

IPC分类号 : B21B1/38,B21B47/00,B21B45/06,B21B3/00,B21B37/16,B21B37/46









专利摘要
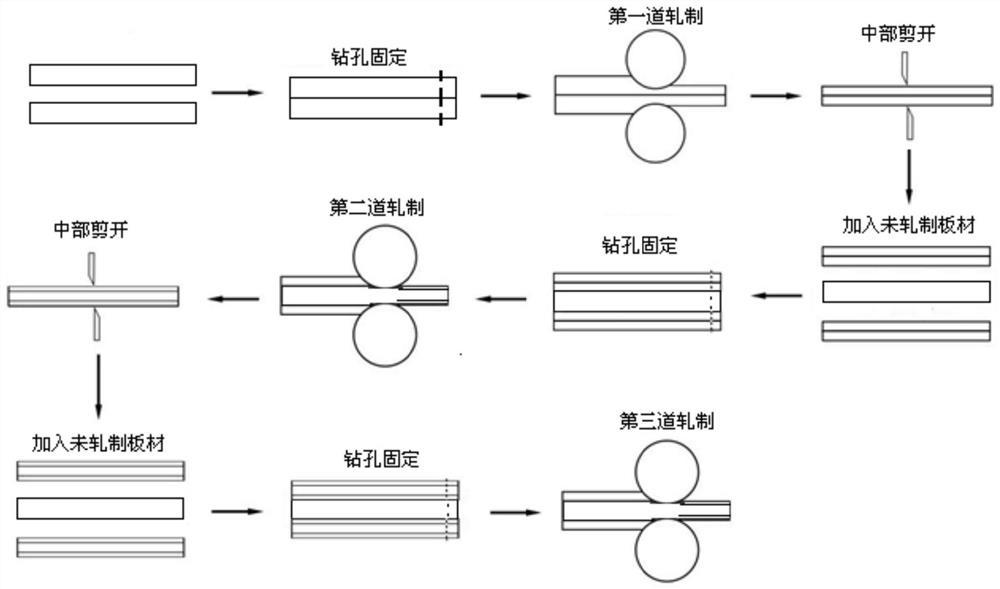
一种包覆复合金属差厚板脉冲电流轧制工艺,将带材A和带材B经过表面处理的表面按照A/B/A进行堆叠,其中经过表面处理的面相对,得到A/B/A复合带材;在轧制入口,对A/B/A复合带材施加脉冲电流,使材料表面局部区域发生放电,使表层金属出现熔化;对脉冲电流处理的A/B/A复合带材进行轧制,实现材料界面焊合,将A/B/A复合带材轧制0.8‑2mm,然后进行变厚度轧制,最终生产出A/B/A包覆复合金属差厚板。本发明利用脉冲电流实现复合带材界面焊合质量提高以及复合带材机械性能综合提高。与此同时,利用变厚度轧制,制备出直接可以用于汽车零部件制造的包覆复合金属差厚板。
权利要求
1.一种包覆复合金属差厚板脉冲电流轧制工艺,其特征在于,包括如下步骤:
第一步:以带材A和带材B为原料,加工成完全相同的长度与宽度,其中带材A和带材B材料不相同,轧制前厚度范围均为2-5mm;
第二步:对带材A和带材B采用钢丝刷进行表面处理,清除表面氧化物。
第三步:将带材A和带材B经过表面处理的表面按照A/B/A进行堆叠,其中经过表面处理的面相对,得到A/B/A复合带材;
第四步:在轧制入口,对A/B/A复合带材施加脉冲电流,使材料表面局部区域发生放电,使表层金属出现熔化;
第五步:对脉冲电流处理的A/B/A复合带材进行轧制,实现材料界面焊合,道次压下率控制在15%-30%;
