










专利摘要
本发明公开一种柔性板带式电解加工工具阴极及其加工方法,通过柔性板制备,所述柔性板包括挠性绝缘层和导电层,所述导电层设置在两所述挠性绝缘层之间,所述柔性板的一侧为加工侧面,所述加工侧面对应工件设置;本发明具有加工稳定性好、加工精度高和加工效率高的特点。
权利要求
1.一种柔性板带式电解加工工具阴极,其特征在于,通过柔性板制备,所述柔性板包括挠性绝缘层和导电层,所述导电层设置在两所述挠性绝缘层之间,所述柔性板的一侧为加工侧面,所述加工侧面对应工件设置;
将所述柔性板上所述导电层的两端焊接以制成环形带状的柔性板带,所述柔性板带依次安装在接触轮、张紧轮上,所述接触轮带动所述柔性板带,所述张紧轮使所述柔性板带张紧。
2.如权利要求1所述的柔性板带式电解加工工具阴极,其特征在于,所述加工侧面电镀有金属沉积层,所述金属沉积层上设有人造金刚石磨粒。
3.如权利要求2所述的柔性板带式电解加工工具阴极,其特征在于,所述金属沉积层厚度大于0.03mm;所述金刚石磨粒大于120目。
4.如权利要求1所述的柔性板带式电解加工工具阴极,其特征在于,所述柔性板带的所述加工侧面和/或上、下两端面设置有微细织构;所述柔性板带加工侧面的微细织构为矩形状,或锯齿状、或半圆状、或梯形状中的一种或几种织构组合。
5.如权利要求4所述的柔性板带式电解加工工具阴极,其特征在于,所述加工侧面上的所述微细织构,其加工深度不超过所述柔性板带宽度的一半。
6.如权利要求5所述的柔性板带式电解加工工具阴极,其特征在于,所述柔性板带的上、下两端面的所述微细织构对称分布,且上、下两端面的所述微细织构形状相同。
7.如权利要求1所述的柔性板带式电解加工工具阴极,其特征在于,所述挠性绝缘层的材质设置为聚氨酯类。
8.一种采用如权利要求1至7中任一项所述的柔性板带式电解加工工具阴极进行的加工方法,其特征在于,包括步骤:
S1,制备所述柔性板;
S2,将所述柔性板两端的所述导电层进行焊接制成所述柔性板带;
S3,将所述柔性板带依次安装在所述接触轮、所述张紧轮上,并使所述柔性板带处于张紧状态;
S4,将工件安装在机床主轴上且放置于所述柔性板带的加工侧面,所述工件紧贴所述加工侧面设置;
S5,所述工件、所述导电层分别电性连接电源的正、负极;
