





专利摘要
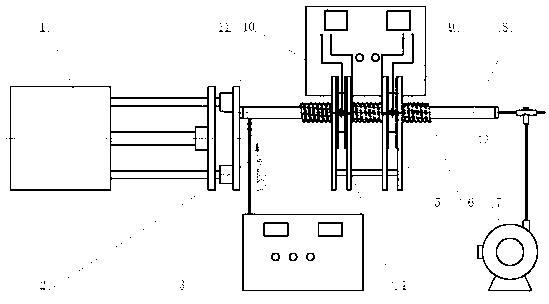
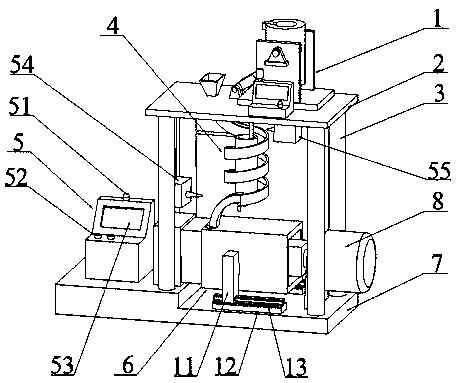
一种复合搅拌半固态浆料连续制备装置,属于半固态金属加工技术领域。该装置由1出料口、2石墨堵塞、3石墨内衬、4不锈钢筒、5加热元件、6冷却元件、7搅拌轴、8保温层、9轴承、10轴承座、11齿轮、12放料手柄、13进料口、14斜挡板、15旋转叶片、16搅拌叶片等组成。合金熔体进入设备后,被高速旋转的旋转叶片抛甩到搅拌室内壁上,熔体沿内壁向下流动,遇到斜挡板后沿挡板向下流动,之后又被旋转叶片抛甩到搅拌室内壁上,此过程循环两次后,熔体沿下部的石墨内衬壁向下流动,并在搅拌桶底部由搅拌叶片带动进行对流,在这个过程中熔体中产生大量晶核,并直接生长为球形,制备出半固态浆料。通过调整石墨堵塞与石墨内衬的缝隙控制浆料流出速度,半固态浆料可以与压铸、轧制、模锻等常规设备进行流变成形,也可以连续不断的制备半固态铸锭。
权利要求
1.一种复合搅拌半固态浆料连续制备装置,其特征在于:出料口(1)、石墨堵塞(2)、石墨内衬(3)、不锈钢筒(4)、加热元件(5)、冷却元件(6)、搅拌轴(7)、保温层(8)、轴承(9)、轴承座(10)、齿轮(11)、放料手柄(12)、进料口(13)、斜挡板(14)、旋转叶片(15)、搅拌叶片(16)组成;其中不锈钢筒和石墨内衬构成了合金熔体搅拌室,搅拌室外缠有加热元件和冷却元件,再外面有保温层,配合温控装置能实现搅拌室在连续制备过程中的温度;搅拌室的底部有出料口,顶部有进料口;搅拌室中间有搅拌轴,通过轴承固定在轴承座上,搅拌轴上采用两对以上交叉分布的对称旋转叶片,并在底部采用搅拌叶片;搅拌轴内部有芯杆,连接放料手柄和石墨堵塞,通过旋转放料手柄,控制石墨堵塞与石墨内衬之间的缝隙,实现浆料流出速度的控制;该装置利用旋转叶片的把浆料抛甩到搅拌室内壁上,再利用斜挡板把浆料引流回下部的旋转叶片,再次把浆料抛甩到搅拌室内壁上,循环一次到多次,并在搅拌轴底部设置搅拌叶片,对汇集的浆料进行搅拌,制备好的浆料既能与压铸、轧制、模锻常规设备进行流变成形,也能连续不断的制备半固态铸锭。
