










专利摘要
一种水泥生产过程不完全燃烧碳化物在线监测控制方法属于水泥生产领域,其特征在于,包括以下步骤:安装二氧化碳传感器,测量在T时间段内CO2实际排放量;计算在T时间段内CO2临界值;将在线监测控制系统初始化,如果不完全燃烧碳化物在较高范围内,则输送的氧气量为T时间段内风量的0.5%;如果不完全燃烧碳化物量较少,则增加二次风、三次风风量,直到CO2实际排放量等于CO2临界值,误差不超过1.0%。本发明提出了CO2临界值、CO2减排值的计算公式及控制不完全燃烧产生的碳化物的方法,还适用于利用电石渣替代部分原料的水泥生产线,具有环保、节约资源与能源、以及投资及运行成本低廉等优点。
权利要求
1.一种水泥生产过程不完全燃烧碳化物在线监测控制方法,其特征在于,是在一个由水泥生产设备和中控计算机共同组成的水泥生产过程不完全燃烧碳化物在线监测控制系统,依次按以下步骤实现的:
步骤(1)、水泥生产设备初始化,
在与预热器出口连接的废气管道处安装一个二氧化碳传感器,测量排出的废气中CO2实际排放量FCO2,
在生料喂料口连接一个加入生料的喂料称重计量装置,测量生料的喂料量,
在窑头喷煤管上连着一个入窑头的煤粉喂料称重计量装置,测量加入窑内燃烧的煤粉的质量,
在分解炉喷煤管上连着一个入分解炉的煤粉喂料称重计量装置,测量加入分解炉内燃烧的煤粉的质量,
在冷却机出口的链式输送机连接着一个熟料称重计量装置,即链式输送机秤,测量熟料的质量,
在窑头喷煤管路上安装一个窑头一次风阀门,控制进入的一次风风量,
步骤(2)、中控计算机初始化,
设有:用于计算CO2临界值的程序,按照下式测量计算一个周期T内完全燃烧情况下应该排放的CO2总量Ftotal,以此作为CO2排放总量临界值,并存储:
Ftotal=Frw+Fcoal,其中:
步骤(2.1)、Frw为生料和煤粉中的碳酸盐物质分解后应该产生的CO2排放量,
ωCaO表示熟料中的CaO成分的质量分数,采用离线的方法对在周期T内生产的熟料按照“GB/T176-2008《水泥化学分析方法》”进行化学成分分析得到ωCaO的数据,
ωMgO表示熟料中的MgO成分的质量分数,采用与所述ωCaO相同的离线分析方法获得,
Mcl表示在一个周期T内生产的熟料的质量,由在冷却机出口的链式输送机连接着一个熟料称重计量装置,即链式输送机秤进行测量,
MCa(OH)2表示在一个周期T内所述的生料喂料口加入的压滤烘干后的电石渣的质量,以代替水泥生产过程中的部分钙质原料,由所述的生料的喂料称重计量装置测量得到,
而且, 的值即为CO2的减排量,
步骤(2.1)、Fcoal表示在一个周期T内生料煅烧成熟料过程中煤粉中含碳物质的燃烧产生的CO2的排放量,由煤粉的化学成分分析中碳元素的含量计算得到,
ωC表示煤粉中碳元素的含量,采用离线的方法,对在一个周期T内消耗的煤粉根据“GB/T476-2001《煤的元素分析方法》”进行化学成分分析得到,
Mcoal表示在一个周期T内进入所述的水泥生产设备的煤粉总质量,分成:进入窑头喷煤管的煤粉,由所述入窑头的煤粉喂料计量装置称重得到,进入分解炉喷煤管的煤粉,由所述入分解炉的煤粉喂料计量装置称重得到;
