





专利摘要
本发明公开了报废汽车逆向柔性拆解线,涉及报废汽车回收领域。所述的报废汽车逆向柔性拆解线包括车型识别系统、零部件识别系统、危险零部件拆解系统、轮胎拆解系统、仪表拆解系统、壳体拆解系统、发动机拆解系统、前后桥拆解系统、转运系统等。拆解方法为:首先建立汽车车型和零部件数据库,通过车型识别系统判定车型;然后通过零部件识别系统依次判定并拆解危险零部件、轮胎、仪表、壳体、发动机、前后桥,拆解后的部件经转运系统分类入库。本发明采用柔性拆解,实现了报废汽车高效、智能化的拆解。
权利要求
1.报废汽车逆向柔性拆解线,其特征在于:所述报废汽车逆向柔性拆解线包括车型识别系统、零部件识别系统、危险零部件拆解系统、轮胎拆解系统、仪表拆解系统、壳体拆解系统、前后桥拆解系统、发动机拆解系统、输送和转运系统,采用所述报废汽车逆向柔性拆解线进行拆解的流程为装配流程的逆向过程;
采用所述拆解线进行报废汽车逆向柔性拆解的方法包括以下步骤:
(1)将报废汽车吊装于拆解工位,通过高架轨道小车将报废汽车转运至车型识别系统,CCD相机采集报废汽车的外观、车标、型号牌信息,经过信息处理系统的处理转化为数字信号,并与汽车型号数据库进行比对,当与某车型数据匹配度≥96%时,确定为该车型的报废汽车;
(2)将报废汽车转运至零部件识别系统,通过X射线数字成像系统判定零部件的形状信息和位置信息,经过数据处理系统的处理,并和零部件数据库进行比对,当与某零部件匹配度≥99%时,确定为该零部件;
(3)将报废汽车转运至危险零部件拆解系统,抽取废油、引爆安全气囊、拆除蓄电池和车窗玻璃,拆除后的各零件分类入仓;
(4)将报废汽车转运至轮胎拆解系统,利用废旧螺钉自动拆解装置将报废汽车的轮胎拆除,拆除后的各零件分类入仓;
(5)将报废汽车转运至仪表拆解系统,拆解机械手通过精确作业拆除仪表和各种电子设备,拆除后的各零件分类入仓;
(6)将报废汽车转运至壳体拆解系统,对壳体进行拆除,拆下来的壳体经过破碎、分选,得到废钢破碎料分类入仓;
(7)将报废汽车转运至发动机拆解系统,将变速箱、发动机拆解下来,并进行修复,修复后的零部件分类入仓;
(8)将报废汽车转运至前后桥拆解系统,把报废汽车的前后梁、底盘拆除,拆除后的各零件分类入仓。
2.根据权利要求1所述报废汽车逆向柔性拆解线,其特征在于:所述车型识别系统包括CCD相机、信息处理系统和汽车型号数据库;汽车型号数据库包括车辆品牌和车型数据,且所述汽车型号数据库能够不断更新;所述车型识别系统单独处理速度≤25ms,当车型数据匹配度≥96%时,确定为该车型的报废汽车。
3.根据权利要求1所述报废汽车逆向柔性拆解线,其特征在于:所述零部件识别系统包括X射线数字成像系统、数据处理系统和零部件数据库;X射线数字成像系统成像时间为2s-5s,测量精度≤2.0mm;经过匹配,当零部件的匹配度≥99%时,确定为该零部件。
4.根据权利要求1所述报废汽车逆向柔性拆解线,其特征在于:所述轮胎拆解系统包括报废汽车轮胎拆解机械手;所述轮胎拆解机械手包括精确定位机构和浮动机构;所述轮胎拆解机械手的定位精度≤3.0mm,重复精度≤1.0mm。
5.根据权利要求1所述报废汽车逆向柔性拆解线,其特征在于:所述仪表拆解系统包括报废汽车仪表盘拆解机械手;所述报废汽车仪表盘拆解机械手包括精确定位机构和浮动机构;所述报废汽车仪表盘拆解机械手的定位精度≤1.0mm,重复精度≤0.2mm。
6.根据权利要求1所述报废汽车逆向柔性拆解线,其特征在于:所述壳体拆解系统包括报废汽车壳体破碎机和磁选装置;所述报废汽车壳体破碎机为带撕碎刀的专用破碎机;所述磁选装置为电磁铁,磁场强度≥0.3T。
7.根据权利要求1所述报废汽车逆向柔性拆解线,其特征在于:所述发动机拆解系统包括发动机清洗系统和修复系统;经过修复,汽油机气缸的圆度误差≤0.05mm,圆柱度误差≤0.2mm;经过修复,柴油机气缸的圆度误差≤0.06mm,圆柱度误差≤0.25mm。
8.根据权利要求1所述报废汽车逆向柔性拆解线,其特征在于:所述前后桥拆解系统包括底盘拆解机械手和前后梁桥拆解机械手;所述底盘拆解机械手的定位精度≤5.0mm,重复精度≤1.0mm;所述前后梁桥拆解机械手的定位精度≤5.0mm,重复精度≤1.0mm。
9.根据权利要求1所述报废汽车逆向柔性拆解线,其特征在于:所述输送和转运系统包括高架输送系统和地面输送系统;所述高架输送系统包括积放式悬挂输送机系统、自行认址岔道葫芦系统、普通悬挂输送机和高架轨道小车;所述地面输送系统包括滑撬式输送系统、地面单链带轨道小车、地面板链随行支架和地面板链。
10.一种报废汽车逆向柔性拆解方法,采用权利要求1-9任一项所述报废汽车逆向柔性拆解线,其特征在于,所述方法包括以下步骤:
(1)将报废汽车吊装于拆解工位,通过高架轨道小车将报废汽车转运至车型识别系统,CCD相机采集报废汽车的外观、车标、型号牌信息,经过信息处理系统的处理转化为数字信号,并与汽车型号数据库进行比对,当与某车型数据匹配度≥96%时,确定为该车型的报废汽车;
(2)将报废汽车转运至零部件识别系统,通过X射线数字成像系统判定零部件的形状信息和位置信息,经过数据处理系统的处理,并和零部件数据库进行比对,当与某零部件匹配度≥99%时,确定为该零部件;
(3)将报废汽车转运至危险零部件拆解系统,抽取废油、引爆安全气囊、拆除蓄电池和车窗玻璃,拆除后的各零件分类入仓;
(4)将报废汽车转运至轮胎拆解系统,利用废旧螺钉自动拆解装置将报废汽车的轮胎拆除,拆除后的各零件分类入仓;
(5)将报废汽车转运至仪表拆解系统,拆解机械手通过精确作业拆除仪表和各种电子设备,拆除后的各零件分类入仓;
(6)将报废汽车转运至壳体拆解系统,对壳体进行拆除,拆下来的壳体经过破碎、分选,得到废钢破碎料分类入仓;
(7)将报废汽车转运至发动机拆解系统,将变速箱、发动机拆解下来,并进行修复,修复后的零部件分类入仓;
(8)将报废汽车转运至前后桥拆解系统,把报废汽车的前后梁、底盘拆除,拆除后的各零件分类入仓。
说明书
技术领域
本发明属于报废汽车资源化领域,具体涉及报废汽车逆向柔性拆解线。
背景技术
工业4.0的两个主题是智能工厂+智能生产。在工业4.0背景下,汽车工厂将实现柔性化生产,传统的大规模流水线式造车模式终将逐步被个性化、定制化和智能化的造车模式所取代,智能制造正成为引领世界汽车行业发展的潮流趋势。
随着汽车时代到来,汽车的保有量急剧增长。据公安部交管局公布的数据,截至2017年底,我国机动车保有量达3.10亿辆,其中汽车2.17亿辆,按年报量6%计,2017年报废机动车将达到1302万辆。报废汽车的废蓄电池、废油液等属于危险废弃物,因此,达到报废标准的汽车除了给环境造成负担外,作为一种固体废弃物,具有占地大、浪费资源、影响交通等多重隐患。然而,报废汽车80%的零部件是可以回收再利用的。
目前,报废汽车拆解主要以手工拆解、人工分选为主,即先用火焰切割将车体分割,然后人工进行材料挑选,回收钢铁、铜铝、其他有色金属、塑料、玻璃等。人工作业方式可以实现对报废汽车的拆解,但处理效率低、劳动强度大、环境污染严重。此外,现有的报废汽车拆解线较固定,只能拆解同类型的报废汽车,这势必会造成拆解效率低下,浪费人力、物力和财力。
