








专利摘要
本发明公开了一种弧形剖分竹片及其制备方法,以大径竹材为原料,经截断、去外节、竹筒剖分、去内节工序后得到带竹青、竹黄的竹条,采用半径测量仪测出竹条的外圆弧半径,根据竹条外圆弧半径和竹片的厚度计算出弧形刀半径,依计算结果选择弧形刀,将竹条沿纵向、平行于竹条外表面劈出弧形横截面、径向厚度均匀的竹片,再将弧形竹片热压展平、铣削平整制得矩形截面的竹片。本发明的竹片,部分竹片留有竹青,可用于生产以竹片为基本单元的竹集成材等竹胶合板材,可减小加工量,节省能耗,提高竹材的利用率。也可用于生产带竹青的竹集成材,生产的板材板面平整,厚度均匀,变形小,且保留了竹青的自然美观,具有较好的装饰效果。
权利要求
1.一种弧形剖分竹片,其特征在于:以大径竹材为原料,经截断、去外节、竹筒剖分、去内节工序后得到带竹青、竹黄的竹条,采用半径测量仪测出竹条的外圆弧半径,根据竹条外圆弧半径和竹片的厚度计算出弧形刀半径,依计算结果选择弧形刀,将竹条沿纵向、平行于竹条外表面劈出弧形横截面、径向厚度均匀的竹片。
2.根据权利要求1所述的弧形剖分竹片,其特征在于:将弧形竹片热压展平、铣削平整制得矩形截面的竹片。
3.根据权利要求1所述的弧形剖分竹片,其特征在于:去外节采用刮削法或回转铣削法;竹筒剖分为过竹筒横断面圆心或质心沿竹筒长度方向纵向剖分;去内节采用铲节法或铣削法。
4.根据权利要求1所述的弧形剖分竹片,其特征在于:半径测量仪采用标准圆弧样板法、卡尺法、弓高弦长法、数字图像法、数显半径规中的一种。
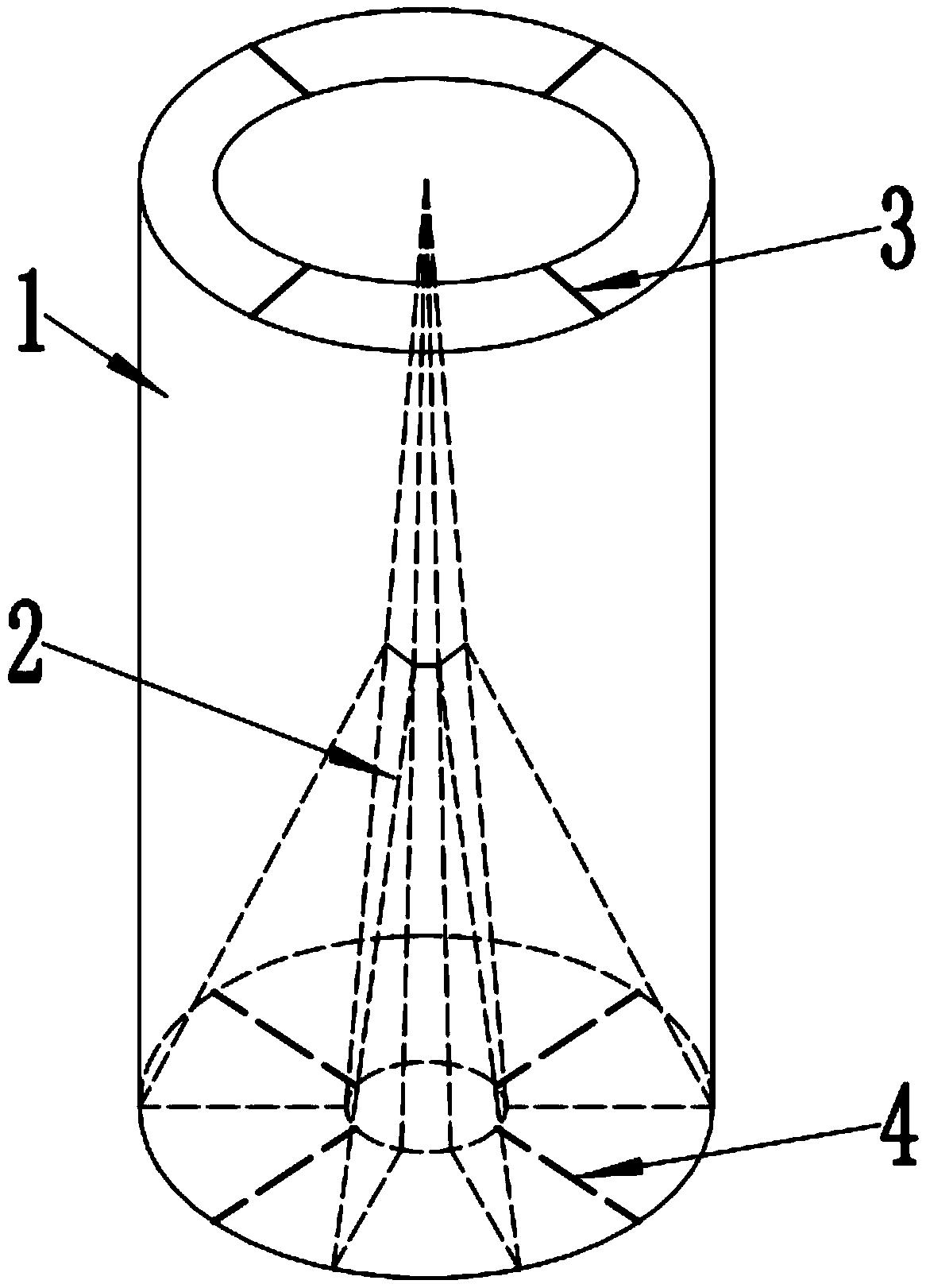
5.根据权利要求1所述的弧形剖分竹片,其特征在于:根据竹条外圆弧半径Rb和竹片的径向厚度H计算出弧形刀半径Rn,Rn=Rb-nH-(2n-g)δ,其中:n为弧剖刀次,当n=1时,即:第一次弧剖,剖分出来的弧形竹片带有竹青;δ为单面刨削加工量,弧剖后的竹片的剖切面预留加工余量;g为留青参数,第一片竹片留青g=1,否则g=0。
6.根据权利要求1所述的弧形剖分竹片,其特征在于:用弧形刀主刀刃与竹条外表面轮廓垂直距离为nH+(2n-g)δ、平行于竹条外表面轮廓纵向进给弧形剖分,自竹条竹青侧开始依次向竹黄侧弧形剖分。
7.根据权利要求1所述的弧形剖分竹片,其特征在于:弧形刀为一组半径不等、逐次增大或减小的弧形刀;弧形刀是整体弧形刀、刀身与刀口焊接的弧形刀或采用模切刀弯曲制成弧形刀的一种;刀具的材料是碳素工具钢、合金工具钢、高速钢、硬质合金中的一种。
8.根据权利要求2所述的弧形剖分竹片,其特征在于:热压展平采用平压法、辊压法中的一种,热压展平工艺参数为:温度100-160℃、压力0.5-1.8MPa、时间为20-60s/mm。
9.一种制备如权利要求1所述的弧形剖分竹片的方法,其特征在于:包括以下步骤:
(1)毛竹材经截断成竹筒;
(2)用铣刀或刀片将步骤(1)的竹筒铣削或刮削去除外节;
(3)用剖分机将步骤(2)的竹筒纵向剖分得到含竹青和竹黄的竹条;
(4)用去节机将步骤(3)的竹条去除节隔;
(5)用半径测量仪测出步骤(4)的竹条的外圆弧半径Rb;
(6)根据步骤(5)测出的竹条外圆弧半径Rb和弧形竹片的径向厚度H,按Rn=Rb-nH-(2n-g)δ,其中:n=1;δ=0;g=1计算得到弧形刀半径Rn;
(7)用半径为步骤(6)计算得到Rn的弧形刀主刀刃与竹条外表面轮廓垂直距离为nH+(2n-g)δ、平行于竹条外表面轮廓纵向进给将步骤(4)的竹条弧形剖分得到弧形竹片;
(8)若剩余部分径向厚度大于nH+(2n-g)δ,其中:n=2;δ=0;g=1,则按步骤(6)所述,重新计算弧形刀半径,按步骤(7)剖分竹片;若剩余部分径向厚度等于nH+(2n-g)δ则不再剖分,直接利用;若剩余部分径向厚度小于nH+(2n-g)δ弧形剖分径向厚度较小的竹片,减小竹片的径向厚度H,依次增大剖分刀次n按步骤(6)计算弧形刀半径,按步骤(7)弧剖径向厚度较小的竹片,直到剩余部分的径向厚度小于工艺要求的最小竹片厚度为止。
