

IPC分类号 : B22D25/00,C22C33/04,C21C7/072,B22C9/08,B22D27/00









专利摘要
本发明涉及高锰钢整铸辙叉的制造技术,具体地说是一种长寿命、细晶化的高锰钢整铸辙叉的铸造工艺方法。它适用于2吨以下,各种型号和规格的高锰钢整铸辙叉的制造过程。包括:1)冒口采用保温冒口;2)钢水高温出炉,出炉后在精炼包内进行吹氩气、喂丝精炼;3)在精炼包内进行微合金化,添加钼、铌、钒、钛;4)浇注之前在型腔中充氩气,在氩气保护下进行浇注;5)采用热打箱工艺,并热割冒口,切割后热送进入热处理窑,进行均匀化处理。本发明通过氩气保护减少了金属液的氧化,在精炼包内精炼使金属液纯净化,同时微合金化细化晶粒、弥散夹杂物分布。从而,解决了高锰钢整铸辙叉晶粒粗大、缩孔、微裂纹、使用寿命短等问题。
权利要求
1、一种长寿命、细晶化的高锰钢整铸辙叉的铸造工艺,其特征在于包括如下步骤:
1)冒口采用保温冒口,冒口高径比为2.5~3.5∶1.0;
2)钢水高温出炉,出炉温度为1600±25℃,在精炼包中进行炉外吹氩气精炼,严格控制磷、硫含量,P≤0.025%,S≤0.010%;
3)在精炼包内进行微合金化,添加加入钼、铌、钒、钛,加入量分别是钢水重量的0.10~0.05%;
4)精炼包内微合金化温度1560±20℃,浇注温度为1500±25℃,浇注之前在型腔中充氩气,在氩气保护下进行浇注;
5)采用热打箱工艺,铸件浇注结束后,铸件完全凝固后20~60min内打箱;并热割冒口,切割后热送进入热处理窑,进行均匀化处理,均匀化温度为1050±10℃,保温时间为4~6h。
2、按照权利要求1所述的高锰钢整铸辙叉的铸造工艺,其特征在于:所述步骤1),保温冒口为圆柱型,保温冒口壁厚≥25mm。
3、按照权利要求1所述的高锰钢整铸辙叉的铸造工艺,其特征在于:所述步骤2)精炼过程中,氩气压力为0.1~0.5MPa,压力管道内径Ф10~20mm,吹氩时间0.5~1分钟/吨钢水,喂丝量为浇注钢水总重量的0.3~1%。
4、按照权利要求1所述的高锰钢整铸辙叉的铸造工艺,其特征在于:所述步骤3),在精炼包内加入的合金为普通钼铁、铌铁、钒铁和钛铁。
5、按照权利要求1所述的高锰钢整铸辙叉的铸造工艺,其特征在于:所述步骤3),精炼包内添加的合金尺寸应控制在15~25mm之内的块状结构。
6、按照权利要求1所述的高锰钢整铸辙叉的铸造工艺,其特征在于:所述步骤4),合金添加到精炼包之前应烘烤到120~150℃,烘烤20~40min。
7、按照权利要求1所述的高锰钢整铸辙叉的铸造工艺,其特征在于:所述步骤4),合金化时,应将合金均匀放置在精炼包的中下部。
8、按照权利要求1所述的高锰钢整铸辙叉的铸造工艺,其特征在于:所述步骤5),采用热打箱工艺,打箱时铸件本体温度不低于700℃,热割冒口温度不低于500℃。
说明书
技术领域技术领域
本发明涉及高锰钢整铸辙叉的制造技术,具体地说是一种长寿命、细晶化的高锰钢整铸辙叉的铸造工艺方法。它适用于2吨以下,各种型号和规格的高锰钢整铸辙叉的制造过程。
技术背景背景技术