为了解决报废汽车壳体拆解效率低下问题,亟需对现有拆解技术进行革新。中国发明专利(CN 107512327A)一种报废汽车拆解回收利用工艺,包括废油、座椅、电池、轮胎和汽车玻璃的回收,前后大灯、前后机盖、方向盘、车门、保险杠、空调、发动机的拆解,并利用多级破碎逐步将汽车车身破碎到预定尺寸,但是该方法自动化程度低,因此拆解效率不高。中国发明专利(CN 104494732A)公开了报废汽车拆解回收利用工艺,包括预处理、零部件处理,车身的破碎分选实现了机械化和自动化处理,但是该方法并未形成拆解流水线,自动化程度仅仅局限于车身的破碎分选这一部分,因此智能化程度不高。中国发明专利(CN107512326A)公开了一种报废大型客货车辆流水式绿色拆解生产线及方法,该发明提出对报废大型车辆拆解分工位进行,工位与拆解部件相对应并配有专用拆解设备,并通过轨道和轨道上移动的周转小车形成拆解线,但是该方法拆解方式单一,不能满足对所有机动车的拆解要求。
综上所述,现有的拆解方式拆解效率低、资源再利用率低、环境污染严重、安全隐患大,难以满足报废汽车的安全、环保高效的拆解要求。因此,亟需开发一种新的智能化拆解技术。
发明内容
针对现有技术的不足,本发明提供一种报废汽车逆向柔性拆解线,其拆解流程是汽车总装流程的逆向过程,可拆解不同类型的报废汽车,并对拆解后的零部件以及材料进行再加工,提高了报废汽车的回收利用效率。本发明具有高效、智能化等优点,便于工业化生产。
本发明是通过以下技术方案实现的:
报废汽车逆向柔性拆解线,所述报废汽车逆向柔性拆解线包括车型识别系统、零部件识别系统、危险零部件拆解系统、轮胎拆解系统、仪表拆解系统、壳体拆解系统、后桥拆解系统、发动机拆解系统、转运系统,采用所述报废汽车逆向柔性拆解线进行拆解的流程为装配流程的逆向过程,可以实现报废汽车高效拆解、零部件高值化利用。
进一步地,所述车型识别系统包括CCD相机、信息处理系统和汽车型号数据库;汽车型号数据库包车辆品牌和车型数据,且所述汽车型号数据库能够不断更新;所述车型识别系统单独处理速度≤25ms,车型匹配度≥96%。
进一步地,所述零部件识别系统包括X射线数字成像系统、数据处理系统和零部件数据库;X射线数字成像时间为2s-5s,测量精度≤2.0mm;经过匹配,零部件的匹配度≥99%。
进一步地,所述轮胎拆解系统包括报废汽车轮胎拆解机械手;所述轮胎拆解机械手包括精确定位机构和浮动机构;所述机械手的定位精度≤3.0mm,重复精度≤1.0mm。
进一步地,所述仪表拆解系统包括报废汽车仪表盘拆解机械手;所述报废汽车仪表盘拆解机械手包括精确定位机构和浮动机构;所述机械手的定位精度≤1.0mm,重复精度≤0.2mm。
进一步地,所述壳体拆解系统包括报废汽车壳体破碎机和磁选装置;所述报废汽车壳体破碎机为带撕碎刀的专用破碎机;所述磁选装置为电磁铁,磁场强度≥0.3T。
进一步地,所述发动机拆解系统包括发动机清洗系统和修复系统;经过修复,汽油机气缸的圆度误差≤0.05mm,圆柱度误差≤0.2mm;经过修复,柴油机气缸的圆度误差≤0.06mm,圆柱度误差≤0.25mm。
进一步地,所述前后桥拆解系统包括底盘拆解机械手和前后梁拆解机械手;所述底盘拆解机械手的定位精度≤5.0mm,重复精度≤1.0mm;所述前后梁拆解机械手的定位精度≤5.0mm,重复精度≤1.0mm。
进一步地,所述输送和转运系统包括高架输送系统和地面输送系统;所述高架输送包括积放式悬挂输送机系统、自行认址岔道葫芦系统、普通悬挂输送机和高架轨道小车;所述地面输送系统包括滑撬式输送系统、地面单链带轨道小车、地面板链随行支架和地面板链。
一种报废汽车逆向柔性拆解方法,采用所述报废汽车逆向柔性拆解线,所述方法包括以下步骤:
(1)将报废汽车吊装于拆解工位,通过高架轨道小车将报废汽车转运至车型识别系统,CCD相机采集报废汽车的外观、车标、型号牌信息,经过信息处理器的处理转化为数字信号,并与汽车型号数据库进行比对,当与某车型数据匹配度≥96%时,确定为该车型的报废汽车;
(2)将报废汽车转运至零件识别系统,通过X射线数字成像装置判定零部件的形状信息和位置信息,经过数据处理系统的处理,并和零部件数据库进行比对,当与某零部件匹配度≥99%时,确定为该零部件;
(3)将报废汽车转运至危险零部件拆解系统,抽取废油、引爆安全气囊、拆除蓄电池和车窗玻璃,拆除后的各零件分类入仓;
(4)将报废汽车转运至轮胎拆解系统,利用废旧螺钉自动拆解装置将报废汽车的轮胎拆除,拆除后的各零件分类入仓;
(5)将报废汽车转运至仪表拆解区,拆解机械手通过精确作业拆除仪表和各种电子设备,拆除后的各零件分类入仓;
(6)将报废汽车转运至壳体拆解区,对壳体进行拆除,拆下来的壳体经过破碎、分选,得到废钢破碎料分类入仓;
(7)将报废汽车转运至发动机拆解区,将变速箱、发动机拆解下来,并进行修复,修复后的零部件分类入仓;
(8)将报废汽车转运至前后桥拆解系统,把报废汽车的前后梁、底盘等拆除,拆除后的各零件分类入仓。
本发明的有益技术效果:
1)本发明所提供的拆解线为逆向柔性拆解线,实现了对报废汽车的智能化拆解,提高了拆解效率;
2)本发明所提供的拆解线避免了报废汽车拆解过程中因火焰切割造成的空气污染,杜绝了二噁英生成;
3)本发明所提供的拆解线实现了报废汽车拆解的智能化,减少了人力消耗,安全系数得到提高;
4)通过采用本发明所提供的拆解线,拆解后的零部件完整性好,易修复、再制造,提高了报废汽车的资源价值;
5)本发明所提供的拆解线降低了人工成本,有利于实现产业化、规模化。
6)本发明所提供的拆解方法:首先建立汽车车型和零部件数据库,通过车型识别系统判定车型;然后通过零部件识别系统依次判定并拆解危险零部件、轮胎、仪表、壳体、发动机、前后桥,拆解后的部件经转运系统分类入库。
附图说明
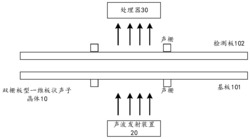
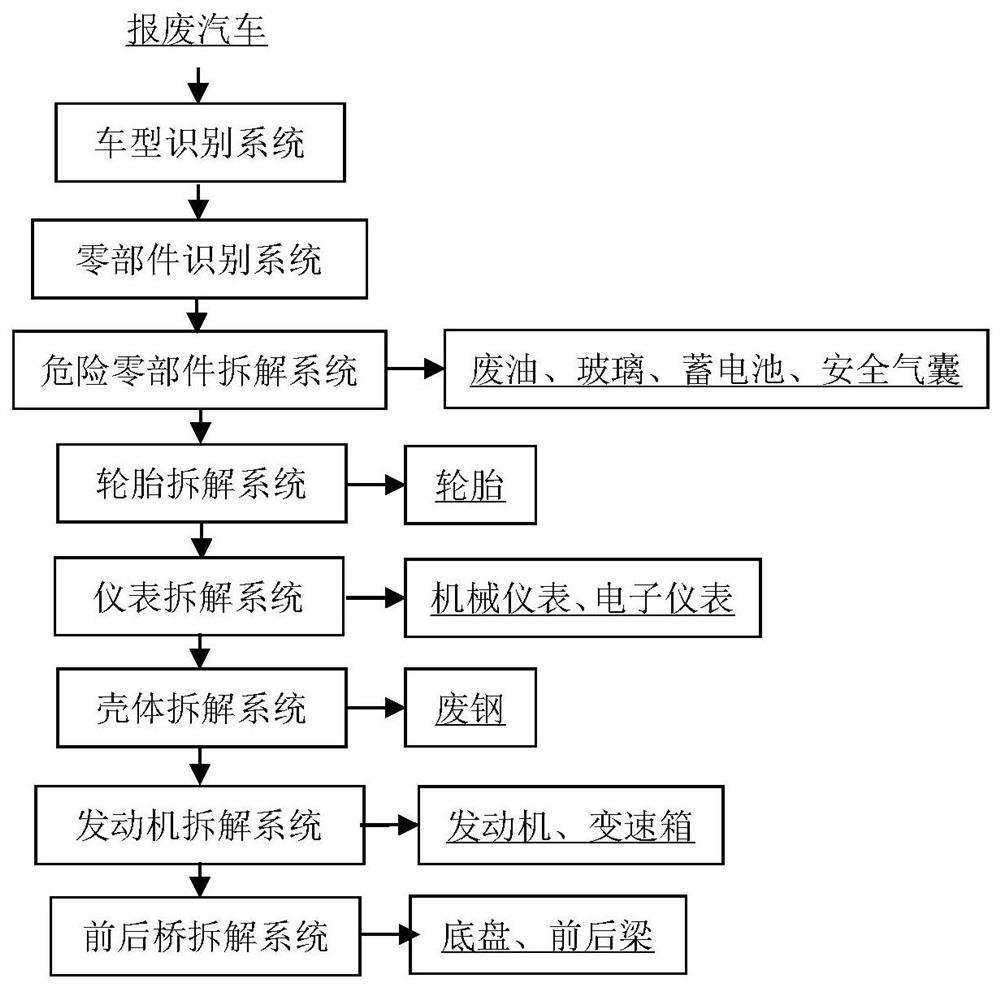
图1为本发明实施例中报废汽车逆向柔性拆解线的流程图。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细描述。应当理解,此处所描述的具体实施例仅仅用于解释本发明,并不用于限定本发明。
相反,本发明涵盖任何由权利要求定义的在本发明的精髓和范围上做的替代、修改、等效方法以及方案。进一步,为了使公众对本发明有更好的了解,在下文对本发明的细节描述中,详尽描述了一些特定的细节部分。对本领域技术人员来说没有这些细节部分的描述也可以完全理解本发明。
实施例1
如图1所示,报废汽车逆向柔性拆解线包括车型识别系统、零部件识别系统、危险零部件拆解系统、轮胎拆解系统、仪表拆解系统、壳体拆解系统、发动机拆解系统、前后桥拆解系统、转运系统等。报废汽车逆向柔性拆解线线具体步骤为:首先,将报废汽车吊装于拆解工位,通过高架轨道小车将报废汽车转运至车型识别系统,CCD相机采集报废汽车的外观、车标、型号牌等信息,经过信息处理器的处理,并与机动车型号数据库进行比对,当与某车型数据匹配度为96%时,即可确定为该车型的报废汽车,其中,车型识别系统单独处理速度为25ms。然后将报废汽车转运至零件识别系统,通过X射线数字成像装置判定零部件的形状信息和位置信息,并和零部件数据库进行比对,当与某零部件匹配度为99%时,即可进一步确定为该零部件,其中,X射线数字成像时间为2s,测量精度为2.0mm。然后将报废汽车转运至危险零部件拆解系统,抽取废油、引爆安全气囊、拆除蓄电池和车窗玻璃,拆除后的各零件分类入仓。然后,将报废汽车转运至轮胎拆解系统,利用废旧螺钉自动拆解装置将报废汽车的轮胎拆除,拆除后的各零件分类入仓,其中,轮胎拆解机械手的定位精度为3.0mm,重复精度为1.0mm。然后将报废汽车转运至仪表拆解区,拆解机械手通过精确作业拆除仪表和各种电子设备,拆除后的各零件分类入仓,其中,仪表拆解机械手的定位精度为1.0mm,重复精度为0.2mm。然后,将报废汽车转运至壳体拆解区,对壳体进行拆除,拆下来的壳体经过破碎、分选,得到废钢破碎料分类入仓,其中,磁选时磁场强度为0.3T。然后,将报废汽车转运至发动机拆解区,将变速箱、发动机拆解下来,并进行修复,经过修复,汽油机气缸的圆度误差为0.05mm,圆柱度误差为0.2mm,修复后的零部件分类入仓。最后,将报废汽车转运至前后桥拆解系统,把报废汽车的前后梁、底盘等拆除,拆除后的各零件分类入仓,其中,底盘、前后梁拆解机械手的定位精度为5.0mm,重复精度为1.0mm。