S6,向所述工件与所述柔性板带之间形成的加工间隙喷射电解液;
S7,驱动所述接触轮带动所述柔性板带作周向运动或往复运动;
S8,接通所述电源,进行电解加工;
S9,所述机床主轴带动所述工件作进给运动,使所述工件被切割加工。
9.如权利要求8所述的加工方法,其特征在于,在所述步骤S6中,通过侧向喷液装置双面侧向喷射电解液,使电解液到达所述工件的加工区域。
说明书
技术领域
本发明涉及电解加工技术领域,具体涉及一种柔性板带式电解加工工具阴极及其加工方法。
背景技术
电解切割技术是利用金属在电解液中发生电化学溶解的原理,结合多轴数控运动,对金属材料进行加工成形的一种电解加工方法。电解加工过程中产生气泡和加工产物,如果这些加工产物不能及时排出,蓄积在加工区内,将会导致加工区局部电解液成分、浓度发生很大程度的改变,从而降低加工反应速度甚至中断加工。电解切割技术使用的工具电极一般是线电极、管电极、非圆截面电极、中空管状电极和片状电极等。电解线切割技术在实际生产中得到广泛应用,但是存在不足:电解切割效率较低、可切割工件厚度有限。这是因为电解线切割切缝很小,甚至达到微米级,这时新鲜电解液很难进入切缝到达加工区域,降低了电解反应速度,并且电解加工时产生的气泡和不溶性产物很难从切缝中排出,影响电解加工的稳定性,甚至会出现短路而中止加工。尤其是切割大厚度工件时,厚度越大,切缝越深,产物更难以排出,电解液难以得到更新。
鉴于上述缺陷,本发明创作者经过长时间的研究和实践终于获得了本发明。
发明内容
为解决上述技术缺陷,本发明采用的技术方案在于,提供一种柔性板带式电解加工工具阴极,通过柔性板制备,所述柔性板包括挠性绝缘层和导电层,所述导电层设置在两所述挠性绝缘层之间,所述柔性板的一侧为加工侧面,所述加工侧面对应工件设置。
较佳的,将所述柔性板上所述导电层的两端焊接以制成环形带状的柔性板带,所述柔性板带依次安装在接触轮、张紧轮上,所述接触轮带动所述柔性板带,所述张紧轮使所述柔性板带张紧,所述导轮改变所述柔性板带的延伸状态。
较佳的,所述加工侧面电镀有金属沉积层,所述金属沉积层上设有人造金刚石磨粒。
较佳的,所述金属沉积层厚度大于0.03mm;所述金刚石磨粒大于120目。
