

IPC分类号 : D03D13/00,D03D15/00,D03D15/04,D03D21/00,D03D25/00








专利摘要
本发明属于纺织技术领域,尤其涉及一种增加织物色彩变化的织造方法,将经纱与纬纱采用不同捻度系数的双色股线,结合织物组织结构进行渐变排列,实现了织物的色彩微调,本发明能够突出织物的立体效果,避免染色纱生硬的色阶变化,减少所需染色纱线量,降低耗费及污染。
权利要求
1.一种增加织物色彩变化的织造方法,其特征在于:通过改变多色股线捻度,结合织物组织结构进行渐变排列,实现色彩微调以表现明暗变化;采用双色股线加捻;捻度为467捻/m~534捻/m;所述渐变排列是采用中低高3种不同捻度系数的股线,通过在组织凹陷部分设置相对颜色较深的高捻线,在其周围设置颜色稍微较浅的中捻线,使其突出组织凹陷部分的凹坑状;同时在浮长区选用颜色最浅的低捻线,可以在浮长光区的基础上,进一步获得高光效果,使菱形浮长区更为突出;所述低捻纱捻度为350捻/m,中捻纱捻度为500捻/m;高捻纱捻度为650捻/m。
2.根据权利要求1所述的增加织物色彩变化的织造方法,其特征在于:双色股线选用两种颜色色纱,且满足色彩明度高中调或高长调配色。
3.根据权利要求1所述的增加织物色彩变化的织造方法,其特征在于:单纱细度为21支。
4.权利要求1-3任一项所述的方法织造得到的织物。
5.权利要求1-3任一项所述的方法在纺织织造领域中的应用。
6.权利要求1-3任一项所述的方法在织造立体织物中的应用。
说明书
技术领域
本发明属于纺织技术领域,尤其涉及一种增加织物色彩变化的织造方法。
背景技术