第六步:重复第四步、第五步,将A/B/A复合带材轧制0.8-2mm;
第七步:对第六步获得的A/B/A复合带材进行剪切加工;
第八步:对第七步获得的A/B/A复合带材进行变厚度轧制,最终生产出A/B/A包覆复合金属差厚板。
2.根据权利要求1所述包覆复合金属差厚板脉冲电流轧制工艺,其特征在于,所述带材A为铝及其合金中的一种,B为钛、镁等难变形金属及其合金中的一种。
3.根据权利要求1所述包覆复合金属差厚板脉冲电流轧制工艺,其特征在于,所述带材A和带材B的初始厚度不同。
4.根据权利要求1所述包覆复合金属差厚板脉冲电流轧制工艺,其特征在于,所述脉冲电流参数根据A/B复合带材的厚度和材质进行调节,厚度越厚,电流越大,厚度越薄,电流越小。
5.根据权利要求4所述包覆复合金属差厚板脉冲电流轧制工艺,其特征在于,所述脉冲电流功率调节范围为10-150KVA。
6.根据权利要求1所述包覆复合金属差厚板脉冲电流轧制工艺,其特征在于,所述变厚度轧制过程中,采用液压装置对轧件厚度进行准确调节,同时,根据变厚度产品要求,对变厚度过度区域的轧制速度、往下运动速度进行控制。
说明书
技术领域
本发明属于金属材料轧制技术领域,特别涉及一种包覆复合金属差厚板脉冲电流轧制工艺。
背景技术
通过轧制技术直接制备变厚板,减少焊接工序,且轧件中没有焊缝,是短流程、节能的重要技术,并且对提高产品质量具有重要意义,已经得到国内外学术界以及工程界的广泛关注。然而,目前的变厚度带材仍旧局限于单一材料的钢铁产品。
