






专利摘要
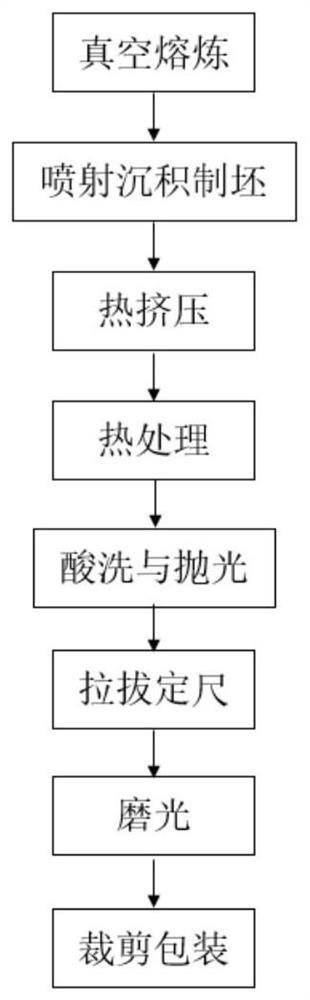
本发明属于材料成形技术领域,具体涉及一种钛合金薄壁型材挤压拉拔复合近净成形的方法,包括下列步骤:S1、将钛合金坯料置氢;S2、将置氢钛合金坯料挤压成形;S3、将挤压型材精密拉拔整形成锻造型材;S4、将锻造型材做退火和除氢处理。本发明通过热氢处理工艺降低钛合金成形温度,提高钛合金塑性,采用挤压成形完成大变形,拉拔整形完成厚度减薄和表面精整。本发明可以实现钛合金薄壁型材的近净成形,解决现有技术材料利用率低,生产成本高的难题。本发明用于钛合金薄壁型材的挤压拉拔复合近净成形。
权利要求
1.一种钛合金薄壁型材挤压拉拔复合近净成形的方法,其特征在于:包括下列步骤:
S1、将钛合金坯料置氢;
S2、将置氢钛合金坯料挤压成形,对置氢钛合金坯料(101)进行涂玻璃润滑剂处理,将置氢钛合金坯料(101)加热至挤压成形温度,所述挤压成形温度为钛合金相转变温度以上50~150℃,在挤压机上对置氢钛合金坯料(101)完成挤压成形,获得挤压型材(102),挤压速度为50~300mm/s,挤压比为8~40;
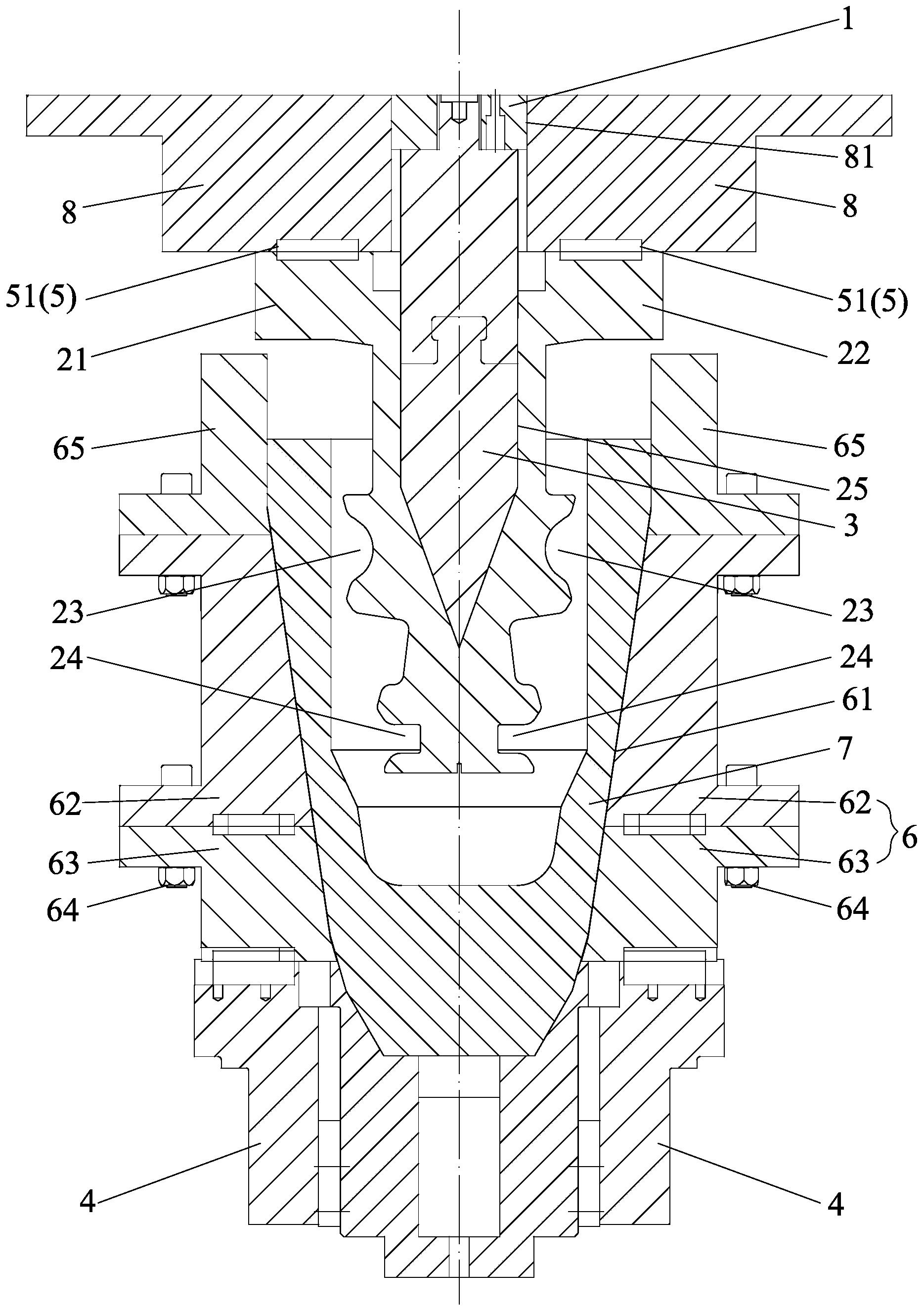
S3、将挤压型材精密拉拔整形成拉拔型材,将挤压型材(102)装入精密拉拔整形装置,对挤压型材(102)的整形段进行局部加热,加热温度为钛合金相转变温度以下10℃~50℃,挤压型材(102)在拉拔力作用下沿轴线运动,通过拉拔模具进行精密整形,单次变形量为5~20%,拉拔速度为200~1500mm/min,获得厚度和表面质量复合要求的拉拔型材(103),总的变形量控制在20~70%,将拉拔型材(103)进行喷砂、酸洗处理,去除表面玻璃润滑剂;
S4、将拉拔型材做退火和除氢处理。
2.根据权利要求1所述的钛合金薄壁型材挤压拉拔复合近净成形的方法,其特征在于:所述S1中钛合金坯料置氢的方法为将钛合金坯料(100)置于置氢炉内,抽真空到10
3.根据权利要求1所述的钛合金薄壁型材挤压拉拔复合近净成形的方法,其特征在于:所述S4中退火和除氢处理的方法为将拉拔型材(103)表面清洁后,置入真空除氢炉中,抽真空到10
说明书
技术领域
本发明属于材料成形技术领域,具体涉及一种钛合金薄壁型材挤压拉拔复合近净成形的方法。
背景技术