较佳的,所述柔性板带的所述加工侧面和/或上、下两端面设置有微细织构;所述柔性板带加工侧面的微细织构为矩形状,或锯齿状、或半圆状、或梯形状中的一种或几种织构组合。
较佳的,所述加工侧面上的所述微细织构,其加工深度不超过所述柔性板带宽度的一半。
较佳的,所述柔性板带的上、下两端面的所述微细织构对称分布,且上、下两端面的所述微细织构形状相同。
较佳的,所述挠性绝缘层的材质设置为聚氨酯类。
较佳的,采用所述柔性板带式电解加工工具阴极进行的加工方法,包括步骤:
S1,制备所述柔性板;
S2,将所述柔性板两端的所述导电层进行焊接制成所述柔性板带;
S3,将所述柔性板带依次安装在所述接触轮、所述张紧轮上,并使所述柔性板带处于张紧状态;
S4,将工件安装在机床主轴上且放置于所述柔性板带的加工侧面,所述工件紧贴所述加工侧面设置;
S5,所述工件、所述导电层分别电性连接电源的正、负极;
S6,向所述工件与所述柔性板带之间形成的加工间隙喷射电解液;
S7,驱动所述接触轮带动所述柔性板带作周向运动或往复运动;
S8,接通所述电源,进行电解加工;
S9,所述机床主轴带动所述工件作进给运动,使所述工件被切割加工。
较佳的,在所述步骤S6中,通过侧向喷液装置双面侧向喷射电解液,使电解液到达所述工件的加工区域。
与现有技术比较本发明的有益效果在于:本发明具有加工稳定性好、加工精度高和加工效率高的特点。
附图说明
图1为实施例一所述柔性板带式电解加工工具阴极的示意图;
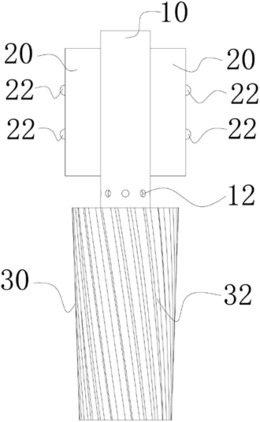
图2为实施例一所述柔性板带与工件加工前的结构主视图;
图3为实施例一所述柔性板带与工件加工前的结构剖视图;
图4为实施例一所述柔性板带式电解加工工具阴极进行微小凹槽的电解加工的系统图;
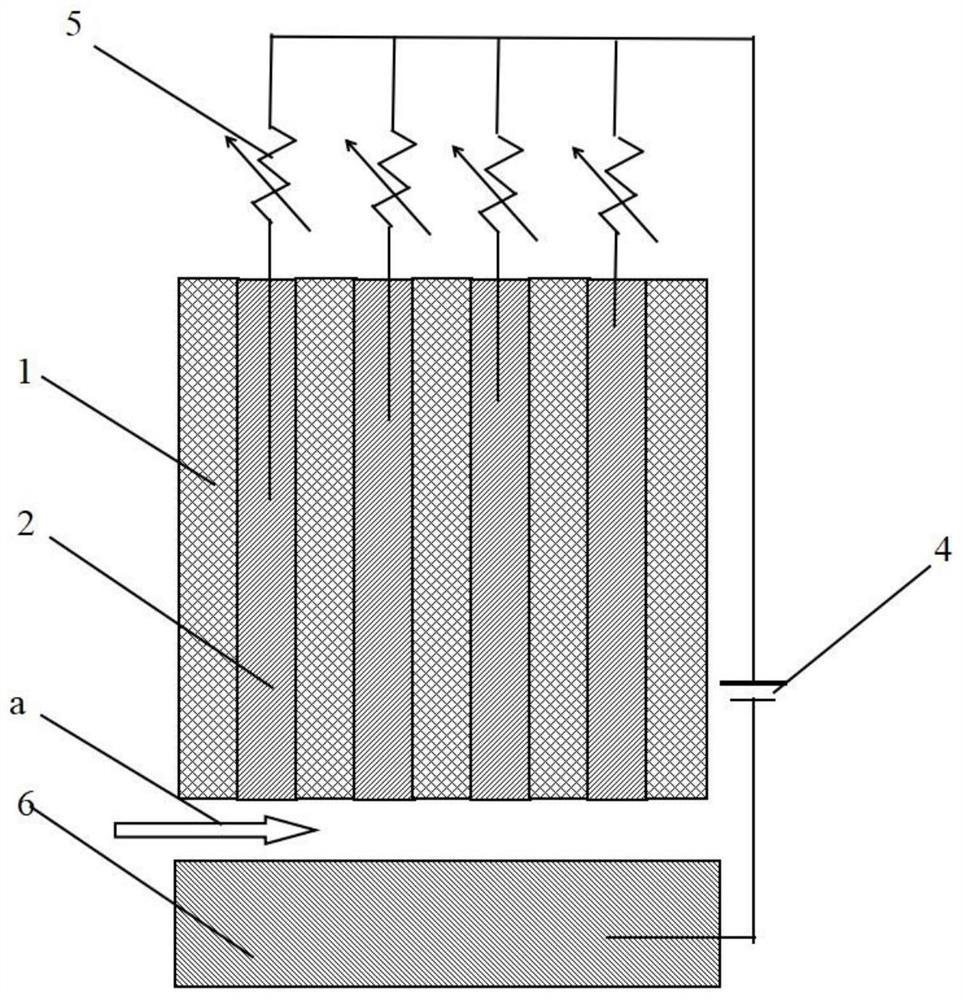
图5为无导轮的柔性板带电解切割加工示意图;
图6为多个导轮的柔性板带电解切割加工示意图;
图7为实施例五所述柔性板带式电解加工工具阴极的示意图;
图8为实施例五所述柔性板带与工件加工前的结构主视图;
图9为图8中A-A的截面剖视图;
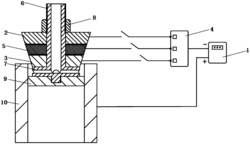