变厚板的主要用途之一就是汽车领域,而采用先进的轻合金带材或者轻合金复合带材替代传统的钢铁材料是汽车轻量化发展的重要方向之一。相对于钢铁材料,铝合金密度较小;相对于铝合金,镁合金密度更小。然而,镁合金易氧化、难加工等问题,制约了镁合金在汽车领域的应用。采用铝合金对镁合金表面进行包覆,生成铝/镁/铝复合带材有利于结合两者优势,实现轻量化发展。然而,目前还没有开发出包覆复合金属差厚板。
发明内容
为了克服上述现有技术的缺点,本发明的目的在于提供一种包覆复合金属差厚板脉冲电流轧制工艺,该工艺生产的包覆复合金属差厚板有替代变截面钢材以及传统拼焊板的前景。
为了实现上述目的,本发明采用的技术方案是:
一种包覆复合金属差厚板脉冲电流轧制工艺,包括如下步骤:
第一步:以带材A和带材B为原料,加工成完全相同的长度与宽度,其中带材A和带材B材料不相同,轧制前厚度范围均为2-5mm;
第二步:对带材A和带材B采用钢丝刷进行表面处理,清除表面氧化物。
第三步:将带材A和带材B经过表面处理的表面按照A/B/A进行堆叠,其中经过表面处理的面相对,得到A/B/A复合带材;
第四步:在轧制入口,对A/B/A复合带材施加脉冲电流,使材料表面局部区域发生放电,使表层金属出现熔化;
第五步:对脉冲电流处理的A/B/A复合带材进行轧制,实现材料界面焊合,道次压下率控制在15%-30%;
第六步:重复第四步、第五步,将A/B/A复合带材轧制0.8-2mm;
第七步:对第六步获得的A/B/A复合带材进行剪切加工;
第八步:对第七步获得的A/B/A复合带材进行变厚度轧制,最终生产出A/B/A包覆复合金属差厚板。
所述带材A为铝及其合金中的一种,B为钛、镁等难变形金属及其合金中的一种。
所述带材A和带材B的初始厚度不同。
所述脉冲电流参数根据A/B复合带材的厚度和材质进行调节,厚度越厚,电流越大,厚度越薄,电流越小。