10.一种制备如权利要求2所述的弧形剖分竹片的方法,其特征在于:包括以下步骤:
(1)毛竹材经截断成竹筒;
(2)用铣刀或刀片将步骤(1)的竹筒铣削或刮削去除外节;
(3)用剖分机将步骤(2)的竹筒纵向剖分得到含竹青和竹黄的竹条;
(4)用去节机将步骤(3)的竹条去除节隔;
(5)用半径测量仪测出步骤(4)的竹条的外圆弧半径Rb;
(6)根据步骤(5)测出的竹条外圆弧半径Rb和弧形竹片的径向厚度H,按Rn=Rb-nH-(2n-g)δ,其中:n=1;g=1;单面刨削量δ根据工艺需要设定,计算得到弧形刀半径Rn;
(7)用半径为步骤(6)计算得到Rn的弧形刀主刀刃与竹条外表面轮廓垂直距离为nH+(2n-g)δ、平行于竹条外表面轮廓纵向进给将步骤(4)的竹条弧形剖分得到弧形竹片;
(8)若剩余部分径向厚度大于nH+(2n-g)δ,其中:n=2;g=1,则按步骤(6)所述,重新计算弧形刀半径,按步骤(7)剖分竹片;若剩余部分径向厚度等于nH+(2n-g)δ则不再剖分,直接利用;若剩余部分径向厚度小于nH+(2n-g)δ可弧形剖分径向厚度较小的竹片,可减小竹片的径向厚度H,依次增大剖分刀次n按步骤(6)计算弧形刀半径,按步骤(7)弧剖径向厚度较小的竹片,直到剩余部分的径向厚度小于工艺要求的最小竹片厚度为止;
(9)将步骤(7)制得的弧形竹片热压展平,热压展平工艺参数为:温度100-160℃,压力0.5-1.8MPa、热压时间20-60s/mm;
(10)采用铣削设备将步骤(9)展平的竹片表面铣削平整,制得矩形截面的竹片,如果剖分的第一片竹片需留青,则竹青侧表面不经铣削。
说明书
技术领域
本发明属于竹材人造板生产技术领域,具体涉及一种弧形剖分竹片及其制备方法。
背景技术
我国竹类资源丰富,竹林面积、竹子种类及经济利用水平均居世界首位,被誉为“竹子王国”。全世界约有100属1200多种竹子,我国计有39属约500余种,其中具有较高的经济、生态价值而被栽培、利用的有16 属200余种。竹子是一种天然速生材料,与木材有着相似的质感,且我国竹材资源丰富,合理开发利用竹建筑材料可缓解国内木材供需矛盾,具有十分重要的经济、社会和环境效益。竹材色泽柔和、纹理清晰、手感光滑、富有弹性,给人以良好的视觉、嗅觉和触觉感受。它重量轻、韧性好、强度高,具有木材加工过程中可车、可铣、可雕的加工工艺性能,是一种非常好的板材生产原料。
经过30多年的发展,竹材加工业得到快速发展,竹材加工产品种繁多,包括竹集成材、竹编胶合板、竹帘胶合板等,还有各种形式与木材复合的竹木复合板材。现有的各种竹集成材、竹材胶合板材、竹木复合板材,均用毛竹等大径竹经截断、纵向剖分为一定宽度(弧长)的竹条,然后用铣削加工方式将竹条加成矩形截面的竹片,这样铣削加工量大、刀具磨损快,且竹材利用率低。另一方面,竹筒剖分得到的竹条,断面为扇形。授权公告号为CN 200968050Y的“竹地板”与CN 201483617U的“一种弧形竹片径向胶合装置”等专利文献所述,将断面为弧形的竹条侧立径向拼接成竹地板,即一条竹条的竹青与另一条竹条的竹黄面间涂胶拼接,竹材利用率得到最大的提高,但是竹青、竹黄的间胶合难度大,胶合强度低,限制了这类竹地板的生产与应用。授权公告号为CN 2210076Y的“竹青板”、CN 2041243U的“竹青胶合板”、CN 2389194Y的“竹青竹地板”、CN 2761753Y的“竹青竹地板”、CN 200975092Y的“竹青竹地板”、公开号为CN 101004102A的“竹青底层复合地板”等专利文献所述,利用竹青的天然装饰效果,将弧形断面的竹条包括两侧面、竹黄面的三面铣削平整,制得的带竹青的竹片,竹青面仍然为圆柱面,然后将带竹青的竹片作为表层或底层,芯层采用矩形截面的竹片或其它材料为基材制备得到竹青胶合板或竹青竹地板,生产的板材的有竹青表面为波浪状,在有些特殊场合有一定的装饰效果,但其应用范围受到限制,且芯层的竹片仍然是四面刨削的矩形截面竹片。