2.根据权利要求1所述的复合搅拌半固态浆料连续制备装置,其特征在于:搅拌室内壁上装有一个或多个斜挡板,斜挡板与内壁的角度范围:0~90°,挡板上开有缝隙,保证设备拆卸时旋转叶片的通过。
3.根据权利要求1所述的复合搅拌半固态浆料连续制备装置,其特征在于:搅拌轴底部搅拌叶片的形状包括平板、锚型、马蹄型、桨叶、涡轮叶片五种形状。
4.根据权利要求1所述的复合搅拌半固态浆料连续制备装置,其特征在于:石墨堵塞通过芯杆、弹簧与放料手柄组合成放料系统,旋转放料手柄,放料手柄上的斜槽带动芯杆和石墨堵塞提升,实现放料;放开放料手柄,弹簧压迫芯杆,石墨堵塞下降堵住出料口,或通过固定放料把手的旋转位置,固定堵塞与内壁间的缝隙,实现半固态浆料持续不断的流出。
说明书
技术领域
本发明涉及一种复合搅拌半固态浆料连续制备装置和方法,属于半固态金属加工技术领域。
背景技术
自从20世纪70年代初期,美国麻省理工学院M C Flemings等研究人员创立了金属半固态成形的概念,半固态金属浆料的制备和成形技术作为一种新型的技术引起了世界各国的广泛关注。半固态加工是利用金属从液态向固态转变或从固态向液态转变(即液固共存)过程中所具有的特性进行成形的方法,这一新的成形方法综合了凝固加工和塑性加工的长处,即加工温度比液态低,充型平稳,对模具热冲击小;变形抗力比固态小,从而有利于成形较复杂的零件并减少功耗,提高生产效率。
半固态成形技术主要包括触变成形和流变成形。触变成形工艺是将制备的半固态浆料先铸造成坯料,经二次加热后,再进行成形加工,其工艺的可控性强、过程稳定且易操作,但工艺流程长,能耗大,成本较高。流变成形工艺由制备的半固态浆料进行流变成形加工,具有生产流程短、相对成本低、设备简单等特点,近年来受到国内外普遍重视,发展迅速。不论是触变成形还是流变成形,都包含有半固态制浆及半固态成形两部分,其中,制浆是整个过程的基础和关键,如何稳定、有效地制备出具有圆整、细小、均匀的非枝晶组织的半固态浆料成为半固态加工技术领域的研究热点。