步骤(3)、按以下步骤对水泥生产过程不完全燃烧碳化物进行在线监测控制:
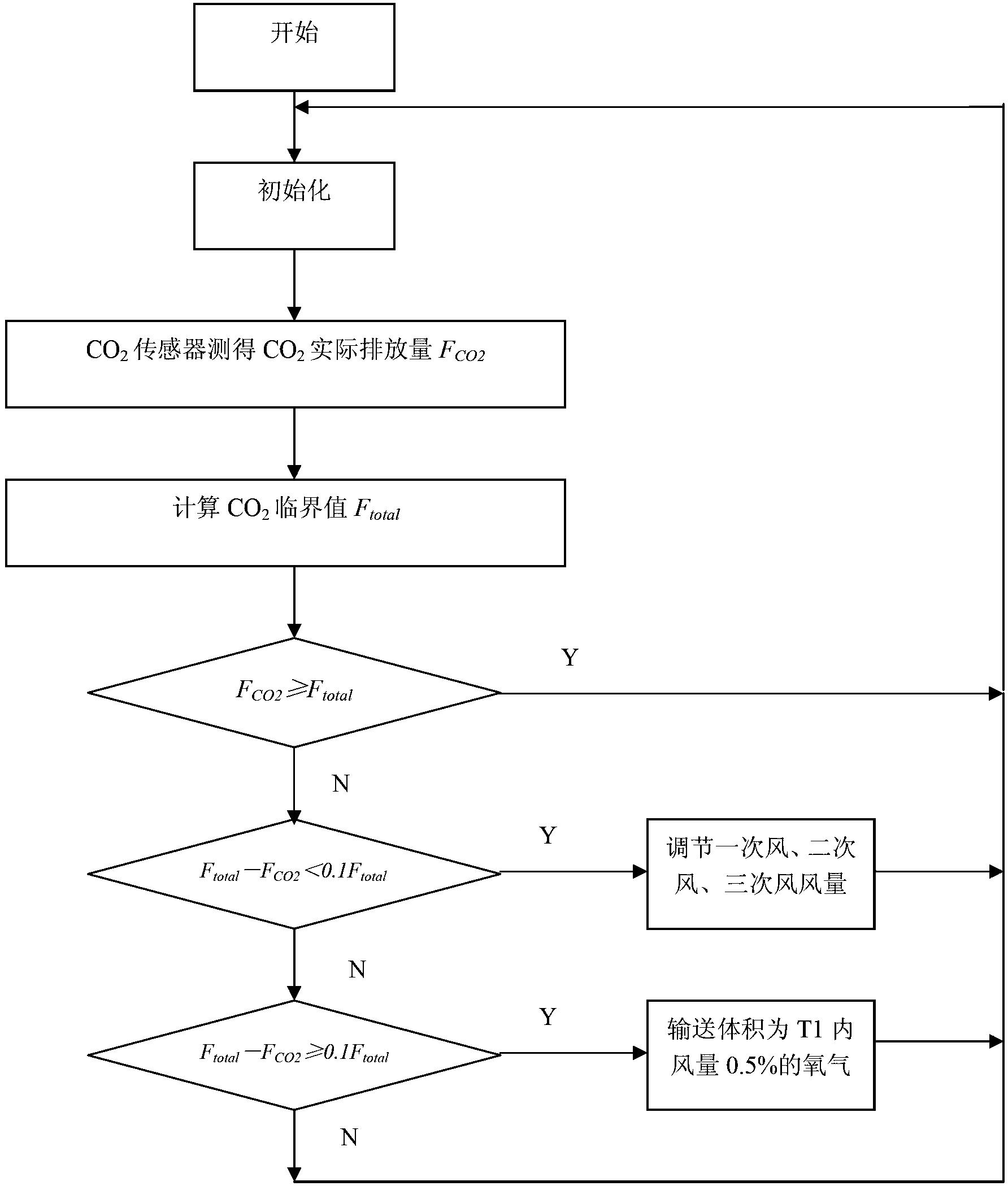
步骤(3.1)、在第一个周期T1内,若FCO2≥Ftotal,则判断为水泥生产过程完全燃烧,进入第二个周期T2,
步骤(3.2)、在第一个周期T1内,若Ftotal-FCO2<0.1Ftotal,则表示水泥生产过程产生了非甲烷挥发性有机化合物NMVOC、一氧化碳、甲烷以及金属碳化物,处于不完全燃烧状态,此时通过所述中控计算机同时增加下述风量,分别是:窑头喷煤管的一次风风量、分解炉喷煤管的一次风风量、通过回转窑二次风阀门的开启度来控制二次风风量,通过分解炉的三次风阀门的开启度来控制三次风风量,保持过剩空气系数为1.05,但过剩空气系数最高不得超过1.3,一直到使得Ftotal-FCO2≤0.01Ftotal为止,
步骤(3.3)、在第一个周期T1内,若Ftotal-FCO2≥0.1Ftotal,则表示水泥生产过程不完全燃烧情况比较严重,则执行以下步骤:
在所述分解炉出口处或离所述分解炉最近的旋风筒下料口处,用风速测量仪测量第一个周期T1内的风速,根据管道体积算得第一个周期T1内的风量,通过输氧管道向所述分解炉内输送氧气,输送的氧气量为第一个周期T1内风量的0.5%,用所述中控计算机通过步进电机控制输氧量,其中,所述输氧量=氧气阀门开启度数×输氧风速×送氧时间;操作时通过观察中控室内水泥窑系统的回转窑和分解炉内燃烧情况,人工控制是否中断输氧,若需要中断输氧,则中断后稳定一段时间再次输氧,一直到使得Ftotal-FCO2≤0.01Ftotal为止。
说明书
技术领域
本发明属于水泥生产领域,具体涉及一种水泥生产过程不完全燃烧碳化物在线监测控制方法。
背景技术
本发明公开了一种水泥生产过程不完全燃烧碳化物在线监测控制方法,属于水泥生产领域。水泥熟料的正常生产是在氧化气氛下进行的,燃料充分燃烧生成二氧化碳,燃料所蕴含的热量全部释放出来,若氧气不足时,煤粉不完全燃烧生成一氧化碳、非甲烷挥发性有机化合物NMVOC、甲烷以及其他金属碳化物,产生还原气氛。还原气氛对水泥生产过程中的熟料烧成阶段产生严重的影响,烧成中出现黄心料,熟料易磨性差,并会严重影响水泥的颜色。并且不完全燃烧产生的碳化物排放进大气中后会对人体健康造成严重损害。
正常情况下,如果窑内无结圈,喷煤系统正常,煤粉不完全燃烧生成的碳化物来自分解炉内。根据头、尾煤燃烧特点,在煤质变差时不完全燃烧更多是在分解炉内发生;预热器塌料造成一氧化碳等不完全燃烧生成的碳化物升高也是因为分解炉内生料瞬间涌入使炉内温度降低、煤粉不能充分混合燃烧而成。或是由于头煤引起的,如各种原因引起的喂煤量大幅波动,一二次风异常减小破坏燃烧制度带来不完全燃烧,会导致出预热器口的废气中不完全燃烧生成的碳化物升高。
水泥生产过程中不完全燃烧产生的碳化物主要包括一氧化碳、非甲烷挥发性有机化合物NMVOC、甲烷以及其他金属碳化物等。由于种类较多至少需要四套不同的气体检测仪才能测得各种不完全燃烧产生的碳化物,不仅成本较高而且检测仪较多现场不易安装;并且不完全燃烧生成的碳化物在废气中含量较少不易直接测得。