授权公告号为CN 100532035C的“毛竹竹青板方材及其制造方法”及CN 201189685Y的“一种毛竹竹青板方材”等专利文献所述的采用两层以上竹青朝向同一方向组坯的留青竹片组坯胶合而成毛竹竹青板方材,文献所述为在四面刨上加工成留青竹片,实际上也是将竹筒剖分制得弧形竹条的三面铣削平整,保留竹青,多层间胶合,第一,板坯结构上有两层以上留青竹片,竹青的胶合性能差,造成产品力学性能差;第二,留青竹片的竹青面为圆柱面,在横截面上,中间较厚,两侧较薄,制造的板方材是平整的,需要用较大的热压压力、较长的热压时间使厚度不均等的竹片塑性变形,有生产效率低、耗能大等方面的缺点;第三、因留青竹片的厚度不均一,靠热压过程使其塑性变形,制造板方材内应力大,易变形。
授权公告号为CN 203380970U的“弧形竹片精铣机”、CN 201483587U的“弧形竹片精刨加工装置”等专利文献所述将弧形的竹条四面铣削加工时,上、下两把圆形铣刀更换为凹弧铣刀和凸弧铣刀,加成生产弧形竹片,刨削量比传统的四面刨铣平整的方法小,竹材利用率高,但是竹青面仍然被铣削去除,且不能随竹筒直径的大小而变化,最大化利用竹条的弧形。
公开号为CN 1249229A的“原竹展平整幅面复合地板的制作方法”将竹筒锯剖为若干块竹块,经软化、展平后刨削去除竹青和竹黄制作复合地板;授权公告号为CN 2547484Y的“整竹展开竹平板”先去除竹筒内外节和竹青、竹黄后,经开缝、整竹展平制得;授权公告号为CN 2504058Y的“整竹展一竹平板刨切薄片”也先去除竹筒内外节和竹青、竹黄后,经开缝、整竹展平、胶合成方材后,刨切得到刨切薄片;授权公告号为CN 1330471C的“无裂纹展平竹材的方法及期装置”将竹筒的竹青去除、去外节、剖分、去内节、预热、软化、展平;公开号为CN 1249229A的“原竹展平整幅面复合地板的制作方法”采用定长锯料、内外平节、纵向剖料后制得带有竹青竹黄的竹条,经浸泡润湿、软化展平将弧形断面的竹条展平,再刨削定厚将竹青、竹黄去除得到矩形截面的竹条,用于制作复合地板;授权公告号为CN 100354083C的“一种对原材料竹片的展平方法”,将带有竹青、竹黄的宽度为20-25mm的竹条经渐变展平、平面整平、反向展平、平面整平等步骤展平,展平后的竹条需再经定厚加工后用作竹地板的坯料;授权公告号为CN 100443274C的原竹弧状竹片的展平方法,将带有竹青竹黄的弧形竹条两侧边锯截平整、相互平行后,置于带有侧向加压装置的热压机中在温度180- 220℃、侧向压力为0-0.2MPa、正向压力0.5-2.0MPa条件下保持3-5min展平,展平后再保压5min定型;授权公告号为CN 200957623Y的“高密度竹展平板”将毛竹筒展开成带有竹青、竹黄的两侧边与板表面垂直且相互平行的、厚度为5-25mm的竹展平板;公开号为CN 101032822A的“圆竹筒软化展平地板的生产方法”将圆竹筒去内外节后锯成两半,在180-200℃高温下软化后碾平后,在0℃环境下冷却2min定型制成生产竹地板用竹单板;公开号为CN 101032824A的“圆竹筒软化展平砧板的生产方法”竹筒去除内外节后,锯开一条3cm宽的开口,在180-200℃高温下软化后碾平,在0℃环境下冷却2min定型制成生产竹砧板用竹单板;CN102501278A的“单元弧形竹条展平定型方法”将毛竹定长、开片后制得的留有竹青、竹黄的单元弧形竹条经软化、辊压展平后,通过压刨和修边得到所需尺寸的竹条。上述展平方法均对带有竹青、竹黄的竹壁原始厚度的竹条、竹块或纵向开口的竹筒进行软化、展平,有利于减小刨削量、提高竹材利用率,然而竹材结构内外差异较大,在竹筒径向方向上竹壁的外侧(竹青侧)部分密度较大、内侧(竹黄侧)部分密度较小,且其差异较大,展平过程中外侧部分受压、内侧受拉,展平难度较大,且在内侧易产生裂缝,对展平的竹板应用受到限制。