随着生活水平的提高和科技的发展,国内外市场均表现出注重舒适、自然、个性、时尚的面料设计大趋势。人们对于织物色彩的变化,有了更高的要求。目前对于织物色彩的渐变设计,主要是通过明暗渐变的不同色阶色纱排列来实现,但由于染料的色彩有限,无法实现非常自然的过渡,总体表现效果比较生硬,而且所需色彩较多,使得生产过程繁琐。另外,大量的染纱过程,不仅带来较高的染料、能源耗费,同时容易产生较多染纱废液,污染环境。另外,单就渐变而言,在目前面料的设计生产中,存在一种通过不同染色性能纱线经由合理排列后织成白织面料,再经过特殊染料的浸染,最终获得自然过渡的渐变效果。但是,这种方法,由于染色性能的不稳定,最后成型图案的不规则、不可控。
发明内容
为解决上述技术问题,本发明的目的是提供一种增加织物色彩变化的织造方法,该方法操作简单,能够减少所需染色纱线量,降低耗费及污染。
本发明的第一个目的是提出一种增加织物色彩变化的织造方法,通过改变多色股线捻度,结合织物组织结构进行渐变排列,实现色彩微调以表现明暗变化。
进一步的,采用双色股线加捻。
进一步的,双色股线选用两种颜色色纱,且满足色彩明度高中调或高长调配色。
进一步的,捻度为330捻/m~668捻/m。
进一步的,捻度为467捻/m~534捻/m。
本发明的第二个目的是提出一种上述方法织造得到的织物。
本发明的第三个目的是提出一种上述方法在纺织织造领域中的应用。
本发明的第四个目的是提出一种上述方法在织造立体织物中的应用。
借由上述方案,本发明至少具有以下优点:本发明通过改变股线捻度,实现了股线色彩微调,避免了染色纱生硬的色阶变化,获得了自然和谐的色彩过渡效果,减少了所需染色纱线量,降低耗费及污染,配合以织物组织结构,突出了布面整体花纹效果。
附图说明
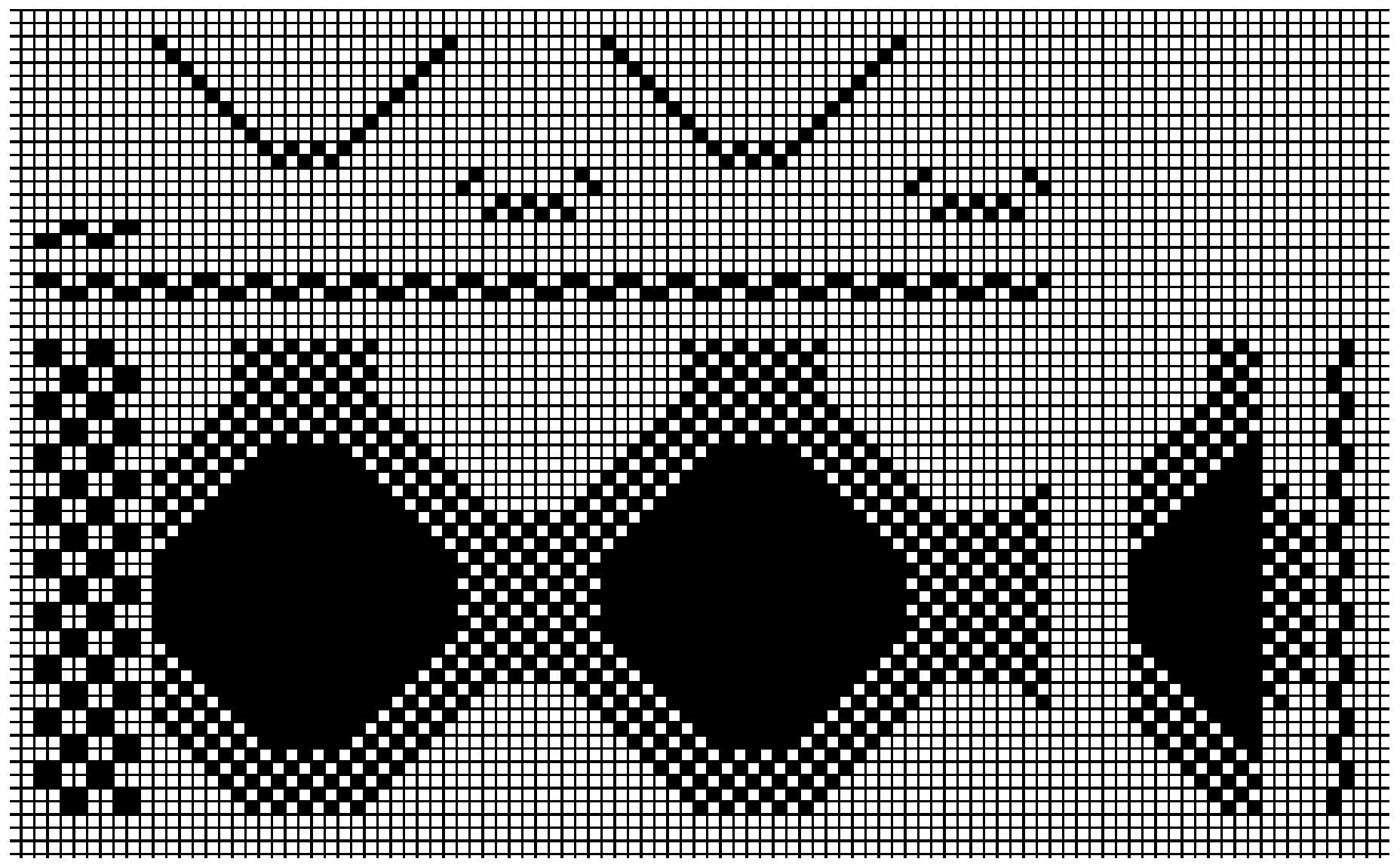
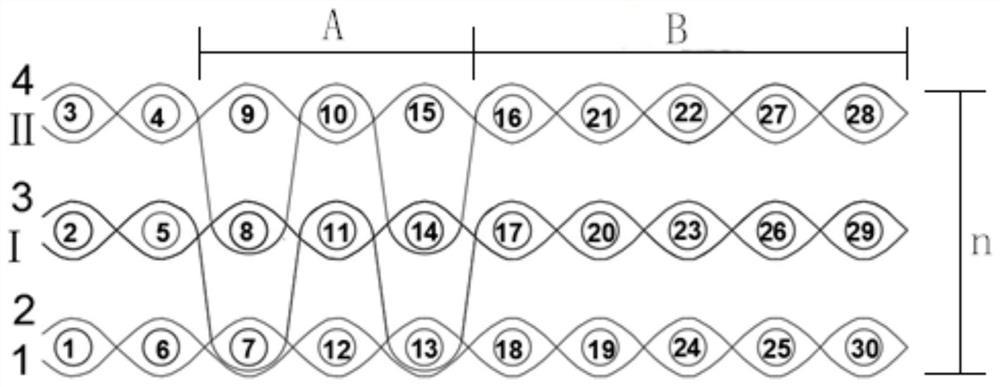
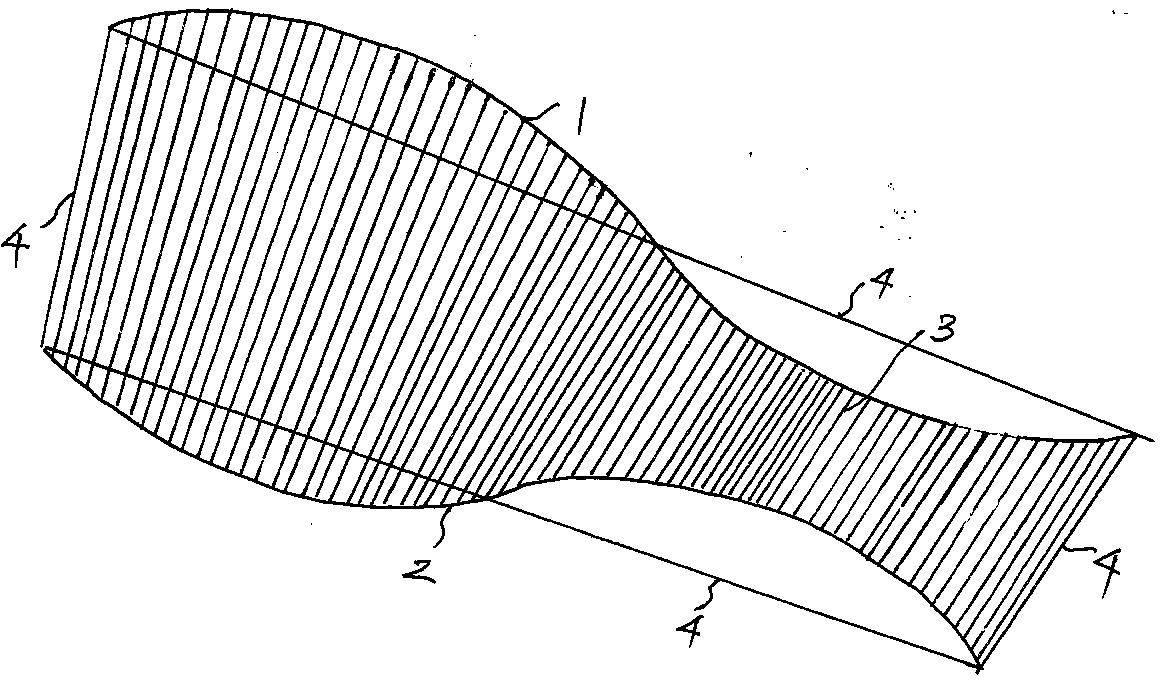
