









专利摘要
本发明公开一种基于固—液界面稳恒推进的单晶叶片定向凝固方法,建立了以宏观固—液界面与冷隔板的相对位置、固—液界面处枝晶尖端间的极差、宏观固—液界面推进速度与抽拉速度的差值为标准的有效判据,在此基础上对定向凝固过程中的固—液界面界面生长情况进行模拟,从而获得固—液界面稳恒推进的抽拉速度曲线v(t),并进行单晶叶片的定向凝固制备。与现有技术相比,本发明通过对抽拉速度进行实时调节,来实现对固—液界面的形状进行实时调控,从而达到控制固—液两相区宽度、减小固—液界面曲率、消除固—液界面前沿成分过冷和杂晶产生的目的。本发明不仅可以大幅度提高单晶叶片的质量和制备成功率,还可以有效降低单晶叶片的定向凝固制备成本。
权利要求
1.一种基于固—液界面稳恒控制的高温合金单晶叶片定向凝固方法,其特征在于,包括以下步骤:
(1)建立HRS定向凝固过程的三维数值模型;
(2)采用预埋热电偶的方式获取叶片在定向凝固过程的实际温度场变化;
(3)根据叶片实际温度场变化,对三维数值模型进行优化;
(4)建立有效的HRS定向凝固抽拉速度调节判据;
(5)基于三维数值模型和抽拉速度调节判据,计算固—液界面稳恒推进的抽拉速度曲线v(t);
(6)以抽拉速度曲线v(t)为准,制备单晶叶片。
2.根据权利要求1所述的一种基于固—液界面稳恒控制的高温合金单晶叶片定向凝固方法,其特征在于,步骤(1)建立HRS定向凝固过程的三维数值模型具体方法为:使用FLUENT数值模拟软件和C语言编译环境,将定向凝固设备、叶片铸型以及模壳的几何形状做简化后输入,采用软件内置模块进行网格剖分,再在软件内输入合金、模壳以及炉膛各部分材料的物性参数,最后对数值模型进行调试和修正。
3.根据权利要求1所述的一种基于固—液界面稳恒控制的高温合金单晶叶片定向凝固方法,其特征在于,步骤(2)所述热电偶采用铂铑热电偶,预埋在模壳表面和内部的不同高度处,所述热电偶通过热电偶补偿导线与定向凝固室的真空电极连接,然后与温度采集器连接;所述温度采集器温度采集范围为0~1800℃,温度采集频率为10~1000Hz。
4.根据权利要求1所述的一种基于固—液界面稳恒控制的高温合金单晶叶片定向凝固方法,其特征在于,步骤(3)HRS定向凝固三维数值模型优化的具体方法为,根据试验和生产的铸造工艺参数,设置与三维数值模型对应的初始条件和边界条件,根据热电偶位置,设定与三维数值模型对应的监测点,并提取当地温度值,对比模拟值与实测值的差异,调整定向凝固设备的模壳与结晶器、模壳与合金液以及合金液与结晶器之间的热阻,以及模壳表面、加热体、隔热挡板以及水冷壁的表面发射率,使测温曲线模拟值与实测值的偏差控制在5%以内。
5.根据权利要求1所述的一种基于固—液界面稳恒控制的高温合金单晶叶片定向凝固方法,其特征在于,步骤(4)建立有效的HRS定向凝固抽拉速度调节判据,包括以下三条:
判据一,当宏观固—液界面与冷隔板之间的相对位置偏上时,增大抽拉速度;相对位置偏下时,减小抽拉速度;
判据二,当固—液界面处枝晶尖端间的极差大于最大临界值时,增大抽拉速度;极差小于最小临界值时,减小抽拉速度,所述临界值根据模拟结果、工业试验数据以及合金的临界形核过冷度确定;
判据三,当宏观固—液界面推进速率与抽拉速度的差值为正值时,减小抽拉速度;差值为负值时,增大抽拉速度;
初始抽拉速度根据经验拟定,抽拉速度的调节从螺旋选晶器结束段开始,只涉及单晶生长阶段。
6.根据权利要求1所述的一种基于固—液界面稳恒控制的高温合金单晶叶片定向凝固方法,其特征在于,步骤(5)基于三维数值模型和抽拉速度调节判据,计算固—液界面稳恒推进的抽拉速度曲线v(t),具体方法为:选取时间步长和调节速度步长,依次对HRS定向凝固过程中每一步的宏观固—液界面与冷隔板的相对位置、固—液界面处枝晶尖端间的极差、宏观固—液界面推进速度与抽拉速度的差值进行读取,然后判断抽拉速度是否进行调整,如果不需调整则执行下一时间步长,如需调整则将调整后的抽拉速度输入到上一时间步长重新计算,当所有过程都计算结束后,即得到抽拉速度随时间的抽拉速度曲线v(t)。
7.根据权利要求6所述的一种基于固—液界面稳恒控制的高温合金单晶叶片定向凝固方法,其特征在于,所述的调节速度取值范围为1μm/s~10μm/s,时间步长取值范围为10s~120s,具体根据叶片的具体形状和设备的具体参数确定,所得v(t)曲线采用高斯滤波对工艺曲线进行降噪。
8.根据权利要求1所述的一种基于固—液界面稳恒控制的高温合金单晶叶片定向凝固方法,其特征在于,步骤(6)具体步骤为,将得到的抽拉速度曲线v(t)输入HRS定向凝固设备中,选取该型号的单晶叶片模壳和高温合金进行单晶叶片制备。
9.根据权利要求8所述的一种基于固—液界面稳恒控制的高温合金单晶叶片定向凝固方法,其特征在于,所述定向凝固设备主要由熔炼室、定向凝固室、真空系统、加热系统、冷却系统、控制系统组成,
所述定向凝固室设有保温炉、激冷盘和定向凝固电机,所述保温炉由上、下两个发热区组成,加热形式采用中频感应加热,发热体采用石墨发热体,保温采用碳纤维石墨毡;所述激冷盘由紫铜加工而成,内部通过冷却水道;所述定向凝固电机由伺服电机牵引,移动速度在1μm/s~1000μm/s之间,最小调节步长为1μm/s;定向凝固速度为20μm/s~100μm/s。
10.根据权利要求8所述的一种基于固—液界面稳恒控制的高温合金单晶叶片定向凝固方法,其特征在于,高温合金熔炼温度为1450~1600℃;高温合金浇铸速度为3℃~10℃/s;定向凝固过程,上保温炉膛和下保温炉膛的温度分别为1500~1600℃和1450~1550℃。
说明书
技术领域