所述脉冲电流功率调节范围为10-150KVA。
所述变厚度轧制过程中,采用液压装置对轧件厚度进行准确调节,同时,根据变厚度产品要求,对变厚度过度区域的轧制速度、往下运动速度进行控制。
与现有技术相比,本发明利用脉冲电流实现复合带材界面焊合质量提高以及复合带材机械性能综合提高。与此同时,利用变厚度轧制,制备出直接可以用于汽车零部件制造的包覆复合金属差厚板。
本发明的主要原理为在脉冲电流处理过程中,当复合材料界面存在较小的缝隙时,界面处会发生放电行为,实现金属温度迅速增加并且界面局部区域出现金属熔化,在随后的轧制大塑性变形过程中,利用金属塑性变形流动原理实现界面的快速焊合。与此同时,在轧制前采用脉冲电流处理金属材料能够大幅度提高该金属材料的力学性能,因而,采用脉冲电流处理复合金属材料,同样能够大幅提升其机械性能。
本发明目前适合于制备铝/镁/铝、铝/钛/铝等复合金属差厚板。所得包覆复合金属差厚板在汽车轻量化等领域具有广阔前景。
附图说明
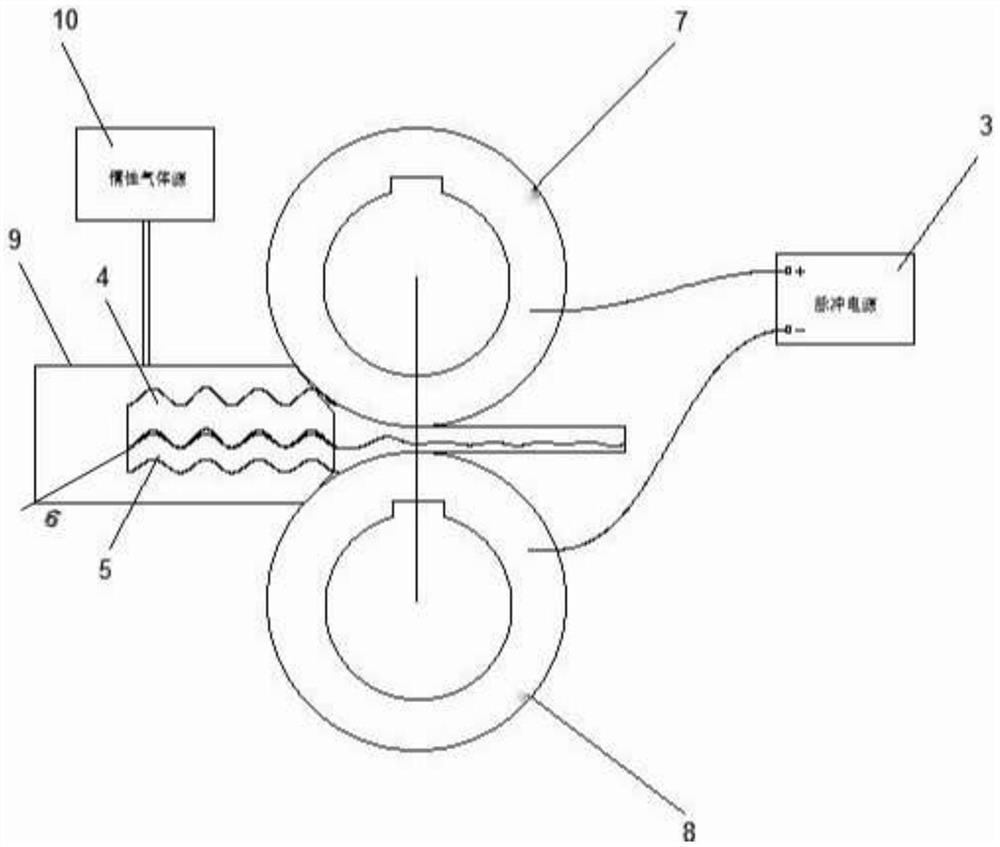
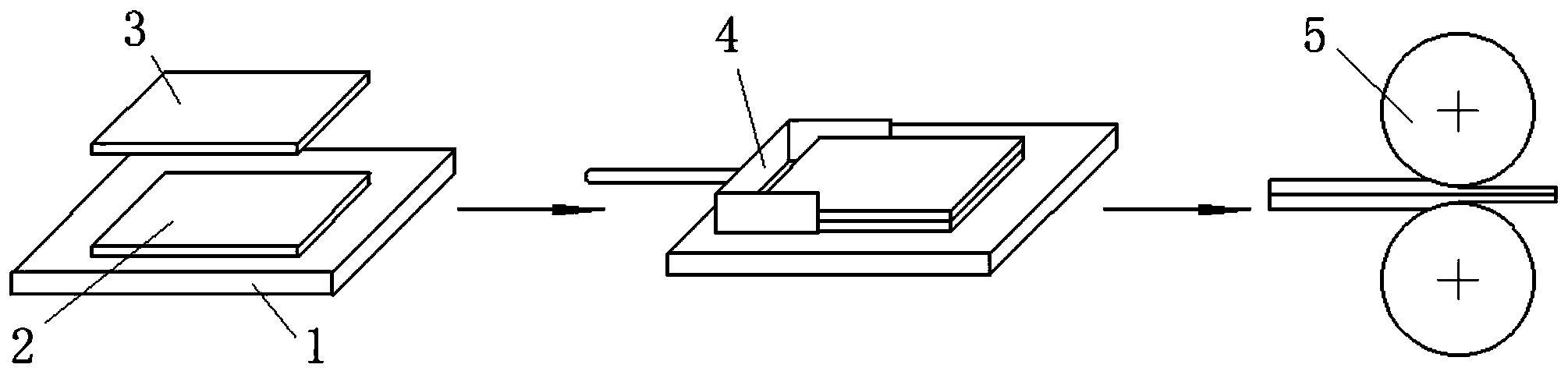
图1是本发明包覆复合金属差厚板脉冲电流轧制制备流程图。
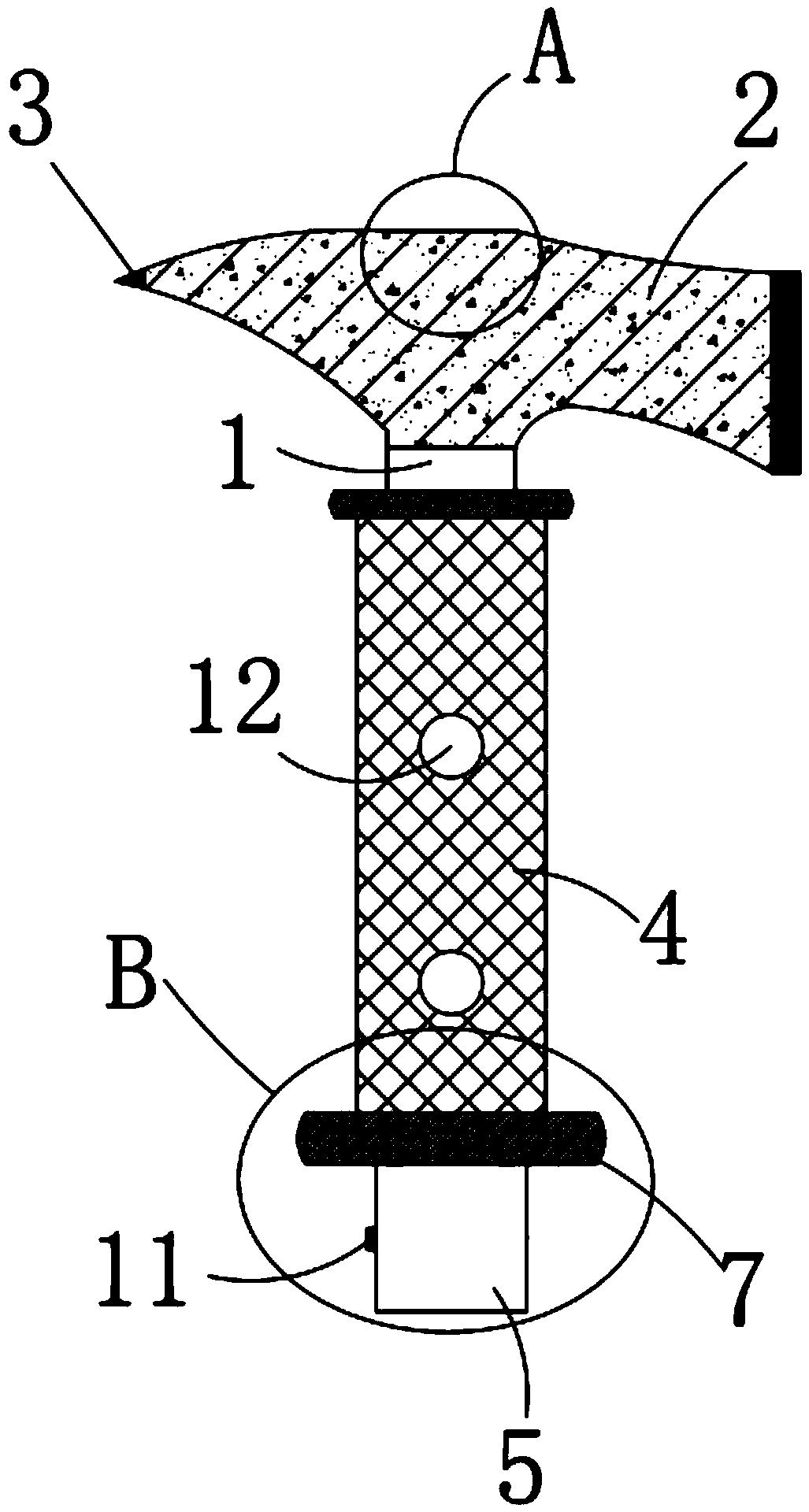
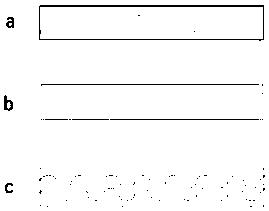
图2是本发明实施例1所得铝/镁/铝包覆复合金属差厚板示意图。
图3是本发明实施例2所得铝/钛/铝包覆复合金属差厚板示意图。
具体实施方式
下面结合附图和实施例详细说明本发明的实施方式。