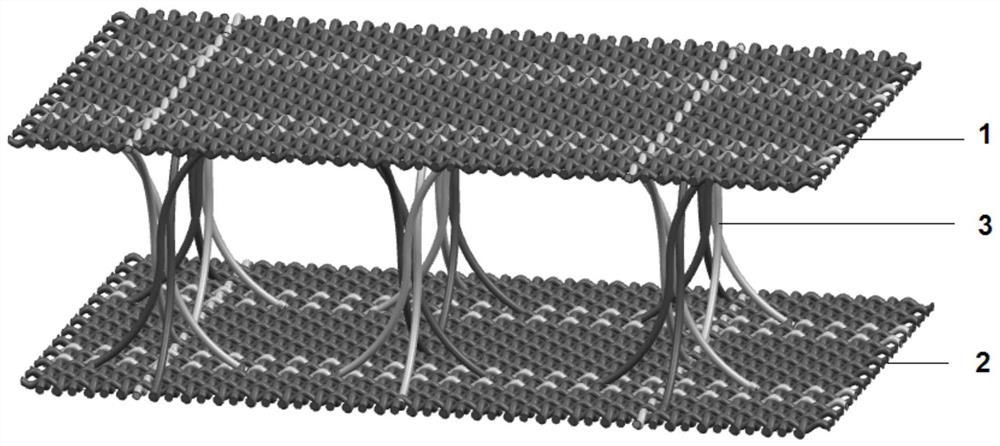
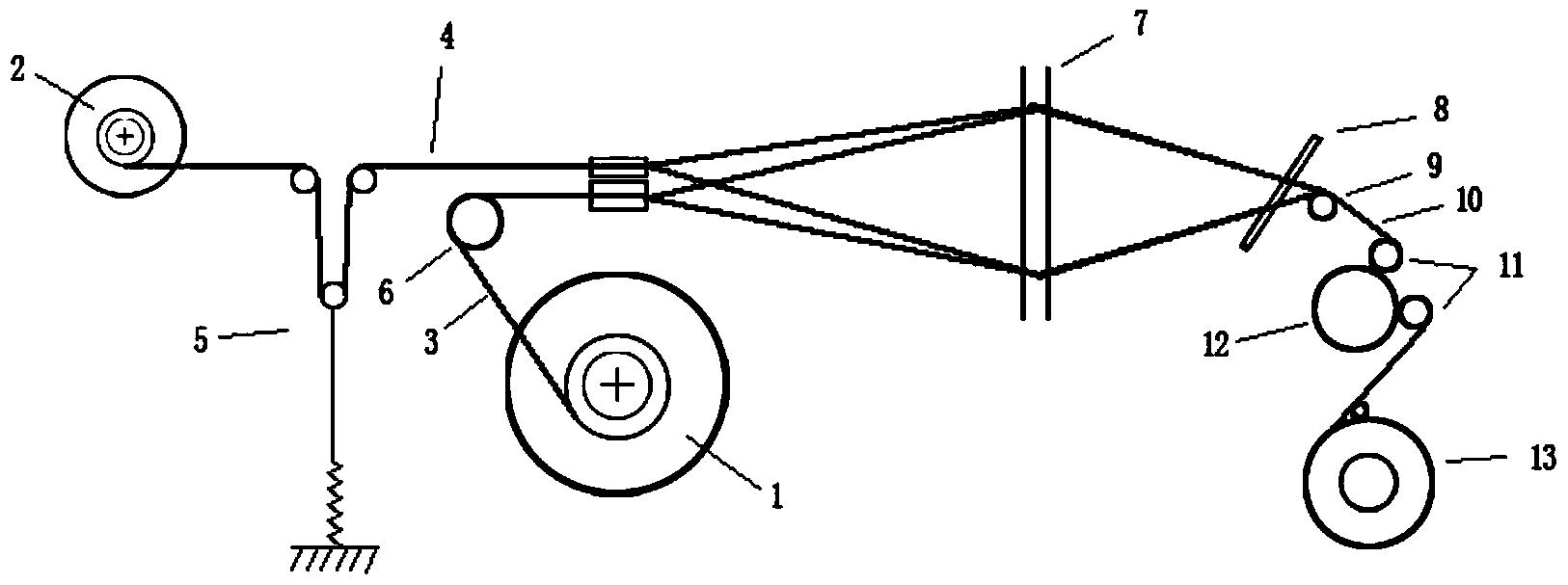
图1是实施例1中立体织物的织造示意图。
具体实施方式
下面将结合实施例对本发明的实施方案进行详细描述,但是本领域技术人员将会理解,下列实施例仅用于说明本发明,而不应视为限定本发明的范围。
参见图1,针对一种立体织物的织造方法,准备工作如下:
1)二种不同颜色的单纱加捻成线:单纱细度为21支,捻度为840捻/m。理论上,为了得到最佳强力,股线的捻系数取单纱捻系数的√2倍左右较为合适。但为了在保证基本强力和条干均匀度需求的前提下,得到最佳混色效果的双色股线,围绕理论捻度设定了几种不同的捻度系数,进行了相关预实验。参见表1和表2,经实验观察发现,随着捻度的增加,强力等性能逐渐提高,但捻度过高会使混色细密程度提高,总体色彩加深,加捻后的纱线颜色更加接近深色的单股纱线,而达不到混色的效果,而且捻度过高会使手感过硬,因此综合考虑,捻度在467捻/m-534捻/m范围内效果最好。为了充分实现渐变效果,本实施例根据所需色彩的明暗程度,最终设定了一下中低高3种不同捻度系数的股线。
表1拉伸性能测试结果
表2条干均匀度测试结果
2)织物组织结构设计:本实施例中的立体织物由浮线区域与平纹区域联合而成菱形立体凹凸组织。其中所述的菱形结构是由平纹所围浮长八边形,经纱线收缩后所形成的视觉结构。通过调整浮线区域与平纹区域的大小、配比、位置,使菱形的浮线区头尾相接、左右相接,在凹凸区间形成具有明显宽度的分隔区,从而出现格子状外观。这种格状外观秩序严明,视觉上具有极强的稳定感。所述菱形浮长区由经浮长菱形和纬浮长菱形构成,所述平纹区由纬向相邻两个经浮长菱形所夹平纹区与纬向相邻两个纬浮长菱形所夹平纹区构成。其中由纬向相邻两个经浮长菱形所夹平纹区为凹陷部分,浮长区构成组织中的凸起部分,纬向相邻两个纬浮长菱形所夹平纹区使得整个面料各个部分的厚薄程度较为均匀,使之呈现最佳的视觉效果。