实施例2
如图1所示,报废汽车逆向柔性拆解线包括车型识别系统、零部件识别系统、危险零部件拆解系统、轮胎拆解系统、仪表拆解系统、壳体拆解系统、发动机拆解系统、前后桥拆解系统、转运系统等。报废汽车逆向柔性拆解线线具体步骤为:首先,将报废汽车吊装于拆解工位,通过高架轨道小车将报废汽车转运至车型识别系统,CCD相机采集报废汽车的外观、车标、型号牌等信息,经过信息处理器的处理,并与机动车型号数据库进行比对,当与某车型数据匹配度为97%时,即可确定为该车型的报废汽车,其中,车型识别系统单独处理速度为23ms。然后将报废汽车转运至零件识别系统,通过X射线数字成像装置判定零部件的形状信息和位置信息,并和零部件数据库进行比对,当与某零部件匹配度为99.3%时,即可进一步确定为该零部件,其中,X射线数字成像时间为3s,测量精度为1.5mm。然后将报废汽车转运至危险零部件拆解系统,抽取废油、引爆安全气囊、拆除蓄电池和车窗玻璃,拆除后的各零件分类入仓。然后,将报废汽车转运至轮胎拆解系统,利用废旧螺钉自动拆解装置将报废汽车的轮胎拆除,拆除后的各零件分类入仓,其中,轮胎拆解机械手的定位精度为2.5mm,重复精度为0.8mm。然后将报废汽车转运至仪表拆解区,拆解机械手通过精确作业拆除仪表和各种电子设备,拆除后的各零件分类入仓,其中,仪表拆解机械手的定位精度为0.7mm,重复精度为0.15mm。然后,将报废汽车转运至壳体拆解区,对壳体进行拆除,拆下来的壳体经过破碎、分选,得到废钢破碎料分类入仓,其中,磁选时磁场强度为0.5T。然后,将报废汽车转运至发动机拆解区,将变速箱、发动机拆解下来,并进行修复,经过修复,汽油机气缸的圆度误差为0.03mm,圆柱度误差为0.15mm,修复后的零部件分类入仓。最后,将报废汽车转运至前后桥拆解系统,把报废汽车的前后梁、底盘等拆除,拆除后的各零件分类入仓,其中,底盘、前后梁拆解机械手的定位精度为4.0mm,重复精度为0.7mm。
实施例3
如图1所示,报废汽车逆向柔性拆解线包括车型识别系统、零部件识别系统、危险零部件拆解系统、轮胎拆解系统、仪表拆解系统、壳体拆解系统、发动机拆解系统、前后桥拆解系统、转运系统等。报废汽车逆向柔性拆解线线具体步骤为:首先,将报废汽车吊装于拆解工位,通过高架轨道小车将报废汽车转运至车型识别系统,CCD相机采集报废汽车的外观、车标、型号牌等信息,经过信息处理器的处理,并与机动车型号数据库进行比对,当与某车型数据匹配度为98%时,即可确定为该车型的报废汽车,其中,车型识别系统单独处理速度为21ms。然后将报废汽车转运至零件识别系统,通过X射线数字成像装置判定零部件的形状信息和位置信息,并和零部件数据库进行比对,当与某零部件匹配度为99.6%时,即可进一步确定为该零部件,其中,X射线数字成像时间为4s,测量精度为1.0mm。然后将报废汽车转运至危险零部件拆解系统,抽取废油、引爆安全气囊、拆除蓄电池和车窗玻璃,拆除后的各零件分类入仓。然后,将报废汽车转运至轮胎拆解系统,利用废旧螺钉自动拆解装置将报废汽车的轮胎拆除,拆除后的各零件分类入仓,其中,轮胎拆解机械手的定位精度为2.0mm,重复精度为0.6mm。然后将报废汽车转运至仪表拆解区,拆解机械手通过精确作业拆除仪表和各种电子设备,拆除后的各零件分类入仓,其中,仪表拆解机械手的定位精度为0.5mm,重复精度为0.1mm。然后,将报废汽车转运至壳体拆解区,对壳体进行拆除,拆下来的壳体经过破碎、分选,得到废钢破碎料分类入仓,其中,磁选时磁场强度为0.7T。然后,将报废汽车转运至发动机拆解区,将变速箱、发动机拆解下来,并进行修复,经过修复,汽油机气缸的圆度误差为0.01mm,圆柱度误差为0.1mm,修复后的零部件分类入仓。最后,将报废汽车转运至前后桥拆解系统,把报废汽车的前后梁、底盘等拆除,拆除后的各零件分类入仓,其中,底盘、前后梁拆解机械手的定位精度为3.0mm,重复精度为0.5mm。
实施例4
如图1所示,报废汽车逆向柔性拆解线包括车型识别系统、零部件识别系统、危险零部件拆解系统、轮胎拆解系统、仪表拆解系统、壳体拆解系统、发动机拆解系统、前后桥拆解系统、转运系统等。报废汽车逆向柔性拆解线线具体步骤为:首先,将报废汽车吊装于拆解工位,通过高架轨道小车将报废汽车转运至车型识别系统,CCD相机采集报废汽车的外观、车标、型号牌等信息,经过信息处理器的处理,并与机动车型号数据库进行比对,当与某车型数据匹配度为96%时,即可确定为该车型的报废汽车,其中,车型识别系统单独处理速度为18ms。然后将报废汽车转运至零件识别系统,通过X射线数字成像装置判定零部件的形状信息和位置信息,并和零部件数据库进行比对,当与某零部件匹配度为99%时,即可进一步确定为该零部件,其中,X射线数字成像时间为5s,测量精度为2.0mm。然后将报废汽车转运至危险零部件拆解系统,抽取废油、引爆安全气囊、拆除蓄电池和车窗玻璃,拆除后的各零件分类入仓。然后,将报废汽车转运至轮胎拆解系统,利用废旧螺钉自动拆解装置将报废汽车的轮胎拆除,拆除后的各零件分类入仓,其中,轮胎拆解机械手的定位精度为1.5mm,重复精度为1.0mm。然后将报废汽车转运至仪表拆解区,拆解机械手通过精确作业拆除仪表和各种电子设备,拆除后的各零件分类入仓,其中,仪表拆解机械手的定位精度为0.3mm,重复精度为0.2mm。然后,将报废汽车转运至壳体拆解区,对壳体进行拆除,拆下来的壳体经过破碎、分选,得到废钢破碎料分类入仓,其中,磁选时磁场强度为0.9T。然后,将报废汽车转运至发动机拆解区,将变速箱、发动机拆解下来,并进行修复,经过修复,柴油机气缸的圆度误差为0.06mm,圆柱度误差为0.25mm,修复后的零部件分类入仓。最后,将报废汽车转运至前后桥拆解系统,把报废汽车的前后梁、底盘等拆除,拆除后的各零件分类入仓,其中,底盘、前后梁拆解机械手的定位精度为2.0mm,重复精度为0.3mm。
实施例5
如图1所示,报废汽车逆向柔性拆解线包括车型识别系统、零部件识别系统、危险零部件拆解系统、轮胎拆解系统、仪表拆解系统、壳体拆解系统、发动机拆解系统、前后桥拆解系统、转运系统等。报废汽车逆向柔性拆解线线具体步骤为:首先,将报废汽车吊装于拆解工位,通过高架轨道小车将报废汽车转运至车型识别系统,CCD相机采集报废汽车的外观、车标、型号牌等信息,经过信息处理器的处理,并与机动车型号数据库进行比对,当与某车型数据匹配度为97%时,即可确定为该车型的报废汽车,其中,车型识别系统单独处理速度为15ms。然后将报废汽车转运至零件识别系统,通过X射线数字成像装置判定零部件的形状信息和位置信息,并和零部件数据库进行比对,当与某零部件匹配度为99.3%时,即可进一步确定为该零部件,其中,X射线数字成像时间为2s,测量精度为1.5mm。然后将报废汽车转运至危险零部件拆解系统,抽取废油、引爆安全气囊、拆除蓄电池和车窗玻璃,拆除后的各零件分类入仓。然后,将报废汽车转运至轮胎拆解系统,利用废旧螺钉自动拆解装置将报废汽车的轮胎拆除,拆除后的各零件分类入仓,其中,轮胎拆解机械手的定位精度为1.0mm,重复精度为0.8mm。然后将报废汽车转运至仪表拆解区,拆解机械手通过精确作业拆除仪表和各种电子设备,拆除后的各零件分类入仓,其中,仪表拆解机械手的定位精度为0.1mm,重复精度为0.15mm。然后,将报废汽车转运至壳体拆解区,对壳体进行拆除,拆下来的壳体经过破碎、分选,得到废钢破碎料分类入仓,其中,磁选时磁场强度为0.3T。然后,将报废汽车转运至发动机拆解区,将变速箱、发动机拆解下来,并进行修复,经过修复,柴油机气缸的圆度误差为0.04mm,圆柱度误差为0.2mm,修复后的零部件分类入仓。最后,将报废汽车转运至前后桥拆解系统,把报废汽车的前后梁、底盘等拆除,拆除后的各零件分类入仓,其中,底盘、前后梁拆解机械手的定位精度为1.0mm,重复精度为0.1mm。
