









专利摘要
本发明公开了一种弦线轮的加工方法,在加工弦线轮齿廓时,弦线轮的轮坯随工作台匀速回转,刀盘一方面随刀杆沿轮坯径向按正弦规律做直线运动,另一方面绕刀盘自身轴线转动,由刀盘的圆弧形切削刃加工出弦线轮的齿廓。本发明还公开了一种非接触式弦线轮转子泵,包括弦线轮转子、泵体、外啮合齿轮、吸液口、排液口;一对外啮合齿轮驱动尺寸相同、轴线平行的两个弦线轮转子反向、同速转动,两弦线轮转子的齿面不直接接触,由齿面间的相对运动及契形间隙形成压力油膜,该油膜将吸、排液口隔离。本发明将驱动齿轮与弦线轮转子分开设计,两个弦线轮转子始终只有一对轮齿“啮合”,从根本上消除了困油现象;瞬时流量为时间的一次函数,理论上无流量脉动。
权利要求
1.一种弦线轮加工方法,其特征在于:在加工弦线轮的齿廓时,弦线轮的轮坯随工作台(8)匀速回转,刀杆(12)沿所述轮坯的径向按正弦规律做直线运动,刀盘(10)一方面随刀杆(12)在导槽(13)中按正弦规律做直线移动,另一方面绕刀盘(10)自身轴线(11)转动,由刀盘(10)的圆弧形切削刃加工出所述弦线轮的齿廓;刀杆(12)的位移s与工作台(8)转过的角度θ满足如下关系:s=r+hsin(zθ),其中r、h和z分别为所述弦线轮的分度圆半径、齿顶高和齿数;所述刀盘(10)的圆弧形切削刃的刀刃半径r