发明内容
本发明旨在针对不完全燃烧产生的碳化物不易直接测得、现有检测仪器监测成本高、有毒的碳化物排放不易实时控制等现有问题,提供一种水泥生产过程不完全燃烧碳化物在线监测控制方法。本发明提出了CO2临界值、CO2减排值的计算公式及控制不完全燃烧产生的碳化物的方法,还适用于利用电石渣替代部分原料的水泥生产线,具有环保、节约资源与能源、以及投资及运行成本低廉等优点。
本发明水泥生产过程不完全燃烧碳化物在线监测控制方法包括如下装置:二氧化碳传感器、生料的喂料称重计量装置、窑头煤粉喂料计量装置、入分解炉煤粉喂料计量装置、熟料称重计量装置、二次风阀门、窑头喷煤管、分解炉喷煤管、冷却机至煤磨管的阀门、冷却机风机、三次风阀门以及位于水泥厂中央控制室的控制整个系统的中控计算机。技术方案如下:根据实际的水泥生产过程,如果水泥生产过程中全部为完全燃烧,即不存在不完全燃烧的情况和由此产生的碳化物,那么,一段时间内的CO2排放总量即CO2临界值来源于两个部分,即生料煅烧成熟料过程中生料和煤中的碳酸盐物质分解产生的CO2排放量,以及煅烧成熟料过程中煤中碳的物质燃烧产生的CO2排放量。生料和煤中的碳酸盐物质分解产生的CO2排放量可由熟料成分分析得到的CaO和MgO的质量分数推算得到;煤中碳的物质燃烧产生的CO2排放量可由煤的碳元素含量计算得到。完全燃烧的情况下,考虑到水泥窑漏风等实际情况,在一段时间内预热器出口连接的废气管道处CO2实际排放量应该等于或略微小于在相同时段内CO2临界值。如果水泥生产过程中存在不完全燃烧,即生料和煤中的碳生成了非甲烷挥发性有机化合物(NMVOC)、一氧化碳、甲烷以及其他金属碳化物等不完全燃烧碳化物,那么在一段时间内废气管道处CO2实际排放量小于在相同时段内CO2临界值。这时需要采取相应措施控制不完全燃烧碳化物,以稳定水泥的正常生产。
一种水泥生产过程不完全燃烧碳化物在线监测控制方法,其特征在于,是在一个由水泥生产设备和中控计算机共同组成的水泥生产过程不完全燃烧碳化物在线监测控制系统,依次按以下步骤实现的:
步骤(1)、水泥生产设备初始化,在与预热器出口连接的废气管道处安装一个二氧化碳传感器,测量排出的废气中CO2实际排放量FCO2,在生料喂料口连接一个加入生料的喂料称重计量装置,测量生料的喂料量,在窑头喷煤管上连着一个入窑头的煤粉喂料称重计量装置,测量加入窑内燃烧的煤粉的质量,在分解炉喷煤管上连着一个入分解炉的煤粉喂料称重计量装置,测量加入分解炉内燃烧的煤粉的质量,在冷却机出口的链式输送机连接着一个熟料称重计量装置,即链式输送机秤测量熟料的质量,在窑头喷煤管路上安装一个窑头一次风阀门,控制进入的一次风风量。
步骤(2)、中控计算机初始化,设有:用于计算CO2临界值的程序,按照下式测量计算一个周期T内完全燃烧情况下应该排放的CO2总量Ftotal,以此作为CO2排放总量临界值,并存储:
Ftotal=Frw+Fcoal,其中:
步骤(2.1)、Frw为生料和煤粉中的碳酸盐物质分解后应该产生的CO2排放量,
ωCaO表示熟料中的CaO成分的质量分数,采用离线的方法对在周期T内生产的熟料按照“GB/T176-2008《水泥化学分析方法》”进行化学成分分析得到ωCaO的数据,