实施例6
如图1所示,报废汽车逆向柔性拆解线包括车型识别系统、零部件识别系统、危险零部件拆解系统、轮胎拆解系统、仪表拆解系统、壳体拆解系统、发动机拆解系统、前后桥拆解系统、转运系统等。报废汽车逆向柔性拆解线线具体步骤为:首先,将报废汽车吊装于拆解工位,通过高架轨道小车将报废汽车转运至车型识别系统,CCD相机采集报废汽车的外观、车标、型号牌等信息,经过信息处理器的处理,并与机动车型号数据库进行比对,当与某车型数据匹配度为98%时,即可确定为该车型的报废汽车,其中,车型识别系统单独处理速度为25ms。然后将报废汽车转运至零件识别系统,通过X射线数字成像装置判定零部件的形状信息和位置信息,并和零部件数据库进行比对,当与某零部件匹配度为99.6%时,即可进一步确定为该零部件,其中,X射线数字成像时间为3s,测量精度为1.0mm。然后将报废汽车转运至危险零部件拆解系统,抽取废油、引爆安全气囊、拆除蓄电池和车窗玻璃,拆除后的各零件分类入仓。然后,将报废汽车转运至轮胎拆解系统,利用废旧螺钉自动拆解装置将报废汽车的轮胎拆除,拆除后的各零件分类入仓,其中,轮胎拆解机械手的定位精度为3.0mm,重复精度为0.6mm。然后将报废汽车转运至仪表拆解区,拆解机械手通过精确作业拆除仪表和各种电子设备,拆除后的各零件分类入仓,其中,仪表拆解机械手的定位精度为1.0mm,重复精度为0.1mm。然后,将报废汽车转运至壳体拆解区,对壳体进行拆除,拆下来的壳体经过破碎、分选,得到废钢破碎料分类入仓,其中,磁选时磁场强度为0.5T。然后,将报废汽车转运至发动机拆解区,将变速箱、发动机拆解下来,并进行修复,经过修复,柴油机气缸的圆度误差为0.02mm,圆柱度误差为0.15mm,修复后的零部件分类入仓。最后,将报废汽车转运至前后桥拆解系统,把报废汽车的前后梁、底盘等拆除,拆除后的各零件分类入仓,其中,底盘、前后梁拆解机械手的定位精度为5.0mm,重复精度为1.0mm。
实施例7
如图1所示,报废汽车逆向柔性拆解线包括车型识别系统、零部件识别系统、危险零部件拆解系统、轮胎拆解系统、仪表拆解系统、壳体拆解系统、发动机拆解系统、前后桥拆解系统、转运系统等。报废汽车逆向柔性拆解线线具体步骤为:首先,将报废汽车吊装于拆解工位,通过高架轨道小车将报废汽车转运至车型识别系统,CCD相机采集报废汽车的外观、车标、型号牌等信息,经过信息处理器的处理,并与机动车型号数据库进行比对,当与某车型数据匹配度为96%时,即可确定为该车型的报废汽车,当匹配度为96%时,其中,车型识别系统单独处理速度为23ms。然后将报废汽车转运至零件识别系统,通过X射线数字成像装置判定零部件的形状信息和位置信息,并和零部件数据库进行比对,当与某零部件匹配度为99%时,即可进一步确定为该零部件,其中,X射线数字成像时间为4s,测量精度为2.0mm。然后将报废汽车转运至危险零部件拆解系统,抽取废油、引爆安全气囊、拆除蓄电池和车窗玻璃,拆除后的各零件分类入仓。然后,将报废汽车转运至轮胎拆解系统,利用废旧螺钉自动拆解装置将报废汽车的轮胎拆除,拆除后的各零件分类入仓,其中,轮胎拆解机械手的定位精度为2.5mm,重复精度为1.0mm。然后将报废汽车转运至仪表拆解区,拆解机械手通过精确作业拆除仪表和各种电子设备,拆除后的各零件分类入仓,其中,仪表拆解机械手的定位精度为0.7mm,重复精度为0.2mm。然后,将报废汽车转运至壳体拆解区,对壳体进行拆除,拆下来的壳体经过破碎、分选,得到废钢破碎料分类入仓,其中,磁选时磁场强度为0.7T。然后,将报废汽车转运至发动机拆解区,将变速箱、发动机拆解下来,并进行修复,经过修复,汽油机气缸的圆度误差为0.05mm,圆柱度误差为0.2mm,修复后的零部件分类入仓。最后,将报废汽车转运至前后桥拆解系统,把报废汽车的前后梁、底盘等拆除,拆除后的各零件分类入仓,其中,底盘、前后梁拆解机械手的定位精度为4.0mm,重复精度为0.7mm。
实施例8
如图1所示,报废汽车逆向柔性拆解线包括车型识别系统、零部件识别系统、危险零部件拆解系统、轮胎拆解系统、仪表拆解系统、壳体拆解系统、发动机拆解系统、前后桥拆解系统、转运系统等。报废汽车逆向柔性拆解线线具体步骤为:首先,将报废汽车吊装于拆解工位,通过高架轨道小车将报废汽车转运至车型识别系统,CCD相机采集报废汽车的外观、车标、型号牌等信息,经过信息处理器的处理,并与机动车型号数据库进行比对,当与某车型数据匹配度为97%时,即可确定为该车型的报废汽车,其中,车型识别系统单独处理速度为21ms。然后将报废汽车转运至零件识别系统,通过X射线数字成像装置判定零部件的形状信息和位置信息,并和零部件数据库进行比对,当与某零部件匹配度为99.3%时,即可进一步确定为该零部件,其中,X射线数字成像时间为5s,测量精度为1.5mm。然后将报废汽车转运至危险零部件拆解系统,抽取废油、引爆安全气囊、拆除蓄电池和车窗玻璃,拆除后的各零件分类入仓。然后,将报废汽车转运至轮胎拆解系统,利用废旧螺钉自动拆解装置将报废汽车的轮胎拆除,拆除后的各零件分类入仓,其中,轮胎拆解机械手的定位精度为2.0mm,重复精度为0.8mm。然后将报废汽车转运至仪表拆解区,拆解机械手通过精确作业拆除仪表和各种电子设备,拆除后的各零件分类入仓,其中,仪表拆解机械手的定位精度为0.5mm,重复精度为0.15mm。然后,将报废汽车转运至壳体拆解区,对壳体进行拆除,拆下来的壳体经过破碎、分选,得到废钢破碎料分类入仓,其中,磁选时磁场强度为0.9T。然后,将报废汽车转运至发动机拆解区,将变速箱、发动机拆解下来,并进行修复,经过修复,汽油机气缸的圆度误差为0.03mm,圆柱度误差为0.15mm,修复后的零部件分类入仓。最后,将报废汽车转运至前后桥拆解系统,把报废汽车的前后梁、底盘等拆除,拆除后的各零件分类入仓,其中,底盘、前后梁拆解机械手的定位精度为53.0mm,重复精度为0.5mm。
实施例9
如图1所示,报废汽车逆向柔性拆解线包括车型识别系统、零部件识别系统、危险零部件拆解系统、轮胎拆解系统、仪表拆解系统、壳体拆解系统、发动机拆解系统、前后桥拆解系统、转运系统等。报废汽车逆向柔性拆解线线具体步骤为:首先,将报废汽车吊装于拆解工位,通过高架轨道小车将报废汽车转运至车型识别系统,CCD相机采集报废汽车的外观、车标、型号牌等信息,经过信息处理器的处理,并与机动车型号数据库进行比对,当与某车型数据匹配度为98%时,即可确定为该车型的报废汽车,其中,车型识别系统单独处理速度为18ms。然后将报废汽车转运至零件识别系统,通过X射线数字成像装置判定零部件的形状信息和位置信息,并和零部件数据库进行比对,当与某零部件匹配度为99.6%时,即可进一步确定为该零部件,其中,X射线数字成像时间为2s,测量精度为1.0mm。然后将报废汽车转运至危险零部件拆解系统,抽取废油、引爆安全气囊、拆除蓄电池和车窗玻璃,拆除后的各零件分类入仓。然后,将报废汽车转运至轮胎拆解系统,利用废旧螺钉自动拆解装置将报废汽车的轮胎拆除,拆除后的各零件分类入仓,其中,轮胎拆解机械手的定位精度为1.5mm,重复精度为0.6mm。然后将报废汽车转运至仪表拆解区,拆解机械手通过精确作业拆除仪表和各种电子设备,拆除后的各零件分类入仓,其中,仪表拆解机械手的定位精度为0.3mm,重复精度为0.1mm。然后,将报废汽车转运至壳体拆解区,对壳体进行拆除,拆下来的壳体经过破碎、分选,得到废钢破碎料分类入仓,其中,磁选时磁场强度为0.3T。然后,将报废汽车转运至发动机拆解区,将变速箱、发动机拆解下来,并进行修复,经过修复,汽油机气缸的圆度误差为0.01mm,圆柱度误差为0.1mm,修复后的零部件分类入仓。最后,将报废汽车转运至前后桥拆解系统,把报废汽车的前后梁、底盘等拆除,拆除后的各零件分类入仓,其中,底盘、前后梁拆解机械手的定位精度为2.0mm,重复精度为0.3mm。
