








专利摘要
本发明涉及一种制备细晶纯铌锭的熔炼方法,采用真空电子束冷床炉熔炼制备纯铌锭;所述熔炼过程中,添加0.01~0.06wt%的钇元素。采用本方法制备的纯铌铸锭材具有晶粒细小和组织均匀性好的特点,可获得晶粒尺寸为5‑15mm、剩余电阻比率(RRR值>300)的均匀全等轴成品铸锭。采用熔炼过程中添加0.01~0.06wt%的钇元素,在电子束冷床熔炼过程中,保持溶液置于冷床中10‑600S,并通过电子束不断搅拌。然后浇注入结晶器中,可获得铸态晶粒尺寸为5‑15mm的均匀全等轴成品铸锭。
权利要求
1.一种制备细晶纯铌锭的熔炼方法,其特征在于,采用真空电子束冷床炉熔炼制备纯铌锭;
所述熔炼过程中,添加0.01~0.06wt%的钇元素;
所述钇元素的添加方法为:将含有钇元素的有机溶剂涂覆在熔炼用的纯铌电极上,烘干;
或纯铌电极四周围绕多圈金属钇丝;
所述熔炼的具体步骤包括:
将电极装入电子束冷床炉,抽真空,当真空度≤10
熔炼过程中保持真空度≤10
熔炼速度选择为25-40kg/h,结晶器冷却水压力应大于0.35MPa;电子枪功率为100kW~150kW;电压选用20000~30000V,熔炼电流为5A;电极Z向行进速度6~10mm/min。
2.如权利要求1所述的制备细晶纯铌锭的熔炼方法,其特征在于,所述钇元素为溶解在有机溶剂中的金属钇粉。
3.如权利要求2所述的制备细晶纯铌锭的熔炼方法,其特征在于,所述有机溶剂为CCl
4.如权利要求1所述的制备细晶纯铌锭的熔炼方法,其特征在于,所述烘干的条件为40~100℃烘干20~60min。
5.权利要求1-4任一项所述的方法制备的细晶纯铌锭。
6.权利要求5所述的细晶纯铌锭在制备超导材料、原子能结构材料和超耐热合金中的应用。
说明书
技术领域
本发明属于有色金属冶炼技术领域,涉及一种采用添加细晶形核元素制备细晶纯铌锭的方法。
背景技术
公开该背景技术部分的信息仅仅旨在增加对本发明的总体背景的理解,而不必然被视为承认或以任何形式暗示该信息构成已经成为本领域一般技术人员所公知的现有技术。