2.根据权利要求1所述的弦线轮加工方法,其特征在于:所述f
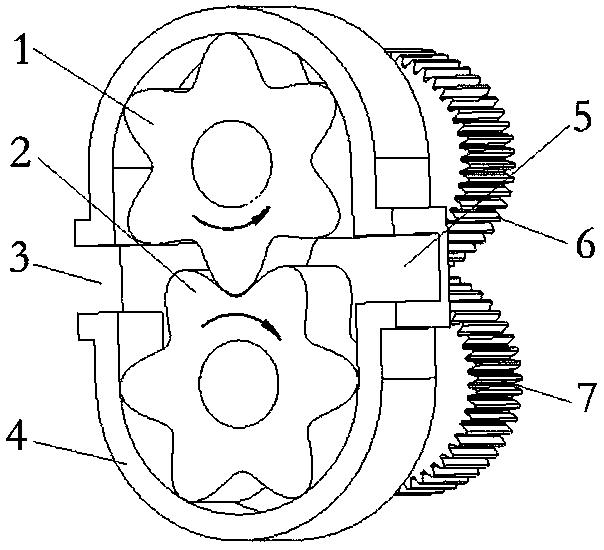
3.一种非接触式弦线轮转子泵,包括弦线轮转子(1、2)、泵体(4)、外啮合齿轮(6、7)、吸液口(5)、排液口(3),其特征在于:弦线轮转子(1、2)的齿廓是通过权利要求1所述弦线轮加工方法加工而得到的,弦线轮转子(1、2)由一对传动比等于1的外啮合齿轮(6、7)分别驱动,弦线轮转子(1、2)的齿面不直接接触,由弦线轮转子(1、2)齿面间的相对运动及契形间隙形成一压力油膜,该油膜将吸液口(5)、排液口(3)隔离开。
4.根据权利要求3所述的非接触式弦线轮转子泵,其特征在于:所述弦线轮转子(1、2)与所述外啮合齿轮(6、7)分开设计,所述弦线轮转子(1、2)的中心距与所述外啮合齿轮(6、7)的中心距相同。
说明书
技术领域
本发明涉及弦线轮转子泵生产技术领域,更具体地说,涉及一种弦线轮加工方法,还涉及一种弦线轮转子泵,尤其涉及一种以所述弦线轮加工方法加工出的两个相同尺寸的弦线轮作为转子并利用动压油膜隔离吸、排液口的非接触式弦线轮转子泵。
背景技术