实施例1:铝/镁/铝包覆复合金属差厚板制备,参考图1。
第一步:以带材A1和带材B2为原料,其中带材A1为铝带材,带材B2为镁带材。轧制前带材A1和带材B2的厚度分别为3.2mm。将带材A1和带材B2加工成宽度和长度完全相同的尺寸。
第二步:对带材A1和带材B2采用钢丝刷进行表面处理,清除表面氧化物。
第三步:将带材A1和带材B2经过表面处理的表面按照A/B/A进行堆叠,其中经过表面处理的面相对,得到A/B/A复合带材3。
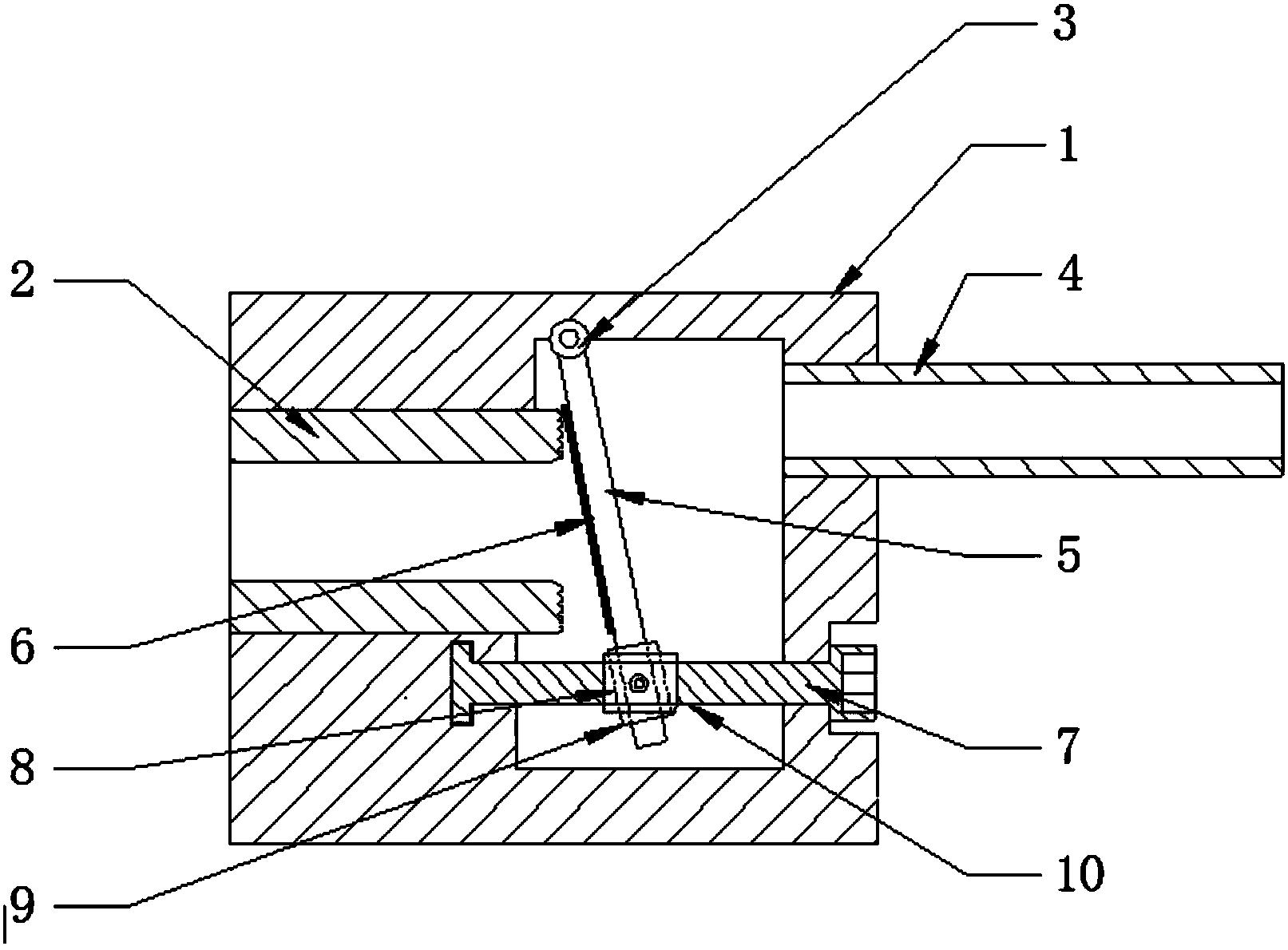
第四步:在轧制入口,利用脉冲电流装置4对A/B/A复合带材3施加脉冲电流,脉冲电流功率大小设置为140KVA,使材料表面局部区域发生放电,使表层金属出现熔化。
第五步:利用轧机上工作辊5和轧机下工作辊6,对脉冲电流处理的A/B/A复合带材3进行轧制,实现材料界面焊合,道次压下率控制在15%~30%。
第六步:重复第四步、第五步,直到复合带材厚度为2mm,得到脉冲电流异步轧制制备的A/B/A复合板7。
随着轧件厚度降低,脉冲电流功率降低,当复合带材厚度低于3mm时,脉冲电流功率设置为80KVA。
第七步:对脉冲电流异步轧制制备的A/B/A复合板7进行剪切,根据需求,成为适当的长度与宽度。
第八步:利用轧机上工作辊9和轧机下工作辊10,对切割后的A/B复合板8进行变厚度异步轧制,直到带材一侧厚度为1.6mm,一侧厚度为0.8mm,如图2所示,即为终产品铝/镁/铝包覆复合金属差厚板11。轧制结束后,铝/镁界面实现冶金结合,同时,材料的综合力学性能实现大幅提升。
实施例2:铝/钛/铝包覆复合金属差厚板制备,参考图1。