细晶纯铌锭是生产高质量纯铌产品所需的原材料。近年来全球能源危机逐渐严重,开发新一代核能转化装置对于满足发展需求显得越来越急迫,高纯铌棒及腔体是开发新型超导磁体及加速器装置的重要基础材料。具不完全统计,2008年全球对于此类纯铌铸锭的需求超过1000吨,而且这种需求呈现出逐年上升的趋势。此类特殊用途的纯铌产品对于熔炼工艺及其铸锭质量有极高的要求:首先铸锭须有高的纯度以保证剩余电阻比率(RRR值>300)满足超导性能的需求(参考文献:任军帅,张英明,郭学鹏,席恩平,王娟.射频超导腔用高纯铌材制备,稀有金属材料与工程,48(2),2019,688-692)。再次,纯铌锭的晶粒尺寸应细小且较为均匀,有利于其后续塑性成型以保证获得微观组织均匀和力学性能优良的纯铌产品。目前,采用的电子束冷床熔炼方式生产的铸锭普遍存在晶粒粗大、边心部差异大或铌锭纯度不足、剩余电阻比率较小的问题,两方面性能难以兼顾。
发明内容
为了克服上述问题,本发明提供了一种制备细晶纯铌锭的熔炼方法,解决了现有熔炼技术中存在的铸态晶粒粗大、边心部差异大或铌锭纯度不足、剩余电阻比率较小的问题。
为实现上述技术目的,本发明采用的技术方案如下:
一种制备细晶纯铌锭的熔炼方法,采用真空电子束冷床炉熔炼制备纯铌锭;
所述熔炼过程中,添加0.01~0.06wt%的钇元素。
为了使铸锭既具有较高的纯度以保证剩余电阻比率(RRR值>300)满足超导性能的需求,又具有细小、均匀的晶粒尺寸以利于后续塑性成型获得微观组织均匀和力学性能优良的纯铌产品。本申请经过系统研究和实验摸索发现:在真空电子束冷床炉熔炼制备纯铌锭过程中,添加微量金属钇既可控制铸态晶粒尺寸,又可限制杂质含量保障最终纯铌产品的RRR值满足要求,实现了两方面性能的平衡。
在一些实施例中,所述钇元素为溶解在有机溶剂中的金属钇粉。本发明的目的是要解决通过添加Y元素来细化纯Nb合金铸锭组织,添加量过少达不到细化效果而添加量过多导致RRR值降低。
本申请中对于溶解钇的有机溶剂并不作特殊的限定,在一些实施例中,所述有机溶剂为CCl4或甲苯,以溶解钇,使其在纯铌电极分布更均匀。
本申请研究发现:钇粉添加方式的不同,会对铸态晶粒尺寸、形态有所影响。因此,在一些实施例中,所述钇粉的添加方法为:将含有钇元素的有机溶剂涂覆在熔炼用的纯铌电极上,烘干;
