





专利摘要
本发明公开了一种多股簧数控机床钢丝张力控制器,包括壳体、张力控制组件和张力采集组件,张力控制组件包括磁粉制动器和阻尼部件,张力采集组件包括过丝轮和压力传感器,压力传感器的信号输出端和磁粉制动器分别连接机床自动控制系统;钢丝由设置在壳体内的钢丝盒引出绕过环形过丝槽后经过丝轮引出壳体,本发明能够在生产过程中对钢丝的张力控制实现自动化,通过钢丝张力控制器及数据采集、控制系统可以对多股簧加工过程中的每股钢丝的张力进行实时监控,并实时进行张力控制,实现了每股钢丝的张力恒定且各股钢丝之间的张力均匀并一致,并可以通过上位机的应用程序实时的监控张力,完全实现了张力的自整定系统,从而保证多股簧成品的质量。
说明书
技术领域技术领域
本发明涉及一种多股螺旋弹簧数控机床部件,特别涉及一种多股簧数控机床钢丝张力控制器。
技术背景背景技术
多股螺旋弹簧是由几股钢丝绕成钢索后卷制而成的螺旋弹簧,由于多股螺旋弹簧所用钢丝比同等功能的单股螺旋弹簧所用钢丝细,材料强度高,同时多股螺旋弹簧在变形时各股钢丝间产生的接触压力引起的相互摩擦可以吸收能量,兼有缓冲作用,且多股螺旋弹簧每股钢丝的刚度都比同功能的单股螺旋弹簧小,在动载荷作用下寿命有较大提高。其使用寿命是相同规格传统单股螺旋弹簧的3~5倍。
多股簧的加工过程较为复杂,其中组成多股簧的钢索钢丝索距、弹簧螺距需要精确的转速匹配,多股簧加工完成之后的回弹量需要准确的张力控制,多股簧的成品质量也需要加工过程严格的保证其各股钢丝的张力互相均匀以及大小互相一致。现有技术中,生产过程中钢丝张力控制设计工艺的不完善,导致钢丝产生被拉长或压扁的不可恢复的塑性变形,常会使生产出来的弹簧大批量报废,不能满足实际应用需求,严重影响成品多股螺旋弹簧的质量及使用寿命,造成生产方和使用方的巨大的信誉和经济损失。
因此,需要对现有的多股螺旋弹簧的加工过程中的张力控制器进行全新设计,在生产过程中对钢丝的张力控制实现自动化,并且能严格的保证其各股钢丝的张力互相均匀以及大小互相一致,保证多股簧加工完成之后的回弹量,从而保证成品多股螺旋弹簧的质量和延长使用寿命。
发明内容发明内容
有鉴于此,本发明的目的是提供一种多股簧数控机床钢丝张力控制器,能够在生产过程中对钢丝的张力控制实现自动化,并且能严格的保证其各股钢丝的张力互相均匀以及大小互相一致,保证多股簧加工完成之后的回弹量,从而保证成品多股螺旋弹簧的质量和延长使用寿命。