本发明属于高温合金单晶叶片定向凝固制备领域,具体涉及一种基于固—液界面稳恒控制的高温合金单晶叶片定向凝固方法。
背景技术
单晶空心涡轮叶片是航空发动机的核心热端部件,被誉为现代工业“皇冠上的明珠”。单晶空心涡轮叶片的性能限制了涡轮前端进气口温度的高低,进而影响了发动机的推重比、燃烧效率以及安全使用寿命,是一款发动机先进程度的重要标志。根据公开资料显示,以F119为代表的国外先进航空发动机其涡轮叶片安全使用寿命超过了10000万小时,而我国某型号发动机其涡轮叶片的安全使用寿命不超过4000小时,距离西方国家有很大的差距。因此为了发展我国的先进航空发动机产业,必须提高高性能涡轮叶片制备技术。
目前,单晶空心涡轮叶片主要采用定向凝固工艺制备,主要包括:HRS(High RateSolidification)、LMC(Liquid Melt Cooling)、DWDS(Downward Directionalsolidification)。其中,HRS定向凝固方法由于设备简单、操作方便,自60年代发明之后就在工业界得到了广泛的应用。在HRS定向凝固过程中,当高温合金熔体和模壳一起从加热炉中拉出来,热量通过铸件底部和模壳侧部被不断带走,随着固—液界面的不断推移,铸件的冷却速度和固—液界面前沿的温度梯度越来越小、固—液界面的曲率越来越大、形状越来越复杂。尤其是在单晶叶片横截面积突变处(比如缘板附近),固—液界面处的曲率变化更复杂,成为杂晶产生的重灾区。因此改善单晶叶片制备过程中的固—液界面形状、提高固—液界面稳定性成为减少单晶叶片杂晶形成的主要手段。
德国亚琛工业大学的Ma等人通过在叶身和缘板交界处添加导热块,增强叶身部位的散热能力,加快缘板中心的冷却速度,从而达到减小固—液界面的曲率的目的,可以有效地消除了缘板边缘处的杂晶。江苏大学吴强教授利用同样的原理,通过在叶片缘板处的模壳中放置陶瓷纤维保温块,降低缘板边缘处的散热能力,减慢缘板边缘处熔体的冷却速度,从而达到减小固—液界面曲率的目的,也有效地消除了缘板边缘处的杂晶(CN102166643A)。但是,由于模壳制作复杂、模壳质量无法控制,导热快和保温板技术在生产中并没有得到推广。清华大学的许庆彦教授发明了自适应变拉速抽拉仿真方法(CN201110362376.3),该方法采用神经网络算法,以最小计算单元与X、Y和Z轴夹角α、β和γ与固—液两相区的温度梯度G为变量,当两相区内满足加速条件(G<2℃/mm且γ>α和γ>β)的计算单元与总计算单元的比列>0.059时,抽拉速度增大;当两相区满足减速条件(G<2℃/mm且γ>α和γ>β)的计算单元与总计算单元的比例<0.785时,抽拉速度减小。然而,由于该方法采用数学统计方法,忽略了固—液界面的几何因素,因此该方法仅能够满足实心单晶叶片或者简单截面空心单晶叶片的生产需求。
