







专利摘要
本实用新型公开了一种镁合金变截面轧制模压复合成型设备,属于有色金属塑性成型领域。本实用新型主要目的是实现镁合金变截面轧制成型,解决镁合金变截面成型的难题,本实用新型将通过轧制和模压成型的复合工艺,轧制变截面镁合金。具体加工工艺为:首先将轧制坯料放置 在上、下模板间的型槽内,上、下模板在导轨槽内送入上料位置,通过摩擦力把上、下模板带入上、下轧辊,通过上、下模板闭合,实现上、下模板型腔内坯料的模压成型。通过本实用新型的加工工艺可获得组织均匀、性能优化的变截面镁合金制件。
权利要求
1.一种镁合金变截面轧制模压复合成型设备,其特征在于,由镁合金变截面轧制模压复合成型模具、上轧辊(1)、下轧辊(4)和导轨槽(5)构成,所述的镁合金变截面轧制模压复合成型模具安装在导轨槽(5),上轧辊(1)和下轧辊(4)分别从两侧夹合在导轨槽(5)两侧;
镁合金变截面轧制模压复合成型模具,该模具由上模板(2)和下模板(3)构成,上模板(2)和下模板(3)相对的一面加工有凹腔,在上模板(2)和下模板(3)拼合后能够形成位于中心的型腔,上模板(2)和下模板(3)进料方向与进料侧面设有45°~60°的倒角,且倒角后的表面上打上若干点坑以增加表面粗糙度,所述的上模板(2)由若干长条形分块组成,每两个分块之间通过两个对称设置的铰链6连接。
2.根据权利要求1所述的镁合金变截面轧制模压复合成型设备,其特征在于,所述型腔的形状可以是阶梯型、锥形或哑铃形状模压型腔。
说明书
技术领域
本实用新型属于有色金属塑性成形领域。
背景技术
镁合金具有优异的性能,如密度小,比强度和比刚度高,抗震、降噪能力强、加工性能优越等等。可广泛用于航空、航天、汽车、3C等诸多领域,近年来受到越来越多的关注。但现有的使用状况远没有发挥出镁合金的潜在优势。镁合金的晶体结构为密排六方结构,室温下塑性成型能力较差,因此在实际应用中受到很大制约。
镁合金板材一般通过轧制工艺生产,由于室温下塑性很低,轧制加工比较困难,因而通常采用热轧和温轧。而传统的变形镁合金在热轧过程中也存在塑性差,易开裂的问题。连续局部塑性成形是金属压力加工领域中一个重要的方面,且在轧制领域的应用已相当成熟,如板材、型材和管材等轧制技术的发展,不仅对工业生产、经济建设起到非常重要的推动作用,而且在日常生活中也普遍使用了金属的板材、管材和型材。连续局部塑性加工在型材轧制中之所以占有这样重要的地位,是由于这种加工技术具有静压成形(冲击、振动和危害环境甚小)、能量利用率高、生产质量稳定、易于实现机械化与自动化、生产效率高、能充分地发挥金属材料塑性的潜在能力等优点。轧制变形属于连续局部变形的方式。
模压成型具有成型精度高、成型效率高,而且封闭型腔可以约束金属的流动,成型产品质量好等特点。
有鉴于此,本实用新型公开了一种镁合金变截面轧制模具和模压复合成型工艺,可制备变截面镁合金制件。本实用新型把轧制工艺和模压工艺结合起来,该工艺可显著细化晶粒,弱化基面织构,积累足够等效应变,使镁合金发生动态再结晶,获得组织均匀、性能优化的镁合金制件。
