

IPC分类号 : B29C43/00,B29B9/06,B29C43/02,B29K23/00









专利摘要
本发明属于复合材料领域,公开了一种致密串晶化超强超耐磨聚乙烯复合材料及其制备方法。将高密度聚乙烯和超高分子量聚乙烯经干燥后机械混合,得到预混物,然后经挤出机熔融共混,造粒,干燥,得到共混物粒料,所得共混物粒料利用在熔体模塑成型过程中叠加振荡和推拉复合力场的方法进行模塑成型,制备得到致密串晶化超强超耐磨聚乙烯复合材料。本发明的制备方法无需添加任何相容剂即可有效改善HDPE和UHMWPE的界面结合效果,所得复合材料由外到内均为致密的shish‑kebab串晶,其内部晶体结构趋于统一,所得复合材料机械性能和摩擦学性能大幅度提升。
权利要求
1.一种致密串晶化超强超耐磨聚乙烯复合材料的制备方法,其特征在于包括如下制备步骤:
(1)将高密度聚乙烯和超高分子量聚乙烯经干燥后机械混合,得到预混物;
(2)将步骤(1)的预混物经挤出机熔融共混,造粒,干燥,得到共混物粒料;
(3)将步骤(2)所得共混物粒料进行模塑成型,模塑成型过程中在共混物熔体叠加振荡和推拉复合力场,制备得到致密串晶化超强超耐磨聚乙烯复合材料。
2.根据权利要求1所述的一种致密串晶化超强超耐磨聚乙烯复合材料的制备方法,其特征在于:步骤(1)中所述干燥是指在鼓风式干燥烘箱以70~80℃干燥5~12h。
3.根据权利要求1所述的一种致密串晶化超强超耐磨聚乙烯复合材料的制备方法,其特征在于:步骤(1)中所述机械混合是指利用高速混合机在5000~20000r/min转速下混合1~3min。
4.根据权利要求1所述的一种致密串晶化超强超耐磨聚乙烯复合材料的制备方法,其特征在于:步骤(1)中所述高密度聚乙烯的相对分子质量为2.3×10
5.根据权利要求1所述的一种致密串晶化超强超耐磨聚乙烯复合材料的制备方法,其特征在于:步骤(2)中所得共混物粒料中,超高分子量聚乙烯的质量百分含量为5%~30%。
6.根据权利要求1所述的一种致密串晶化超强超耐磨聚乙烯复合材料的制备方法,其特征在于:步骤(2)中所述挤出机熔融共混是指在双螺杆挤出机熔融共混,双螺杆挤出机的输送压缩段、熔融段和计量段温度依次为120~200℃、200~230℃、220~190℃,螺杆转速为80~120r/min,加料速度为8~12r/min。
7.根据权利要求1所述的一种致密串晶化超强超耐磨聚乙烯复合材料的制备方法,其特征在于步骤(3)中所述模塑成型及叠加振荡和推拉复合力场的具体参数设置为:螺杆料筒温度为210℃,柱塞料筒温度为210℃,模具温度为200℃,推拉行程为50mm,推拉速度为10mm/s,振动幅度为700μm,振动频率为15Hz。
8.一种致密串晶化超强超耐磨聚乙烯复合材料,其特征在于:通过权利要求1~7任一项所述的方法制备得到。
说明书
技术领域
本发明属于复合材料领域,具体涉及一种致密串晶化超强超耐磨聚乙烯复合材料及其制备方法。
背景技术