实施例10
如图1所示,报废汽车逆向柔性拆解线包括车型识别系统、零部件识别系统、危险零部件拆解系统、轮胎拆解系统、仪表拆解系统、壳体拆解系统、发动机拆解系统、前后桥拆解系统、转运系统等。报废汽车逆向柔性拆解线线具体步骤为:首先,将报废汽车吊装于拆解工位,通过高架轨道小车将报废汽车转运至车型识别系统,CCD相机采集报废汽车的外观、车标、型号牌等信息,经过信息处理器的处理,并与机动车型号数据库进行比对,当与某车型数据匹配度为96%时,即可确定为该车型的报废汽车,其中,车型识别系统单独处理速度为15ms。然后将报废汽车转运至零件识别系统,通过X射线数字成像装置判定零部件的形状信息和位置信息,并和零部件数据库进行比对,当与某零部件匹配度为99%时,即可进一步确定为该零部件,其中,X射线数字成像时间为3s,测量精度为2.0mm。然后将报废汽车转运至危险零部件拆解系统,抽取废油、引爆安全气囊、拆除蓄电池和车窗玻璃,拆除后的各零件分类入仓。然后,将报废汽车转运至轮胎拆解系统,利用废旧螺钉自动拆解装置将报废汽车的轮胎拆除,拆除后的各零件分类入仓,其中,轮胎拆解机械手的定位精度为1.0mm,重复精度为1.0mm。然后将报废汽车转运至仪表拆解区,拆解机械手通过精确作业拆除仪表和各种电子设备,拆除后的各零件分类入仓,其中,仪表拆解机械手的定位精度为0.1mm,重复精度为0.2mm。然后,将报废汽车转运至壳体拆解区,对壳体进行拆除,拆下来的壳体经过破碎、分选,得到废钢破碎料分类入仓,其中,磁选时磁场强度为0.5T。然后,将报废汽车转运至发动机拆解区,将变速箱、发动机拆解下来,并进行修复,经过修复,柴油机气缸的圆度误差为0.06mm,圆柱度误差为0.25mm,修复后的零部件分类入仓。最后,将报废汽车转运至前后桥拆解系统,把报废汽车的前后梁、底盘等拆除,拆除后的各零件分类入仓,其中,底盘、前后梁拆解机械手的定位精度为1.0mm,重复精度为0.1mm。
实施例11
如图1所示,报废汽车逆向柔性拆解线包括车型识别系统、零部件识别系统、危险零部件拆解系统、轮胎拆解系统、仪表拆解系统、壳体拆解系统、发动机拆解系统、前后桥拆解系统、转运系统等。报废汽车逆向柔性拆解线线具体步骤为:首先,将报废汽车吊装于拆解工位,通过高架轨道小车将报废汽车转运至车型识别系统,CCD相机采集报废汽车的外观、车标、型号牌等信息,经过信息处理器的处理,并与机动车型号数据库进行比对,当与某车型数据匹配度为97%时,即可确定为该车型的报废汽车,其中,车型识别系统单独处理速度为25ms。然后将报废汽车转运至零件识别系统,通过X射线数字成像装置判定零部件的形状信息和位置信息,并和零部件数据库进行比对,当与某零部件匹配度为99.3%时,即可进一步确定为该零部件,其中,X射线数字成像时间为4s,测量精度为1.5mm。然后将报废汽车转运至危险零部件拆解系统,抽取废油、引爆安全气囊、拆除蓄电池和车窗玻璃,拆除后的各零件分类入仓。然后,将报废汽车转运至轮胎拆解系统,利用废旧螺钉自动拆解装置将报废汽车的轮胎拆除,拆除后的各零件分类入仓,其中,轮胎拆解机械手的定位精度为3.0mm,重复精度为0.8mm。然后将报废汽车转运至仪表拆解区,拆解机械手通过精确作业拆除仪表和各种电子设备,拆除后的各零件分类入仓,其中,仪表拆解机械手的定位精度为1.0mm,重复精度为0.15mm。然后,将报废汽车转运至壳体拆解区,对壳体进行拆除,拆下来的壳体经过破碎、分选,得到废钢破碎料分类入仓,其中,磁选时磁场强度为0.7T。然后,将报废汽车转运至发动机拆解区,将变速箱、发动机拆解下来,并进行修复,经过修复,柴油机气缸的圆度误差为0.04mm,圆柱度误差为0.2mm,修复后的零部件分类入仓。最后,将报废汽车转运至前后桥拆解系统,把报废汽车的前后梁、底盘等拆除,拆除后的各零件分类入仓,其中,底盘、前后梁拆解机械手的定位精度为5.0mm,重复精度为1.0mm。
实施例12
如图1所示,报废汽车逆向柔性拆解线包括车型识别系统、零部件识别系统、危险零部件拆解系统、轮胎拆解系统、仪表拆解系统、壳体拆解系统、发动机拆解系统、前后桥拆解系统、转运系统等。报废汽车逆向柔性拆解线线具体步骤为:首先,将报废汽车吊装于拆解工位,通过高架轨道小车将报废汽车转运至车型识别系统,CCD相机采集报废汽车的外观、车标、型号牌等信息,经过信息处理器的处理,并与机动车型号数据库进行比对,当与某车型数据匹配度为98%时,即可确定为该车型的报废汽车,其中,车型识别系统单独处理速度为23ms。然后将报废汽车转运至零件识别系统,通过X射线数字成像装置判定零部件的形状信息和位置信息,并和零部件数据库进行比对,当与某零部件匹配度为99.6%时,即可进一步确定为该零部件,其中,X射线数字成像时间为5s,测量精度为1.0mm。然后将报废汽车转运至危险零部件拆解系统,抽取废油、引爆安全气囊、拆除蓄电池和车窗玻璃,拆除后的各零件分类入仓。然后,将报废汽车转运至轮胎拆解系统,利用废旧螺钉自动拆解装置将报废汽车的轮胎拆除,拆除后的各零件分类入仓,其中,轮胎拆解机械手的定位精度为2.5mm,重复精度为0.6mm。然后将报废汽车转运至仪表拆解区,拆解机械手通过精确作业拆除仪表和各种电子设备,拆除后的各零件分类入仓,其中,仪表拆解机械手的定位精度为0.7mm,重复精度为0.1mm。然后,将报废汽车转运至壳体拆解区,对壳体进行拆除,拆下来的壳体经过破碎、分选,得到废钢破碎料分类入仓,其中,磁选时磁场强度为0.9T。然后,将报废汽车转运至发动机拆解区,将变速箱、发动机拆解下来,并进行修复,经过修复,柴油机气缸的圆度误差为0.02mm,圆柱度误差为0.15mm,修复后的零部件分类入仓。最后,将报废汽车转运至前后桥拆解系统,把报废汽车的前后梁、底盘等拆除,拆除后的各零件分类入仓,其中,底盘、前后梁拆解机械手的定位精度为4.0mm,重复精度为0.7mm。
实施例13