发明内容
本实用新型的目的是提供一种镁合金变截面轧制模压复合成型模具及成型方法,以满足变形镁合金制件的生产,实现变形镁合金的强韧化,采用变截面轧制和模压复合加工方法,相较于传统成型工艺,纵向和横向约束变形更有利于优化内部组织结构,制备出高性能的镁合金制件。
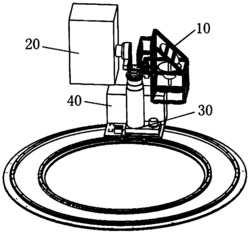
镁合金变截面轧制模压复合成型加工设备由镁合金变截面轧制模压复合成型模具、上轧辊1、下轧辊4和导轨槽5,所述的镁合金变截面轧制模压复合成型模具安装在导轨槽5,上轧辊1和下轧辊4分别从两侧夹合在导轨槽5两侧;镁合金变截面轧制模压复合成型模具,该模具由上模板2和下模板3构成,上模板2和下模板3相对的一面加工有凹腔,在上模板2和下模板3拼合后能够形成位于中心的型腔,上模板2和下模板3进料方向与进料侧面设有45°~60°的倒角,且倒角后的表面上打上若干点坑以增加表面粗糙度,所述的上模板2由若干长条形分块组成,每两个分块之间通过两个对称设置的铰链6连接,使上模板2在轧制过程中能够更好的容纳未变形部分的坯料;
所述型腔的形状可以是阶梯型、锥形等各种模压型腔。
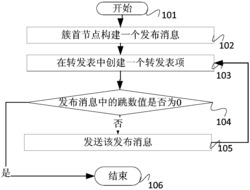
一种镁合金变截面轧制模压复合成型方法,具体包括以下步骤:
1)将待加工的变形镁合金切成所需要的形状。
2)将镁合金坯料加热到200~450℃,升温至预定温度后保温10~60分钟;
3)用外置加热装置将上模板2和下模板3的型腔表面加热到100~200℃;
4)将镁合金坯料放入模具的型腔内;
5)把镁合金变截面轧制模压复合成型模具送入上料位置,轧辊带动模具通过轧辊间,实现变截面轧制模压复合成型,轧制的速度5-20m/min、轧辊间距30-50mm、模具厚度30-50mm。
6)成型后根据需求对制件进行短时再结晶退火处理,退火处理温度280-500℃和时间0.5-5小时。
本实用新型的有益效果:
本实用新型采用变截面轧制模压复合加工方法替代传统轧制方法,将加热后坯料置于上、下模板型腔内,通过上、下轧辊,使镁合金坯料在上、下模板型腔内通过上、下模板闭合发生塑性变形,可制备变截面镁合金制件,制备工艺可显著细化晶粒,弱化基面织构,积累足够等效应变,使镁合金发生动态再结晶,获得组织均匀、性能优化的镁合金制件。
附图说明
图1是轧制模压复合成型工艺流程图。
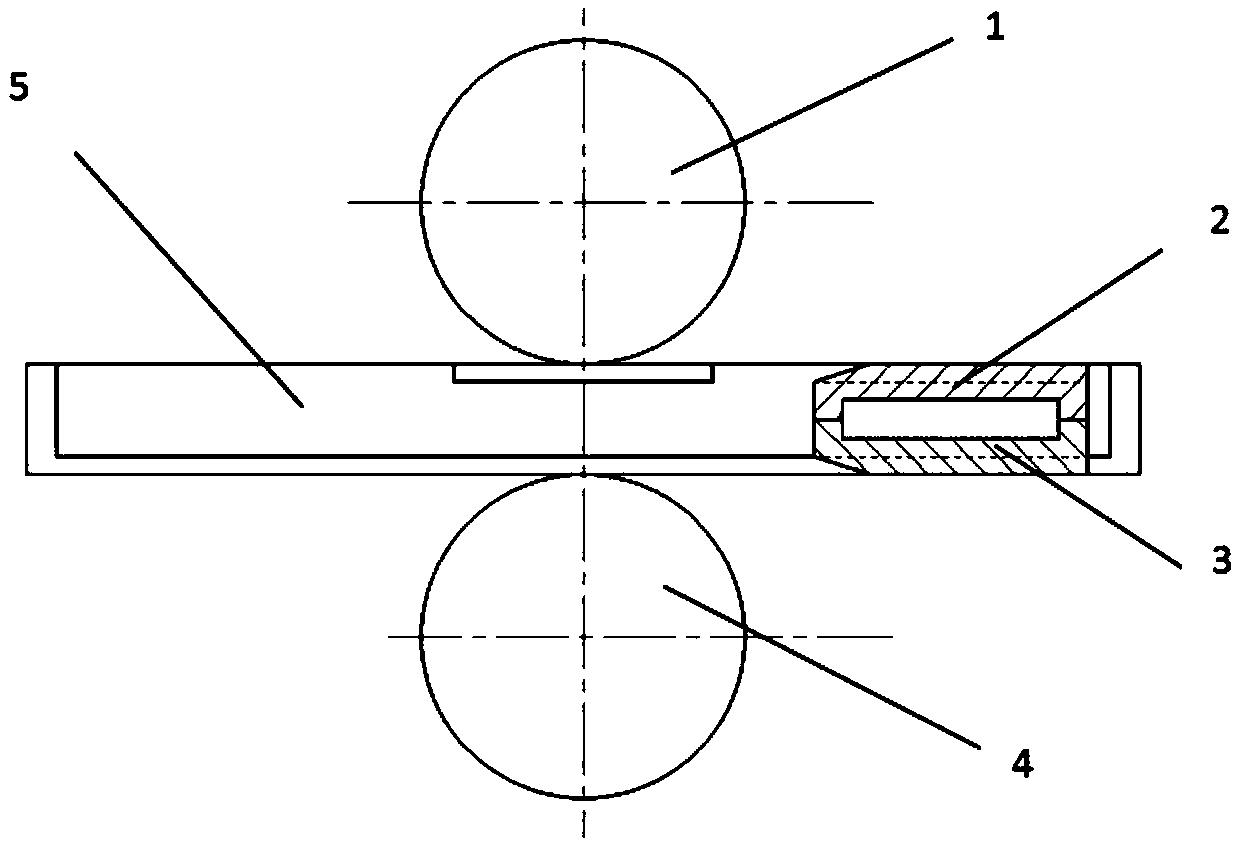
图2是变截面轧制模压复合装备主示意图。
图3变截面轧制模压复合装备俯示意图。
图4变截面轧制模压复合装备侧示意图。
图中,1-上轧辊、2-上模板、3-下模板、4-下轧辊、5-导轨槽和6-铰链。
具体实施方式
下面结合实例和附图对本实用新型做进一步说明。这些实例是用于说明本实用新型,而不是对本实用新型的限制。