高密度聚乙烯(HDPE)作为最常用的通用塑料之一,因结晶能力强,结晶度高,价格低廉,热加工性优异,以及杰出的耐潮湿、耐溶剂等特点,被广泛应用于食品包装、化学化工、日用品等领域。然而,由于其略低的机械强度和较差机械耐磨性等使其难以满足替代工程塑料的使用需求。近年来,寻找一种简单易绿色化的加工方式来提高HDPE的强度、模量、韧性以及耐磨性以拓宽其在工程塑料替代产品方面的应用,成为塑料工业领域的热点研究方向。迄今为止,诸如溶液共混法、熔融共混法、原位聚合法、熔体插层法等方式皆已被广泛用来改善HDPE本身固有的性能缺陷,而这其中,熔融共混被认为是改善HDPE机械性能并使其功能化最简单有效且成本低廉的方法。理论上,将HDPE与高强度、高耐磨性的刚性粒子或工程塑料进行熔融共混即可改善基体材料的宏观性能。然而,两相之间较差的相容性和弱的界面作用常常导致最终制品较低的强度和摩擦性能,增强效果总是差强人意。由于超高分子量聚乙烯(UHMWPE)拥有与HDPE相同的结构单元,将HDPE与UHMWPE熔融共混可在一定程度上避免相容性差导致的性能下降,并且UHMWPE自身较高的机械性能和良好的摩擦性能也将赋予共混物相应的特性。在过去的十几年中,研究者们进行了大量尝试,在提高HDPE强韧化方面取得了一些有意义的进展,但仅在极少的情况下才能获得同时兼具强、硬、韧、高耐磨性的HDPE材料。优化聚合物试样内部晶体结构的种类和数量是改善材料综合机械性能的一种非常有效方法之一。近年来,在PP、PLA、PE等半结晶聚合物中调控获得的一种微纳米层级结构(如shish-kebab取向串晶,柱状晶,取向片晶等)由于可以同时使制品增强增韧等独特优势引起研究者们广泛关注和重视。在聚合物基体中构筑这种自增强自增韧的层级结构被认为是制备高性能材料的简单、低成本和环境友好的最佳途径。因此,考虑到UHMWPE与HDPE良好的相容性和层级结构对制品强韧化的作用效果,一些研究人员尝试将二者进行结合,以提高HDPE材料的宏观性能。尽管已有报道声明,利用UHMWPE和构筑层级结构制备了增强的HDPE基材料,但所制备的HDPE基材料的力学性能和耐摩擦性仍然不能达到与大部分工程塑料相当的水平,限制了HDPE在实际中作为工程塑料替代材料的使用。此外,这些报道所使用的方法大多也需要预处理过程,使其制备过程相对更加复杂和环境不友好。因此,寻找一种简单、高效、环保的方法,制备高性能的可代替大部分工程塑料的HDPE基材料仍然是十分必要的。
发明内容
针对以上现有技术和成型方法存在的缺点和不足之处,本发明的首要目的在于提供一种致密串晶化超强超耐磨聚乙烯复合材料的制备方法。本发明方法在不添加任何相容剂的前提下仅通过引入推拉振荡剪切力场作用就可以改善HDPE和UHMWPE界面相互作用,获得界面结合好、可熔融加工、含大量shish-kebab取向串晶的制品,从而显著提高制品的拉伸强度/模量、弯曲强度/模量、冲击韧性和摩擦学性能。
本发明的另一目的在于提供一种通过上述方法制备得到的致密串晶化超强超耐磨聚乙烯复合材料。
本发明目的通过以下技术方案实现:
一种致密串晶化超强超耐磨聚乙烯复合材料的制备方法,包括如下制备步骤:
(1)将高密度聚乙烯(HDPE)和超高分子量聚乙烯(UHMWPE)经干燥后机械混合,得到预混物;
(2)将步骤(1)的预混物经挤出机熔融共混,造粒,干燥,得到共混物粒料;
(3)将步骤(2)所得共混物粒料进行模塑成型,模塑成型过程中在共混物熔体叠加振荡和推拉复合力场,制备得到致密串晶化超强超耐磨聚乙烯复合材料。
优选地,步骤(1)中所述干燥是指在鼓风式干燥烘箱以70~80℃干燥5~12h。
优选地,步骤(1)中所述机械混合是指利用高速混合机在5000~20000r/min转速下混合1~3min。