ωMgO表示熟料中的MgO成分的质量分数,采用与所述ωCaO相同的离线分析方法获得,
Mcl表示在一个周期T内生产的熟料的质量,由在冷却机出口的链式输送机连接着一个熟料称重计量装置,即链式输送机秤测量熟料的质量,
MCa(OH)2表示在一个周期T内所述的生料喂料口加入的压滤烘干后的电石渣的质量,以代替水泥生产过程中的部分钙质原料,由所述的生料的喂料称重计量装置测量得到,
而且, 的值即为CO2的减排量。
步骤(2.1)、Fcoal表示在一个周期T内生料煅烧成熟料过程中煤粉中含碳物质的燃烧产生的CO2的排放量,由煤粉的化学成分分析中碳元素的含量计算得到,
ωC表示煤粉中碳元素的含量,采用离线的方法,对在一个周期T内消耗的煤粉根据“GB/T476-2001《煤的元素分析方法》”进行化学成分分析得到,
Mcoal表示在一个周期T内进入所述的水泥生产设备的煤粉总质量,分成:进入窑头喷煤管的煤粉,由所述入窑头的煤粉喂料计量装置称重得到,进入分解炉喷煤管的煤粉,由所述入分解炉的煤粉喂料计量装置称重得到。
步骤(3)、按以下步骤对水泥生产过程不完全燃烧碳化物进行在线监测控制:
步骤(3.1)、在第一个周期T1内,若FCO2≥Ftotal,则判断为水泥生产过程完全燃烧,进入第二个周期T2。
步骤(3.2)、在第一个周期T1内,若Ftotal-FCO2<0.1Ftotal,则表示水泥生产过程产生了非甲烷挥发性有机化合物NMVOC、一氧化碳、甲烷以及其他金属碳化物等,处于不完全燃烧状态,此时通过所述中控计算机同时增加下述风量,分别是:窑头喷煤管的一次风风量、分解炉喷煤管的一次风风量、通过回转窑二次风阀门的开启度来控制二次风风量,通过分解炉的三次风阀门的开启度来控制三次风风量,保持过剩空气系数为1.05,但过剩空气系数最高不得超过1.3,一直到使得Ftotal-FCO2≤0.01Ftotal为止。
步骤(3.3)、在第一个周期T1内,若Ftotal-FCO2≥0.1Ftotal,则表示水泥生产过程不完全燃烧情况比较严重,则执行以下步骤:
在所述分解炉出口处或离所述分解炉最近的旋风筒下料口处,用风速测量仪测量第一个周期T1内的风速,根据管道体积算得第一个周期T1内的风量,通过输氧管道向所述分解炉内输送氧气,输送的氧气量为第一个周期T1内风量的0.5%,用所述中控计算机通过步进电机控制输氧量,其中,所述输氧量=氧气阀门开启度数×输氧风速×送氧时间;操作时通过观察中控室内水泥窑系统的回转窑和分解炉内燃烧情况,人工控制是否中断输氧,若需要中断输氧,则中断后稳定一段时间再次输氧,一直到使得Ftotal-FCO2≤0.01Ftotal为止。
本发明的效果是:
(1)本发明解决了需要安装多种不同的气体检测仪来测得一氧化碳、非甲烷挥发性有机化合物NMVOC、甲烷以及其他金属碳化物等不完全燃烧产生的碳化物的问题,解决了上述检测仪较多、成本较高而且现场不易安装等问题,投资及运行成本低廉。
(2)提出了CO2临界值、CO2减排值的计算公式,提出的在线监测控制方法还适用于利用电石渣替代部分原料的水泥熟料生产线,CO2临界值、CO2减排值的计算公式可以指导企业的碳减排行为,具有环保、节约资源与能源等优点。