镁合金变截面轧制模压复合成型加工设备由镁合金变截面轧制模压复合成型模具、上轧辊1、下轧辊4和导轨槽5,所述的镁合金变截面轧制模压复合成型模具安装在导轨槽5,上轧辊1和下轧辊4分别从两侧夹合在导轨槽5两侧;镁合金变截面轧制模压复合成型模具,该模具由上模板2和下模板3构成,上模板2和下模板3相对的一面加工有凹腔,在上模板2和下模板3拼合后能够形成位于中心的型腔,上模板2和下模板3进料方向与进料侧面设有45°~60°的倒角,且倒角后的表面上打上若干点坑以增加表面粗糙度,所述的上模板2由若干长条形分块组成,每两个分块之间通过两个对称设置的铰链6连接,使上模板2在轧制过程中能够更好的容纳未变形部分的坯料;所述型腔的形状可以是阶梯型、锥形等各种模压型腔。
实施例1选用挤压态MM31镁合金板。
1)将待加工的挤压态MM31镁合金板切成所需要的形状。
2)将镁合金坯料加热到400℃,升温至预定温度后保温20分钟;
3)用外置加热装置将上模板2和下模板3的型腔表面加热到100℃;
4)将镁合金坯料放入模具的型腔内;
5)把镁合金变截面轧制模压复合成型模具送入上料位置,轧辊带动模具通过轧辊间,实现变截面轧制模压复合成型,轧制的速度8m/min、轧辊间距30mm、上模板厚度15mm,下模板厚度15mm。
6)成型后根据需求对制件进行短时再结晶退火处理,退火处理温度300℃和时间0.5小时。
本实施例中模具型腔设计成阶梯形状,轧制出来的工件就是一种阶梯形状的制件。
实施例2选用多元少量镁合金板Mg-1.2Sn-0.8Zn-0.5Mn(wt.%)。
1)将待加工的多元少量镁合金板Mg-1.2Sn-0.8Zn-0.5Mn(wt.%)切成所需要的形状。
2)将镁合金坯料加热到350℃,升温至预定温度后保温10分钟;
3)用外置加热装置将上模板2和下模板3的型腔表面加热到100℃;
4)将镁合金坯料放入模具的型腔内;
5)把镁合金变截面轧制模压复合成型模具送入上料位置,轧辊带动模具通过轧辊间,实现变截面轧制模压复合成型,轧制的速度10m/min、轧辊间距40mm、上模板厚度20mm,下模板厚度20mm。
6)成型后根据需求对制件进行短时再结晶退火处理,退火处理温度300℃和时间1小时。
本实施例中的模具型腔设计成锥形,则可以轧制出一种锥形的制件。
实施例3选用变形铝合金6022。
1)将待加工的变形铝合金6022切成所需要的形状。
2)将铝合金坯料加热到450℃,升温至预定温度后保温30分钟;
3)用外置加热装置将上模板2和下模板3的型腔表面加热到100℃;
4)将铝合金坯料放入模具的型腔内;
5)把铝合金变截面轧制模压复合成型模具送入上料位置,轧辊带动模具通过轧辊间,实现变截面轧制模压复合成型,轧制的速度20m/min、轧辊间距50mm、上模板厚度25mm,下模板厚度25mm。
6)成型后根据需求对制件进行短时退火处理,退火处理温度400℃和时间3小时。
本实施例中的模具型腔设计成哑铃形状,轧制出来的工件就是一种哑铃形状的制件。
测试结果如下表所示:
一种镁合金变截面轧制模压复合成型设备专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。


动态评分
0.0