图10为实施例五所述柔性板带式电解加工工具阴极进行微小凹槽的电解加工的系统图;
图11为所述柔性板带加工侧面的微细织构示意图;
图12为所述柔性板带上、下两端面的微细织构示意图;
图13为图12中C-C的截面剖视图;
图14为图12中E-E的截面剖视图;
图15为图12中D-D的截面剖视图。
图中数字表示:
1-电解液槽;2-离心泵;3-溢流阀;4-节流阀;5-导电层;6-挠性绝缘层;7-柔性板;8-柔性板带;9-张紧轮;10-工件;11-接触轮;12-导轮;13-侧向喷液装置;14-电源;15-隔板;16-人造金刚石磨粒;17-金属沉积层。
具体实施方式
以下结合附图,对本发明上述的和另外的技术特征和优点作更详细的说明。
实施例一
本发明所述柔性板带式电解加工工具阴极通过柔性板7制备,所述柔性板7包括挠性绝缘层6和导电层5,所述导电层5设置在两所述挠性绝缘层6之间,所述柔性板7的一侧为加工侧面,所述加工侧面对应工件10设置。
将所述柔性板7上所述导电层5的两端焊接以制成环形带状的柔性板带8,所述柔性板带8依次安装在接触轮11、张紧轮9和导轮12上,所述接触轮11带动所述柔性板带8,所述张紧轮9使所述柔性板带8张紧,所述导轮12改变所述柔性板带8的延伸状态,从而形成本发明的所述柔性板带式电解加工工具阴极。
所述工件10置于所述柔性板带8的加工侧面,所述柔性板带8的加工侧面即为所述柔性板7的加工侧面,所述工件10紧贴所述加工侧面,所述工件10、所述导电层5电性连接电源14的正、负极。
较佳的,所述柔性板带8的运动方式可为单向周向运动或往复运动;所述挠性绝缘层6的材质优选设置为聚氨酯类。
本发明采用所述柔性板带式电解加工工具阴极进行的加工方法,具体步骤如下:
S1,制备由所述导电层5和二层所述挠性绝缘层6组成的所述柔性板7,其中所述导电层5设置于两所述挠性绝缘层6之间;
S2,将所述柔性板7两端的所述导电层5进行焊接制成所述柔性板带8;
S3,将所述柔性板带8依次安装在所述接触轮11、所述张紧轮9和所述导轮12上,并使所述柔性板带8处于张紧状态;
S4,将工件10安装在机床主轴上且放置于所述柔性板带8的加工侧面,所述工件10紧贴所述柔性板带8的加工侧面;
S5,所述工件10、所述导电层5分别电性连接电源14的正、负极;