如图1所示,报废汽车逆向柔性拆解线包括车型识别系统、零部件识别系统、危险零部件拆解系统、轮胎拆解系统、仪表拆解系统、壳体拆解系统、发动机拆解系统、前后桥拆解系统、转运系统等。报废汽车逆向柔性拆解线线具体步骤为:首先,将报废汽车吊装于拆解工位,通过高架轨道小车将报废汽车转运至车型识别系统,CCD相机采集报废汽车的外观、车标、型号牌等信息,经过信息处理器的处理,并与机动车型号数据库进行比对,当与某车型数据匹配度为96%时,即可确定为该车型的报废汽车,其中,车型识别系统单独处理速度为21ms。然后将报废汽车转运至零件识别系统,通过X射线数字成像装置判定零部件的形状信息和位置信息,并和零部件数据库进行比对,当与某零部件匹配度为99%时,即可进一步确定为该零部件,其中,X射线数字成像时间为2s,测量精度为2.0mm。然后将报废汽车转运至危险零部件拆解系统,抽取废油、引爆安全气囊、拆除蓄电池和车窗玻璃,拆除后的各零件分类入仓。然后,将报废汽车转运至轮胎拆解系统,利用废旧螺钉自动拆解装置将报废汽车的轮胎拆除,拆除后的各零件分类入仓,其中,轮胎拆解机械手的定位精度为2.0mm,重复精度为1.0mm。然后将报废汽车转运至仪表拆解区,拆解机械手通过精确作业拆除仪表和各种电子设备,拆除后的各零件分类入仓,其中,仪表拆解机械手的定位精度为0.5mm,重复精度为0.2mm。然后,将报废汽车转运至壳体拆解区,对壳体进行拆除,拆下来的壳体经过破碎、分选,得到废钢破碎料分类入仓,其中,磁选时磁场强度为0.3T。然后,将报废汽车转运至发动机拆解区,将变速箱、发动机拆解下来,并进行修复,经过修复,汽油机气缸的圆度误差为0.05mm,圆柱度误差为0.2mm,修复后的零部件分类入仓。最后,将报废汽车转运至前后桥拆解系统,把报废汽车的前后梁、底盘等拆除,拆除后的各零件分类入仓,其中,底盘、前后梁拆解机械手的定位精度为3.0mm,重复精度为0.5mm。
实施例14
如图1所示,报废汽车逆向柔性拆解线包括车型识别系统、零部件识别系统、危险零部件拆解系统、轮胎拆解系统、仪表拆解系统、壳体拆解系统、发动机拆解系统、前后桥拆解系统、转运系统等。报废汽车逆向柔性拆解线线具体步骤为:首先,将报废汽车吊装于拆解工位,通过高架轨道小车将报废汽车转运至车型识别系统,CCD相机采集报废汽车的外观、车标、型号牌等信息,经过信息处理器的处理,并与机动车型号数据库进行比对,当与某车型数据匹配度为97%时,即可确定为该车型的报废汽车,其中,车型识别系统单独处理速度为18ms。然后将报废汽车转运至零件识别系统,通过X射线数字成像装置判定零部件的形状信息和位置信息,并和零部件数据库进行比对,当与某零部件匹配度为99.3%时,即可进一步确定为该零部件,其中,X射线数字成像时间为3s,测量精度为1.5mm。然后将报废汽车转运至危险零部件拆解系统,抽取废油、引爆安全气囊、拆除蓄电池和车窗玻璃,拆除后的各零件分类入仓。然后,将报废汽车转运至轮胎拆解系统,利用废旧螺钉自动拆解装置将报废汽车的轮胎拆除,拆除后的各零件分类入仓,其中,轮胎拆解机械手的定位精度为1.5mm,重复精度为0.8mm。然后将报废汽车转运至仪表拆解区,拆解机械手通过精确作业拆除仪表和各种电子设备,拆除后的各零件分类入仓,其中,仪表拆解机械手的定位精度为0.3mm,重复精度为0.15mm。然后,将报废汽车转运至壳体拆解区,对壳体进行拆除,拆下来的壳体经过破碎、分选,得到废钢破碎料分类入仓,其中,磁选时磁场强度为0.5T。然后,将报废汽车转运至发动机拆解区,将变速箱、发动机拆解下来,并进行修复,经过修复,汽油机气缸的圆度误差为0.03mm,圆柱度误差为0.15mm,修复后的零部件分类入仓。最后,将报废汽车转运至前后桥拆解系统,把报废汽车的前后梁、底盘等拆除,拆除后的各零件分类入仓,其中,底盘、前后梁拆解机械手的定位精度为2.0mm,重复精度为0.3mm。
实施例15
如图1所示,报废汽车逆向柔性拆解线包括车型识别系统、零部件识别系统、危险零部件拆解系统、轮胎拆解系统、仪表拆解系统、壳体拆解系统、发动机拆解系统、前后桥拆解系统、转运系统等。报废汽车逆向柔性拆解线线具体步骤为:首先,将报废汽车吊装于拆解工位,通过高架轨道小车将报废汽车转运至车型识别系统,CCD相机采集报废汽车的外观、车标、型号牌等信息,经过信息处理器的处理,并与机动车型号数据库进行比对,当与某车型数据匹配度为98%时,即可确定为该车型的报废汽车,其中,车型识别系统单独处理速度为15ms。然后将报废汽车转运至零件识别系统,通过X射线数字成像装置判定零部件的形状信息和位置信息,并和零部件数据库进行比对,当与某零部件匹配度为99.6%时,即可进一步确定为该零部件,其中,X射线数字成像时间为4s,测量精度为1.0mm。然后将报废汽车转运至危险零部件拆解系统,抽取废油、引爆安全气囊、拆除蓄电池和车窗玻璃,拆除后的各零件分类入仓。然后,将报废汽车转运至轮胎拆解系统,利用废旧螺钉自动拆解装置将报废汽车的轮胎拆除,拆除后的各零件分类入仓,其中,轮胎拆解机械手的定位精度为1.0mm,重复精度为0.6mm。然后将报废汽车转运至仪表拆解区,拆解机械手通过精确作业拆除仪表和各种电子设备,拆除后的各零件分类入仓,其中,仪表拆解机械手的定位精度为0.1mm,重复精度为0.1mm。然后,将报废汽车转运至壳体拆解区,对壳体进行拆除,拆下来的壳体经过破碎、分选,得到废钢破碎料分类入仓,其中,磁选时磁场强度为0.7T。然后,将报废汽车转运至发动机拆解区,将变速箱、发动机拆解下来,并进行修复,经过修复,汽油机气缸的圆度误差为0.01mm,圆柱度误差为0.10mm,修复后的零部件分类入仓。最后,将报废汽车转运至前后桥拆解系统,把报废汽车的前后梁、底盘等拆除,拆除后的各零件分类入仓,其中,底盘、前后梁拆解机械手的定位精度为1.0mm,重复精度为0.1mm。
实施例16
如图1所示,报废汽车逆向柔性拆解线包括车型识别系统、零部件识别系统、危险零部件拆解系统、轮胎拆解系统、仪表拆解系统、壳体拆解系统、发动机拆解系统、前后桥拆解系统、转运系统等。报废汽车逆向柔性拆解线线具体步骤为:首先,将报废汽车吊装于拆解工位,通过高架轨道小车将报废汽车转运至车型识别系统,CCD相机采集报废汽车的外观、车标、型号牌等信息,经过信息处理器的处理,并与机动车型号数据库进行比对,当与某车型数据匹配度为96%时,即可确定为该车型的报废汽车,其中,车型识别系统单独处理速度为25ms。然后将报废汽车转运至零件识别系统,通过X射线数字成像装置判定零部件的形状信息和位置信息,并和零部件数据库进行比对,当与某零部件匹配度为99%时,即可进一步确定为该零部件,其中,X射线数字成像时间为5s,测量精度为2.0mm。然后将报废汽车转运至危险零部件拆解系统,抽取废油、引爆安全气囊、拆除蓄电池和车窗玻璃,拆除后的各零件分类入仓。然后,将报废汽车转运至轮胎拆解系统,利用废旧螺钉自动拆解装置将报废汽车的轮胎拆除,拆除后的各零件分类入仓,其中,轮胎拆解机械手的定位精度为3.0mm,重复精度为1.0mm。然后将报废汽车转运至仪表拆解区,拆解机械手通过精确作业拆除仪表和各种电子设备,拆除后的各零件分类入仓,其中,仪表拆解机械手的定位精度为1.0mm,重复精度为0.2mm。然后,将报废汽车转运至壳体拆解区,对壳体进行拆除,拆下来的壳体经过破碎、分选,得到废钢破碎料分类入仓,其中,磁选时磁场强度为0.9T。然后,将报废汽车转运至发动机拆解区,将变速箱、发动机拆解下来,并进行修复,经过修复,柴油机气缸的圆度误差为0.06mm,圆柱度误差为0.25mm,修复后的零部件分类入仓。最后,将报废汽车转运至前后桥拆解系统,把报废汽车的前后梁、底盘等拆除,拆除后的各零件分类入仓,其中,底盘、前后梁拆解机械手的定位精度为5.0mm,重复精度为1.0mm。
实施例17