发明内容
本发明的目的就是为了解决上述问题而提供一种基于固—液界面稳恒控制的高温合金单晶叶片定向凝固方法,旨在通过对抽拉速度进行实时调节,来实现对固—液界面推进速度和推进形状进行实时调控,从而达到控制固—液两相区宽度、减小固—液界面曲率、消除固—液界面前沿成分过冷和杂晶产生的目的。
本发明的目的通过以下技术方案实现:
一种基于固—液界面稳恒控制的单晶叶片定向凝固方法,采用定向凝固设备制作,包括以下步骤:
(1)建立HRS定向凝固过程的三维数值模型;
(2)采用预埋热电偶的方式获取叶片在定向凝固过程的实际温度场变化;
(3)根据叶片实际温度场变化,对三维数值模型进行优化;
(4)建立有效的HRS定向凝固抽拉速度调节判据;
(5)基于三维数值模型和抽拉速度调节判据,计算固—液界面稳恒推进的抽拉速度曲线v(t);
(6)以抽拉速度曲线v(t)为准,制备单晶叶片。
进一步地,步骤(1)建立HRS定向凝固过程的三维数值模型具体方法为:使用FLUENT数值模拟软件和C语言编译环境,将定向凝固设备、叶片铸型以及模壳的几何形状做简化后输入,采用软件内置模块进行网格剖分,再在软件内输入合金、模壳以及炉膛各部分材料的物性参数,最后对数值模型进行调试和修正。
进一步地,步骤(2)所述热电偶采用铂铑热电偶,预埋在模壳表面和内部的不同高度处,所述热电偶通过热电偶补偿导线与定向凝固室的真空电极连接,然后与温度采集器连接;所述温度采集器温度采集范围为0~1800℃,温度采集频率为10~1000Hz。
进一步地,步骤(3)HRS定向凝固三维数值模型优化的具体方法为,根据实际实验或生产参数,设置与三维数值模型对应的初始条件和边界条件,根据热电偶位置,设定与三维数值模型对应的监测点,并提取当地温度值,对比模拟值与实测值的差异,调整定向凝固设备的模壳与结晶器、模壳与合金液以及合金液与结晶器之间的热阻,以及模壳表面、加热体、隔热挡板以及水冷壁的表面发射率,使测温曲线模拟值与实测值的偏差控制在5%以内。
进一步地,步骤(4)建立有效的HRS定向凝固抽拉速度调节判据为:
判据一,当宏观固—液界面与冷隔板之间的相对位置偏上时,增大抽拉速度;相对位置偏下时,减小抽拉速度;
判据二,当固—液界面处枝晶尖端间的极差大于最大临界值时,增大抽拉速度;极差小于最小临界值时,减小抽拉速度,所述临界值根据模拟结果、工业试验数据以及合金的临界形核过冷度确定;
判据三,当宏观固—液界面推进速率与抽拉速度的差值为正值时,减小抽拉速度;差值为负值时,增大抽拉速度;
初始抽拉速度根据经验拟定,抽拉速度的调节从螺旋选晶器结束段开始,只涉及单晶生长阶段。