普通齿轮泵一般采用一对参数相同的渐开线外齿轮进行传动,吸、排液工作和动力传递由同一对齿轮完成,具有结构简单、体积小、重量轻、自吸性能好等优点,是工业中应用最为广泛的流体输送装置。但普通齿轮泵为了保证连续传动,重合度必须大于1,这造成了令人棘手的困油现象;又因为要兼顾轮齿强度和泵体尺寸,所以齿数不能太多,这又造成流量脉动较大。
与本发明相近的现有技术是湖南科技大学陈磊的硕士论文《余弦齿轮数控滚切加工理论研究》的第三章“弦齿轮数控滚切加工的数学建模”,徐攀的硕士论文《余弦齿轮的数控插削加工方法及仿真研究》的第二章“余弦齿轮的数控插削加工展成机理”,王建的硕士论文《余弦齿轮传动的原理与特性研究》第三章“弦齿轮传动的数学模型”,胡华荣的硕士论文《外啮合余弦齿轮泵的特性研究》中第二章“余弦齿轮传动的数学模型及特性”。
由于余弦齿轮的齿廓不能互为共轭啮合,在上述王建的论文p26,3.3共轭齿廓方程、胡华荣的论文p8,2.1.3共轭齿廓方程中可以看出:余弦齿轮泵是一个余弦齿轮和一个与其共轭的非余弦齿轮相啮合,这种共轭齿轮的齿廓复杂,同时因为重合度必须大于1,所以也存在困油现象。
发明内容
为了消除困油现象,降低流量脉动和减小齿面摩擦,本发明提出了一种弦线轮加工方法及利用该加工方法加工弦线轮转子的齿廓而得到的非接触式弦线轮转子泵。