授权公告号为CN 101100082B的“一种对留竹青竹黄圆弧状的竹材的展平方法”在竹材展平过程中于竹黄表面施加锥形导裂眼,分散竹材展平过程的应力,使展平竹材表面不开裂;授权公告号为CN 100491093C的“原生态竹材板的制作方法”在宽度1-30cm的竹条或竹块的竹黄面划出应力释放槽后将其展平,并用竹枝、竹叶加工成竹丝粉填充应力释放槽,制成原生态竹材板;授权公告号为CN 100584555C的“竹板材的制造方法”在竹块的竹黄面上加工出一组或相交的两组与纤维方法呈10-60°的斜线槽,再经140-200℃的高温下软化后逐渐展平制得竹板材;申请公布号为申请公布号为CN 102490223A的“一种毛竹的展平加工方法”将毛竹截成竹段、剖分成圆弧状的竹片,在竹片内表面加工一组与纤维方法成30-60℃的斜线槽,经浸泡60-72h后,采用微波加热软后,在热压机中完成展平。以上这些专利文献为解决展平过程中内壁开裂的问题,采用在竹黄面上施加锥形导裂眼、开应力释放槽或斜线槽等避免竹材展平过程中的拉应力集中,但在内凹的弧形面上开槽或开缝,其工艺较为复杂,难于获得较好的效果。而申请公布号为CN 102172939A的“一种毛竹留青平竹板的制作方法”剔除经脱酯、碳化的竹筒的内壁竹黄,留下外壁厚度为1-3mm的竹青部分,沿任一处轴向切开,经软化后将其展平制得留青平竹板,其展平效果理想,但在未开剖的竹筒内剔除内壁,工艺与设备更为复杂,另外仅留下外壁厚度为1-3mm的竹青部分,加工量更大,且利用率低。
发明内容
本发明针对以上竹材利用率不高,或因留青竹胶合板的胶合性能差、表面不平整、内应力大,或展平工艺与设备复杂、且竹黄侧易产生裂纹等缺点,提供一种弧形剖分竹片及其制备方法,本发明制得的竹片,部分竹片留有竹青,可用于生产以竹片为基本单元的竹集成材等竹胶合板材,可减小加工量,节省能耗,提高竹材的利用率。也可用于生产带竹青的竹集成材,生产的板材板面平整,厚度均匀,变形小,且保留了竹青的自然美观,具有较好的装饰效果。
为实现上述目的,本发明采用如下技术方案:
以毛竹材等大径竹材为原料,经截断、去外节、竹筒剖分、去内节工序后得到带竹青、竹黄的竹条,采用半径测量仪测出竹条的外圆弧半径,根据竹条外圆弧半径和竹片的厚度计算出弧形刀半径,依计算结果选择弧形刀,将竹条沿纵向、平行于竹条外表面劈出弧形横截面、径向厚度均匀的竹片。
具体步骤如下:
(1)毛竹材经截断成竹筒;
(2)用铣刀或刀片将步骤(1)的竹筒铣削或刮削去除外节;
(3)用剖分机将步骤(2)的竹筒纵向剖分得到含竹青和竹黄的竹条;
(4)用去节机将步骤(3)的竹条去除节隔;
(5)用半径测量仪测出步骤(4)的竹条的外圆弧半径Rb;
(6)根据步骤(5)测出的竹条外圆弧半径Rb和弧形竹片的径向厚度H,按Rn=Rb-nH-(2n-g)δ (其中:n=1;δ=0;g=1)计算得到弧形刀半径Rn;
(7)用半径为步骤(6)计算得到Rn的弧形刀主刀刃与竹条外表面轮廓垂直距离为nH+(2n-g)δ、平行于竹条外表面轮廓纵向进给将步骤(4)的竹条弧形剖分得到弧形竹片;