优选地,步骤(1)中所述高密度聚乙烯的相对分子质量为2.3×10
优选地,步骤(2)中所得共混物粒料中,超高分子量聚乙烯的质量百分含量为5%~30%。
优选地,步骤(2)中所述挤出机熔融共混是指在双螺杆挤出机熔融共混,双螺杆挤出机的输送压缩段、熔融段和计量段温度依次为120~200℃、200~230℃、220~190℃,螺杆转速为80~120r/min,加料速度为8~12r/min。
优选地,步骤(3)中所述模塑成型及叠加振荡和推拉复合力场的具体参数设置为:螺杆料筒温度设为210℃,柱塞料筒温度设为210℃,模具温度设为200℃,推拉行程设为50mm,推拉速度设为10mm/s,振动幅度设为700μm,振动频率设为15Hz。
一种致密串晶化超强超耐磨聚乙烯复合材料,通过上述方法制备得到。
本发明所涉及的技术原理主要是高分子物理学中的取向诱导结晶理论。通常,聚合物熔体或溶液在受到外力场作用时,分子链会沿着外力方向择优排布,这时,体系有序性提高,熵值减小,伸展取向的分子链将优先结晶形成的纤维状shish晶体,而后诱导周围的分子链以折叠链片晶的方式垂直于纤维晶生长为kebab片晶。在本发明所提供的技术方法中,UHMWPE分散相在连续的震荡剪切力场和推拉剪切力场作用下,分子链向HDPE基体扩散速率提高,诱导形成更多的shish-kebab晶体,并且互锁串晶网络逐步形成。因此,制品由芯层到皮层均可形成致密的shish-kebab取向串晶结构。
本发明的制备方法及所得到的产物具有如下优点及有益效果:
(1)本发明的制备方法无需添加任何相容剂即可有效改善HDPE和UHMWPE的界面结合效果,工艺设备简单易实现,生产效率高。
(2)本发明所得复合材料由外到内均为致密的shish-kebab串晶,其内部晶体结构趋于统一,大大减少结构缺陷导致的性能损失。
(3)本发明制备方法所得复合材料与传统注塑成型材料相比,机械性能和摩擦学性能大幅度提升。例如,加入30%质量的UHMWPE,利用上述的在熔体模塑成型过程中叠加振荡和推拉复合力场的方法所制备的复合材料的拉伸强度、弯曲强度、冲击强度、杨氏模量、弯曲模量分别由传统注塑成型试样的27.3MPa、24.3MPa、8.1KJ/m
附图说明
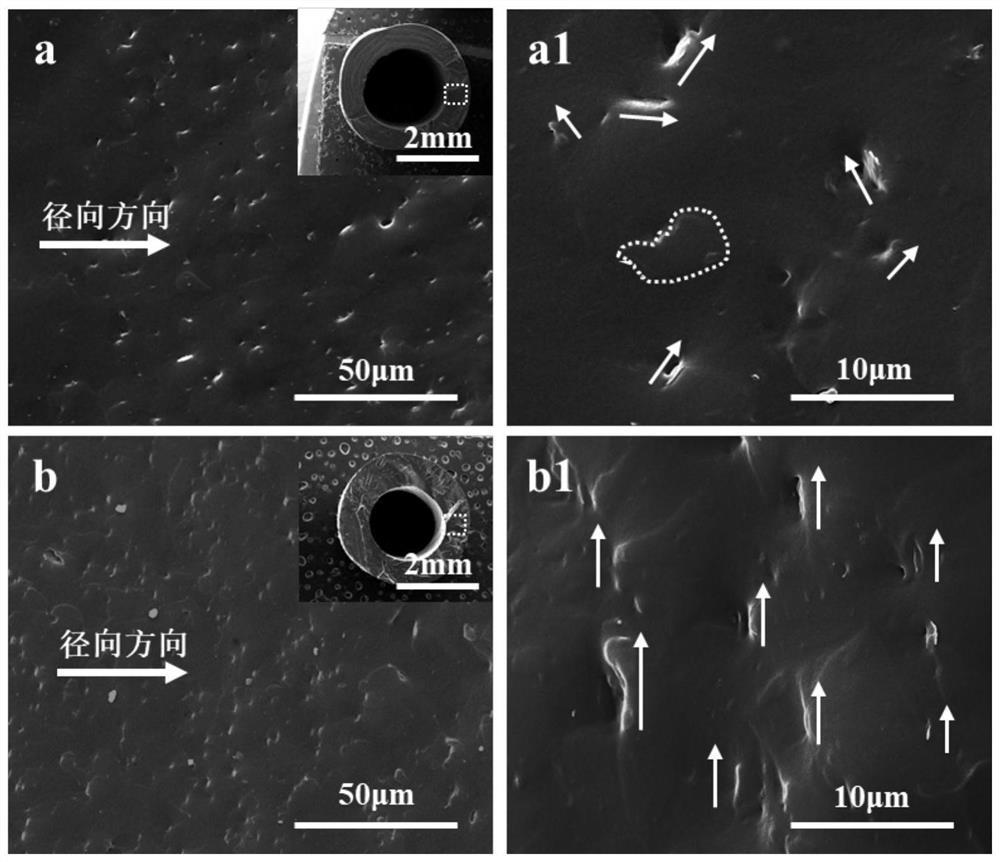
图1~5分别为实施例1~5制备的HDPE/UHMWPE复合材料的晶体结构扫描电子显微镜图。
图6~10分别为对比例1~5制备的HDPE/UHMWPE复合材料的晶体结构扫描电子显微镜图。
具体实施方式
下面结合实施例及附图对本发明作进一步详细的描述,但本发明的实施方式不限于此。
实施例1
本实施例的一种HDPE/UHMWPE复合材料的制备方法,具体制备步骤如下:
(1)作为对比,纯的高密度聚乙烯在鼓风式干燥烘箱以75℃干燥10h以除去残余水分;将干燥后的HDPE借助双螺杆挤出机进行挤出,挤出机的输送压缩段、熔融段和计量段温度依次设置为120~200℃、200~230℃、220~190℃,螺杆转速设为100转/分钟,加料速度为10转/分钟。经切粒机牵引、造粒,干燥备用;
(2)在熔体模塑成型过程中叠加振荡和推拉复合力场的方法进行模塑成型:将(1)中所得的干燥后的物料该方法进行模塑成型,其主要参数设置为:螺杆料筒温度设为210℃,柱塞料筒温度设为210℃,模具温度设为200℃,推拉行程为50毫米,推拉速度为10毫米/秒,振动幅度为700微米,振动频率为15Hz。