S6,向所述工件10与所述柔性板带8之间形成的加工间隙喷射电解液,具体通过侧向喷液装置13双面侧向喷射电解液,使电解液到达所述工件10的加工区域;
S7,驱动所述接触轮11带动所述柔性板带8作周向运动b、或往复运动b;
S8,接通所述电源14,进行电解加工;
S9,加工时,机床主轴带动所述工件10进给运动a,使所述工件10不断被切割加工。
本发明所述柔性板带式电解加工工具阴极的结构设置,提高了加工的稳定性,柔性板带始终作周向运动,依附在柔性板带上气泡、电解产物被带出加工区域,电解产物的排出和电解液的更新加快,使得加工间隙内电解液产物、气泡等杂质含量减少,避免了由于电解产物堆积引起的短路现象,另外,干净且未进入加工区域的柔性板带迅速进入加工区域进行切割加工,重新带走电解产物和气泡,这样周而复始,加工稳定性得到提高。
同时本发明所述柔性板带式电解加工工具阴极的选用提高了加工精度,柔性模板中间是导电层,两侧是绝缘层,有效抑制非加工区的材料去除,减小非加工区的二次加工、杂散腐蚀等加工缺陷。从而实现更小缝宽、更低杂散腐蚀的高精度切割加工。
较佳的,根据不同厚度工件的切割,所述柔性板带的厚度可以做到数百微米至几毫米,在加工区域中良好的加工环境条件下,可以实现微小型工件或大厚度工件的切割加工,提高了加工不同厚度工件的适应性。
该结构的所述柔性板带式电解加工工具阴极寿命长,使用该工具阴极对加工环境要求低,且所述柔性板带能实现多次重复使用,无需更换。
实施例二
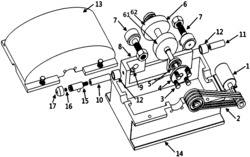
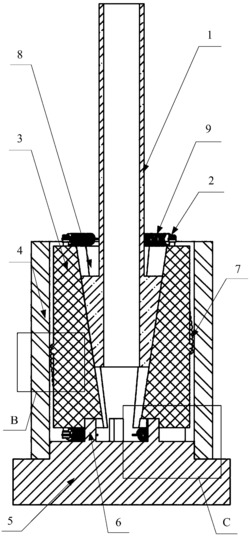
如图1所示,图1为所述柔性板带式电解加工工具阴极的示意图;制备由所述导电层5、二层所述挠性绝缘层6组成的所述柔性板7,其中所述导电层5位于所述挠性绝缘层6的中间,再将所述柔性板7两端的所述导电层5进行焊接制成所述柔性板带8。
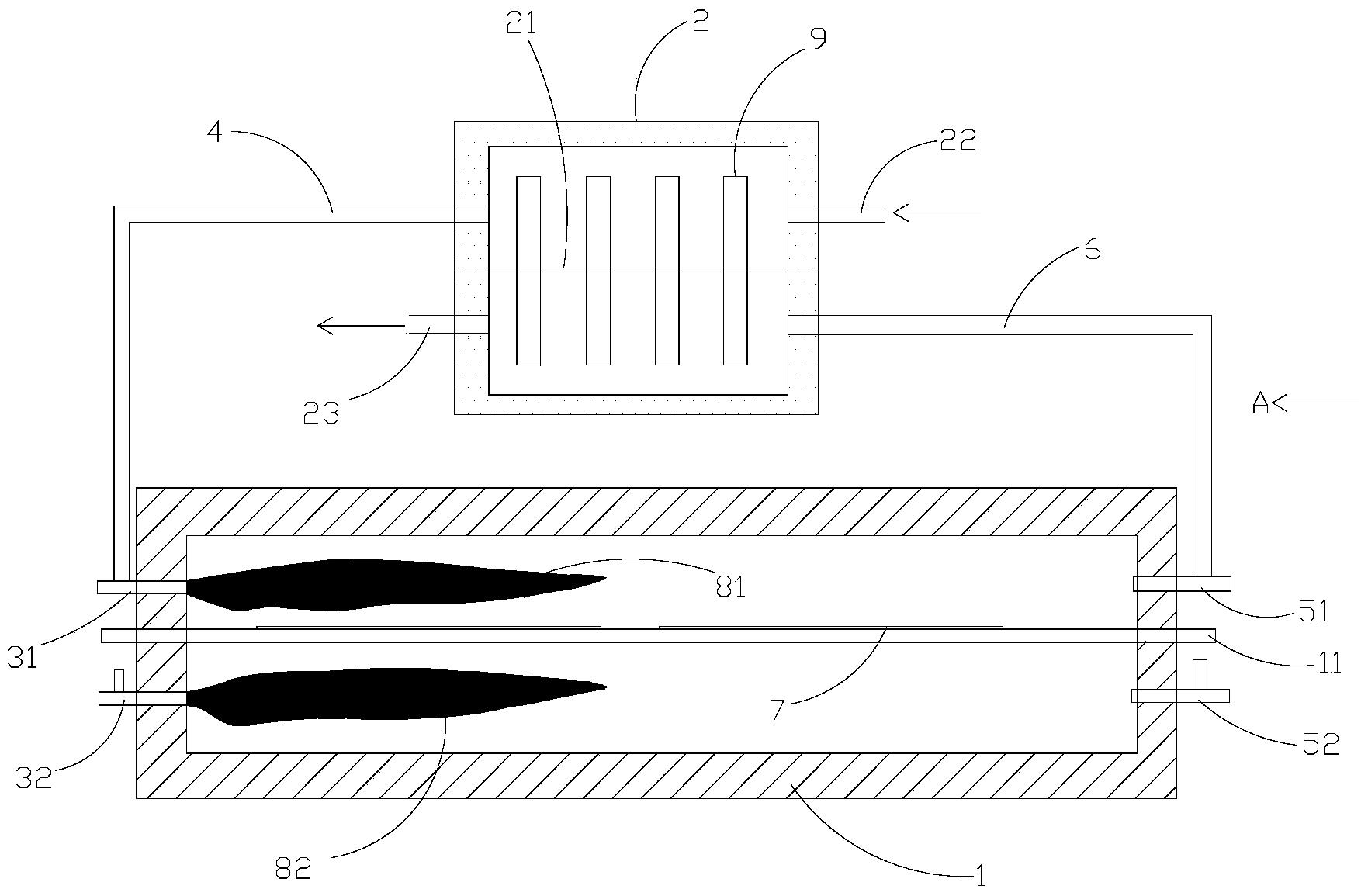
如图2、图3所示,图2为所述柔性板带与工件加工前的结构主视图;图3为所述柔性板带与工件加工前的结构剖视图。其中,a为工件进给运动方向,b为接触轮运动方向。