铁路是国家经济发展的大动脉,承担着大量的旅客运输和货物运输任务。铁路高效安全运营,轨道是保障,而铁路道岔是铁路轨道的关键件,也是易损件。我国是世界铁路运量、密度较大的国家之一,道岔数量平均为1.1~1.8组/Km,全路道岔15万组以上,其中正线60kg/m钢轨道岔3.35万组。辙叉是道岔的主要组成部分,辙叉与轧制的钢轨连接形成道岔的核心部分。因此,辙叉是道岔的主要组成部分。目前,铁路线路上的辙叉95%采用整铸的高锰钢铸件,目前传统铁路道岔的使用寿命平均只有1亿吨左右过货量,干线铁路的道岔大约每年更换一次,而大秦线等电煤线路道岔每3~4个月更换一次,严重影响了我国铁路系统的高效、安全运营。
高锰钢的研究具有150多年的历史,具有耐磨性好、韧性高的特点,与其它钢种相比,抗裂性强,安全稳定,是最适合制造铁路道岔的钢种。但是高锰钢在冶炼、铸造、热处理过程中的传统工艺技术落后,导致道岔制造过程中晶粒粗大、夹杂物含量高、疏松和显微裂纹缺陷严重,热处理工艺不当碳化物析出严重,在使用过程中,初期磨耗快,这些问题影响了高锰钢道岔的使用寿命。通过本发明生产的高锰钢整铸辙叉具有强度高、寿命长等优点,满足我国铁路建设高速化和重载化的战略需求。
发明内容发明内容
本发明的目的在于提供一种长寿命、细晶化的高锰钢整铸辙叉铸件的铸造工艺方法,解决了高锰钢整铸辙叉铸件晶粒粗大、缩孔、微裂纹等问题,生产出了晶粒细化、强度高、使用寿命长的高锰钢整铸辙叉;采用先进的精炼技术与合金化技术改善了材料性能,铁路高锰钢整铸辙叉力学性能有了很大提高,σb≥910MPa,ak≥190J/cm2,δ≥46%。
本发明的技术方案是:
本发明开发了一种长寿命、细晶化高锰钢整铸辙叉的铸造工艺方法,包括如下步骤:
1)冒口采用保温冒口,冒口高径比为(2.5~3.5)∶1.0;
2)钢水高温出炉,出炉温度为1600±25℃,在精炼包中进行炉外吹氩气精炼,严格控制磷、硫含量,P≤0.025%,S≤0.010%;
3)在精炼包内进行微合金化,添加钼、铌、钒、钛,加入量分别是钢水重量的0.10~0.05%;
4)精炼包内微合金化温度1560±20℃,浇注温度为1500±25℃,浇注之前在型腔中充氩气,在氩气保护下进行浇注;
5)采用热打箱工艺,铸件浇注结束后,铸件完全凝固后20~60min内打箱;并热割冒口,切割后热送进入热处理窑,进行均匀化处理,均匀化温度为1050±10℃,保温时间为4~6h。
所述步骤1),保温冒口为圆柱型,保温冒口壁厚≥25mm。
所述步骤2),精炼过程中,氩气压力为0.1~0.5MPa,压力管道内径Φ10~20mm,吹氩时间0.5~1分钟/吨钢水,喂丝量为浇注钢水总重量的0.3~1%。
所述步骤3),在精炼包内加入的合金为普通钼铁、铌铁、钒铁和钛铁。
所述步骤3),精炼包内添加的合金尺寸应控制在15~25mm之内的块状结构。
所述步骤4),合金添加到精炼包之前应烘烤到120~150℃,烘烤20~40min。
所述步骤4),合金化时,应将合金均匀放置在精炼包的中下部,严禁将投仍合金。
所述步骤5),采用热打箱工艺,打箱时铸件本体温度不低于700℃,热割冒口温度不低于500℃。
本发明适用于2吨以下,各种型号和规格的高锰钢整铸辙叉的制造过程。