进一步地,步骤(5)基于三维数值模型和抽拉速度调节判据,计算固—液界面稳恒推进的抽拉速度曲线v(t),具体方法为:选取时间步长和调节速度步长,依次对HRS定向凝固过程中每一步的宏观固—液界面与冷隔板的相对位置、固—液界面处枝晶尖端间的极差、宏观固—液界面推进速度与抽拉速度的差值、进行读取,然后判断抽拉速度是否进行调整,如果不需调整则执行下一时间步长,如需调整则将调整后的抽拉速度输入到上一时间步长重新计算,当所有过程都计算结束后,即得到抽拉速度随时间的抽拉速度曲线v(t);
进一步地,所述的调节速度取1μm/s~10μm/s,时间步长为10s~120s,具体根据叶片的具体形状和设备的具体参数确定,所得v(t)曲线采用高斯滤波对工艺曲线进行降噪。
进一步地,步骤(6)具体步骤为,将得到的抽拉速度曲线v(t)输入HRS定向凝固设备中,选取该型号的单晶叶片模壳和高温合金进行单晶叶片制备。
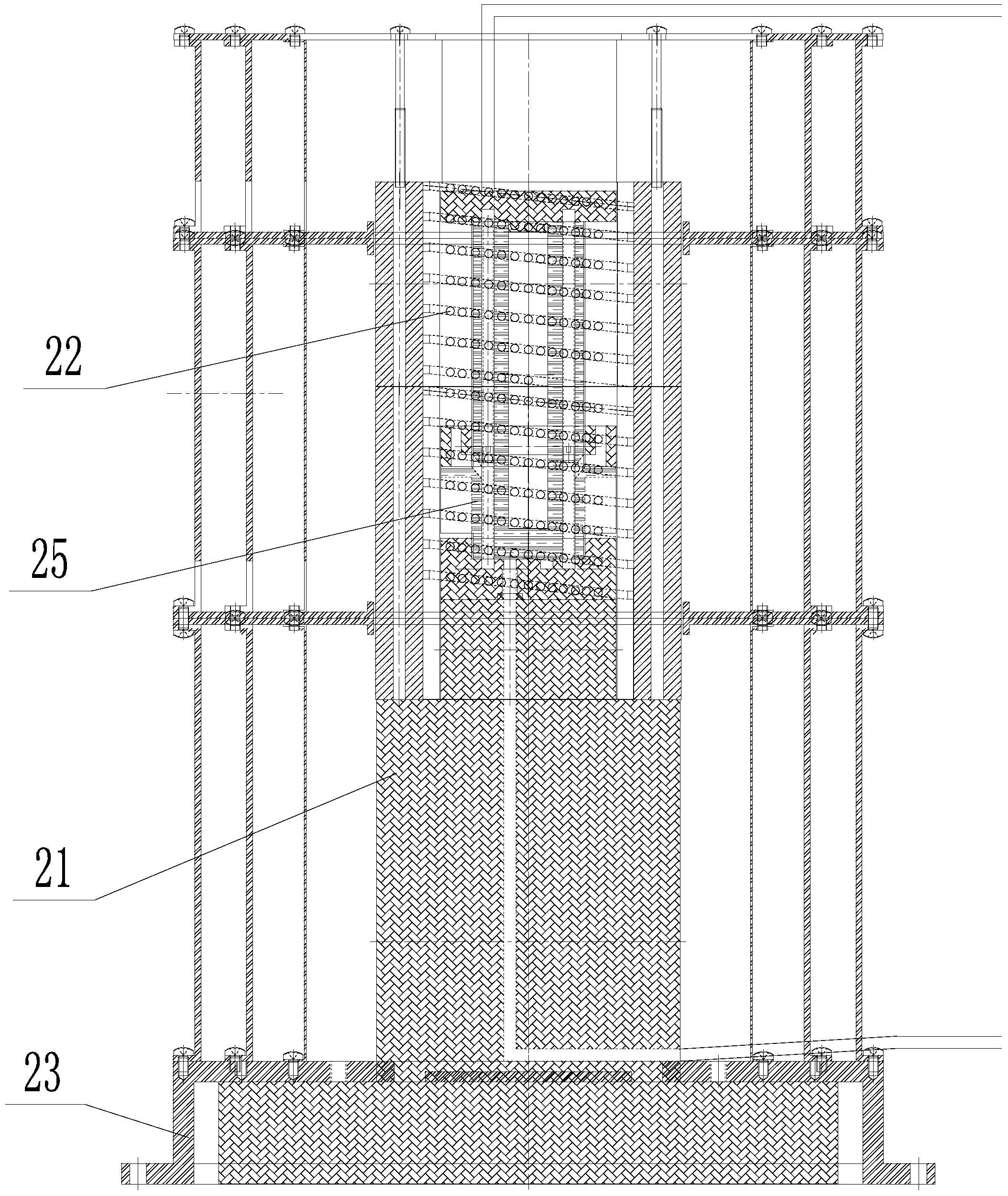
进一步地,所述定向凝固设备主要由熔炼室、定向凝固室、真空系统、加热系统、冷却系统、控制系统组成,
所述定向凝固室设有保温炉、激冷盘和定向凝固电机,所述保温炉由上、下两个发热区组成,加热形式采用中频感应加热,发热体采用石墨发热体,保温采用碳纤维石墨毡;所述激冷盘由紫铜加工而成,内部通过冷却水道;所述定向凝固电机由伺服电机牵引,移动速度在1μm/s~1000μm/s之间,最小调节步长为1μm/s;定向凝固速度为20μm/s~100μm/s。
进一步地,高温合金熔炼温度为1450~1600℃;高温合金浇铸速度为3℃~10℃/s;定向凝固过程,上保温炉膛和下保温炉膛的温度分别为1500~1600℃和1450~1550℃。
进一步地,对制得的单晶叶片进行宏观组织检查,具体包括表面喷砂和宏观腐蚀。
本发明基于固—液界面稳恒推进的变抽拉速度定向凝固方法,关键在于建立一个HRS定向凝固过程的三维数值模型,并以此模型进行单晶叶片定向凝固过程数值模拟,获得可以实现高温合金固—液界面稳恒生长的抽拉速度曲线。
本发明的核心是抽拉速度调节的判据:以固—液界面与水冷套的相对位置、固—液界面的极差和固—液界面的推进速率作为判定依据,当变量达到所设定的临界加速条件时,则提高抽拉速度;当变量达到所设定的临界减速条件时,则降低抽拉速度。如此,通过反复的迭代,不断调节抽拉速度从而实现固—液界面的平稳推进,从而达到控制固—液两相区宽度、减小固—液界面曲率、消除固—液界面前沿成分过冷和杂晶产生的目的。
与现有技术相比,本发明具有以下有益效果:
1、本发明基于固—液界面稳恒推进的变抽拉速度定向凝固方法,根据叶片铸型沿高度方向上截面剧烈变化的几何特点以及杂晶形核的窗口过冷度,制定或调整抽拉速度以消除榫头处形成的杂晶,从而提高单晶叶片制备的质量和制备合格率。同时,本发明更具效率地分配和调整抽拉速度,可以大幅度提高单晶叶片的生产效率;