本发明解决技术问题采用了将弦线轮加工方法与非接触式弦线轮转子泵相结合的方案。本发明一种弦线轮加工方法的技术方案是:在加工弦线轮的齿廓时,弦线轮的轮坯随工作台匀速回转,刀杆沿轮坯的径向按正弦规律做直线运动,刀盘一方面随刀杆在导槽中按正弦规律做直线移动,另一方面绕刀盘自身轴线转动,刀盘的切削刃在刀盘轴剖面的形状为圆弧,由此相对运动规律所加工出的弦线轮的齿廓,也是余弦(或正弦)齿轮齿廓的等距曲线。
本发明还提供了一种非接触式弦线轮转子泵,包括弦线轮转子、泵体、外啮合齿轮、吸液口、排液口。其中弦线轮转子的齿廓是通过上述弦线轮加工方法加工而得到的。一对传动比等于1的外啮合齿轮分别驱动尺寸相同、轴线平行的两个弦线轮转子反向、同速转动。在开始工作的启动阶段,两个弦线轮转子轮齿之间的间隙会造成吸液口和排液口的连通,但随着转速的增加,两个弦线轮转子齿面间的相对运动速度加快,因齿面间的间隙为契形,轮齿间逐渐形成一个压力油膜而进入正常运转阶段,该压力油膜可以起到隔离吸液口和排液口的作用,流体从两弦线轮转子脱离“啮合”的一侧被吸入,从进入“啮合”的一侧被排出。
本发明的非接触式弦线轮转子泵中,吸液口、排液口的横截面积均为时间的一次函数,因此理论上无流量脉动。
上述方案中,所述弦线轮转子与所述外啮合齿轮(驱动齿轮)分开设计。
上述方案中,所述弦线轮转子与所述外啮合齿轮的分度圆半径相等,两者的中心距也相同。
上述方案中,所述弦线轮转子的齿数z≥2,常取z=3~10。