本发明的多股簧数控机床钢丝张力控制器,包括壳体、张力控制组件和张力采集组件,所述壳体内与其在圆周方向转动配合设置钢丝盒;张力控制组件包括磁粉制动器和阻尼部件,阻尼部件包括轴向并列连接的制动盘和阻尼环,制动盘与壳体在圆周方向转动配合,阻尼环与制动盘之间沿圆周方向形成环形过丝槽,磁粉制动器的制动轴与制动盘在圆周方向啮合;
张力采集组件包括过丝轮和压力传感器,所述过丝轮通过压力传感器与壳体转动配合;
所述压力传感器的信号输出端和磁粉制动器分别连接机床自动控制系统;
钢丝由钢丝盒引出绕过环形过丝槽后经过丝轮引出壳体。
进一步,所述壳体上固定设置传感器座,压力传感器设置在传感器座上,所述过丝轮通过压力传感器与传感器座转动配合;
进一步,所述制动盘上以轴向固定圆周方向可转动的方式设置调节螺钉,调节螺钉沿轴向旋入阻尼环上的轴向螺纹孔将其连接在制动盘上;
进一步,制动盘通过与其在圆周方向固定配合的制动轴与壳体转动配合,所述制动轴通过调心滚动轴承与壳体转动配合;
进一步,磁粉制动器的制动轴设置制动主动齿轮,制动轴上在圆周方向固定配合设置从动制动齿轮,制动主动齿轮与制动从动齿轮啮合;
进一步,壳体内还设置定位杆,定位杆上径向设置过丝孔,钢丝迂回环绕穿过过丝孔后绕过环形过丝槽,并经过丝轮引出壳体。
本发明的有益效果是:本发明的多股簧数控机床钢丝张力控制器,采用压力传感器和磁粉制动器相结合的自动控制结构,能够在生产过程中对钢丝的张力控制实现自动化,通过钢丝张力控制器及数据采集、控制系统可以对多股簧加工过程中的每股钢丝的张力进行实时监控,并实时进行张力控制,实现了每股钢丝的张力恒定且各股钢丝之间的张力均匀并一致,并可以通过上位机的应用程序实时的监控张力,完全实现了张力的自整定系统;保证多股簧加工完成之后的回弹量,从而保证成品多股螺旋弹簧的质量和延长使用寿命。
附图说明附图说明
下面结合附图和实施例对本发明作进一步描述。
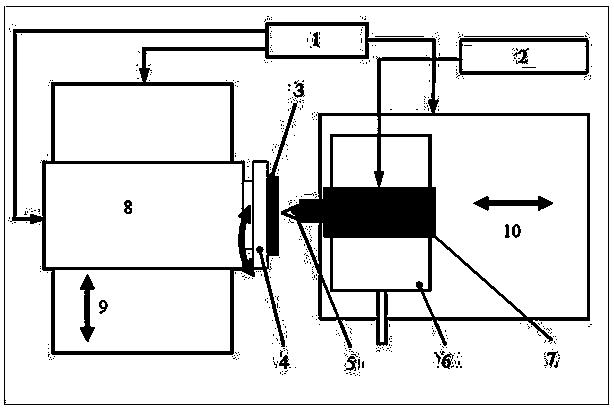
图1为本发明的结构示意图;
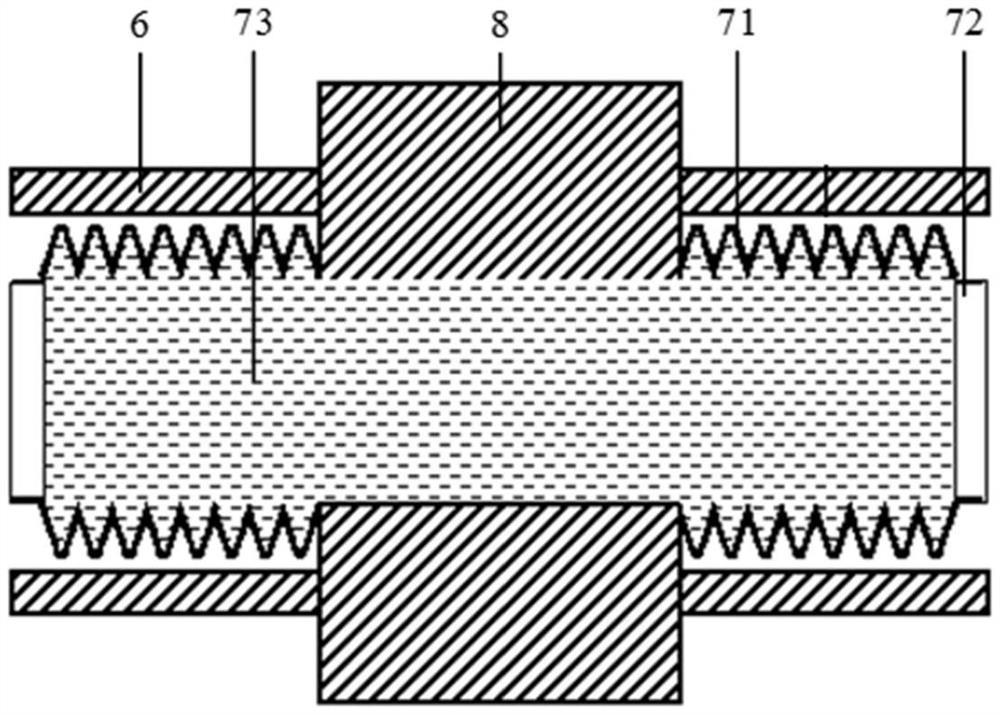
图2为图1I处放大图。
具体实施方式具体实施方式