实施例2
本实施例的一种HDPE/UHMWPE复合材料的制备方法,具体制备步骤如下:
(1)HDPE/UHMWPE预混物的制备:首先,将高密度聚乙烯和超高分子量聚乙烯在鼓风式干燥烘箱以75℃干燥10h以除去残余水分;然后,将干燥后的HDPE和UHMWPE按95:5质量配比利用高速混合机在10000转/分钟转速下,混合2分钟得预混物;
(2)HDPE/UHMWPE共混物的制备:预混物借助双螺杆挤出机直接进行熔融共混,挤出机的输送压缩段、熔融段和计量段温度依次设置为120~200℃、200~230℃、220~190℃,螺杆转速设为100转/分钟,加料速度为10转/分钟。经切粒机牵引、造粒,干燥备用;
(3)在熔体模塑成型过程中叠加振荡和推拉复合力场的方法进行模塑成型:将(2)中所得的干燥后的物料该方法进行模塑成型,其主要参数设置为:螺杆料筒温度设为210℃,柱塞料筒温度设为210℃,模具温度设为200℃,推拉行程为50毫米,推拉速度为10毫米/秒,振动幅度为700微米,振动频率为15Hz。
实施例3
本实施例的一种HDPE/UHMWPE复合材料的制备方法,具体制备步骤如下:
(1)HDPE/UHMWPE预混物的制备:首先,将高密度聚乙烯和超高分子量聚乙烯在鼓风式干燥烘箱以75℃干燥10h以除去残余水分;然后,将干燥后的HDPE和UHMWPE按90:10质量配比利用高速混合机在10000转/分钟转速下,混合2分钟得预混物;
(2)HDPE/UHMWPE共混物的制备:预混物借助双螺杆挤出机直接进行熔融共混,挤出机的输送压缩段、熔融段和计量段温度依次设置为120~200℃、200~230℃、220~190℃,螺杆转速设为100转/分钟,加料速度为10转/分钟。经切粒机牵引、造粒,干燥备用;
(3)在熔体模塑成型过程中叠加振荡和推拉复合力场的方法进行模塑成型:将(2)中所得的干燥后的物料该方法进行模塑成型,其主要参数设置为:螺杆料筒温度设为210℃,柱塞料筒温度设为210℃,模具温度设为200℃,推拉行程为50毫米,推拉速度为10毫米/秒,振动幅度为700微米,振动频率为15Hz。
实施例4
本实施例的一种HDPE/UHMWPE复合材料的制备方法,具体制备步骤如下:
(1)HDPE/UHMWPE预混物的制备:首先,将高密度聚乙烯和超高分子量聚乙烯在鼓风式干燥烘箱以75℃干燥10h以除去残余水分;然后,将干燥后的HDPE和UHMWPE按80:20质量配比利用高速混合机在10000转/分钟转速下,混合2分钟得预混物;
(2)HDPE/UHMWPE共混物的制备:预混物借助双螺杆挤出机直接进行熔融共混,挤出机的输送压缩段、熔融段和计量段温度依次设置为120~200℃、200~230℃、220~190℃,螺杆转速设为100转/分钟,加料速度为10转/分钟。经切粒机牵引、造粒,干燥备用;
(3)在熔体模塑成型过程中叠加振荡和推拉复合力场的方法进行模塑成型:将(2)中所得的干燥后的物料该方法进行模塑成型,其主要参数设置为:螺杆料筒温度设为210℃,柱塞料筒温度设为210℃,模具温度设为200℃,推拉行程为50毫米,推拉速度为10毫米/秒,振动幅度为700微米,振动频率为15Hz。
实施例5