本发明具有如下有益效果:
1.本发明通过高温出炉,通过吹氩、喂丝等技术减少了金属液中的气体与夹杂物,使金属液纯净化,显著提高高锰钢整铸辙叉的质量。
2.本发明通过对高锰钢进行合金化,显著细化了高锰钢铸件的晶粒,同时减少夹杂物尺寸,使夹杂物呈弥散分布,同时有利于抑制晶界碳化物的析出,显著提高了铸件质量。
3.本发明通过型腔中充氩气,在氩气保护下进行浇注,显著减轻了高锰钢整铸辙叉的二次氧化,大大减轻铸件中的二次夹杂物。
4.高锰钢整铸辙叉由于晶粒粗大,缩孔、疏松等铸造缺陷,在使用过程中,很容易磨损,一般情况下,高锰钢整铸辙叉的货物通过总重量不超过1.2亿吨。采用本发明细晶化的高锰钢整铸辙叉货物通过总重量可以达到2亿吨。因此,该技术得到了铁路用户的充分肯定。
附图说明附图说明
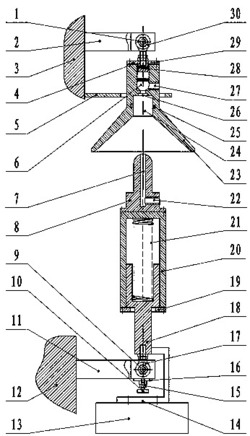
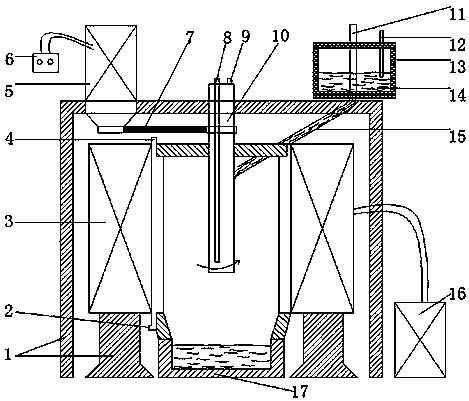
图1为高锰钢整铸辙叉铸造工艺示意图;其中,1为浇口,2、3、4、5、6、7、8、9、10、11、12为铸件的保温冒口,13为横浇道。
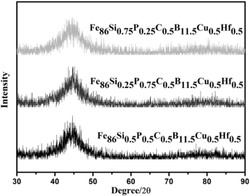
图2为普通高锰钢整铸辙叉铸件中夹杂物分布状况。
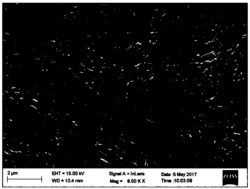
图3为通过本发明获得高锰钢整铸辙叉铸件中夹杂物分布状况。
图4(a)-图4(b)为普通高锰钢整铸辙叉铸件晶粒分布状况;其中,图4(a)为普通高锰钢整铸辙叉铸件根部晶粒分布状况图;图4(b)为普通高锰钢整铸辙叉铸件中间部位晶粒分布状况图。
图5(a)-图5(b)为通过本发明获得高锰钢整铸辙叉铸件晶粒分布状况;其中,图5(a)为通过本发明获得高锰钢整铸辙叉铸件根部晶粒分布状况图;图5(b)为通过本发明获得高锰钢整铸辙叉铸件中间部位晶粒分布状况图。
图6(a)-图6(b)为通过本发明生产的高锰钢辙叉示意图;其中,图6(a)为高锰钢整铸辙叉的正面示意图;图6(b)为高锰钢整铸辙叉的背面示意图。
具体实施方式具体实施方式
本发明一种长寿命、细晶化高锰钢整铸铸件制造方法具体操作如下:
1)材料准备:普通钼铁、铌铁、钒铁和钛铁,合金尺寸在15~25mm的块状结构,合金添加到精炼包之前应烘烤到120~150℃,烘烤20~40min。
2)设备准备:专用投放微合金投掷工具以及烘烤设备。
3)钢水冶炼:钢水高温出炉,出炉温度为1600±25℃,在精炼包中进行炉外吹氩气精炼,严格控制磷、硫含量,P≤0.025%,S≤0.010%。
精炼过程中,氩气压力为0.1~0.5MPa,压力管道内径Φ10~20mm,吹氩时间0.5~1分钟/吨钢水,喂丝量为浇注钢水总重量的0.3~1%,喂丝为精炼常用的Si-Ca丝,其作用是脱氧、精炼。
4)严格控制浇注温度,浇注温度为1500±25℃。高锰钢辙叉在选择浇注温度时,尺寸短小的整铸辙叉浇注温度取下限,尺寸较大的复杂整铸辙叉浇注温度取上限。
5)微合金加入量:在精炼时添加元素重量含量为0.05~0.1%、精炼温度1560±20℃。
6)微合金加入方法:应用投掷漏斗将合金均匀放置在精炼包的中下部,均匀放置,严禁将投仍合金。