将所述柔性板带8依次安装在所述接触轮11、所述张紧轮9和所述导轮12上,调整所述张紧轮9,使所述柔性板带8处于张紧状态,将所述工件10通过机床主轴放置于所述柔性板带8的一侧的工位上,驱动机床主轴使所述工件10紧贴所述柔性板带8。
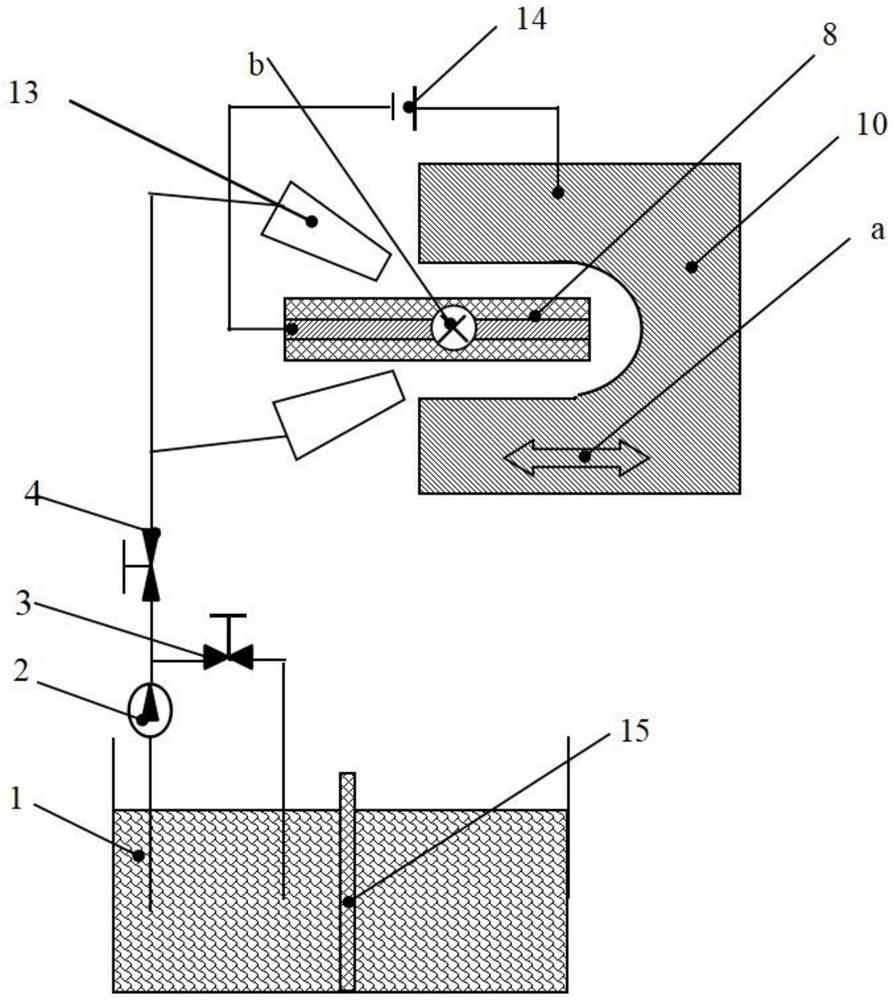
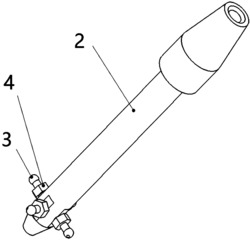
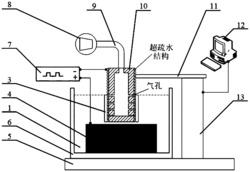
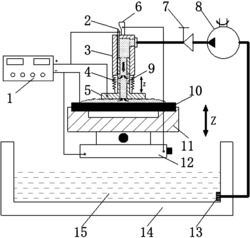
如图4所示,图4为微小凹槽的电解加工的系统图。所述工件10、所述导电层5分别电性连接所述电源14的正、负极。
在加工过程中,关闭溢流阀3,所述电解液槽1内的电解液在离心泵2的作用下,经节流阀4流入至侧向喷液装置13,所述侧向喷液装置13向加工区域侧向喷射电解液,使电解液通过所述柔性板带8的上、下两面流入加工区域,若加工中止,可打所述开溢流阀3,关闭所述节流阀4。所述电解液槽1内还设置有用于清洁电解液所用的隔板15,所述隔板15上设置有过滤网。
在喷射电解液的同时,接通所述电源14,并驱动所述接触轮11旋转,带动所述柔性板带8作周向运动b或往复运动b,同时,驱动机床主轴使所述工件10向所述柔性板带8以一定速度进给a,进行电解切割加工。
实施例三
如图5所示,图5为无导轮的柔性板带电解切割加工示意图;若一次加工切割所述工件10,使所述工件10切割成三段,可以取消所述导轮12的安装,选择适当的所述接触轮11和所述张紧轮9就可以实现。
实施例四
如图6所示,图6为多个导轮的柔性板带电解切割加工示意图。在本实施例中,所述柔性板带式电解加工工具阴极设置有多个所述导轮12,通过所述柔性板带8在所述导轮12上的缠绕变向,使所述柔性板带8多处与所述工件10接触,从而可实现对同一所述工件10多位置上群微小凹槽的切割加工。
实施例五
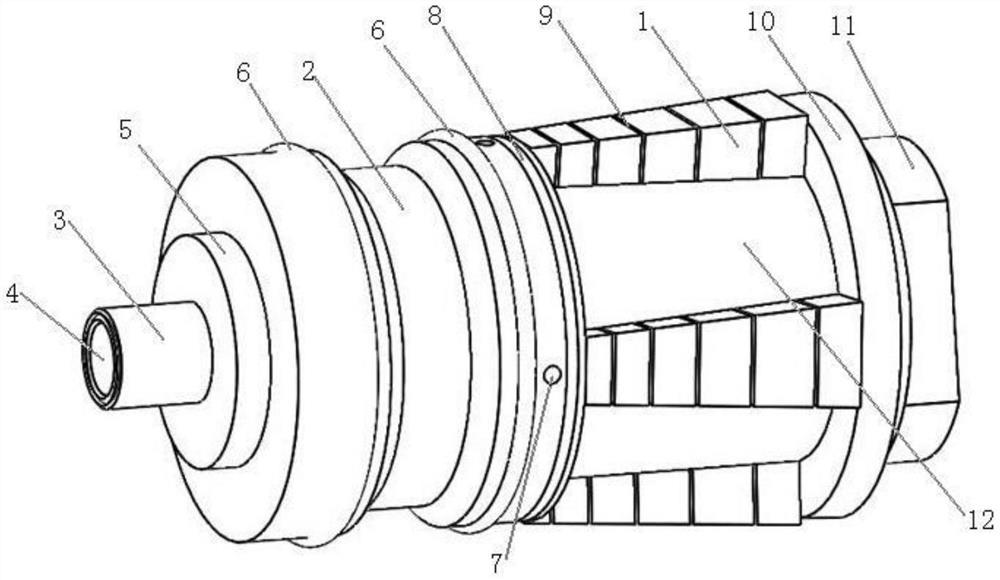
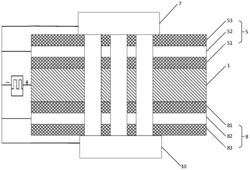