本实施例的一种HDPE/UHMWPE复合材料的制备方法,具体制备步骤如下:
(1)HDPE/UHMWPE预混物的制备:首先,将高密度聚乙烯和超高分子量聚乙烯在鼓风式干燥烘箱以75℃干燥10h以除去残余水分;然后,将干燥后的HDPE和UHMWPE按70:30质量配比利用高速混合机在10000转/分钟转速下,混合2分钟得预混物;
(2)HDPE/UHMWPE共混物的制备:预混物借助双螺杆挤出机直接进行熔融共混,挤出机的输送压缩段、熔融段和计量段温度依次设置为120-200℃、200-230℃、220-190℃,螺杆转速设为100转/分钟,加料速度为10转/分钟。经切粒机牵引、造粒,干燥备用;
(3)在熔体模塑成型过程中叠加振荡和推拉复合力场的方法进行模塑成型:将(2)中所得的干燥后的物料该方法进行模塑成型,其主要参数设置为:螺杆料筒温度设为210℃,柱塞料筒温度设为210℃,模具温度设为200℃,推拉行程为50毫米,推拉速度为10毫米/秒,振动幅度为700微米,振动频率为15Hz。
对比例1
本对比例的一种HDPE/UHMWPE复合材料的制备方法,具体制备步骤如下:
(1)作为对比,纯的高密度聚乙烯在鼓风式干燥烘箱以75℃干燥10h以除去残余水分;将干燥后的HDPE借助双螺杆挤出机进行挤出,挤出机的输送压缩段、熔融段和计量段温度依次设置为120~200℃、200~230℃、220~190℃,螺杆转速设为100转/分钟,加料速度为10转/分钟。经切粒机牵引、造粒,干燥备用;
(2)传统注塑成型:将(1)中所得的干燥后的物料进行传统注塑成型,其主要参数设置为:螺杆料筒温度设为210℃,模具温度设为50℃。
对比例2
本对比例的一种HDPE/UHMWPE复合材料的制备方法,具体制备步骤如下:
(1)HDPE/UHMWPE预混物的制备:首先,将高密度聚乙烯和超高分子量聚乙烯在鼓风式干燥烘箱以75℃干燥10h以除去残余水分;然后,将干燥后的HDPE和UHMWPE按95:5质量配比利用高速混合机在10000转/分钟转速下,混合2分钟得预混物;
(2)HDPE/UHMWPE共混物的制备:预混物借助双螺杆挤出机直接进行熔融共混,挤出机的输送压缩段、熔融段和计量段温度依次设置为120~200℃、200~230℃、220~190℃,螺杆转速设为100转/分钟,加料速度为10转/分钟。经切粒机牵引、造粒,干燥备用;
(3)传统注塑成型:将(2)中所得的干燥后的共混物粒料进行传统注塑成型,其主要参数设置为:螺杆料筒温度设为210℃,模具温度设为50℃。
对比例3
本对比例的一种HDPE/UHMWPE复合材料的制备方法,具体制备步骤如下:
(1)HDPE/UHMWPE预混物的制备:首先,将高密度聚乙烯和超高分子量聚乙烯在鼓风式干燥烘箱以75℃干燥10h以除去残余水分;然后,将干燥后的HDPE和UHMWPE按90:10质量配比利用高速混合机在10000转/分钟转速下,混合2分钟得预混物;
(2)HDPE/UHMWPE共混物的制备:预混物借助双螺杆挤出机直接进行熔融共混,挤出机的输送压缩段、熔融段和计量段温度依次设置为120~200℃、200~230℃、220~190℃,螺杆转速设为100转/分钟,加料速度为10转/分钟。经切粒机牵引、造粒,干燥备用;
(3)传统注塑成型:将(2)中所得的干燥后的共混物粒料进行传统注塑成型,其主要参数设置为:螺杆料筒温度设为210℃,模具温度设为50℃。