7)铸件处理:采用热打箱工艺,为了减少铸件的拉应力,打箱时铸件温度不低于700℃。采用气割方法进行热割冒口,切割温度不低于500℃,切割后热送进入热处理窑,进行均匀化处理,均匀化温度为1050±10℃,保温时间为4~6h。
下面结合附图及实施例详述本发明。
实施例1
钢水出炉温度为1590℃,浇注金属液重量10.1吨,在精炼包中进行精炼,精炼过程中,氩气压力为0.2MPa,压力管道内径Φ10mm,吹氩时间1分钟/吨钢水,喂丝量为浇注钢水总重量的0.4%,喂丝为精炼常用的Si-Ca丝。除去夹杂后在1550℃温度下进行微合金化,添加钼、铌、钒、钛,加入元素重量比分别是0.05%。浇注辙叉5颗,辙叉铸造工艺示意图如图1所示,浇口1及与浇口1连通的横浇道13位于铸件一侧,在铸件顶部需要补缩的位置设置保温冒口2、3、4、5、6、7、8、9、10、11、12。浇注温度1490℃,浇注之前在型腔中充氩气,在氩气保护下进行浇注,采用高径比为2.5∶1的保温冒口,保温冒口壁厚30mm,冒口高度为250mm。铸件采用热打箱工艺,铸件完全凝固后20~60min内打箱,用气割方法进行热割冒口,热割冒口温度500℃,切割后热送进入热处理窑,进行均匀化处理,均匀化温度为1050℃,保温时间为4.5h。主要采用了高温出炉,有利于金属液的合金化以及精炼工艺。利用计算机模拟手段合理地设计了冒口形状以及冒口位置。在精炼包内进行微合金化,细化铸件晶粒,减少夹杂物尺寸以及弥散夹杂物分布,提高铸件质量。高锰钢辙叉铸件在浇口端有几处砂眼,并存有气孔,但这些缺陷都在铸件的加工范围之内,属可去除缺陷。加工后的铸件经过探伤没有缺陷,铸件质量良好。
本实施例中,合金最终成分如下:C:1.1%;Si:0.46%;Mn:12.8%;Mo:0.05%;Nb:0.051%;V:0.053%:Ti:0.052%;S:0.008%;P:0.022%;Al:0.012%;其余为Fe。
本发明中,采用计算机模拟手段合理地设计了冒口形状以及冒口位置。“计算机模拟技术”可参见:中国发明专利申请(公开号:CN 1388444A)提及的一种铸件充型过程模拟方法。以及,中国发明专利申请(公开号:200810011501.4)提及的一种高锰钢铸件细晶化铸造工艺方法。
本发明采用微合金化以及精炼工艺,高锰钢整铸辙叉铸件夹杂物尺寸显著减小,铸件的纯净化显著提高,图2为普通工艺生产的辙叉夹杂物分布,夹杂物尺寸大,分布不均匀。图3为采用本发明生产的高锰钢辙叉夹杂物分布情况,夹杂物细小,弥散分布。此外铸件的晶粒尺寸显著降低,晶粒均匀。从而使高锰钢铸件的性能得到显著提高,σb≥910MPa,ak≥190J/cm2,δ≥46%。图4(a)-图4(b)为普通工艺生产的辙叉铸件晶粒形貌,晶粒粗大。图5(a)-图5(b)为采用本发明生产的细晶化铸件晶粒形貌,晶粒细小、均匀。
实施例2
