括左凸模21和右凸模22,左凸模21、右凸模22分别通过径向滑动组件5连接在挤压机下方,挤压机带动分体凸模2轴向进给;
所述斜楔3内置于左凸模21、右凸模22之间,斜楔3的下端呈子弹头状,斜楔3的上端连接顶出缸1,通过顶出缸1带动斜楔3上下移动,从而控制分体凸模2的开合,当斜楔3下移时,子弹头状的下端撑开左凸模21、右凸模22,当斜楔3上移复位时,左凸模21、右凸模22合并;
所述分体凸模2的外侧壁形成预成形模膛23和终成形模膛24,预成形模膛23位于终成形模膛24的上方,预成形模膛23的径向宽度大于终成形模膛24的径向宽度;
所述凹模6连接转动装置4,转动装置4带动凹模6绕凹模6中心轴转动,凹模6具有型腔61,型腔61供筒形件坯料7放置。
所述左凸模21、右凸模22合并形成供斜楔3上移置入的内槽25,内槽25的形状与斜楔3的形状相适配,该结构能使斜楔3在上移后节省径向空间,同时,有助于分体凸模2合并,并且,斜楔3在下移时,子弹头状的下端可平顺地沿内槽25斜面向下移动,达到撑开分体凸模2的效果。
在一实施例中,为了进一步优化径向滑动组件5,所述挤压机下方固定安装固定板8,径向滑动组件5包括一对径向轨道(图中未示出)和一对连接键51,一对径向轨道沿固定板8中轴线分布于固定板8下方两侧,一对连接键51的一端配合在径向轨道上,另一端分别固定左凸模21、右凸模22,从而左凸模21、右凸模22分别通过径向滑动组件5连接在固定板8下方并沿固定板8左、右滑动。所述固定板8中部开设通孔81,用于所述顶出缸1穿过通孔81与斜楔3的上端连接,这样斜楔3的上下移动和分体凸模2的轴向进给为两个相互独立开来的运动。
作为较佳方案,所述凹模6包括上凹模62、下凹模63、紧固螺栓64和护套65;上凹模62和下凹模63的边沿在相对应的位置设有相同大小的螺纹孔(图中未示出),上凹模62通过紧固螺栓64配合螺纹孔从而可拆卸地固定在下凹模63上方,可便于整体模具的拆装。护套65通过螺纹连接固定在上凹模62上方,用于保护用户在模具发生故障时的安全。
顶出装置用于将筒形件坯料7从凹模6中脱离。为便于脱模,所述凹模型腔61的底部设有顶出通道(图中未示出),顶出装置穿套在顶出通道中。
由于在实际旋转挤压过程中,金属变形区的应力状态决定其流动规律,受凹模形状、旋转速度与凸模径向进给量以及旋转速度和径向进给速度的匹配的影响,很难将金属导流聚集到分体凸模的模膛中,所以本案采用预成形的目的主要是为了更有效率的为内环筋聚料,避免直接旋转挤压成筋时因金属流动不佳而导致的筋部填充不满或填充缺陷问题。
本案通过分析在旋转挤压条件下的应力状态和变形区金属的流动规律,拓扑优化出预成形的模膛结构形式如图2,通过控制分流面的设置,合理分配金属,确保终成形金属流动的需要。预成形内环筋如图2所示。在预成形分体凸模进给过程中,预成形模膛23的工作带嵌入筒体坯料内壁,取代了原本内壁金属,这部分金属在分流作用下向预成形模膛23转移,α1与α2为预成形分体凸模2上的工作带嵌入筒形件坯料的体积截面,这部分体积为筒体内壁“金属聚集带”提供了部分原料。同时,分体凸模2的径向进给使筒体内壁的金属与分体凸模2径向进给方向相反流动,基于塑性成形等体积原理,流入分体凸模模膛的体积截面即图2中的β区。α1、α2和β汇聚、填充向预成形模膛23,共同组成期望获得的“金属聚集带”。
图3是预成形以及终成形内环筋截面轮廓简图,图3显示了金属由预成形模膛23形成的“金属聚集带”向终成形内环筋的转移示意,其中A、C1、C2、D1、D2是筒体内壁预成形“金属聚集带”的截面图,A、B是终成形后所需内环筋的截面图。在终成形分体凸模2径向挤压时,良好的分流面与模膛开张角的导流使得C1、C2处的金属大部分都被转移到B处的内环筋部。