本发明的有益效果是:采用驱动齿轮与工作轮(弦线轮转子)分离设计,两个弦线轮转子始终只有一对轮齿“啮合”,所以从根本上消除了困油现象;利用压力油膜隔离吸、排液口,使两个弦线轮转子齿面间的固体摩擦转变为液体摩擦,可大大减小齿面摩擦;同时,因为吸液口与排液口的横截面积均为时间的一次函数,因此理论上无流量脉动,特别适合作为高速、高粘度流体连续平稳输送的装置。
附图说明
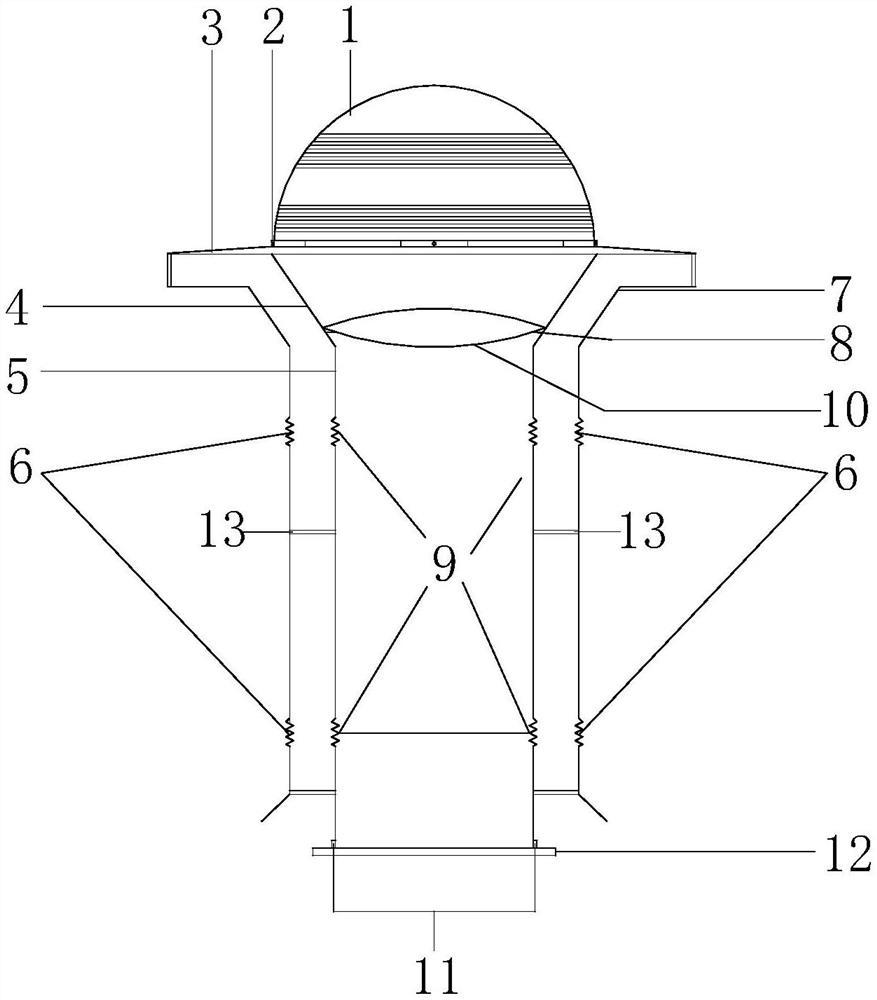
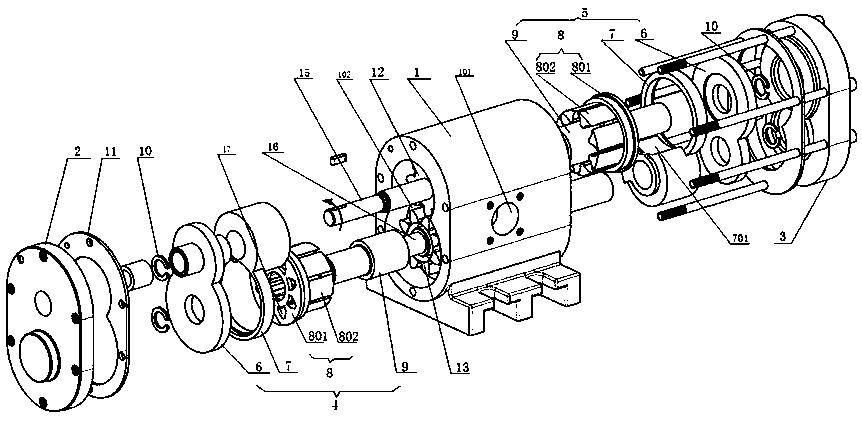
图1是本发明所述非接触式弦线轮转子泵的结构示意图;
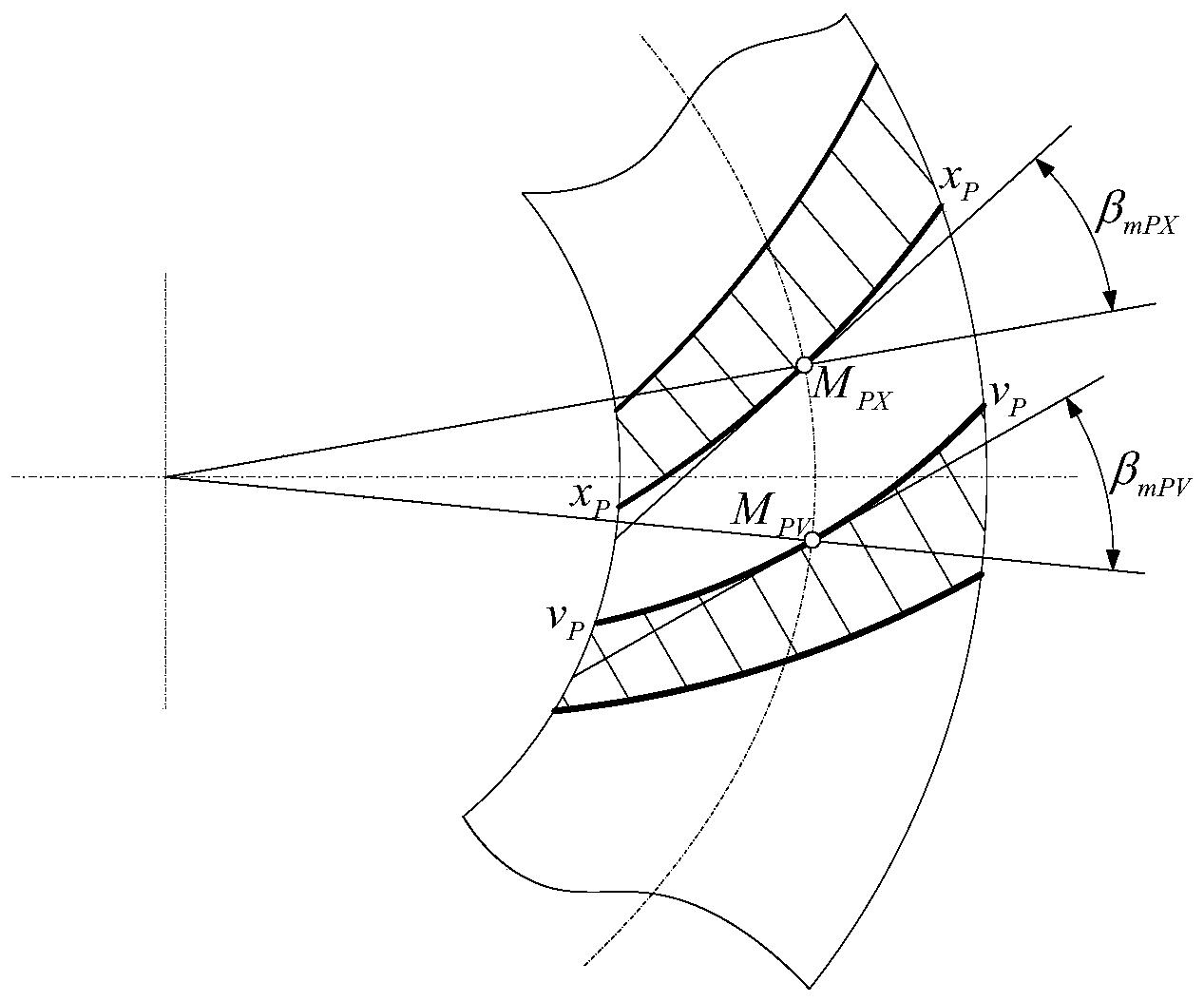
图2是本发明所述弦线轮的分度圆、理论齿廓和实际齿廓示意图;
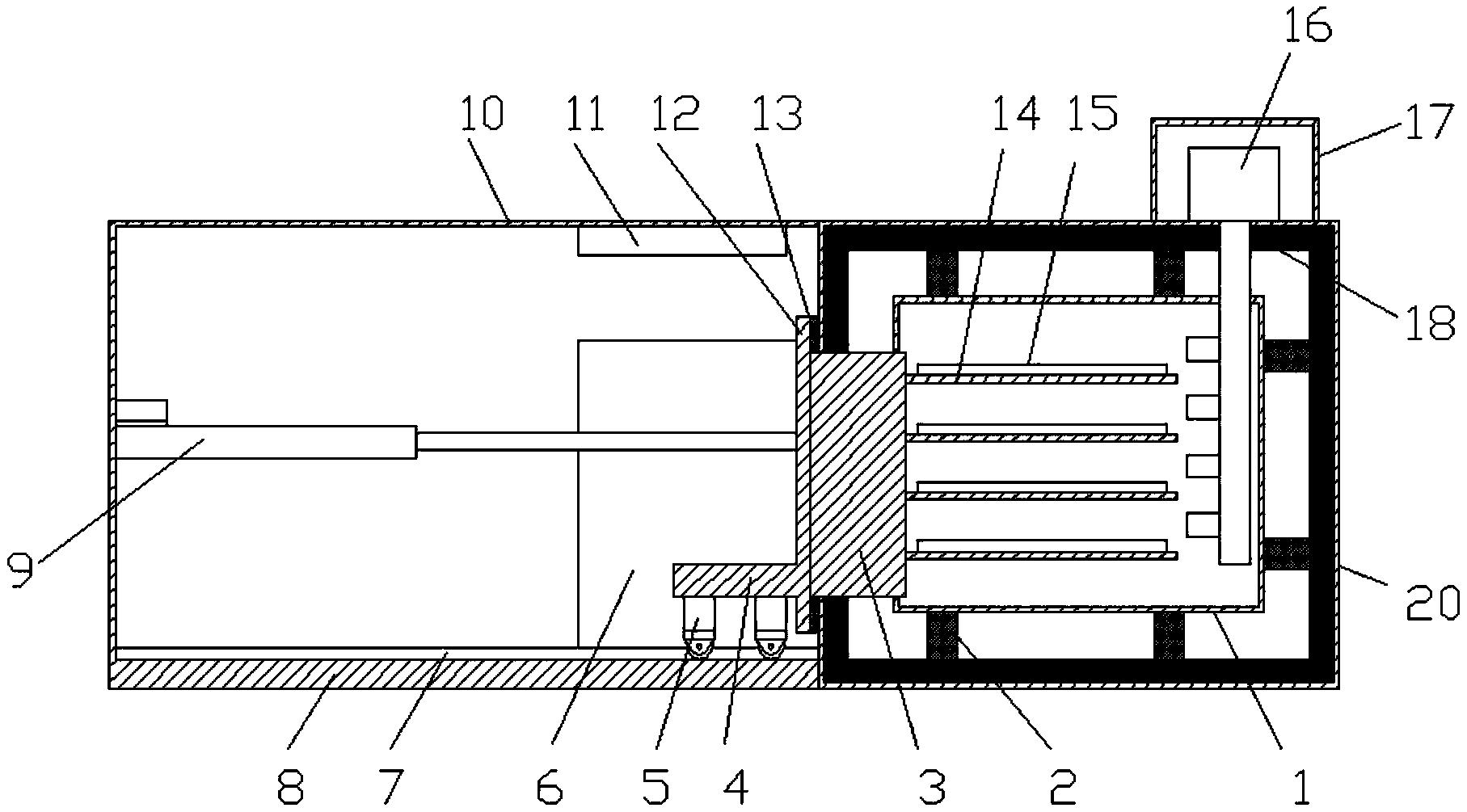
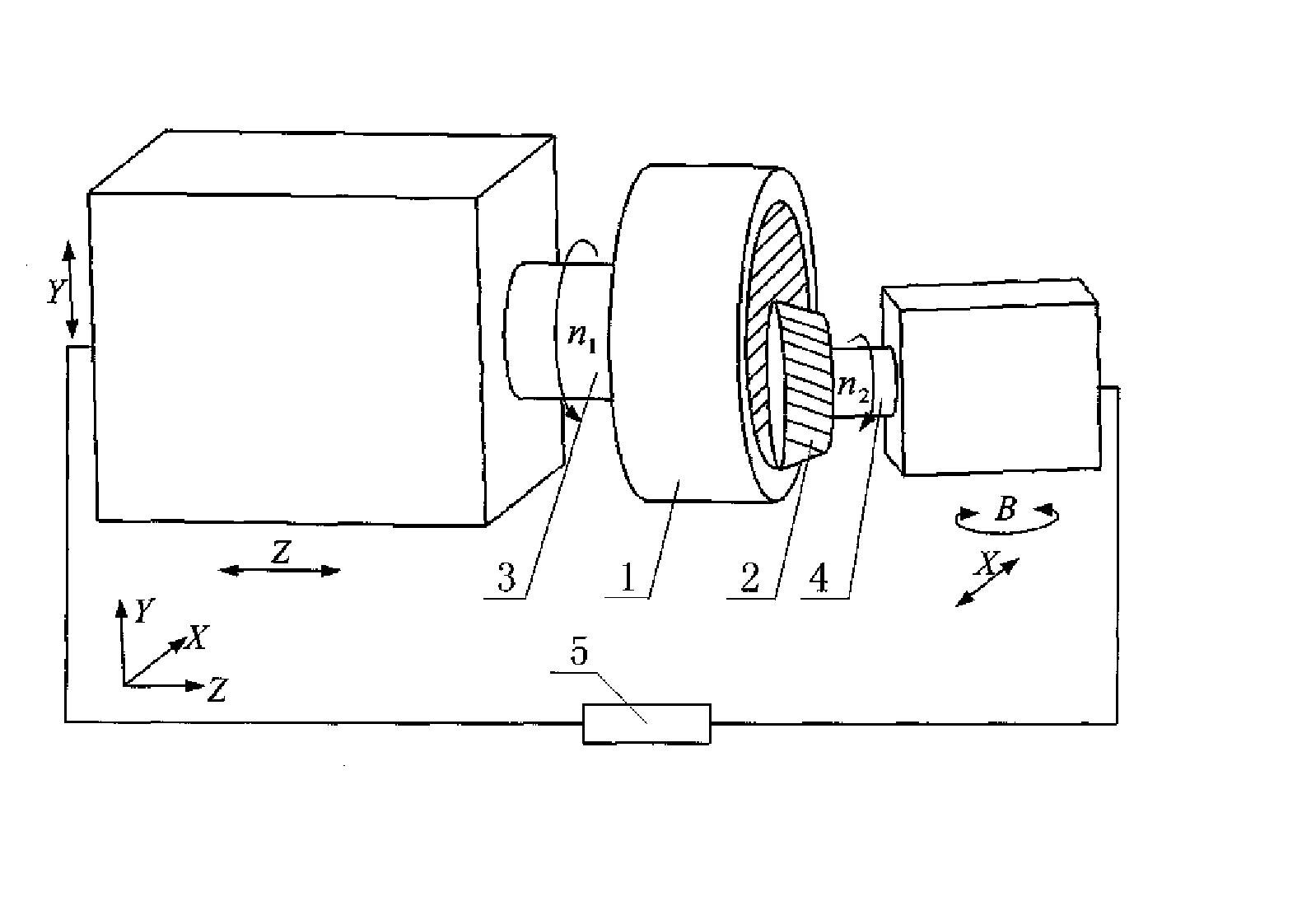
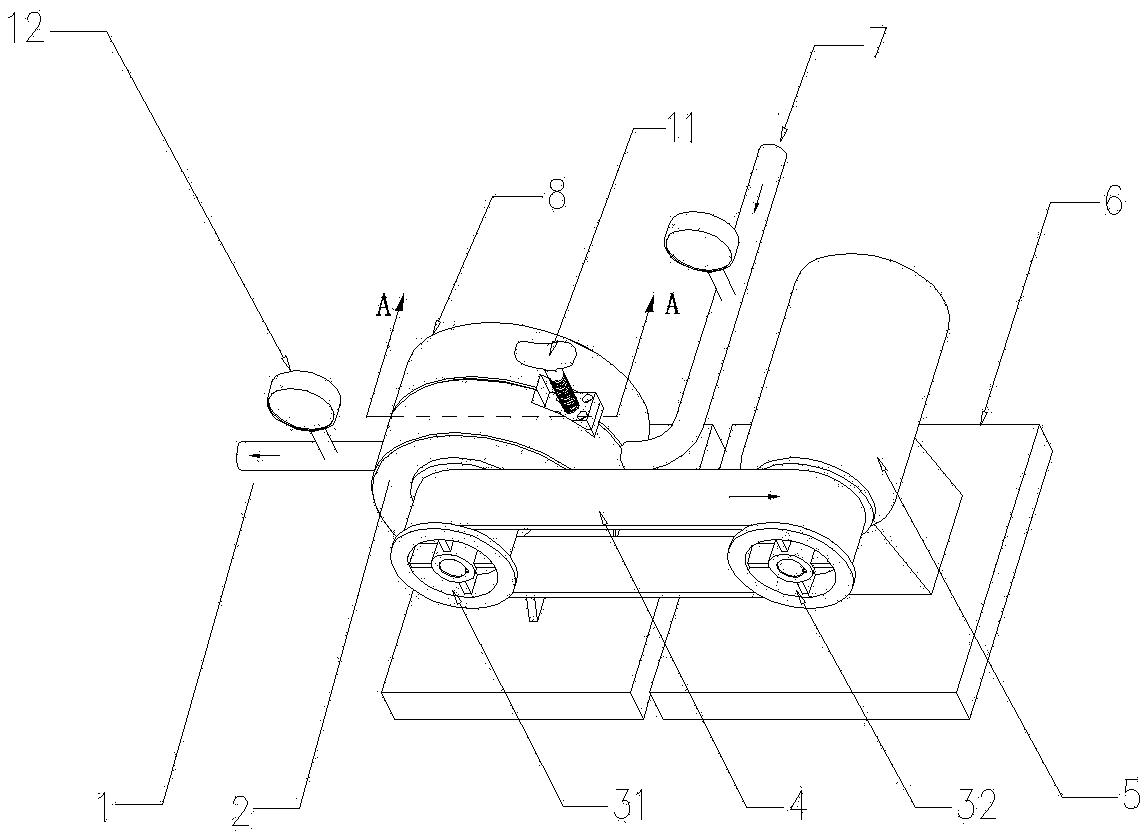
图3是本发明所述弦线轮加工原理示意图;
图4是本发明所述弦线轮加工方法中加工刀盘结构示意图;
图5是本发明所述弦线轮加工刀片示意图;
图6是本发明所述非接触式弦线轮转子泵工作状态示意图。