钢水出炉温度为1600℃,浇注金属液重量10.3吨,在精炼包中进行精炼,精炼过程中,氩气压力为0.3MPa,压力管道内径Φ15mm,吹氩时间0.6分钟/吨钢水,喂丝量为浇注钢水总重量的0.5%,喂丝为精炼常用的Si-Ca丝。除去夹杂后在1560℃温度下进行微合金化,添加钼、铌、钒、钛,加入元素重量比分别是0.08%。浇注辙叉5颗,辙叉铸造工艺示意图如图1所示。浇注温度1500℃,浇注之前在型腔中充氩气,在氩气保护下进行浇注,采用高径比为3∶1的保温冒口,保温冒口壁厚35mm,冒口高度220mm。铸件采用热打箱工艺,铸件完全凝固后20~60min内打箱,用气割方法进行热割冒口,热割冒口温度550℃,切割后热送进入热处理窑,进行均匀化处理,均匀化温度为1040℃,保温时间为5h。主要采用了高温出炉,有利于金属液的合金化以及精炼工艺。利用计算机模拟手段合理地设计了冒口形状以及冒口位置。在精炼包内进行微合金化,细化铸件晶粒,减少夹杂物尺寸以及弥散夹杂物分布,提高铸件质量。高锰钢辙叉铸件在浇口端与末端有几处砂眼,但这些缺陷都在铸件的加工范围之内,属可去除缺陷。
本实施例中,合金最终成分如下:C:1.05%;Si:0.44%;Mn:13.2%;Mo:0.078%;Nb:0.082%;V:0.083%:Ti:0.084%;S:0.007%;P:0.021%;Al:0.013%;其余为Fe。
实施例3
钢水出炉温度为1610℃,浇注金属液重量10.2吨,在精炼包中进行精炼,精炼过程中,氩气压力为0.5MPa,压力管道内径Φ20mm,吹氩时间0.5分钟/吨钢水,喂丝量为浇注钢水总重量的1%,喂丝为精炼常用的Si-Ca丝。除去夹杂后在1570℃温度下进行微合金化,添加钼、铌、钒、钛,加入元素重量比分别是0.1%。浇注辙叉5颗,辙叉铸造工艺示意图如图1所示。浇注温度1480℃,浇注之前在型腔中充氩气,在氩气保护下进行浇注,采用高径比为3.5∶1的保温冒口,保温冒口壁厚40mm,冒口高度230mm。铸件采用热打箱工艺,铸件完全凝固后20~60min内打箱,用气割方法进行热割冒口,热割冒口温度530℃,切割后热送进入热处理窑,进行均匀化处理,均匀化温度为1060℃,保温时间为4h。主要采用了高温出炉,有利于金属液的合金化以及精炼工艺。利用计算机模拟手段合理地设计了冒口形状以及冒口位置。在精炼包内进行微合金化,细化铸件晶粒,减少夹杂物尺寸以及弥散夹杂物分布,提高铸件质量。高锰钢辙叉铸件表面,次表面均没有发现夹杂,铸件表面质量良好。铸件经过探伤,未发现缺陷,铸件质量完好。
本实施例中,合金最终成分如下:C:1.04%;Si:0.45%;Mn:13.2%;Mo:0.09%;Nb:0.10%;V:0.12%:Ti:0.11%;S:0.009%;P:0.021%;Al:0.013%;其余为Fe。
本发明工作过程及结果:
由于本发明采用在冶炼过程中进行了炉外精炼和合金化,减少了金属液中的夹杂与气体,在浇注过程中进行氩气保护,减少了铸件中的二次夹杂物,保证了金属液的纯净;利用计算机模拟技术设计的冒口有效地起到了补缩作用,消除了铸件中的缩孔、裂纹等缺陷,生产出了没有任何缺陷的高性能铸件,见图6(a)-图6(b)。
一种长寿命、细晶化的高锰钢整铸辙叉的铸造工艺专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。













动态评分
0.0