

IPC分类号 : B29C45/00,B29C45/78,B29C45/77,B29C45/27,B29C45/32,B29B7/00,B29L12/00,B29K23/00
![含有[MnSrO]和[MnSrO]核心结构的簇合物及其制备方法和应用](https://www.zhichawang.com/images/ui/CN2017110597991/CN2017110597991.jpg)






专利摘要
本发明公开了一种橡胶眼镜框的制备方法,其中,制备方法包括:(1)将三元乙丙橡胶和两种配合剂在辊温为50~60℃、辊距为1~2毫米的开炼机上混炼20~25分钟,制备成两种不同配比的三元乙丙橡胶混炼胶待用;(2)将两种混炼胶通过注压机的两个流道注射到膜腔内在170℃和10MPa的条件下成型得到产品。本发明采用注压式成型方法,制备工序简单,可以大大提升产品合格率,减少原材料浪费,且其橡胶眼镜框美观时尚,具有优异的耐磨性,耐腐蚀性,耐气候性和韧性。
权利要求
1.一种橡胶眼镜框制备方法,其特征在于,包括如下步骤:(1)制备两种不同配比的三元乙丙橡胶混炼胶,其中两种混炼胶的配合剂由白炭黑、氧化锌、硬脂酸、硫化剂、硫化促进剂、防老剂D分别按质量比为30:5:2:3:25:1和30:5:2:5:30:1组成;(2)将两种混炼胶通过注压机的两个流道注射到膜腔在170℃和10MPa的条件下成型得到产品。
2.根据权利要求1所述的一种橡胶眼镜框制备方法,其特征在于,采用注压的方式制备眼镜框。
3.根据权利要求1所述的一种橡胶眼镜框制备方法,其特征在于,橡胶眼镜框在注压时选用双流道多模腔的方式。
4.根据权利要求1所述的一种橡胶眼镜框制备方法,其特征在于,橡胶眼镜框镜圈和镜腿的模具都为宽度0.1mm,厚度0.2mm。
说明书
技术领域
本发明涉及眼镜框领域,涉及一种橡胶眼镜框的制备方法。
背景技术