2、本发明充分发挥数值模拟在智能制造中的优势,可以在完成变速抽拉时间曲线设计的同时,实时监测并输出该工艺条件下的凝固参数(如温度梯度、冷却速率等)以评估凝固过程,使铸造过程可视化;该发明仅需一组基准实验作为参考标准以修正计算模型,即可得到保证叶片单晶生长的工艺曲线,无需通过大量的试验以寻找最优解或建立数据库,大大地降低了实验的材料和时间成本;
3、本发明具有较强的普适性,基于数值模拟技术,可根据不同的炉型、叶片型号以及合金成分,修改几何模型以及物性参数,从而输出适用于该条件下的变速抽拉工艺曲线;该方法基于物理判据调整抽拉速度,可根据用户特定的生产要求调整各个判据的临界点,使该方法的实施更为灵活;此外,该方法基于软件的C语言环境接口,易于用户根据其特定的需要不断更新或二次开发。
附图说明
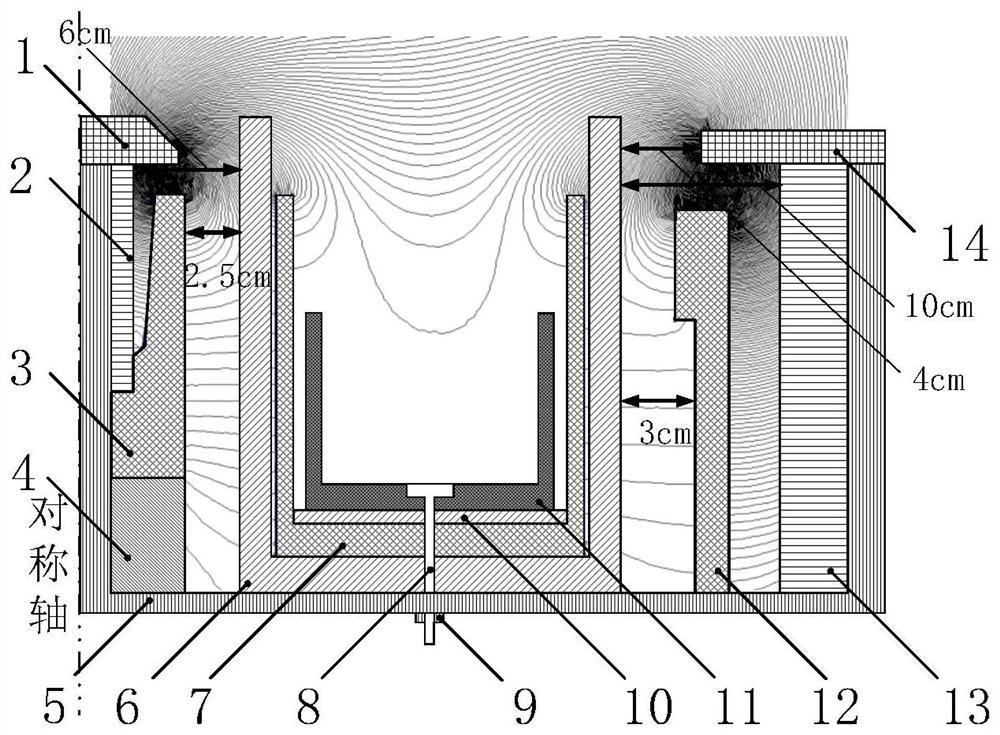
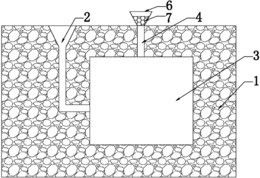
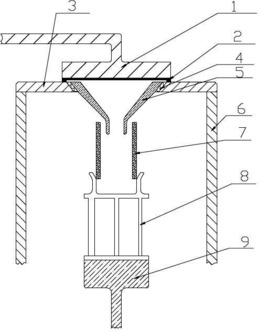
图1为HRS定向凝固设备示意图;
图中:1-熔炼坩埚;2-浇口杯;3-保温炉;4-加热体;5-模壳及铸型;6-冷隔板;7-结晶器及牵引机构;
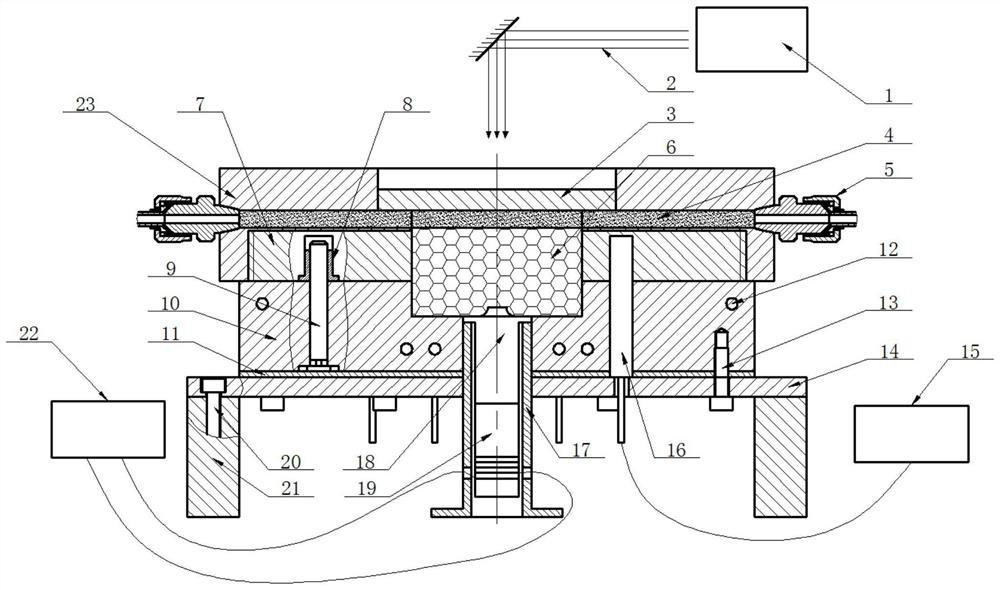
图2为测温热电偶分布示意图;
图中:测温点位置:1-叶片根部阳面;2-榫头上部阳面;3-叶身阳面;4-过渡段阳面;5-选晶段中部;6-叶身阴面;
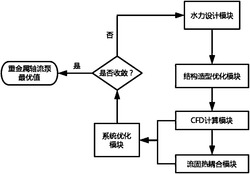
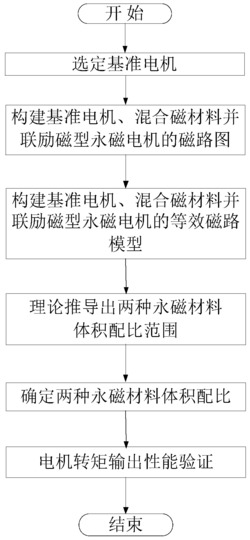
图3为抽拉速度计算流程图;
图4为某型号单晶叶片定向凝固抽拉速度曲线;
图5为基于固—液界面稳恒控制定向凝固方法制备的单晶叶片宏观组织;
图6为恒抽拉速度定向凝固方法制备的单晶叶片宏观组织。
具体实施方式
下面结合附图和具体实施例对本发明进行详细说明。
实施例
本实施例采用K4169高温合金制备某型号单晶涡轮叶片,引晶段和螺旋选晶段的抽拉速度设定为42μm/s。
其具体实施步骤如下:
1、建立HRS定向凝固过程的三维模型:
使用FLUENT数值模拟软件和C语言编译环境建立HRS定向凝固三维数值模型。先将定向凝固设备、叶片铸型以及模壳的几何形状做适当简化后输入,然后采用软件内置模块进行网格剖分,再在软件内输入合金、模壳以及炉膛各部分材料的物性参数,最后对数值模型进行调试和修正。
HRS定向凝固设备为共慧冶金设备(苏州)科技有限公司生产的GHSF—5定向凝固设备,示意图如图1所示,包括熔炼合金所用熔炼坩埚1、浇口杯2、保温炉3、加热体4、模壳及铸型5、冷隔板6、结晶器及牵引机构7。