或纯铌电极四周围绕多圈金属钇丝,所获得纯铌铸锭材具有晶粒细小和组织均匀性好、RRR值(>300)的细晶纯铌锭。
烘干温度过低、溶剂蒸发缓慢;烘干温度过高,钇在铌电极上分布不均匀,因此,在一些实施例中,所述烘干的条件为60~65℃烘干25~30min,以保证钇在铌电极上均匀分布的同时,提高烘干效率。
在一些实施例中,所述钇元素为通过焊接在纯铌电极表面的金属钇丝,使金属钇丝在铌电极上分布均匀、稳定。
在一些实施例中,所述添加的钇丝直径为0.75mm,氩弧焊焊接,在钇添加量尽可能小的情况下,细化晶粒、提高其组织均匀性。
在一些实施例中,所述熔炼的具体步骤包括:
将电极装入电子束冷床炉,抽真空,当真空度≤10
熔炼过程中保持真空度≤10
在一些实施例中,所述熔炼速度选择为25-40kg/h,结晶器冷却水压力应大于0.35MPa。采用较小熔炼速度和较大水压,有利于加快熔池的冷却速度,控制熔池深度,限制金属元素在凝固中的扩散距离,从而提升纯铌铸锭中晶粒的均匀细小程度。
在一些实施例中,所述的电子枪功率(即熔炼功率)为100kW~150kW。电压选用20000~30000V,熔炼电流为5A左右。电极Z向行进速度(即拉锭速度)6~10mm/min。
本发明还提供了任一上述的方法制备的细晶纯铌锭。
本发明还提供了上述的细晶纯铌锭在制备超导材料、原子能结构材料和超耐热合金中的应用。
本发明的有益效果在于:
(1)本申请制备的纯铌铸锭材具有晶粒细小和组织均匀性好、剩余电阻比率高(RRR值>300)的特点,可获得平均晶粒尺寸为5-15mm的均匀全等轴成品铸锭。采用熔炼过程中添加0.01~0.06wt%的钇元素,在电子束冷床熔炼过程中,保持溶液置于冷床中10-600S,并通过电子束不断搅拌。然后浇注入结晶器中,可获得铸态晶粒尺寸为4-10mm的全等轴成品铸锭。
(2)本申请的操作方法简单、成本低、具有普适性,易于规模化生产。
附图说明
构成本申请的一部分的说明书附图用来提供对本申请的进一步理解,本申请的示意性实施例及其说明用于解释本申请,并不构成对本申请的不当限定。
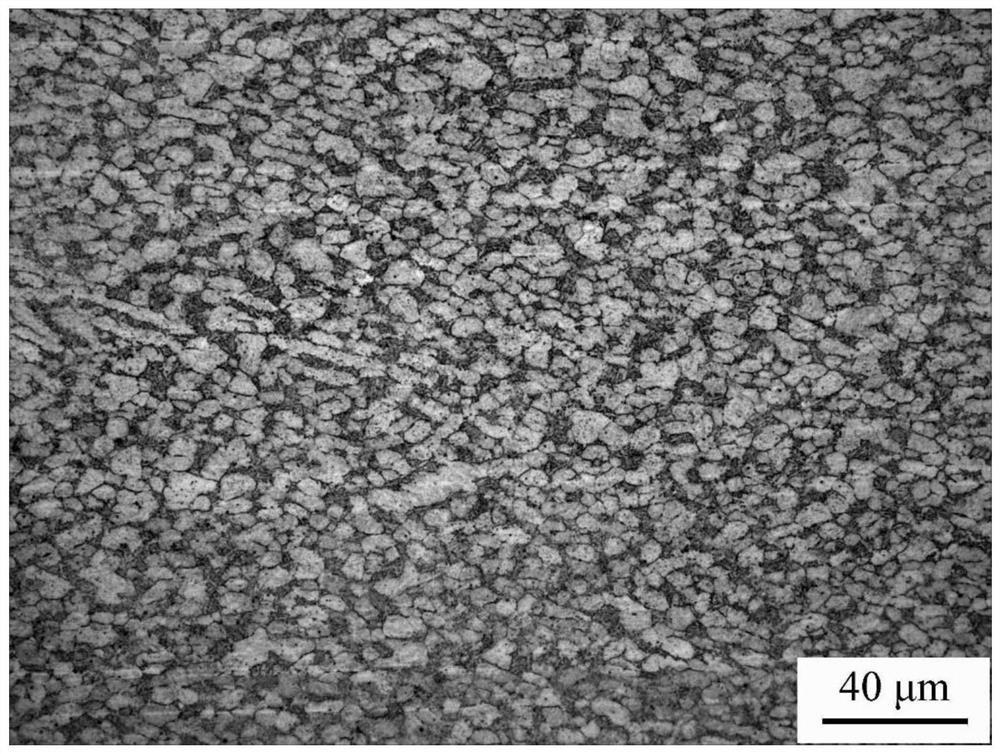
图1为未添加元素钇的纯铌铸锭组织,最大晶粒尺寸约为40mm。