(8)若剩余部分径向厚度大于nH+(2n-g)δ (其中:n=2;δ=0;g=1),则按步骤(6)所述,重新计算弧形刀半径,按步骤(7)剖分竹片;若剩余部分径向厚度等于nH+(2n-g)δ则不再剖分,直接利用;若剩余部分径向厚度小于nH+(2n-g)δ可弧形剖分径向厚度较小的竹片,可减小竹片的径向厚度H,依次增大剖分刀次n按步骤(6)计算弧形刀半径,按步骤(7)弧剖径向厚度较小的竹片,直到剩余部分的径向厚度小于工艺要求的最小竹片厚度为止。
以毛竹材等大径竹材为原料,经截断、去外节、竹筒剖分、去内节工序后得到带竹青、竹黄的竹条,采用半径测量仪测出竹条的外圆弧半径,根据竹条圆弧半径和加工竹片的厚度计算出弧形刀半径,依计算结果选择弧形刀,将竹条沿纵向、平行于竹条外表面劈出弧形横截面、径向厚度均匀的竹片,再将弧形竹片热压展平、铣削或刮削平整制得矩形截面的竹片。
具体步骤如下:
(1)毛竹材经截断成竹筒;
(2)用铣刀或刀片将步骤(1)的竹筒铣削或刮削去除外节;
(3)用剖分机将步骤(2)的竹筒纵向剖分得到含竹青和竹黄的竹条;
(4)用去节机将步骤(3)的竹条去除节隔;
(5)用半径测量仪测出步骤(4)的竹条的外圆弧半径Rb;
(6)根据步骤(5)测出的竹条外圆弧半径Rb和弧形竹片的径向厚度H,按Rn=Rb-nH-(2n-g)δ(其中:n=1;g=1;单面刨削量δ根据工艺需要设定)计算得到弧形刀半径Rn;
(7)用半径为步骤(6)计算得到Rn的弧形刀主刀刃与竹条外表面轮廓垂直距离为nH+(2n-g)δ、平行于竹条外表面轮廓纵向进给将步骤(4)的竹条弧形剖分得到弧形竹片;
(8)若剩余部分径向厚度大于nH+(2n-g)δ(其中:n=2;g=1),则按步骤(6)所述,重新计算弧形刀半径,按步骤(7)剖分竹片;若剩余部分径向厚度等于nH+(2n-g)δ则不再剖分,直接利用;若剩余部分径向厚度小于nH+(2n-g)δ可弧形剖分径向厚度较小的竹片,可减小竹片的径向厚度H,依次增大剖分刀次n按步骤(6)计算弧形刀半径,按步骤(7)弧剖径向厚度较小的竹片,直到剩余部分的径向厚度小于工艺要求的最小竹片厚度为止。
(9)将步骤(7)制得的弧形竹片热压展平,热压展平工艺参数为:温度100-160℃压力0.5-1.8MPa、热压时间20-60s/mm;
(10)采用铣削设备将步骤(9)展平的竹片表面铣削平整,制得矩形截面的竹片,如果剖分的第一片竹片需留青,则竹青侧表面不经铣削。
本发明的显著优点在于:
(1)本发明提供的弧形剖分竹片及其制备方法,制备的竹片坯料径向厚度均匀,宽度方向密度较均匀,压制的竹材胶合产品内部应力小,变形小,尺寸稳定。
(2)本发明提供的弧形剖分竹片及其制备方法,制备的竹片厚度较小,展平工艺简单,不易产生裂隙,展平后表面平整,且铣削加工量小,可减少刀具损耗。
(3)本发明提供的弧形剖分竹片制备方法制备的竹片,可用于生产各种结构形式、以竹片为基本单元的各类竹集成材的原料坯料。
(4)本发明提供的弧形剖分竹片制备方法制备的竹片,有部分竹片留有竹青,这部分留青竹片可用作竹集成材的上表层或下表层,提高竹胶合板材的装饰效果。
(5)本发明提供的弧形剖分竹片及其制备方法,制造方法简单,在现有的竹集成材仅增加一台弧形剖片设备和一台竹片展平机即可实现产业化生产。
(6)本发明提供的弧形剖分竹片及其制备方法,竹材刨削量小,竹材利用率高。
具体实施方式
实施例1
以毛竹材截断成长度为1200mm的竹筒、竹筒小端直径130mm、竹筒小端竹壁厚度为15mm、竹片目标厚度为3-6mm、留青为例。
(1)用铣刀或刀片铣削或刮削去除竹筒的外节;
(2)用剖分机将步骤(1)的竹筒纵向剖分得到含竹青和竹黄、宽度25mm的竹条;
(3)用去节机去除步骤(2)的竹条的节隔;
(4)用半径测量仪测出步骤(3)的竹条的外圆弧半径Rb为65mm;
(5)根据步骤(4)测出的竹条外圆弧半径Rb和弧形竹片的径向厚度H=6mm,按Rn=Rb-nH-(2n-g)δ(n=1, δ=0,g=0)计算得到弧形刀半径Rn为59mm;