橡胶眼镜框要求其必须具有优良的硬度,耐磨性,耐腐蚀性,耐气候性,质轻等优点。目前的眼镜框主要有三种:金属眼镜框、塑料眼镜框、天然材料眼镜框。金属眼镜框又分为铜合金,镍合金和贵金属这几类。铜合金耐腐蚀性较差,易生锈;镍合金耐用腐蚀性比较好,且不易生锈,其机械性能也好于铜合金,但是由于密度较大,所以比较重;贵金属,如金,铂金,包金他们的成本非常高,不适用于大众。塑料眼镜框质轻,但是耐腐蚀性不强,而且容易折断,在温度较低时易脆断。天然材料眼镜框主要由特殊木材、动物牛角和玳瑁材料等制成。一般木质镜架与牛角架很少见,最具代表性的就是玳瑁架,其特点是重量轻、光泽性好,经久耐用具有保存价值,在各类镜架中属高档品,但是易断裂,价格昂贵,所以也不适用于大众。因此,需要设计一种耐磨,耐腐蚀,耐气候,韧性好,质轻,美观时尚的眼镜框。依据于此,目前市场上又发明了两种类型的眼镜框。
专利CN106233192A公开了一种轻量化的双色眼镜框,由此制备的薄的金属材料眼镜框虽然质轻美观,但是耐腐蚀性差,结构复杂,成本较高,不易加工。
专利CN106985248A公开了一种可弯折竹制眼镜框,这种眼镜框虽然可以折叠,但是极易碎裂,耐磨性差,长时间佩戴脸部易被压出痕迹。
因此,本发明制备了一种橡胶眼镜框,其制备工序简单,耐磨性,耐腐蚀性,韧性,耐候性都好于传统眼镜框还可以有效减少原料的浪费,适用于任何场合,出行时佩戴美观大方,运动时佩戴摔落不易碎,适用于四季不会因天气的变化而脆裂,戴久了脸上也不会被眼镜框压出痕迹。
发明内容
本发明要解决现有眼镜框存在的问题,提供一种制备工序简单,提升产品合格率,减少原材料浪费的橡胶眼镜框的制备方法。其橡胶眼镜框具有优异的耐磨,耐腐蚀,耐气候,韧性好,质轻,时尚美观等优点。
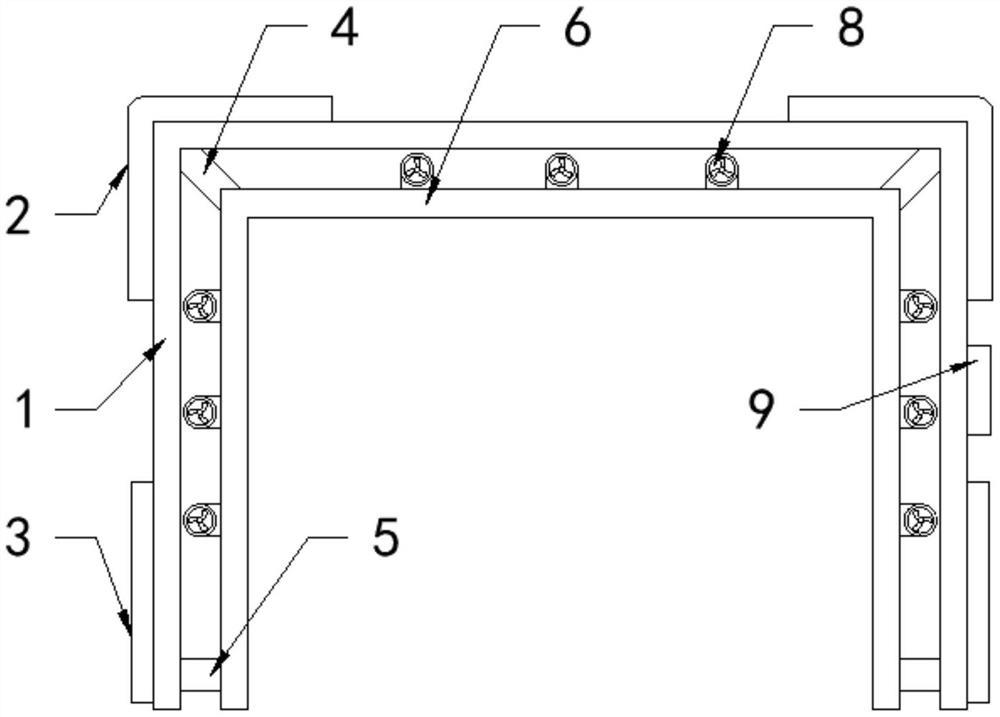
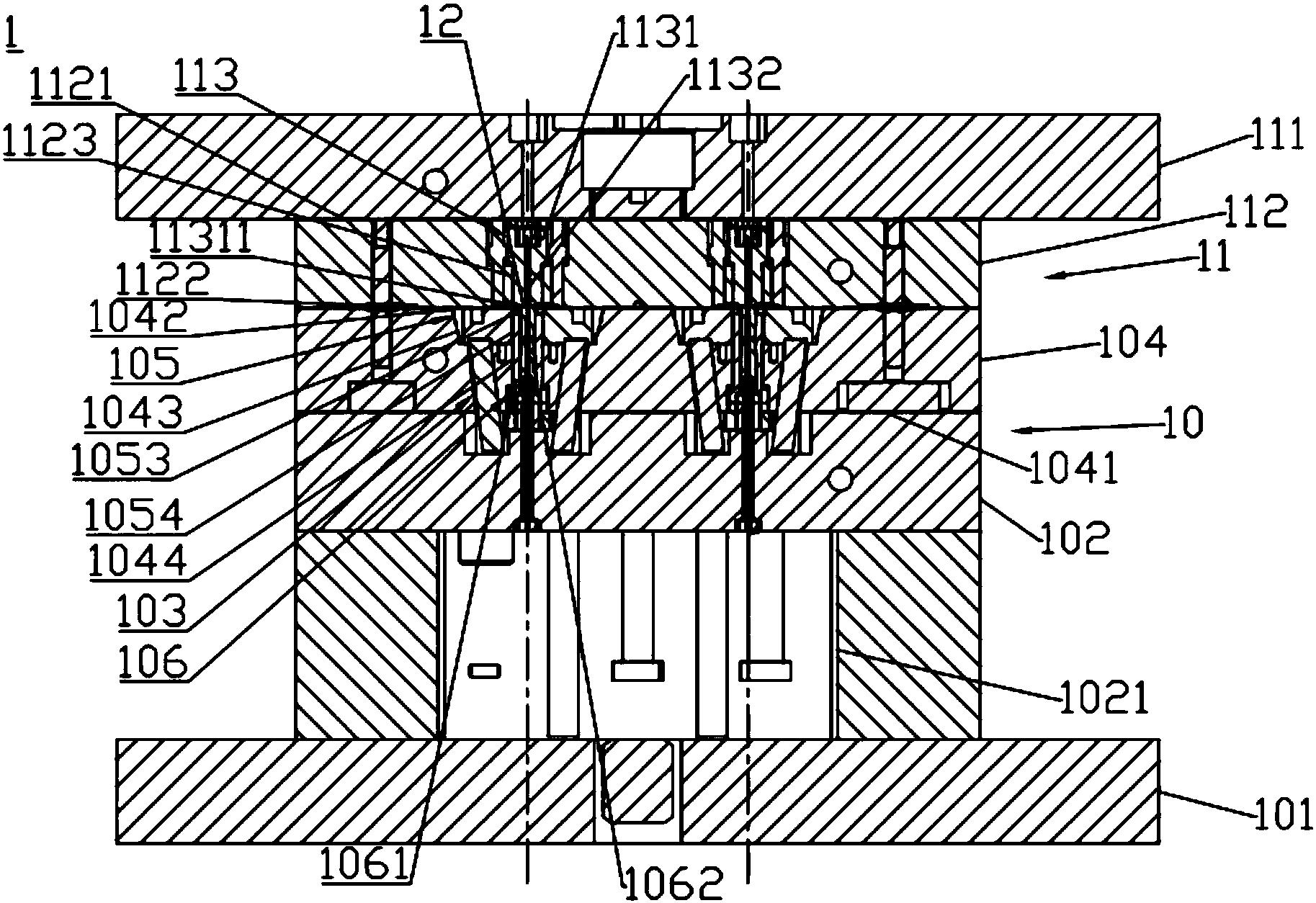
本发明的橡胶眼镜框,采用注压成型方式,避免了传统眼镜框在加工中普遍出现内圈压伤,外圈压伤和铣伤这三大工序问题,并且将内框与外框成型的多道工序缩减成一个连续的工序,制料、成型一次完成,材料的浪费大大减少,杜绝以往生产眼镜框出现的质量问题,能适应企业低成本的生产要求。本发明的橡胶眼镜框原材料全部为三元乙丙橡胶,在镜腿处和镜圈与鼻梁处的胶料配合剂量不同,并且眼镜框的镜腿比传统的塑料和金属镜框都要窄和薄。橡胶眼镜框在注压时采用两个流道,第一个流道为镜腿处,第二个流道为镜圈和鼻梁处,其中第一个流道的配合剂量多。保证了镜腿有足够的硬度支撑眼镜框,两个眼镜框有足够的韧性来保护镜片。