如图1所示,报废汽车逆向柔性拆解线包括车型识别系统、零部件识别系统、危险零部件拆解系统、轮胎拆解系统、仪表拆解系统、壳体拆解系统、发动机拆解系统、前后桥拆解系统、转运系统等。报废汽车逆向柔性拆解线线具体步骤为:首先,将报废汽车吊装于拆解工位,通过高架轨道小车将报废汽车转运至车型识别系统,CCD相机采集报废汽车的外观、车标、型号牌等信息,经过信息处理器的处理,并与机动车型号数据库进行比对,当与某车型数据匹配度为97%时,即可确定为该车型的报废汽车,其中,车型识别系统单独处理速度为23ms。然后将报废汽车转运至零件识别系统,通过X射线数字成像装置判定零部件的形状信息和位置信息,并和零部件数据库进行比对,当与某零部件匹配度为99.3%时,即可进一步确定为该零部件,其中,X射线数字成像时间为2s,测量精度为1.5mm。然后将报废汽车转运至危险零部件拆解系统,抽取废油、引爆安全气囊、拆除蓄电池和车窗玻璃,拆除后的各零件分类入仓。然后,将报废汽车转运至轮胎拆解系统,利用废旧螺钉自动拆解装置将报废汽车的轮胎拆除,拆除后的各零件分类入仓,其中,轮胎拆解机械手的定位精度为2.5mm,重复精度为0.8mm。然后将报废汽车转运至仪表拆解区,拆解机械手通过精确作业拆除仪表和各种电子设备,拆除后的各零件分类入仓,其中,仪表拆解机械手的定位精度为0.7mm,重复精度为0.15mm。然后,将报废汽车转运至壳体拆解区,对壳体进行拆除,拆下来的壳体经过破碎、分选,得到废钢破碎料分类入仓,其中,磁选时磁场强度为0.3T。然后,将报废汽车转运至发动机拆解区,将变速箱、发动机拆解下来,并进行修复,经过修复,柴油机气缸的圆度误差为0.04mm,圆柱度误差为0.2mm,修复后的零部件分类入仓。最后,将报废汽车转运至前后桥拆解系统,把报废汽车的前后梁、底盘等拆除,拆除后的各零件分类入仓,其中,底盘、前后梁拆解机械手的定位精度为4.0mm,重复精度为0.7mm。
实施例18
如图1所示,报废汽车逆向柔性拆解线包括车型识别系统、零部件识别系统、危险零部件拆解系统、轮胎拆解系统、仪表拆解系统、壳体拆解系统、发动机拆解系统、前后桥拆解系统、转运系统等。报废汽车逆向柔性拆解线线具体步骤为:首先,将报废汽车吊装于拆解工位,通过高架轨道小车将报废汽车转运至车型识别系统,CCD相机采集报废汽车的外观、车标、型号牌等信息,经过信息处理器的处理,并与机动车型号数据库进行比对,当与某车型数据匹配度为98%时,即可确定为该车型的报废汽车,其中,车型识别系统单独处理速度为21ms。然后将报废汽车转运至零件识别系统,通过X射线数字成像装置判定零部件的形状信息和位置信息,并和零部件数据库进行比对,当与某零部件匹配度为99.6%时,即可进一步确定为该零部件,其中,X射线数字成像时间为3s,测量精度为1.0mm。然后将报废汽车转运至危险零部件拆解系统,抽取废油、引爆安全气囊、拆除蓄电池和车窗玻璃,拆除后的各零件分类入仓。然后,将报废汽车转运至轮胎拆解系统,利用废旧螺钉自动拆解装置将报废汽车的轮胎拆除,拆除后的各零件分类入仓,其中,轮胎拆解机械手的定位精度为2.0mm,重复精度为0.6mm。然后将报废汽车转运至仪表拆解区,拆解机械手通过精确作业拆除仪表和各种电子设备,拆除后的各零件分类入仓,其中,仪表拆解机械手的定位精度为0.5mm,重复精度为0.1mm。然后,将报废汽车转运至壳体拆解区,对壳体进行拆除,拆下来的壳体经过破碎、分选,得到废钢破碎料分类入仓,其中,磁选时磁场强度为0.5T。然后,将报废汽车转运至发动机拆解区,将变速箱、发动机拆解下来,并进行修复,经过修复,柴油机气缸的圆度误差为0.02mm,圆柱度误差为0.15mm,修复后的零部件分类入仓。最后,将报废汽车转运至前后桥拆解系统,把报废汽车的前后梁、底盘等拆除,拆除后的各零件分类入仓,其中,底盘、前后梁拆解机械手的定位精度为3.0mm,重复精度为0.5mm。
实施例19
如图1所示,报废汽车逆向柔性拆解线包括车型识别系统、零部件识别系统、危险零部件拆解系统、轮胎拆解系统、仪表拆解系统、壳体拆解系统、发动机拆解系统、前后桥拆解系统、转运系统等。报废汽车逆向柔性拆解线线具体步骤为:首先,将报废汽车吊装于拆解工位,通过高架轨道小车将报废汽车转运至车型识别系统,CCD相机采集报废汽车的外观、车标、型号牌等信息,经过信息处理器的处理,并与机动车型号数据库进行比对,当与某车型数据匹配度为96%时,即可确定为该车型的报废汽车,其中,车型识别系统单独处理速度为18ms。然后将报废汽车转运至零件识别系统,通过X射线数字成像装置判定零部件的形状信息和位置信息,并和零部件数据库进行比对,当与某零部件匹配度为99%时,即可进一步确定为该零部件,其中,X射线数字成像时间为4s,测量精度为2.0mm。然后将报废汽车转运至危险零部件拆解系统,抽取废油、引爆安全气囊、拆除蓄电池和车窗玻璃,拆除后的各零件分类入仓。然后,将报废汽车转运至轮胎拆解系统,利用废旧螺钉自动拆解装置将报废汽车的轮胎拆除,拆除后的各零件分类入仓,其中,轮胎拆解机械手的定位精度为1.5mm,重复精度为1.0mm。然后将报废汽车转运至仪表拆解区,拆解机械手通过精确作业拆除仪表和各种电子设备,拆除后的各零件分类入仓,其中,仪表拆解机械手的定位精度为0.3mm,重复精度为0.2mm。然后,将报废汽车转运至壳体拆解区,对壳体进行拆除,拆下来的壳体经过破碎、分选,得到废钢破碎料分类入仓,其中,磁选时磁场强度为0.7T。然后,将报废汽车转运至发动机拆解区,将变速箱、发动机拆解下来,并进行修复,经过修复,汽油机气缸的圆度误差为0.05mm,圆柱度误差为0.2mm,修复后的零部件分类入仓。最后,将报废汽车转运至前后桥拆解系统,把报废汽车的前后梁、底盘等拆除,拆除后的各零件分类入仓,其中,底盘、前后梁拆解机械手的定位精度为2.0mm,重复精度为0.3mm。
实施例20
如图1所示,报废汽车逆向柔性拆解线包括车型识别系统、零部件识别系统、危险零部件拆解系统、轮胎拆解系统、仪表拆解系统、壳体拆解系统、发动机拆解系统、前后桥拆解系统、转运系统等。报废汽车逆向柔性拆解线线具体步骤为:首先,将报废汽车吊装于拆解工位,通过高架轨道小车将报废汽车转运至车型识别系统,CCD相机采集报废汽车的外观、车标、型号牌等信息,经过信息处理器的处理,并与机动车型号数据库进行比对,当与某车型数据匹配度为97%时,即可确定为该车型的报废汽车,其中,车型识别系统单独处理速度为15ms。然后将报废汽车转运至零件识别系统,通过X射线数字成像装置判定零部件的形状信息和位置信息,并和零部件数据库进行比对,当与某零部件匹配度为99.3%时,即可进一步确定为该零部件,其中,X射线数字成像时间为5s,测量精度为1.5mm。然后将报废汽车转运至危险零部件拆解系统,抽取废油、引爆安全气囊、拆除蓄电池和车窗玻璃,拆除后的各零件分类入仓。然后,将报废汽车转运至轮胎拆解系统,利用废旧螺钉自动拆解装置将报废汽车的轮胎拆除,拆除后的各零件分类入仓,其中,轮胎拆解机械手的定位精度为1.0mm,重复精度为0.8mm。然后将报废汽车转运至仪表拆解区,拆解机械手通过精确作业拆除仪表和各种电子设备,拆除后的各零件分类入仓,其中,仪表拆解机械手的定位精度为0.1mm,重复精度为0.15mm。然后,将报废汽车转运至壳体拆解区,对壳体进行拆除,拆下来的壳体经过破碎、分选,得到废钢破碎料分类入仓,其中,磁选时磁场强度为0.9T。然后,将报废汽车转运至发动机拆解区,将变速箱、发动机拆解下来,并进行修复,经过修复,汽油机气缸的圆度误差为0.03mm,圆柱度误差为0.15mm,修复后的零部件分类入仓。最后,将报废汽车转运至前后桥拆解系统,把报废汽车的前后梁、底盘等拆除,拆除后的各零件分类入仓,其中,底盘、前后梁拆解机械手的定位精度为1.0mm,重复精度为0.1mm。
实施例21