如图7、图8、图9、图10;图7为实施例五所述柔性板带式电解加工工具阴极的示意图;图8为实施例五所述柔性板带与工件加工前的结构主视图;图9为实施例五所述柔性板带与工件加工前的结构剖视图;图10为实施例五所述柔性板带式电解加工工具阴极进行微小凹槽的电解加工的系统图。
在本实施例中,所述柔性板带式电解加工工具阴极通过柔性板7制备,所述柔性板7包括挠性绝缘层6和导电层5,所述导电层5设置在两所述挠性绝缘层6之间,所述柔性板7的一侧为加工侧面,且所述加工侧面电镀有金属沉积层17,所述金属沉积层17上设有人造金刚石磨粒16。
将所述柔性板7上所述导电层5的两端焊接以制成环形带状的柔性板带8,所述柔性板带8依次安装在接触轮11、张紧轮9和导轮12上,所述接触轮11带动所述柔性板带8,所述张紧轮9使所述柔性板带8张紧,所述导轮12改变所述柔性板带8的延伸状态,从而形成本发明的所述柔性板带式电解加工工具阴极。
所述工件10置于所述柔性板带8的加工侧面,所述柔性板带8的加工侧面即为所述柔性板7的加工侧面,工件紧贴所述人造金刚石磨粒16并保持一定的磨削压力,所述工件10、所述导电层5电性连接电源14的正、负极。
较佳的,所述金属沉积层17厚度大于0.03mm;所述金刚石磨粒16大于120目;所述柔性板带8的运动方式可为单向周向运动或往复运动;所述挠性绝缘层6的材质优选设置为聚氨酯类。
本发明所柔性板带式电解加工工具阴极的结构设置,提高了加工的稳定性,所述柔性板带上的人造金刚石磨粒能充分刮除电解产物和对工件表面钝化膜的去除、电解产物的排出和电解液的更新加快以及进一步促进了电解切割加工进行,另外,所述柔性板带始终作周向运动或往复运动,依附在所述柔性板带上的气泡、电解产物被带出加工区域,使得加工间隙内电解液产物、气泡等杂质含量减少,避免了由于电解产物堆积引起的短路现象。
同时本发明柔性板带式电解加工工具阴极的选用提高了加工精度,电解切磨凹槽、流道时,所述人造金刚石磨粒对凹槽和流道底部的磨削使底部加工表面质量得到提高。所述柔性板带中间是导电层,两侧是绝缘层,有效抑制非加工区的材料去除,减小非加工区的二次加工、杂散腐蚀等加工缺陷。从而实现更小缝宽、更低杂散腐蚀的高精度切割加工。
实施例六
在本实施例中,所述柔性板带8加工侧面或上、下两端面存在微细织构。
所述柔性板带8加工侧面的微细织构为矩形状,或锯齿状、或半圆状、或梯形状中的一种或几种织构组合。