定向凝固室设有保温炉、激冷盘和定向凝固电机;保温炉由上、下两个发热区组成,加热形式采用中频感应加热,发热体采用石墨发热体,保温采用碳纤维石墨毡;激冷盘由紫铜加工而成,内部通过冷却水道;定向凝固电机由伺服电机牵引,移动速度在1μm/s~1000μm/s之间,最小调节步长为1μm/s;
材料的热物性参数均查阅相关的手册选取。
2、采用预埋热电偶的方式获取叶片定向凝固过程的温度场变化:
以某型号单晶叶片为模型,制作模壳,图2为测温热电偶分布示意图,在叶片根部阳面1、榫头上部阳面2、叶片阳面3、过渡段阳面4、选晶段中部5、叶身阴面6等几个位置预埋热电偶。热电偶采用B型铂铑热电偶,其测温范围为0~2000℃;热电偶采用Al2O3陶瓷管保护,防止其在测温过程过熔断;热电偶通过热电偶补偿导线与定向凝固室的真空电极连接,然后与温度采集器连接;温度采集器温度采集范围为0~2000℃,温度采集频率为60Hz;
选用K4169合金,进行高温合金熔炼、浇铸和定向凝固,对定向凝固过程中的温度场进行采集。高温合金熔炼温度为1480~1530℃;高温合金浇铸速度为5℃/s;定向凝固过程,上保温炉膛和下保温炉膛的温度分别为1430~1470℃和1400~1440℃,定向凝固速度为42μm/s。
3、对HRS定向凝固三维数值模型进行优化:
在新建的三维数值模型中,根据实际实验或者生产参数设置与之对应的初始条件和边界条件,根据热电偶位置设定与之对应的监测点提取当地温度值。对比模拟值与实测值的差异,调整模壳与结晶器、模壳与合金液以及合金液与结晶器之间的热阻,以及模壳表面、加热体、隔热挡板以及水冷壁的表面发射率,使测温曲线的偏差在5%以内。
4、建立有效的HRS定向凝固抽拉速度调节判据:
在本实施例中,选取了三个参照量,分别是:宏观固—液界面与冷隔板的相对位置、固—液界面处枝晶尖端间的极差和宏观固—液界面凝固速率与抽拉速度的差值;宏观固—液界面与冷隔板的相对位置表征了单晶叶片定向凝固的快慢;固—液界面处枝晶尖端间的极差表征了单晶叶片定向凝固过程中枝晶生长速度的相对快慢;宏观固—液界面凝固速率与抽拉速度的差值表征了单位采样时间内抽拉速度和凝固速率调节之后程度。在以上基础上,基于固—液界面稳恒控制单晶叶片定向凝固过程中的抽拉速度判断依据如下:
判据一,当宏观固—液界面与冷隔板之间的相对位置偏上时,增大抽拉速度;相对位置偏下时,减小抽拉速度;
判据二,当固—液界面处枝晶尖端间的极差大于最大临界值时,增大抽拉速度;极差小于最小临界值时,减小抽拉速度,所述临界值根据模拟结果、工业试验数据以及合金的临界形核过冷度确定;
判据三,当宏观固—液界面推进速率与抽拉速度的差值为正值时,减小抽拉速度;差值为负值时,增大抽拉速度;
基于固—液界面稳恒控制的单晶叶片定向凝固方法中初始抽拉速度根据经验拟定,以获得良好的选晶效果;
基于固—液界面稳恒控制的单晶叶片定向凝固方法中抽拉速度的调节从螺旋选晶器结束段开始,只涉及单晶生长阶段;