图2为采用喷涂钇粉添加0.01wt%元素钇的纯铌铸锭组织,最大晶粒尺寸约为20mm,平均晶粒尺寸约为15mm。
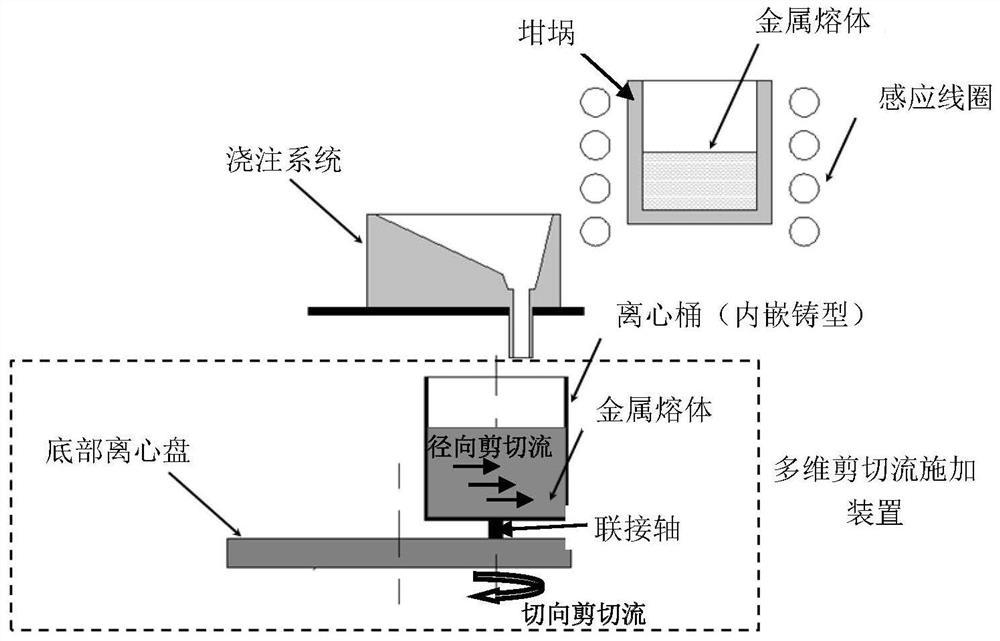
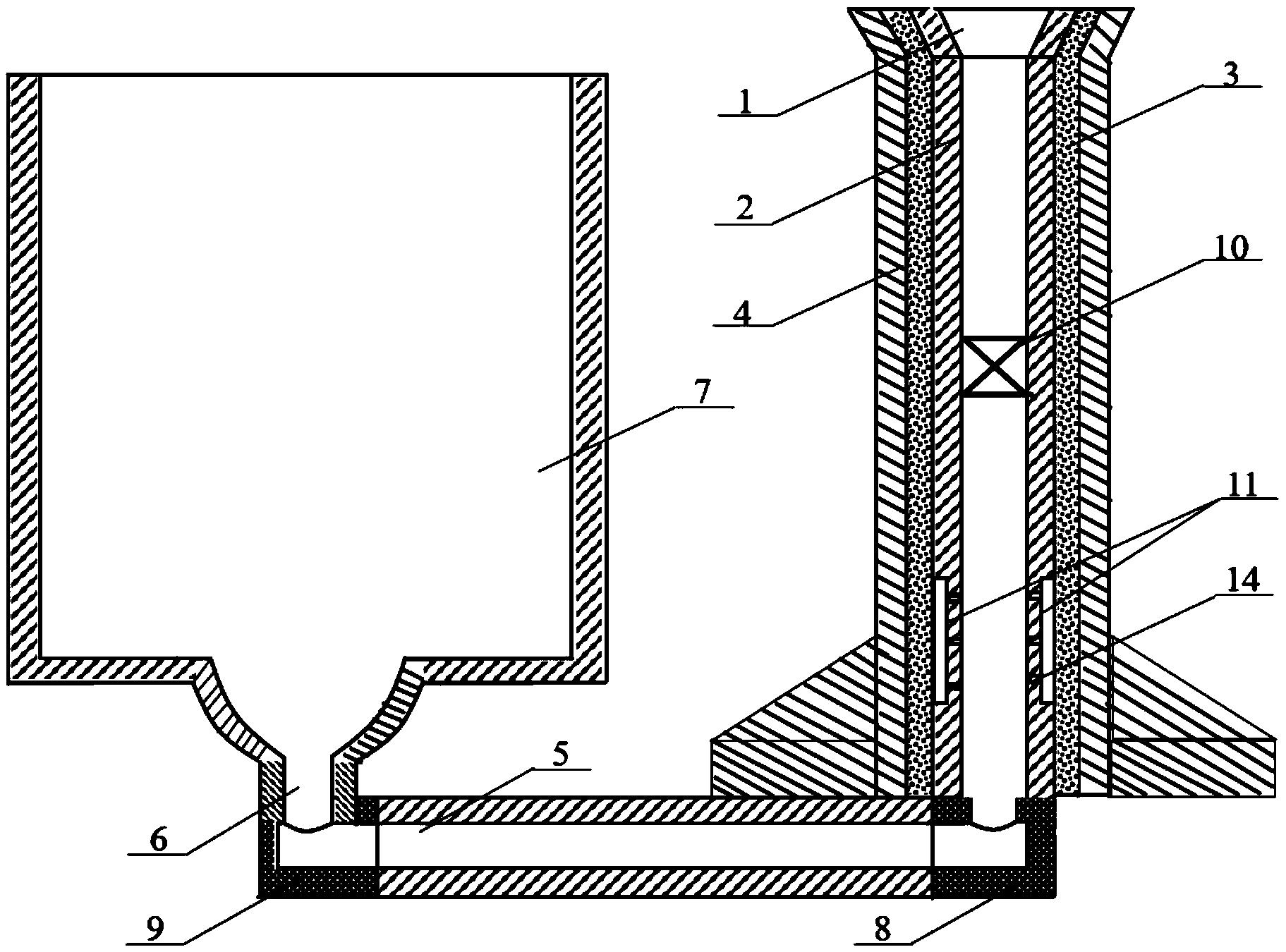
图3为氩弧焊焊接法添加金属钇丝的示意图。
图4为采用焊接钇丝添加0.01wt%元素钇的纯铌铸锭组织,铸锭晶粒尺寸分布不均匀,边部晶粒平均尺寸为10mm,心部最大晶粒尺寸约为30mm。
图5为采用喷涂钇粉添加0.04wt%元素钇的纯铌铸锭组织,最大晶粒尺寸约为12mm,平均晶粒尺寸为10mm。
图6为采用喷涂钇粉添加0.06wt%元素钇的纯铌铸锭组织,最大晶粒尺寸约为8mm,平均晶粒尺寸为5mm。
具体实施方式
应该指出,以下详细说明都是例示性的,旨在对本申请提供进一步的说明。除非另有指明,本申请使用的所有技术和科学术语具有与本申请所属技术领域的普通技术人员通常理解的相同含义。
需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本申请的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
正如背景技术所介绍的,针对目前采用的电子束冷床熔炼方式生产的铸锭普遍存在晶粒粗大、边心部差异大的问题。因此,本发明提出一种细晶纯铌铸锭的熔炼方法,具体包括以下工艺过程:
⑴将按照比例计算好的0.01-0.06%的金属钇粉用CCl4或甲苯等溶剂溶解后,均匀地涂覆在熔炼用的纯铌电极上。之后将电极放入烘箱中,40~100℃烘干20~60min,检查金属钇粉在电极上的粘附情况,确定无误后装入电子束冷床炉准备熔炼。
⑵将准备好的电极装入电子束冷床炉中抽真空,当真空度≤10
⑶熔炼过程中保持真空度≤10
⑷熔炼速度选择为25-40kg/h,结晶器冷却水压力应大于0.35MPa。
下面结合具体的实施例,对本发明做进一步的详细说明,应该指出,所述具体实施例是对本发明的解释而不是限定。
实施例1
Φ100mm纯铌电极一支(已经过两次提纯熔炼,有效去除O、N等杂志元素,电极纯度≥99.90%),装入真空电子束冷床炉,抽真空至10