第一步:以带材A1和带材B2为原料,其中带材A1为铝带材,带材B2为镁带材。轧制前带材A1和带材B2的厚度分别为2mm和4mm。将带材A1和带材B2加工成宽度和长度完全相同的尺寸。
第二步:对带材A1和带材B2采用钢丝刷进行表面处理,清除表面氧化物。
第三步:将带材A1和带材B2经过表面处理的表面按照A/B/A进行堆叠,其中经过表面处理的面相对,得到A/B/A复合带材3。
第四步:在轧制入口,利用脉冲电流装置4对A/B/A复合带材3施加脉冲电流,脉冲电流功率大小设置为150KVA,使材料表面局部区域发生放电,使表层金属出现熔化。
第五步:利用轧机上工作辊5和轧机下工作辊6,对脉冲电流处理的A/B/A复合带材3进行轧制,实现材料界面焊合,道次压下率控制在20%。
第六步:重复第四步、第五步,直到复合带材厚度为1.6mm,得到脉冲电流异步轧制制备的A/B/A复合板7。
随着复合带材厚度降低,脉冲电流功率逐渐减低,当复合大小厚度低于2.4mm时,脉冲电流功率设置为50KVA。
第七步:对脉冲电流异步轧制制备的A/B/A复合板7进行剪切,根据需求,成为适当的长度与宽度。
第八步:利用轧机上工作辊9和轧机下工作辊10,对切割后的A/B复合板8进行变厚度异步轧制,直到带材一侧厚度为1.2mm,一侧厚度为0.7mm,如图3所示,即为终产品铝/钛/铝包覆复合金属差厚板11。轧制结束后,铝/钛界面实现冶金结合,同时,材料的综合力学性能实现大幅提升。
一种包覆复合金属差厚板脉冲电流轧制工艺专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。












动态评分
0.0