(6)用半径为Rn=59mm的弧形刀主刀刃平行于竹条外表面、纵向进给将步骤(3)的竹条弧形剖分得到一片带竹青、径向厚度为6mm的弧形竹片;
(7)竹条剩余部分径向厚度为9mm,目标竹片的径向厚度仍取H=6mm,按Rn=Rb-nH-(2n-g)δ(n=2, δ=0,g=0)计算得到弧形刀半径Rn为53mm;
(8)用半径为Rn=53mm的弧形刀主刀刃平行于竹条外表面、纵向进给将步骤(6)的竹条剩余部分弧形剖分得到一片径向厚度为6mm的弧形竹片;
(9)竹条剩余部分径向厚度为3mm,正好为最小目标厚度,不再剖分。
实施例2
以毛竹材截断成长度为2100mm的竹筒、竹筒小端直径120mm、竹筒小端竹壁厚度为12mm、竹片目标厚度为3-6mm、留青为例。
(1)用铣刀或刀片铣削或刮削去除竹筒的外节;
(2)用剖分机将步骤(1)的竹筒纵向剖分得到含竹青和竹黄、宽度25mm的竹条;
(3)用去节机去除步骤(2)的竹条的节隔;
(4)用半径测量仪测出步骤(3)的竹条的外圆弧半径Rb为60mm;
(5)根据步骤(4)测出的竹条外圆弧半径Rb和弧形竹片的径向厚度H=6mm,按Rn=Rb-nH-(2n-g)δ(n=1, δ=0,g=0)计算得到弧形刀半径Rn为54mm;
(6)用半径为Rn=54mm的弧形刀主刀刃平行于竹条外表面、纵向进给将步骤(3)的竹条弧形剖分得到一片带竹青、径向厚度为6mm的弧形竹片;
(7)竹条剩余部分径向厚度为6mm,正好为径向厚度为6mm的一片带黄竹片,不再剖分。
实施例3
以毛竹材截断成长度为2100mm的竹筒、竹筒小端直径120mm、竹筒小端竹壁厚度为14mm、竹片目标厚度为3-6mm为例。
(1)用铣刀或刀片铣削或刮削去除竹筒的外节;
(2)用剖分机将步骤(1)的竹筒纵向剖分得到含竹青和竹黄、宽度25mm的竹条;
(3)用去节机去除步骤(2)的竹条的节隔;
(4)用半径测量仪测出步骤(3)的竹条的外圆弧半径Rb为60mm;
(5)根据步骤(4)测出的竹条外圆弧半径Rb和弧形竹片的径向厚度H=6mm,按Rn=Rb-nH-(2n-g)δ(n=1, δ=0,g=0)计算得到弧形刀半径Rn为54mm;
(6)用半径为Rn=54mm的弧形刀主刀刃平行于竹条外表面、纵向进给将步骤(3)的竹条弧形剖分得到一片带竹青、径向厚度为6mm的弧形竹片;
(7)竹条剩余部分径向厚度为8mm,目标竹片的径向厚度仍取H=6mm,按Rn=Rb-nH-(2n-g)δ(n=2, δ=0,g=0)计算得到弧形刀半径Rn为48mm;
(8)用半径为Rn=48mm的弧形刀主刀刃平行于竹条外表面、纵向进给将步骤(6)的竹条剩余部分弧形剖分得到一片径向厚度为6mm的弧形竹片;
(9)竹条剩余部分径向厚度为2mm,小于最小目标厚度3mm,不再剖分。
实施例4
以毛竹材截断成长度为2100mm的竹筒、竹筒小端直径120mm、竹筒小端竹壁厚度为14mm、竹片目标厚度为3-6mm为例。
(1)用铣刀或刀片铣削或刮削去除竹筒的外节;
(2)用剖分机将步骤(1)的竹筒纵向剖分得到含竹青和竹黄、宽度25mm的竹条;
(3)用去节机去除步骤(2)的竹条的节隔;
(4)用半径测量仪测出步骤(3)的竹条的外圆弧半径Rb为60mm;
(5)根据步骤(4)测出的竹条外圆弧半径Rb和弧形竹片的径向厚度H=6mm,按Rn=Rb-nH-(2n-g)δ(n=1, δ=0,g=0)计算得到弧形刀半径Rn为54mm;
(6)用半径为Rn=54mm的弧形刀主刀刃平行于竹条外表面、纵向进给将步骤(3)的竹条弧形剖分得到一片带竹青、径向厚度为6mm的弧形竹片;
(7)竹条剩余部分径向厚度为8mm,目标竹片的径向厚度取H=4mm,按Rn=Rb-nH-(2n-g)δ(n=2, δ=0,g=0)计算得到弧形刀半径Rn为50mm;