图1为本发明的结构示意图,图2为图1I处放大图,如图所示:本实施例的多股簧数控机床钢丝张力控制器,包括壳体1、张力采集组件和张力控制组件,所述壳体1内与其在圆周方向转动配合设置钢丝盒19,张力控制组件包括磁粉制动器3和阻尼部件,阻尼部件包括轴向并列连接的制动盘10和阻尼环12,制动盘10与壳体1在圆周方向转动配合,阻尼环12与制动盘10之间沿圆周方向形成环形过丝槽17,磁粉制动器3的制动轴与制动盘10在圆周方向啮合;本实施例中磁粉制动器3的制动轴设置制动主动齿轮15,制动盘10通过与其在圆周方向固定配合的制动轴16与壳体1转动配合,从动制动齿轮2与制动盘10并列并在圆周方向固定配合设置在制动轴16上,所述制动轴16通过调心滚动轴承与壳体1转动配合(图1中,制动轴两端分别通过调心滚动轴承20和调心滚动轴承18与壳体1转动配合),采用调心滚动轴承转动配合,能够自适应调整阻尼部件的方位,利于满足钢丝自始至终保持自由状态而无妨碍钢丝抽丝,使之在没有有害摩擦的情况下拧索、绕制多股簧,保证成品质量,提高劳动效率;
张力采集组件包括过丝轮8、压力传感器5和固定设置在壳体1上的传感器座4,所述过丝轮8通过压力传感器5套在压力传感器座4上与其转动配合;
所述压力传感器5的信号输出端和磁粉制动器3分别连接自动控制系统,如图所示,压力传感器5和磁粉制动器3通过数据线14与机床的自动化控制系统连接,图中,机床自动化控制系统省略;
钢丝6由钢丝盒19引出绕过环形过丝槽17后经过丝轮5引出壳体1,本实施例中,壳体1内还设置多个螺栓结构的定位杆(图中分别为定位杆13、定位杆9和定位杆7),定位杆13、定位杆9和定位杆7上径向设置过丝孔,钢丝迂回环绕穿过过丝孔后绕过环形过丝槽17,并经过丝轮8引出壳体;采用定位杆结构利于增大摩擦,保证钢丝的张力控制。
本实施例中,所述制动盘10上以轴向固定圆周方向可转动的方式设置调节螺钉11,调节螺钉11沿轴向旋入阻尼环12上的轴向螺纹孔将其连接在制动盘10上,可以通过调节螺钉11来调整阻尼环12与制动盘10之间的轴向距离达到改变环形过丝槽17的轴向尺寸,以适应于不同规格的钢丝,还可以达到调节钢丝张力的目的。
本发明的张力控制器在使用时,机床上的每根钢丝设置一个张力控制器,通过压力传感器采集的张力信号,由机床的自动控制系统控制磁粉制动器,实现了每股钢丝的张力恒定且各股钢丝之间的张力均匀并一致。
最后说明的是,以上实施例仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的宗旨和范围,其均应涵盖在本发明的权利要求范围当中。
多股簧数控机床钢丝张力控制器专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。







动态评分
0.0