无论是预成形还是终成形,分体凸模2的运动状态都是径向进给,本案将两种不同的成形模膛复合在一个分体凸模2,首先要保证两种成形模膛在工作时不会相互影响,此外,在复合后的分体凸模2,其上的两种成形模膛的工作方式依然不会改变。在成形顺序上预成形在前,终成形在后,通过空间上的设计,将预成形模膛23设计在复合分体凸模2的上端,终成形模膛24位于复合分体凸模2下端并且终成形模膛24的径向宽度小于预成形模膛23的径向宽度;决定了终成形模膛24的位置相对预成形模膛23的位置靠内。新型复合式分体凸模2的半剖示意图与轴测示意图如图4和图5所示。
本发明揭示的阶梯式旋转挤压内环筋的复合成形方法,具体如下步骤:
S1成形前准备:先将模具按上述安装关系装配完成,如图6所示,再将凹模6型腔61、分体凸模2加热后均匀涂抹润滑剂,接着将筒形件坯料7加热后放入凹模6型腔61内,并将筒形件坯料7均匀涂抹润滑剂;
S2成形过程:如图7所示,转动装置4开启,凹模6带动筒形件坯料7保持恒定角速度旋转,挤压机带动分体凸模2下行,当预成形模膛23对应内环筋成形位置后停止,此时预成形模膛23中心对准需要成形的内环筋中心;
如图8所示,凹模6保持旋转运动,顶出缸1顶出,带动斜楔3向下运动撑开分体凸模2,使左、右凸模22径向运动挤压筒体内壁,筒体内壁金属受侧向挤压力的作用,流入预成形模膛23中,形成金属聚集带(即预成形内环筋);当左、右凸模21,22径向位移到达筒体指定的内环筋成形位置后停止运动,凹模6继续旋转一圈,目的是使金属流动均匀,预成形模膛23停在筒体内壁一周任何位置的截面都是填充饱满的;
如图9所示,顶出缸1上行,带动斜楔3向上运动置入内槽25,同时左、右凸模21,22实现径向闭合;
如图10所示,挤压机带动分体凸模2向上运动,当终成形模膛24对应到达金属聚集带后停止,此时终成形模膛24中心对准金属聚集带中心;
如图11所示,顶出缸1再次顶出,带动斜楔3再次向下运动撑开分体凸模2,直至将分体凸模2完全撑开(由于终成形模膛24的径向宽度小于预成形模膛23的径向宽度),左、右凸模21,22径向运动挤压筒体内壁,金属聚集带受侧向挤压力的作用,流入终成形模膛24中,形成最终所需的成形内环筋,顶出缸1停止运动,凹模6继续旋转;
如图12所示,顶出缸1上行,带动斜楔3上移复位,左、右凸模21,22实现径向闭合;
S3成形结束:如图13所示,转动装置4停止带动凹模6和筒形件停止,挤压机上行,将分体凸模2带离凹模6,停留在凹模6内的筒形件由顶出装置向上顶出,完成脱模;重新往凹模型腔61、分体凸模2涂抹润滑油,进行下一个筒形件坯料7内环筋旋转挤压成形过程。
由于分体凸模2的预成形模膛23和终成形模膛24在空间上有径向宽度差,预成形模膛23在进给时,终成形模膛24位于远离筒体内壁的地方,预成形模膛23径向移动到位后终成形模膛24也不会碰到筒体内壁。挤压机上移,终成形模膛24径向移动时,预成形模膛23则露于筒体上端,终成形模膛24径向移动到位后,预成形模膛23也不会碰到凹模6上方的护套65。采用两道次成形,有利于将筒体内壁金属向内环筋处转移,成形出的内环筋更高、更饱满。
为解决两道次成形在预成形后需更换模具,过程复杂且增加筒形件坯料7的加热次数,本案将两种不同的成形模膛复合在一个分体凸模2,通过拓扑优化分析,利用空间采取阶梯式构造,将预成形模膛23设计在分体凸模2的上半部,终成型模膛设计在分体凸模2的下半部且位置相对靠内;可保证他们在工作时不会互相影响,同时,他们的工作方式仍然不变。既保证了内环筋成形质量,又省去了生产中更换模具的工序,简化了操作流程,提升了生产效率。
在一实施例中,所述凹模6可通过键联接转动装置4。
需说明的是,本案所述预成形模膛23为本领域人员根据筒形件坯料7预成形成接近于所需内环筋外形和尺寸的既定结构。同理,本案所述终成形模膛24为本领域人员根据筒形件坯料7最终成形成所需内环筋外形和尺寸的既定结构。
以上仅为本发明的具体实施例,并非对本发明的保护范围的限定。凡依本案的设计思路所做的等同变化,均落入本案的保护范围。
阶梯式旋转挤压内环筋的复合成形方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。

















动态评分
0.0