(3)本发明提出的水泥生产过程不完全燃烧碳化物在线监测控制方法能够有效控制不完全燃烧产生的碳化物的排放,能够有效减少由于不完全燃烧在熟料烧成阶段产生严重的影响,应用后,熟料出现黄心料的机率大大降低,熟料易磨性加强,水泥的颜色均正常,提高了熟料和水泥的质量,稳定了水泥回转窑和分解炉系统的运行。
附图说明
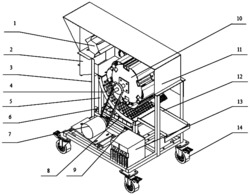
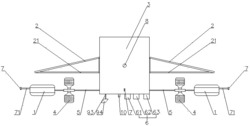
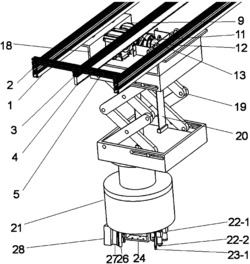
图1为本发明的水泥生产过程不完全燃烧碳化物在线监测控制方法系统示意图;
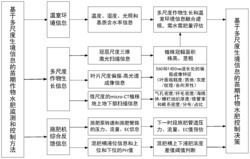
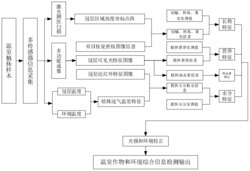
图2为主程序流程图。
图中:1与预热器出口连接的废气管道,在此安装二氧化碳传感器;2生料的喂料口,也是经过压滤烘干处理后电石渣即Ca(OH)2的喂料口,在此安装生料的喂料称重计量装置;3分解炉出口,在此安装输氧管道;4二次风阀门,以此控制进入回转窑的二次风风量;5窑头喷煤管,可以控制一次风风量,与煤磨的入窑头煤粉喂料计量装置相连;6从冷却机引出的二次风管道,与回转窑的窑头相连接;7冷却机的出口,在此取得熟料;8在冷却机出口的链式输送机处连接着一个熟料称重计量装置,即链式输送机秤,测量熟料的质量;9冷却机的风机,可以控制二次风、三次风风量;10分解炉喷煤管,与煤磨的入分解炉煤粉喂料计量装置相连。C1、C2、C3、C4、C5分别为一级旋风筒、二级旋风筒、三级旋风筒、四级旋风筒、五级旋风筒。NSF指NSF型分解炉,也可以其他分解炉代替。
具体实施方式
下面根据说明书附图的图1和图2,以及实施例对该发明进一步做出说明。
如图1的(1)和图2所示,在与预热器出口连接的废气管道处安装二氧化碳传感器,并且传感器与位于中控室的控制整个系统的计算机相连。设相隔时间段为T。根据实施例,该熟料生产线的设计规模为3000吨/天,实际生产规模为3600吨/天,则根据水泥厂实际情况,T取值为1小时。在1小时内二氧化碳传感器测得的CO2实际排放量,设为FCO2,FCO2的数值由二氧化碳传感器自动输入计算机,可以认为输入数值的过程无延时。
在1小时内生料煅烧形成熟料过程中,由水泥厂配备的化学成分分析室根据“GB/T176-2008《水泥化学分析方法》”对在1小时内生产的熟料进行化学成分分析,得到ωCaO和ωMgO的取值。ωCaO为64.52%,ωMgO为2.58%,熟料取自冷却机出口,如图1的(7)所示。在1小时内生产的熟料的质量由熟料称重计量装置进行测量,如图1的(7)、(8)所示。熟料的质量Mcl的值为150吨。在1小时内在喂料口加入的压滤烘干后的电石渣的质量由生料的喂料称重计量装置进行测量,如图1的(2)所示。MCa(OH)2的值为50吨。Frw计算如下: 则在1小时内生料和煤中的碳酸盐物质分解产生的CO2排放量Frw,计算得到为50.52吨。并且因为电石渣Ca(OH)2替代了钙质原料中的石灰石CaCO3,1小时内CO2的减排量为29.73吨。