实施例2
Φ100mm纯铌电极一支(已经过两次提纯熔炼,有效去除O、N等杂志元素,电极纯度≥99.90%),用工业喷涂设备在电极表面均匀涂覆添加比例为0.01wt%的金属钇粉溶液,放入烘箱中,60℃烘干30min。将已经添加过金属钇粉的纯铌电极装入真空电子束冷床炉,抽真空至10
实施例3
Φ100mm纯铌电极一支(已经过两次提纯熔炼,有效去除O、N等杂志元素,电极纯度≥99.90%),用氩弧焊将钇丝焊接在电极圆周的方式添加元素钇,如附图3将金属钇丝沿轴向螺旋缠绕并焊接固定在纯铌电极表面,金属钇丝的直径为0.75mm,加入元素钇的比例为0.01wt%。将已经添加过金属钇丝的纯铌电极装入真空电子束冷床炉,抽真空至10
实施例4
Φ100mm纯铌电极一支(已经过两次提纯熔炼,有效去除O、N等杂志元素,电极纯度≥99.90%),用工业喷涂设备在电极表面均匀涂覆添加比例为0.04wt%的金属钇粉溶液,放入烘箱中,60℃烘干30min。将已经添加过金属钇粉的纯铌电极装入真空电子束冷床炉,抽真空至10
实施例5
Φ100mm纯铌电极一支(已经过两次提纯熔炼,有效去除O、N等杂志元素,电极纯度≥99.90%),用工业喷涂设备在电极表面均匀涂覆添加比例为0.06wt%的金属钇粉溶液,放入烘箱中,60℃烘干30min。将已经添加过金属钇粉的纯铌电极装入真空电子束冷床炉,抽真空至10
最后应该说明的是,以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述实施例所记载的技术方案进行修改,或者对其中部分进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。上述虽然结合附图对本发明的具体实施方式进行了描述,但并非对本发明保护范围的限制,所属领域技术人员应该明白,在本发明的技术方案的基础上,本领域技术人员不需要付出创造性劳动即可做出的各种修改或变形仍在本发明的保护范围以内。
一种制备细晶纯铌锭的熔炼方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。


















动态评分
0.0