3)织物布边设计:由于本实施例中的立体织物的组织浮线较多,织物结合稀松,较容易脱散,布边宽度宜偏大掌握。因此设计立体织物的布边宽度为13mm。考虑到织物较易脱散,采用方平组织。
4)织物密度设计:本实施例中的立体织物的组织结构中具有八边形结构,为使其稳定平整,需尽量使八边形经纬方向两组对边长度相等,因而根据经纬织缩伸以及经纬纱线密度的不同,确定织物密度。在本实施例中,采用经纱密度为采用经密244根/10cm、纬密187根/10cm。
5)织物色纱排列:经纱循环,低捻线23根,中捻线3根,高捻线7根,中捻线3根;纬纱循环,低捻线10根,中捻线3根,高捻线7根,中捻线3根,低捻13根。通过在组织凹陷部分设置相对颜色较深的高捻线,在其周围设置颜色稍微较浅的中捻线,使其突出组织凹陷部分的凹坑状;同时在浮长区选用颜色最浅的低捻线,可以在浮长光区的基础上,进一步获得高光效果,使菱形浮长区更为突出。
具体包括以下步骤:
a、并捻:采用FA721—75A型捻线机,选取白色和灰色两种颜色的21支、捻度为840捻/m、捻向为Z捻的棉麻混纺单纱进行并捻形成股线,捻度分为低捻350捻/m,中捻500捻/m;高捻650捻/m。并捻机锭子转速为8000r/min,下罗拉转速为113r/min。具体参数如下:
b、整经:采用GA124H整经机。本织物作为装饰面料,选择经密244根/10cm、纬密187根/10cm,布幅确定为266.2cm,边经根数64根,两筘一入,根据公式计算总经根数为6496根。由于麻/棉混纺股线拉伸性能优异,采用高速整经机分批整经,分层法穿筘,车速设定为800m/min。经轴卷绕密度为0.6g/cm