对比例4
本对比例的一种HDPE/UHMWPE复合材料的制备方法,具体制备步骤如下:
(1)HDPE/UHMWPE预混物的制备:首先,将高密度聚乙烯和超高分子量聚乙烯在鼓风式干燥烘箱以75℃干燥10h以除去残余水分;然后,将干燥后的HDPE和UHMWPE按80:20质量配比利用高速混合机在10000转/分钟转速下,混合2分钟得预混物;
(2)HDPE/UHMWPE共混物的制备:预混物借助双螺杆挤出机直接进行熔融共混,挤出机的输送压缩段、熔融段和计量段温度依次设置为120~200℃、200~230℃、220~190℃,螺杆转速设为100转/分钟,加料速度为10转/分钟。经切粒机牵引、造粒,干燥备用;
(3)传统注塑成型:将(2)中所得的干燥后的共混物粒料进行传统注塑成型,其主要参数设置为:螺杆料筒温度设为210℃,模具温度设为50℃。
对比例5
本对比例的一种HDPE/UHMWPE复合材料的制备方法,具体制备步骤如下:
(1)HDPE/UHMWPE预混物的制备:首先,将高密度聚乙烯和超高分子量聚乙烯在鼓风式干燥烘箱以75℃干燥10h以除去残余水分;然后,将干燥后的HDPE和UHMWPE按70:30质量配比利用高速混合机在10000转/分钟转速下,混合2分钟得预混物;
(2)HDPE/UHMWPE共混物的制备:预混物借助双螺杆挤出机直接进行熔融共混,挤出机的输送压缩段、熔融段和计量段温度依次设置为120~200℃、200~230℃、220~190℃,螺杆转速设为100转/分钟,加料速度为10转/分钟。经切粒机牵引、造粒,干燥备用;
(3)传统注塑成型:将(2)中所得的干燥后的共混物粒料进行传统注塑成型,其主要参数设置为:螺杆料筒温度设为210℃,模具温度设为50℃。
以上实施例1~5制备的HDPE/UHMWPE复合材料的晶体结构扫描电子显微镜图分别如图1~5所示。
以上对比例1~5制备的HDPE/UHMWPE复合材料的晶体结构扫描电子显微镜图分别如图6~10所示。
以上对比例1~5及实施例1~5制备的HDPE/UHMWPE复合材料各项机械性能对比结果如表1所示。
表1
由以上结果可以看出:本发明的制备方法无需添加任何相容剂即可有效改善HDPE和UHMWPE的界面结合效果,工艺设备简单易实现,生产效率高。所得复合材料由外到内均为致密的shish-kebab串晶,其内部晶体结构趋于统一,大大减少因结构缺陷导致的材料性能损失。用上述的在熔体模塑成型过程中叠加振荡和推拉复合力场的方法所制备的复合材料与传统注塑成型材料相比,机械性能和摩擦学性能大幅度提升,例如:加入30%质量的UHMWPE,利用上述在熔体模塑成型过程中叠加振荡和推拉复合力场的方法所制备的复合材料的拉伸强度、弯曲强度、冲击强度、杨氏模量、弯曲模量分别由传统注塑成型试样的27.3MPa、24.3MPa、8.1KJ/m
上述实施例为本发明较佳的实施方式,但本发明的实施方式并不受上述实施例的限制,其它的任何未背离本发明的精神实质与原理下所作的改变、修饰、替代、组合、简化,均应为等效的置换方式,都包含在本发明的保护范围之内。
一种致密串晶化超强超耐磨聚乙烯复合材料及其制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。















动态评分
0.0