如图1所示,报废汽车逆向柔性拆解线包括车型识别系统、零部件识别系统、危险零部件拆解系统、轮胎拆解系统、仪表拆解系统、壳体拆解系统、发动机拆解系统、前后桥拆解系统、转运系统等。报废汽车逆向柔性拆解线线具体步骤为:首先,将报废汽车吊装于拆解工位,通过高架轨道小车将报废汽车转运至车型识别系统,CCD相机采集报废汽车的外观、车标、型号牌等信息,经过信息处理器的处理,并与机动车型号数据库进行比对,当与某车型数据匹配度为98%时,即可确定为该车型的报废汽车,其中,车型识别系统单独处理速度为25ms。然后将报废汽车转运至零件识别系统,通过X射线数字成像装置判定零部件的形状信息和位置信息,并和零部件数据库进行比对,当与某零部件匹配度为99.6%时,即可进一步确定为该零部件,其中,X射线数字成像时间为2s,测量精度为1.0mm。然后将报废汽车转运至危险零部件拆解系统,抽取废油、引爆安全气囊、拆除蓄电池和车窗玻璃,拆除后的各零件分类入仓。然后,将报废汽车转运至轮胎拆解系统,利用废旧螺钉自动拆解装置将报废汽车的轮胎拆除,拆除后的各零件分类入仓,其中,轮胎拆解机械手的定位精度为3.0mm,重复精度为0.6mm。然后将报废汽车转运至仪表拆解区,拆解机械手通过精确作业拆除仪表和各种电子设备,拆除后的各零件分类入仓,其中,仪表拆解机械手的定位精度为1.0mm,重复精度为0.1mm。然后,将报废汽车转运至壳体拆解区,对壳体进行拆除,拆下来的壳体经过破碎、分选,得到废钢破碎料分类入仓,其中,磁选时磁场强度为0.3T。然后,将报废汽车转运至发动机拆解区,将变速箱、发动机拆解下来,并进行修复,经过修复,汽油机气缸的圆度误差为0.01mm,圆柱度误差为0.1mm,修复后的零部件分类入仓。最后,将报废汽车转运至前后桥拆解系统,把报废汽车的前后梁、底盘等拆除,拆除后的各零件分类入仓,其中,底盘、前后梁拆解机械手的定位精度为5.0mm,重复精度为1.0mm。
实施例22
如图1所示,报废汽车逆向柔性拆解线包括车型识别系统、零部件识别系统、危险零部件拆解系统、轮胎拆解系统、仪表拆解系统、壳体拆解系统、发动机拆解系统、前后桥拆解系统、转运系统等。报废汽车逆向柔性拆解线线具体步骤为:首先,将报废汽车吊装于拆解工位,通过高架轨道小车将报废汽车转运至车型识别系统,CCD相机采集报废汽车的外观、车标、型号牌等信息,经过信息处理器的处理,并与机动车型号数据库进行比对,当与某车型数据匹配度为96%时,即可确定为该车型的报废汽车,其中,车型识别系统单独处理速度为23ms。然后将报废汽车转运至零件识别系统,通过X射线数字成像装置判定零部件的形状信息和位置信息,并和零部件数据库进行比对,当与某零部件匹配度为99%时,即可进一步确定为该零部件其中,X射线数字成像时间为3s,测量精度为2.0mm。然后将报废汽车转运至危险零部件拆解系统,抽取废油、引爆安全气囊、拆除蓄电池和车窗玻璃,拆除后的各零件分类入仓。然后,将报废汽车转运至轮胎拆解系统,利用废旧螺钉自动拆解装置将报废汽车的轮胎拆除,拆除后的各零件分类入仓,其中,轮胎拆解机械手的定位精度为2.5mm,重复精度为1.0mm。然后将报废汽车转运至仪表拆解区,拆解机械手通过精确作业拆除仪表和各种电子设备,拆除后的各零件分类入仓,其中,仪表拆解机械手的定位精度为0.7mm,重复精度为0.2mm。然后,将报废汽车转运至壳体拆解区,对壳体进行拆除,拆下来的壳体经过破碎、分选,得到废钢破碎料分类入仓,其中,磁选时磁场强度为0.5T。然后,将报废汽车转运至发动机拆解区,将变速箱、发动机拆解下来,并进行修复,经过修复,柴油机气缸的圆度误差为0.056mm,圆柱度误差为0.25mm,修复后的零部件分类入仓。最后,将报废汽车转运至前后桥拆解系统,把报废汽车的前后梁、底盘等拆除,拆除后的各零件分类入仓,其中,底盘、前后梁拆解机械手的定位精度为4.0mm,重复精度为0.7mm。
实施例23
如图1所示,报废汽车逆向柔性拆解线包括车型识别系统、零部件识别系统、危险零部件拆解系统、轮胎拆解系统、仪表拆解系统、壳体拆解系统、发动机拆解系统、前后桥拆解系统、转运系统等。报废汽车逆向柔性拆解线线具体步骤为:首先,将报废汽车吊装于拆解工位,通过高架轨道小车将报废汽车转运至车型识别系统,CCD相机采集报废汽车的外观、车标、型号牌等信息,经过信息处理器的处理,并与机动车型号数据库进行比对,当与某车型数据匹配度为97%时,即可确定为该车型的报废汽车,其中,车型识别系统单独处理速度为21ms。然后将报废汽车转运至零件识别系统,通过X射线数字成像装置判定零部件的形状信息和位置信息,并和零部件数据库进行比对,当与某零部件匹配度为99.3%时,即可进一步确定为该零部件,其中,X射线数字成像时间为4s,测量精度为1.5mm。然后将报废汽车转运至危险零部件拆解系统,抽取废油、引爆安全气囊、拆除蓄电池和车窗玻璃,拆除后的各零件分类入仓。然后,将报废汽车转运至轮胎拆解系统,利用废旧螺钉自动拆解装置将报废汽车的轮胎拆除,拆除后的各零件分类入仓,其中,轮胎拆解机械手的定位精度为2.0mm,重复精度为0.8mm。然后将报废汽车转运至仪表拆解区,拆解机械手通过精确作业拆除仪表和各种电子设备,拆除后的各零件分类入仓,其中,仪表拆解机械手的定位精度为0.5mm,重复精度为0.15mm。然后,将报废汽车转运至壳体拆解区,对壳体进行拆除,拆下来的壳体经过破碎、分选,得到废钢破碎料分类入仓,其中,磁选时磁场强度为0.7T。然后,将报废汽车转运至发动机拆解区,将变速箱、发动机拆解下来,并进行修复,经过修复,柴油机气缸的圆度误差为0.04mm,圆柱度误差为0.2mm,修复后的零部件分类入仓。最后,将报废汽车转运至前后桥拆解系统,把报废汽车的前后梁、底盘等拆除,拆除后的各零件分类入仓,其中,底盘、前后梁拆解机械手的定位精度为3.0mm,重复精度为0.5mm。
实施例24
如图1所示,报废汽车逆向柔性拆解线包括车型识别系统、零部件识别系统、危险零部件拆解系统、轮胎拆解系统、仪表拆解系统、壳体拆解系统、发动机拆解系统、前后桥拆解系统、转运系统等。报废汽车逆向柔性拆解线线具体步骤为:首先,将报废汽车吊装于拆解工位,通过高架轨道小车将报废汽车转运至车型识别系统,CCD相机采集报废汽车的外观、车标、型号牌等信息,经过信息处理器的处理,并与机动车型号数据库进行比对,当与某车型数据匹配度为98%时,即可确定为该车型的报废汽车,其中,车型识别系统单独处理速度为18ms。然后将报废汽车转运至零件识别系统,通过X射线数字成像装置判定零部件的形状信息和位置信息,并和零部件数据库进行比对,当与某零部件匹配度为99.6%时,即可进一步确定为该零部件,其中,X射线数字成像时间为5s,测量精度为1.0mm。然后将报废汽车转运至危险零部件拆解系统,抽取废油、引爆安全气囊、拆除蓄电池和车窗玻璃,拆除后的各零件分类入仓。然后,将报废汽车转运至轮胎拆解系统,利用废旧螺钉自动拆解装置将报废汽车的轮胎拆除,拆除后的各零件分类入仓,其中,轮胎拆解机械手的定位精度为1.5mm,重复精度为0.6mm。然后将报废汽车转运至仪表拆解区,拆解机械手通过精确作业拆除仪表和各种电子设备,拆除后的各零件分类入仓,其中,仪表拆解机械手的定位精度为0.3mm,重复精度为0.1mm。然后,将报废汽车转运至壳体拆解区,对壳体进行拆除,拆下来的壳体经过破碎、分选,得到废钢破碎料分类入仓,其中,磁选时磁场强度为0.9T。然后,将报废汽车转运至发动机拆解区,将变速箱、发动机拆解下来,并进行修复,经过修复,柴油机气缸的圆度误差为0.02mm,圆柱度误差为0.15mm,修复后的零部件分类入仓。最后,将报废汽车转运至前后桥拆解系统,把报废汽车的前后梁、底盘等拆除,拆除后的各零件分类入仓,其中,底盘、前后梁拆解机械手的定位精度为2.0mm,重复精度为0.3mm。
以上结合附图对本发明的具体实施方式作了详细说明,但是本发明并不限于上述实施方式,在本领域普通技术人员所具备的知识范围内,还可以在不脱离本发明宗旨的前提下作出各种变化。
报废汽车逆向柔性拆解线专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。











动态评分
0.0