图中:1、2—弦线轮转子(即工作轮),3—排液口,4—泵体,5—吸液口,6、7—外啮合齿轮(即驱动齿轮),d—弦线轮的分度圆,L—弦线轮的理论廓线,S—弦线轮的实际廓线,8—工作台,9—工作台回转轴线,10—刀盘,11—刀盘轴线,12—刀杆,13—刀杆导槽,14—导槽中心线,10P—刀片,10Z—刀盘座,r0—刀刃半径,工作台回转轴线9与刀杆中心线14共面。弦线轮的理论廓线L的极坐标方程为:
ρ=r+hsin(zθ)
式中:ρ—极径,θ—极角,r—弦线轮的分度圆半径,h—弦线轮的齿顶高,z—弦线轮的齿数。
弦线轮的实际廓线S是理论廓线L的等距曲线,其直角坐标方程为:
式中:r0—刀刃半径。
需要说明的是:当中心距a=2r时,弦线轮的理论齿廓存在微量干涉。为了保证弦线轮的实际齿廓不发生干涉及动压油膜有形成的空间,本发明中刀盘10的圆弧形切削刃的刀刃半径r0≈fmax×cos(90°/z),其中:z为弦线轮的齿数,fmax为轴线平行、尺寸相同的两个弦线轮理论齿廓的最大干涉值。理论齿廓绘出后,fmax可从相关绘图软件中直接测出(常用的AutoCAD,Pro/E,UG等软件均有此功能)。
根据图6所示两弦线轮转子的相位关系,当两弦线轮转子反向、同速转过任意一个角度f时,两弦线轮转子理论齿廓与连心线交点处的向径分别为ρ1和ρ2:
始终满足:ρ1+ρ2=a,即两弦线轮转子理论廓线在连心线上保持接触。