优质半固态浆料的制备是半固态金属加工技术的前提和关键,目前,已有多种半固态浆料制备装置和方法,例如:英国专利UK 9922696提出了双螺旋机械搅拌流变成形工艺;欧洲专利EP 0745691A1提出了New Rheocasting(NRC)技术;美国专利US 6645323B2提出了Semi-solid Rheocasting(SSR)流变成形工艺等。
国内对于半固态加工技术的研究工作开展较晚,但发展迅速。有色金属研究总院、哈尔滨工业大学、北京科技大学、上海大学、南昌大学、华中科技大学等许多科研院所和高校,在半固态金属成形理论、浆料流变行为、成形工艺等方面进行了深入的研究,并开发出各具特色的半固态浆料制备装置和方法,有代表性的有:熔体分散混合制浆装置(专利:200620018003.9);不等径弯道挤压-剪切诱导等温球晶化半固态坯复合制备法(专利:03132471.1);悬挂锥桶式半固态金属浆料制备装置(专利:200810114097.3);低过热度加弱电磁搅拌制浆技术(专利:00109540.74);波浪型倾斜版振动制浆装置(专利:200710011510.9);一种轻合金半固态浆料制备装置(专利201120425807.1)等等。
以上各种制备半固态合金浆料的装置和方法各有自己的特点,但也都存在各自的不足,大多数还只是停留在实验室研究阶段,仍需提出新的制浆装置和技术,以便简化工艺,降低成本,逐步推动半固态金属加工技术的工业应用。
发明内容
本发明的目的在于提供一种复合搅拌半固态浆料连续制备装置,解决连续稳定制备半固态浆料的问题。该装置利用旋转叶片的把浆料抛甩到搅拌室内壁上,再利用斜挡板把浆料引流回下部的旋转叶片,再次把浆料抛甩到搅拌室内壁上,循环一次到多次,并在搅拌轴底部设置搅拌叶片,对汇集的浆料进行搅拌,制备好的浆料可以与压铸、轧制、模锻等常规设备进行流变成形,也可以连续不断的制备半固态铸锭。
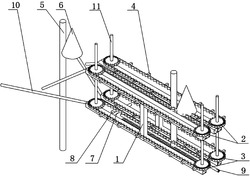