c、浆纱:设备选用恒天重工的GA308型浆纱机。浆纱对象为麻/棉混纺股线,强力高,表面毛羽较多,因此上浆时应注重浆膜完整、贴伏毛羽,以便织造时开清梭口。麻纤维与棉纤维都具有羟基官能团,因此可利用这一共性,选取对羟基有较高亲和性的浆料。因此,对于这二者的混纺纱线的合股线而言,采用淀粉类,外加PVA的合成浆料作为主黏着剂,外辅以蜡片等柔软剂应是可行的。其中PVA用完全醇解型较合适,因其不具有疏水性酯基,对棉麻纤维有更好地黏附性。调浆体积0.85m
浆料配置:
压力配置:
d、穿经和穿筘:地组织穿综顺序如图1中穿综图所示,总经6496根,边经根数64,边经与地经均每筘穿入2根,纬织缩伸1.5%,筘号120cm,上机筘幅270cm。
e、织造:由于本织物作为装饰面料,布幅较宽,选用在幅宽上,选用必佳乐OptiMax4型剑杆织机。将步骤a中制备的双色股线作为经纱和纬纱送入剑杆织机中进行织造,形成色织面料。剑杆织机以小开口为特点,本设计纱线毛羽较多,不易开清梭口,故在允许范围内应偏大掌握,且应配合较大的上机张力。剑杆织机的梭口高度为30mm。上机张力81cN。进剑时间约80°;出梭口时间:300°;交接时间:180°;剪纬时间:70°。
f、整理:将步骤e中织造的色织面料送入平幅退浆机中退浆,在溢流缸中加入退浆酶和少量柔软剂,采用松式退浆。采用拉幅定型机对退浆后织物进行拉幅定型定型:平幅进布→对中→轧车→机械正纬→吸边→上下超喂→剥边→毛刷超喂→上针。
虽然本发明已以较佳实施例公开如上,但其并非用以限定本发明,任何熟悉此技术的人,在不脱离本发明的精神和范围内,都可做各种的改动与修饰,因此本发明的保护范围应该以权利要求书所界定的为准。
一种增加织物色彩变化的织造方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。












动态评分
0.0