在无泄漏、不回油的假设下,非接触式弦线轮转子泵的流量表达式为:
其中,Q为流量;B为弦线轮转子的宽度,单位mm;ω为弦线轮转子的角速度,单位rad/s;其他符号意义同前,单位均为mm。
因Q是时间的一次函数,故理论上没有流量脉动。
具体实施方式
下面结合附图对本发明作进一步的说明。
图3至图5是本发明公开的一种弦线轮加工方法的一个实施例。弦线轮转子(1或2)的轮坯随工作台8绕轴线9匀速转动,刀盘10一方面绕自身轴线11快速旋转以形成切削运动,另一方面随刀杆12在导槽13中,沿中心线14按正弦规律做直线移动,刀杆的位移s与工作台转过的角度θ满足如下关系:s=r+hsin(zθ)。
刀盘10的结构如图4所示,刀盘10是由若干把刀片10P嵌装在刀盘座10Z中而成。刀片10P的切削刃是圆弧形,半径为r0,如图5所示,通过调换刀片可以得到不同的切削刃半径r0,从而获得与理论廓线法向距离不同的实际轮廓。为了保证弦线轮的实际齿廓不发生干涉及动压油膜有形成的空间,取刀刃半径r0≈fmax×cos(90°/z),其中,z为弦线轮的齿数,理论齿廓绘出后,弦线轮理论齿廓的最大干涉值fmax可从相关绘图软件中直接测出(常用的AutoCAD,Pro/E,UG等软件均有此功能)。r0的取值范围与泵的流量、转速、弦线轮的材料及所输送流体的粘度等有关。一般取r0=0.8~1.8mm,流体粘度大、转速高时偏上限值,反之偏下限值。