基于固—液界面稳恒控制的单晶叶片定向凝固方法中抽拉速度的调节步长可取1μm/s~10μm/s,时间步长可定为10s~120s,根据叶片的具体形状和设备的具体参数确定;
判据一、判据二和判据三形成闭环,实现了对HRS定向凝固过程中叶片凝固过程的实时控制,具体如图3所示。
5、基于三维数值模型和抽拉速度调节判据,计算固—液界面稳恒推进的抽拉速度曲线v(t):
将步骤4抽拉速度调节判据和方法输入到步骤3建立的三维数值模型中,选取时间步长和调节速度步长,依次对HRS定向凝固过程中每一步的宏观固—液界面与冷隔板之间的相对位置、固—液界面处枝晶尖端间的极差、宏观固—液界面凝固速率与抽拉速度的差值进行读取,然后判断抽拉速度是否进行调整,如果不需调整则执行下一步,如需调整则将调整后的抽拉速度输入到上一步重新计算。图3是固—液界面稳恒的数值模拟计算工作流程图。当所有过程都计算结束后,得到抽拉速度随时间的抽拉速度曲线v(t)。所得v(t)曲线如果不平滑,则采用高斯滤波对工艺曲线进行降噪,图4是某型号单晶叶片定向凝固抽拉速度曲线。
6、采用计算得到的抽拉速度曲线v(t)进行单晶叶片的制备:
将计算得到的抽拉速度曲线v(t)输入HRS定向凝固设备中,选取该型号的单晶叶片模壳和高温合金进行单晶叶片制备。
高温合金熔炼温度为1480~1530℃;高温合金浇铸速度为5℃/s;定向凝固过程,上保温炉膛和下保温炉膛的温度分别为1430~1470℃和1400~1440℃。
最后,对单晶叶片进行宏观组织检查:
单晶叶片的宏观组织检查分为:表面喷砂和宏观腐蚀两步。表面喷砂时间为5min;宏观腐蚀根据高温合金晶粒度测定国标GB/T 14999.7-201操作,采用体积比为9:1的盐酸+双氧水作为腐蚀液。
图5和图6是分别是常规方法和本发明制备的两组单晶叶片缘板附近宏观组织,结果显示:在常规的三片叶片中,其中两片的榫头处存在杂晶,而变速抽拉工艺制得的三组叶片均不存在杂晶,并具有良好的单晶结构。因此,采用基于固—液界面控制的变速抽拉单晶叶片定向凝固方法有效地消除了叶片榫头处的杂晶,大大提高了成品率,对单晶叶片的生产效率起到了较大的优化作用。
上述的对实施例的描述是为便于该技术领域的普通技术人员能理解和使用发明。熟悉本领域技术的人员显然可以容易地对这些实施例做出各种修改,并把在此说明的一般原理应用到其他实施例中而不必经过创造性的劳动。因此,本发明不限于上述实施例,本领域技术人员根据本发明的揭示,不脱离本发明范畴所做出的改进和修改都应该在本发明的保护范围之内。
基于固—液界面稳恒控制的高温合金单晶叶片定向凝固方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。










动态评分
0.0