(8)用半径为Rn=50mm的弧形刀主刀刃平行于竹条外表面、纵向进给将步骤(6)的竹条剩余部分弧形剖分得到一片径向厚度为4mm的弧形竹片;
(9)竹条剩余部分径向厚度为4mm,正好为一片径向厚度为4mm的带竹黄的弧形竹片。
实施例5
以毛竹材截断成长度为2100mm的竹筒、竹筒小端直径130mm、竹筒小端竹壁厚度为15mm、竹片目标厚度为3、6mm、单面刨削加工量为1mm、不留青为例。
(1)用铣刀或刀片铣削或刮削去除竹筒的外节;
(2)用剖分机将步骤(1)的竹筒纵向剖分得到含竹青和竹黄、宽度25mm的竹条;
(3)用去节机去除步骤(2)的竹条的节隔;
(4)用半径测量仪测出步骤(3)的竹条的外圆弧半径Rb为65mm;
(5)根据步骤(4)测出的竹条外圆弧半径Rb和弧形竹片的径向厚度H=6mm,按Rn=Rb-nH-(2n-g)δ(n=1,δ=1mm,g=0)计算得到弧形刀半径Rn为57mm;
(6)用半径为Rn=57mm的弧形刀主刀刃距离竹青表面8mm、平行于竹条外表面、纵向进给将步骤(3)的竹条弧形剖分得到一片带竹青、径向厚度为8mm的弧形留青竹片;
(7)竹条剩余部分径向厚度为7mm,目标竹片的径向厚度可取H=5mm,双面刨削加工各为1mm,可制得径向厚度为5mm的竹片,故不再剖分。
(8)将步骤(6)和步骤(7)制得的径向厚度相同的弧形竹片分次平铺于热压机中热压展平,热压展平工艺参数为:压板温度120℃、压力1.0MPa、时间为40s/mm;
(9)用精刨机将步骤(8)展平的竹片依其厚度不同分别刨削平整制得不同厚度的竹片。
实施例6
以毛竹材截断成长度为2100mm的竹筒、竹筒小端直径130mm、竹筒小端竹壁厚度为15mm、竹片目标厚度为3、6mm、单面刨削加工量为1mm、留青为例。
(1)用铣刀或刀片铣削或刮削去除竹筒的外节;
(2)用剖分机将步骤(1)的竹筒纵向剖分得到含竹青和竹黄、宽度25mm的竹条;
(3)用去节机去除步骤(2)的竹条的节隔;
(4)用半径测量仪测出步骤(3)的竹条的外圆弧半径Rb为65mm;
(5)根据步骤(4)测出的竹条外圆弧半径Rb和弧形竹片的径向厚度H=6mm,按Rn=Rb-nH-(2n-g)δ(n=1,δ=1mm, g=1)计算得到弧形刀半径Rn为58mm;
(6)用半径为Rn=58mm的弧形刀主刀刃距离竹青表面7mm、平行于竹条外表面、纵向进给将步骤(3)的竹条弧形剖分得到一片带竹青、径向厚度为7mm的弧形留青竹片;
(7)竹条剩余部分径向厚度为8mm,目标竹片的径向厚度可取H=6mm,双面刨削加工各为1mm,可制得径向厚度为6mm的竹片,故不再剖分。
(8)将步骤(6)和步骤(7)制得的径向厚度相同的弧形竹片分次平铺于热压机中热压展平,热压展平工艺参数为:压板温度100℃、压力0.5MPa、时间为60s/mm;
(9)用精刨机将步骤(8)展平的竹片依其厚度不同分别刨削平整制得不同厚度的竹片,其中第一片剖分下来的留青竹片的竹青表面不刨削,制得留青弧剖竹片。
实施例7
以毛竹材截断成长度为2100mm的竹筒、竹筒小端直径130mm、竹筒小端竹壁厚度为16mm、竹片目标厚度为3、6mm、单面刨削加工量为1mm、留青为例。
(1)用铣刀或刀片铣削或刮削去除竹筒的外节;
(2)用剖分机将步骤(1)的竹筒纵向剖分得到含竹青和竹黄、宽度25mm的竹条;
(3)用去节机去除步骤(2)的竹条的节隔;
(4)用半径测量仪测出步骤(3)的竹条的外圆弧半径Rb为65mm;
(5)根据步骤(4)测出的竹条外圆弧半径Rb和弧形竹片的径向厚度H=6mm,按Rn=Rb-nH-(2n-g)δ(n=1,δ=1mm, g=1)计算得到弧形刀半径Rn为58mm;