图1和图6是本发明公开的一种非接触式弦线轮转子泵的一个实施例。弦线轮转子1和2参数相同,驱动齿轮(外啮合齿轮)6和7参数相同,且弦线轮转子1和2按分度圆相切的位置安装,即中心距a=2r,弦线轮转子1和2的中心距与驱动齿轮6和7的中心距相同。弦线轮转子1由齿轮6驱动,弦线轮转子2由齿轮7驱动,角速度关系:ω1=ω6=-ω7=-ω2。
在非接触式弦线轮转子泵进入正常运转阶段之后,由弦线轮转子1和2齿面间的相对运动及齿面间的契形间隙,轮齿间形成一个压力油膜,该压力油膜阻断了吸液口和排液口的连通。流体从两弦线轮转子脱离“啮合”的一侧被吸入,从进入“啮合”的一侧被排出。
本发明的非接触式弦线轮转子泵,因弦线轮转子1和2始终只有一对轮齿“啮合”,所以从根本上消除了困油现象,同时因为是非接触式传动,弦线轮转子1和2齿面间的摩擦由固体摩擦变为液体摩擦,加之理论流量脉动为零,所以尤其适合于高速、高粘度流体连续平稳输送的装置,弦线轮转子的齿数及结构尺寸根据实际需求选取。
一种弦线轮加工方法及非接触式弦线轮转子泵专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。







动态评分
0.0