所述柔性板带8加工侧面的微细织构为单一织构有序排列,或单一织构无序排列,或多种织构有序排列,或多种织构无序排列。
所述柔性板带8上、下两面的微细织构为矩形状、正方形状、圆形状等中的一种或几种织构组合。
所述柔性板带8上、下两面的微细织构为单一织构有序排列,或单一织构无序排列,或多种织构有序排列,或多种织构无序排列。采用本实施例的所述柔性板带8时,在本发明所述加工方法中,具体的在所述步骤S2中,需先将所述柔性板7的上、下两端面和/或加工侧面进行数控铣削加工,使所述柔性板7上、下两面和/或加工侧面设置有微细织构;在将将所述柔性板7两端的所述导电层5进行焊接制成所述柔性板带8。
本发明柔性板带式电解加工工具阴极的结构设置,采用加工侧面有微细织构的周向运动,有利于电解产物的排出和电解液的更新,带的上、下两面存在微细织构对加工间隙中电解液和电解产物的拖拽、扰动能力进一步促进了加工间隙内电解液的及时更新,提高了加工效率和加工质量。
同时本发明柔性板带式电解加工工具阴极的选用提高了加工精度,柔性模板中间是导电层,两侧是绝缘层,有效抑制非加工区的材料去除,减小非加工区的二次加工、杂散腐蚀等加工缺陷。从而实现更小缝宽、更低杂散腐蚀的高精度切割加工。
如图11所示,图11为所述柔性板带加工侧面的微细织构示意图;考虑所示柔性板带8的使用寿命和加工时的稳定性,在数控铣削加工侧面的所述微细织构时,所述微细织构加工深度不能超过所述柔性板带8宽度的一半。
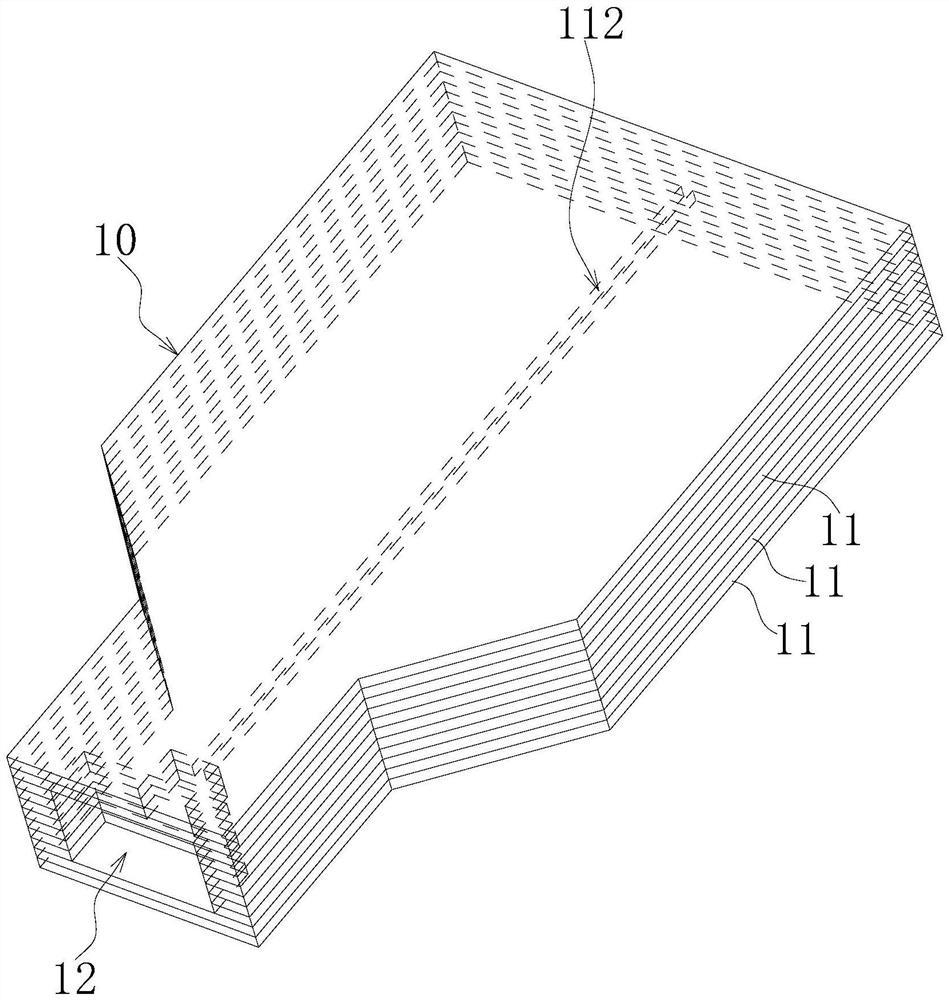
如图12所示,图12为所述柔性板带上、下两端面的微细织构示意图;所述柔性板带8上、下两端面的微细织构布局方面,应使上、下两端面对称分布,且上、下两端面的微细织构的形状相同。
以上所述仅为本发明的较佳实施例,对本发明而言仅仅是说明性的,而非限制性的。本专业技术人员理解,在本发明权利要求所限定的精神和范围内可对其进行许多改变,修改,甚至等效,但都将落入本发明的保护范围内。
一种柔性板带式电解加工工具阴极及其加工方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。










动态评分
0.0