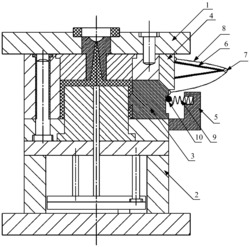
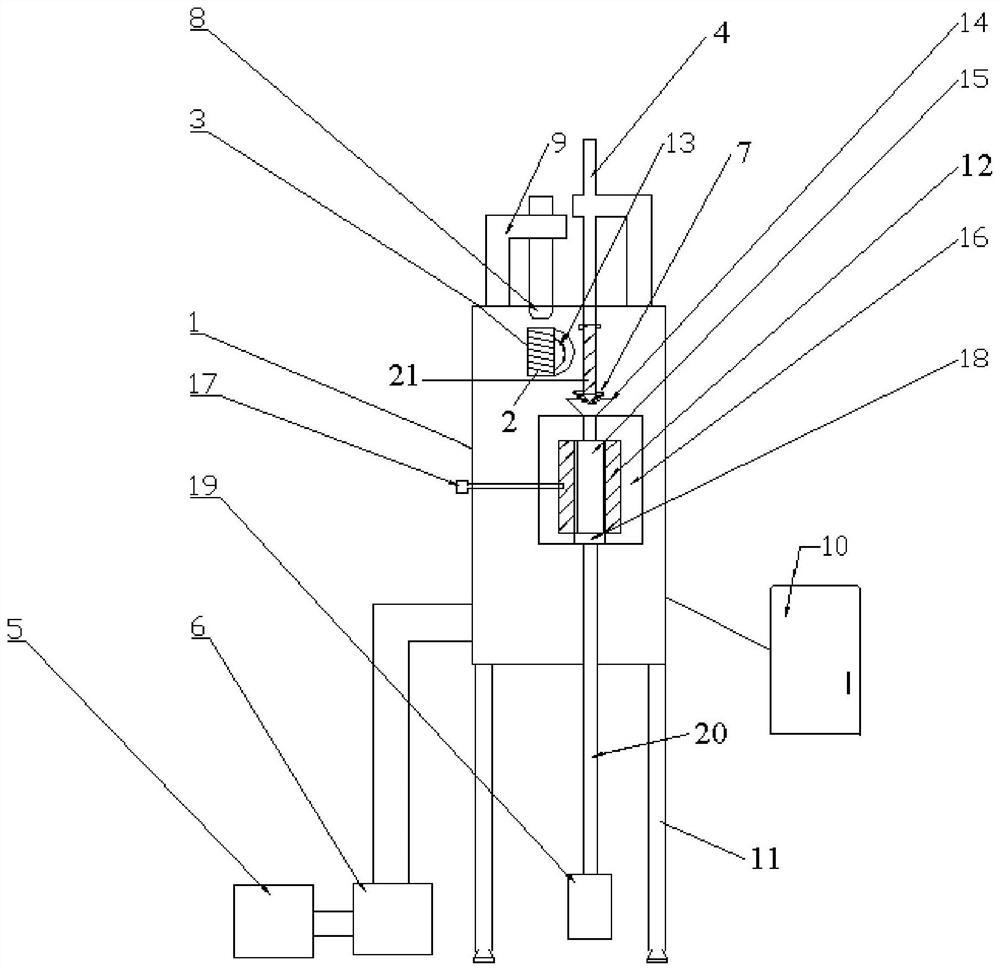
一种复合搅拌半固态浆料连续制备装置,主要由1出料口、2石墨堵塞、3石墨内衬、4不锈钢筒、5加热元件、6冷却元件、7搅拌轴、8保温层、9轴承、10轴承座、11齿轮、12放料手柄、13进料口、14斜挡板、15旋转叶片、16搅拌叶片等组成(见附图1)。其中不锈钢筒和石墨内衬构成了合金熔体搅拌室。搅拌室外缠有加热元件和冷却元件,再外面有保温层,配合温控装置(图中未标)可以实现搅拌室在连续制备过程中的温度。搅拌室的底部有出料口,顶部有进料口。搅拌室内壁上装有一个或多个斜挡板,挡板与内壁的角度范围:0~90°,挡板上开有缝隙,保证设备拆卸时旋转叶片的通过。搅拌室中间有搅拌轴,通过轴承固定在轴承座上,搅拌轴上采用两对以上交叉分布的对称旋转叶片,并在底部采用搅拌叶片,搅拌叶片的形状为平板型、锚型、马蹄型、桨叶、涡轮叶片等多种形状。搅拌轴由调速电机(图中未标)通过传动齿轮带动高速旋转,转速调节范围100~800rad/min,转速越高,剪切强度越大。搅拌轴内部有芯杆(图中未标),连接放料手柄和石墨堵塞,通过旋转放料手柄,控制石墨堵塞与石墨内衬之间的缝隙,实现浆料流出速度的控制。出料口一般靠近成形设备,便于制浆过程完成后直接成行为机械零件。
石墨堵塞通过芯杆、弹簧与放料手柄组合成放料系统,旋转放料手柄,放料手柄上的斜槽带动芯杆和石墨堵塞提升,实现放料;放开放料手柄,弹簧压迫芯杆,石墨堵塞下降堵住出料口,或通过固定放料把手的旋转位置,固定堵塞与内壁间的缝隙,实现半固态浆料持续不断的流出。
本发明装置利用旋转叶片的把浆料抛甩到搅拌室内壁上,再利用斜挡板把浆料引流回下部的旋转叶片,再次把浆料抛甩到搅拌室内壁上,循环一次到多次,并在搅拌轴底部设置搅拌叶片,对汇集的浆料进行搅拌。浆料多次受筒壁和挡板的激冷作用,熔体大量形核,并发生晶粒游离,搅拌叶片对浆料进行搅拌,使熔体在对流过程中内部温度场分布均匀,没有明显的过冷梯度,破坏了枝晶生成的环境,从而获得液相基体中均匀分布着一定比例的球状初生固相的半固态浆料。制备好的浆料可以与压铸、轧制、模锻等常规设备进行流变成形,也可以连续不断的制备半固态铸锭。