(6)用半径为Rn=58mm的弧形刀主刀刃距离竹青表面7mm、平行于竹条外表面、纵向进给将步骤(3)的竹条弧形剖分得到一片带竹青、径向厚度为7mm的弧形留青竹片;
(7)竹条剩余部分径向厚度为8mm,目标竹片的径向厚度可取H=6mm,双面刨削加工各为1mm,可制得径向厚度为6mm的竹片,故不再剖分。
(8)将步骤(6)和步骤(7)制得的径向厚度相同的弧形竹片分次平铺于热压机中热压展平,热压展平工艺参数为:压板温度160℃、压力1.8MPa、时间为20s/mm;
(9)用精刨机将步骤(8)展平的竹片依其厚度不同分别刨削平整制得不同厚度的竹片,其中第一片剖分下来的留青竹片的竹青表面不刨削,制得留青弧剖竹片。
实施例8
以毛竹材截断成长度为2100mm的竹筒、竹筒小端直径130mm、竹筒小端竹壁厚度为15mm、竹片目标厚度为3、6mm、单面刨削加工量为1mm、不留青为例。
(1)用铣刀或刀片铣削或刮削去除竹筒的外节;
(2)用剖分机将步骤(1)的竹筒纵向剖分得到含竹青和竹黄、宽度25mm的竹条;
(3)用去节机去除步骤(2)的竹条的节隔;
(4)用半径测量仪测出步骤(3)的竹条的外圆弧半径Rb为65mm;
(5)根据步骤(4)测出的竹条外圆弧半径Rb和弧形竹片的径向厚度H=6mm,按Rn=Rb-nH-(2n-g)δ(n=1,δ=1mm, g=1)计算得到弧形刀半径Rn为58mm;
(6)用半径为Rn=58mm的弧形刀主刀刃距离竹青表面7mm、平行于竹条外表面、纵向进给将步骤(3)的竹条弧形剖分得到一片带竹青、径向厚度为7mm的弧形留青竹片;
(7)竹条剩余部分径向厚度为8mm,目标竹片的径向厚度可取H=6mm,双面刨削加工各为1mm,可制得径向厚度为6mm的竹片,故不再剖分。
(8)将步骤(6)和步骤(7)制得的径向厚度相同的弧形竹片分次平铺于热压机中热压展平,热压展平工艺参数为:压板温度160℃、压力1.8MPa、时间为20s/mm;
(9)用精刨机将步骤(8)展平的竹片依其厚度不同分别刨削平整制得不同厚度的竹片,其中第一片剖分下来的留青竹片的竹青表面不刨削,制得留青弧剖竹片。
实施例9
以毛竹材截断成长度为2100mm的竹筒、竹筒小端直径130mm、竹筒小端竹壁厚度为16mm、竹片目标厚度为3、6mm、单面刨削加工量为1mm、留青为例。
(1)用铣刀或刀片铣削或刮削去除竹筒的外节;
(2)用剖分机将步骤(1)的竹筒纵向剖分得到含竹青和竹黄、宽度25mm的竹条;
(3)用去节机去除步骤(2)的竹条的节隔;
(4)用半径测量仪测出步骤(3)的竹条的外圆弧半径Rb为65mm;
(5)根据步骤(4)测出的竹条外圆弧半径Rb和弧形竹片的径向厚度H=6mm,按Rn=Rb-nH-(2n-g)δ(n=1,δ=1mm, g=1)计算得到弧形刀半径Rn为58mm;
(6)用半径为Rn=58mm的弧形刀主刀刃距离竹青表面7mm、平行于竹条外表面、纵向进给将步骤(3)的竹条弧形剖分得到一片带竹青、径向厚度为7mm的弧形留青竹片;
(7)竹条剩余部分径向厚度为8mm,目标竹片的径向厚度可取H=6mm,双面刨削加工各为1mm,可制得径向厚度为6mm的竹片,故不再剖分。
(8)将步骤(6)和步骤(7)制得的径向厚度相同的弧形竹片送入展平机中辊压展平,辊压展平工艺参数为:压板温度160℃、压力1.0MPa、时间为30s/mm;
(9)用精刨机将步骤(8)展平的竹片依其厚度不同分别刨削平整制得不同厚度的竹片,其中第一片剖分下来的留青竹片的竹青表面不刨削,制得留青弧剖竹片。
以上所述仅为本发明的较佳实施例,凡依本发明申请专利范围所做的均等变化与修饰,皆应属本发明的涵盖范围。
一种弧形剖分竹片及其制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。












动态评分
0.0