经由水泥厂配备的化学成分分析室根据“GB/T476-2001《煤的元素分析方法》”对在1小时内取自煤磨的煤粉进行化学成分分析,如图1的(5)、(10)所示,得到ωC的值为51.79%;在1小时内煤粉的总质量,分别由入窑头煤粉喂料计量装置和与入分解炉煤粉喂料计量装置进行测量并相加得到,Mcoal的值为20.4吨。在1小时内煤中碳的物质燃烧产生的CO2排放量Fcoal计算如下:
在1小时内临界值Ftotal计算如下:
Ftotal=Frw+Fcoal=50.25+10.06=60.31(吨CO2)
完全燃烧情况下,在1小时内的CO2排放总量即CO2临界值Ftotal为60.31吨。
如果在1小时内二氧化碳传感器测得的CO2实际排放量FCO2为61吨,CO2临界值Ftotal为60.31吨,考虑到水泥窑漏风等实际情况,这时FCO2≥Ftotal,可认为水泥生产过程进行了完全燃烧,则判断为水泥生产过程完全燃烧,进入第二个周期T2,如图2所示。
在第一个周期T1内,若在1小时内二氧化碳传感器测得的CO2实际排放量FCO2为59吨,CO2临界值Ftotal为60.31吨,这时Ftotal-FCO2<0.1Ftotal,则表示水泥生产过程产生了非甲烷挥发性有机化合物NMVOC、一氧化碳、甲烷以及其他金属碳化物等,处于不完全燃烧状态,此时通过所述中控计算机同时增加下述风量,分别是:窑头喷煤管的一次风风量、分解炉喷煤管的一次风风量、通过回转窑二次风阀门的开启度来控制二次风风量,通过分解炉的三次风阀门的开启度来控制三次风风量,保持过剩空气系数为1.05,但过剩空气系数最高不得超过1.3,一直到使得Ftotal-FCO2≤0.01Ftotal为止。
如果在第一个周期T1内,1小时内二氧化碳传感器测得的CO2实际排放量FCO2为54吨,由于生料和煤的成分没有波动,CO2临界值Ftotal仍为60.31吨,有Ftotal-FCO2>0.1Ftotal,则表示水泥生产过程不完全燃烧情况比较严重,执行以下步骤。
在所述分解炉出口处或离所述分解炉最近的旋风筒下料口处,用风速测量仪测量第一个周期T1内的风速,根据管道体积算得第一个周期T1内的风量,通过输氧管道向所述分解炉内输送氧气,输送的氧气量为第一个周期T1内风量的0.5%。实际测得1小时内的风量为61.3m3,那么输送的氧气量为61.3m3风量的0.5%,即0.3065m3的氧气量。用所述中控计算机通过步进电机控制输氧量,其中,所述输氧量=氧气阀门开启度数×输氧风速×送氧时间。操作时通过观察中控室内水泥窑系统的回转窑和分解炉内燃烧情况的动态画面,如果火焰短而散或是太过细长,需及时中断输氧,稳定一段时间后再次输氧,一直到使得Ftotal-FCO2≤0.01Ftotal为止。
一种水泥生产过程不完全燃烧碳化物在线监测控制方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。













动态评分
0.0