本发明实现了半固态浆料的快速制备,是一种先进的半固态金属加工装置,其优点在于:
1、该装置结构紧凑,操作简单,拆卸方便。通过使用不同的支架可将半固态浆料出口尽量靠近成形设备,省去浆料输送过程,从而实现从半固态浆料制备到流变成形的一体化工艺过程。应用前景广泛,包括铝合金、镁合金等有色合金。
2、在半固态浆料制备过程中,搅拌室筒壁和挡板对熔体有很好的冷却作用,并在流动的过程中温度场、成分场逐步均匀,底部的搅拌叶片能够使浆料产生对流,浆料中的温度场、成分场分布均匀,破坏了枝晶生成的环境,制备的半固态浆料晶粒尺寸相近,球形度好,且分布均匀。
3、搅拌室的温度、剪切强度、浆料流出速度均可做到精确控制,便于不同种类、不同性能要求的半固态金属浆料的制备;
4、该装置在底部装有石墨内衬,搅拌过程中不会出现粘料的问题;若出现,因为本装置搅拌桶内工作温度一般在合金液相线以下10~60℃,很快就可以将搅拌室温度提高到液相线以上,积料就会融化、流出,保证了本发明装置长时间连续工作的可靠性。
附图说明
图1为复合搅拌半固态浆料连续制备装置结构示意图;
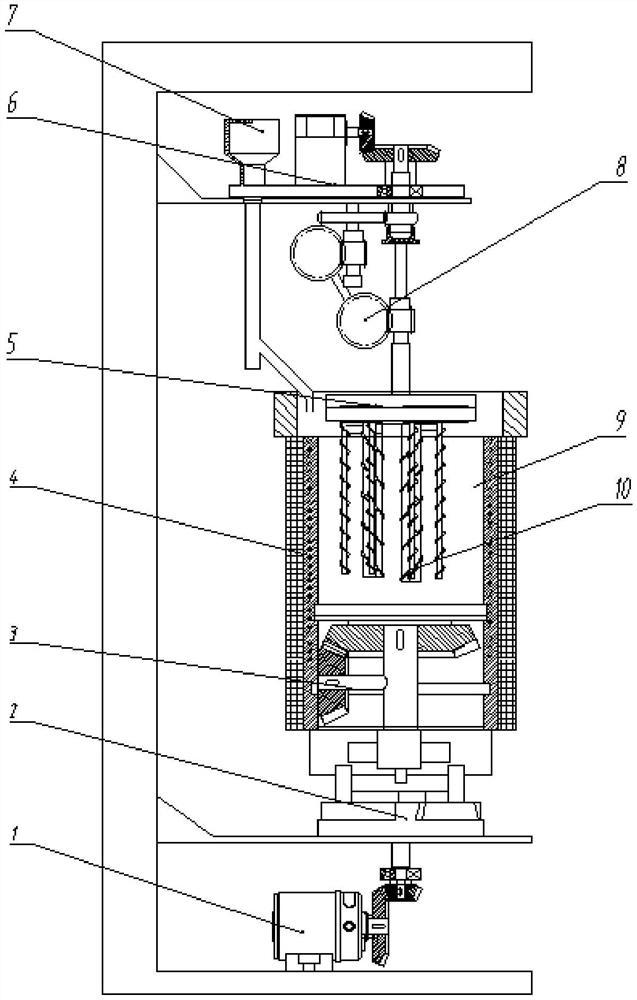
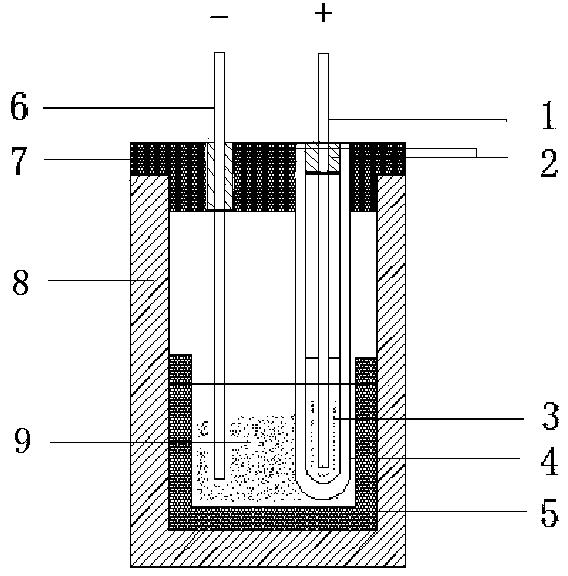
图2为搅拌轴的部分结构特征;
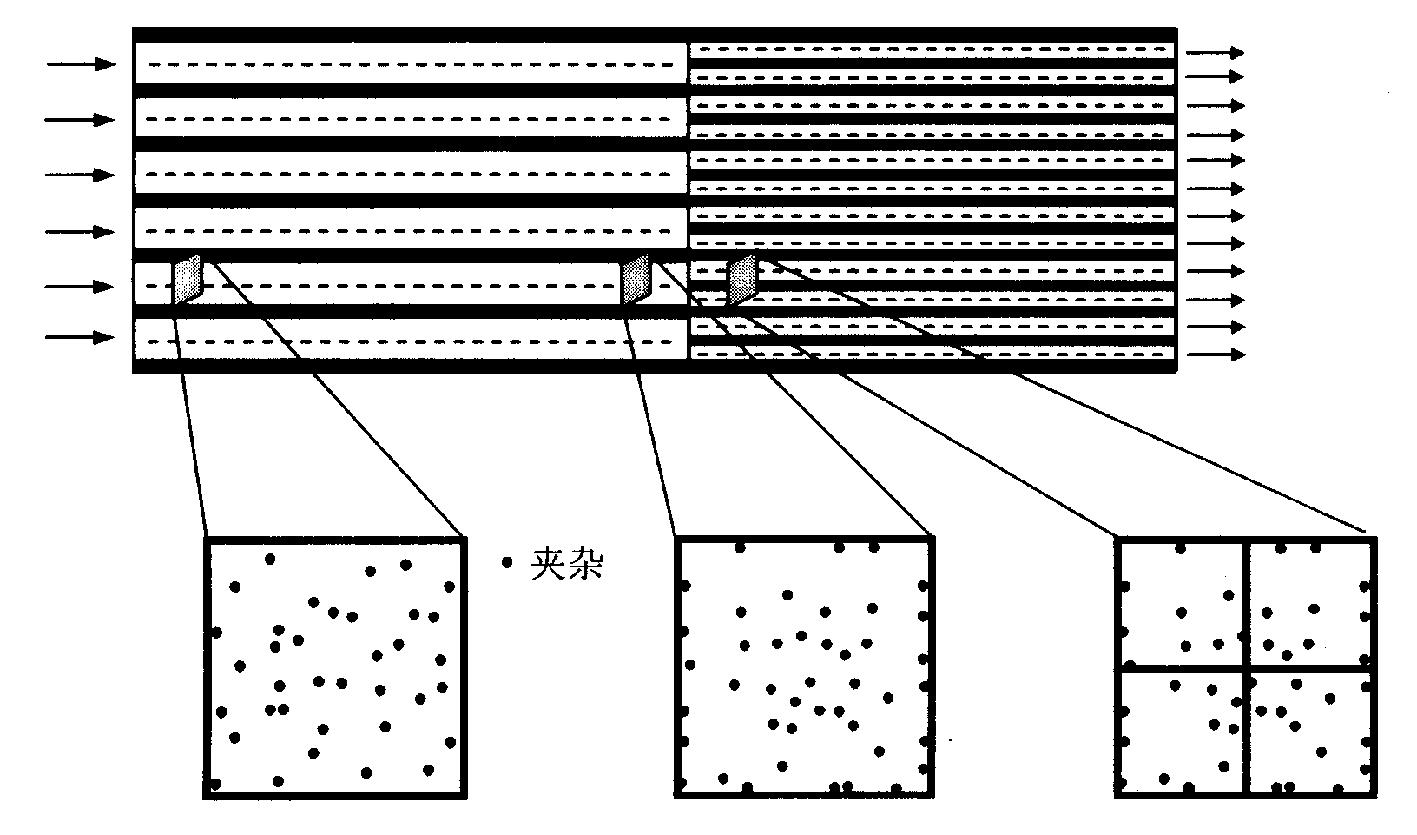
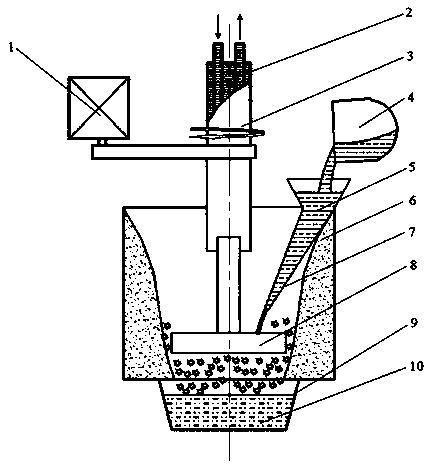
图3为搅拌桶的剖面示意图;
具体实施方式
下面结合实例对本发明的结构及实施效果做进一步的说明:
实例1:
(1)试验用ZL104铝合金的液相线温度为610℃,将合金在坩埚电阻炉内熔化,待合金温度达到720℃左右时,用钟罩将烘干后的六氯乙烷压入熔体低部(加入量为合金液总重量的0.5%),并轻轻摆动,进行合金熔体的除气、除渣精炼处理,最后将合金熔体温度降至630℃保温。