本发明所采取的技术方案是:一种橡胶眼镜框的制备方法,其制备方法如下:
(1)制备两种不同配比的三元乙丙橡胶混炼胶(2)将两种混炼胶通过注压机的两个流道注射到膜腔在170℃和10MPa的条件下成型得到产品。
具体实施方式
下面结合具体实施例对本发明作进一步详细阐述。
实施例 1
(1)将三元乙丙橡胶和66份配合剂在辊温为50 ~ 60 ℃、辊距为1 ~ 2毫米的开炼机上混炼20 ~ 25分钟,制成第一种混炼胶待用,其中配合剂由白炭黑、氧化锌、硬脂酸、硫化剂、硫化促进剂、防老剂D按质量比为30:5:2:3:25:1组成。(2)将三元乙丙橡胶和73配合剂在辊温为50 ~ 60 ℃、辊距为1 ~ 2毫米的开炼机上混炼20 ~ 25分钟,制成第二种混炼胶待用,其中配合剂由白炭黑、氧化锌、硬脂酸、硫化剂、硫化促进剂、防老剂D按质量比为30:5:2:5:30:1组成。(3)将第一种混炼胶通过注压机的一个流道注射到单模腔内,在170℃和10MPa的条件下成型得到产品。
实施例 2 ~ 实施例 5的混炼胶制备方法与实施例1的相同,但是成型方法分别如下:
实施例 2
将第一种混炼胶通过注压机的一个流道注射到多个模腔内,在170℃和10MPa的条件下成型得到产品。
实施例 3
将第二种混炼胶通过注压机的一个流道注射到单模腔内,在170℃和10MPa的条件下成型得到产品。
实施例 4
将第二种混炼胶通过注压机的一个流道注射到多个模腔内,在170℃和10MPa的条件下成型得到产品。
实施例 5
将两种混炼胶通过注压机的两个流道注射到单模腔内,在170℃和10MPa的条件下成型得到产品。
实施例 6
将两种混炼胶通过注压机的两个流道注射到多模腔内,在170℃和10MPa的条件下成型得到产品。
实施例 1~ 6的橡胶眼镜框部分性能数据如表1 所示。从表1 可以看出,本发明制备的注压式橡胶眼镜框耐磨、耐候性、耐腐蚀性等性能优异,好于普通的眼镜框。
表1 实施例 1 ~ 6的橡胶眼镜框的性能
一种橡胶眼镜框制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。













动态评分
0.0