(2)设定本发明装置搅拌室温度为580℃,开启调速电机使搅拌螺旋杆转速为400rad/min,石墨堵塞闭合,堵住出料口,各参数达到设定值后,将上一步骤熔炼好的合金液通过进料口浇入到本发明装置的搅拌室内,浇入合金量约为5公斤,合金熔体先被旋转叶片抛甩到筒壁上,沿筒壁向下流动,在挡板的作用下,再一次被旋转叶片抛甩到筒壁上,循环两次后,浆料进入下部的锥形搅拌室,在搅拌叶片的作用下进行对流。在挡板和筒壁的充分冷却下,熔体的温度降到液相线以下,并在搅拌叶片的剪切搅拌作用下,初生晶核数量增加并生长为球形,此时,合金熔体温度处于半固态区间,其液相基体中均匀分布着一定比例的球状初生固相。
实例2:
(1)试验用7075铝合金的液相线温度为640℃,将铝合金锭料放入到预热温度为400℃的坩埚电阻炉内,待合金液温度达到720℃后精炼,用钟罩将烘干后的六氯乙烷压入熔体低部(加入量为合金液总重量的0.5%),并轻轻摆动,进行合金熔体的除气、除渣精炼处理,最后将合金熔体温度降至660℃保温。
(2)设定本发明装置搅拌室温度为610℃,开启调速电机使搅拌螺旋杆转速为600rad/min,旋转放料把手,提升石墨堵塞并固定在一定位置,保证浆料缓缓流出。各参数达到设定值后,将上一步骤熔炼好的合金液通过进料口持续浇入到本发明装置的搅拌室内,浇入合金量每次约3公斤,共四次。合金熔体先被旋转叶片抛甩到筒壁上,沿筒壁向下流动,在挡板的作用下,再一次被旋转叶片抛甩到筒壁上,循环两次后,浆料进入下部的锥形搅拌室,在搅拌叶片的作用下进行对流。制备好的半固态浆料从石墨堵塞与筒壁之间的缝隙缓缓流出,进入浆料收集坩埚内。当浇入合金量较多时,搅拌室温度上升,温控箱检测到筒体温度高于设定温度,通气管通气,温度下降到设定温度,通气停止。
一种复合搅拌半固态浆料连续制备装置专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。















动态评分
0.0