钛合金薄壁型材在航空航天领域具有非常广阔的应用前景,但是加工制造成本高严重制约其广泛应用,近净成形是降低制造成本的重要方式。挤压加工的优点在于,挤压温度可以在Tp(钛合金相转变温度)以上,这时钛合金塑性好;坯料在三向压应力下完成变形成形条件好,成形效率高,可以完成大部分变形量;但是由于型材壁厚无法达到要求,且表面粗糙度差;挤压成形必须采用玻璃润滑剂进行防氧化和变形润滑,润滑剂也影响表面质量;因此,仅仅通过挤压不能完成近净成形。现有技术主要是对钛合金挤压型材进行机加工获得钛合金薄壁型材,没有实现钛合金的低成本近净成形,材料利用率低,生产成本高。
发明内容
针对上述技术问题,提供了一种钛合金薄壁型材挤压拉拔复合近净成形的方法,解决了现有技术材料利用率低、生产成本高的问题。
为了解决上述技术问题,本发明采用的技术方案为:
一种钛合金薄壁型材挤压拉拔复合近净成形的方法,包括下列步骤:
S1、将钛合金坯料置氢;
S2、将置氢钛合金坯料挤压成形;
S3、将挤压型材精密拉拔整形成拉拔型材;
S4、将拉拔型材做退火和除氢处理。
所述S1中钛合金坯料置氢的方法为将钛合金坯料置于置氢炉内,抽真空到10
所述S2中置氢钛合金坯料挤压成形的方法为对置氢钛合金坯料进行涂玻璃润滑剂处理,将置氢钛合金坯料加热至挤压成形温度,所述挤压成形温度为钛合金相转变温度以上50~150℃,在挤压机上对置氢钛合金坯料完成挤压成形,获得挤压型材,挤压速度为50~300mm/s,挤压比为8~40。
所述S3中精密拉拔整形的方法为将挤压型材装入精密拉拔整形装置,对挤压型材整形段进行局部加热,加热温度为钛合金相转变温度以下10℃~50℃,挤压型材在拉拔力作用下沿轴线运动,通过拉拔模具进行精密整形,单次变形量为5~20%,拉拔速度为200~1500mm/min,获得厚度和表面质量复合要求的拉拔型材,总的变形量控制在20~70%,将拉拔型材进行喷砂、酸洗处理,去除表面玻璃润滑剂。
所述S4中退火和除氢处理的方法为将拉拔型材表面清洁后,置入真空除氢炉中,抽真空到10
本发明与现有技术相比,具有的有益效果是:
本发明通过热氢处理工艺降低钛合金成形温度,提高钛合金塑性,采用挤压成形完成大变形,拉拔整形完成厚度减薄和表面精整。本发明可以实现钛合金薄壁型材的近净成形,解决现有技术材料利用率低,生产成本高的难题。
附图说明
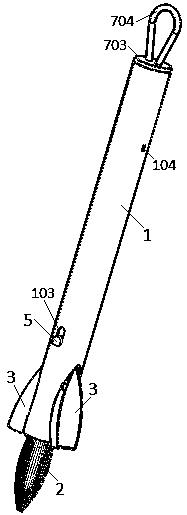
图1为本发明近净成形流程示意图;
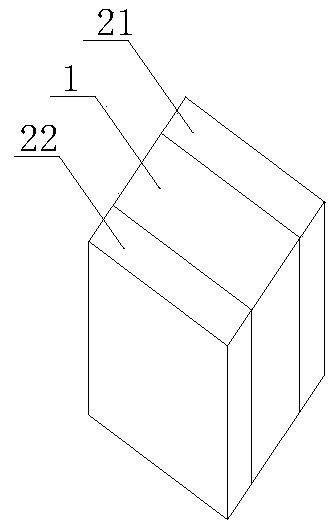
图2是本发明坯料置氢工艺示意图;
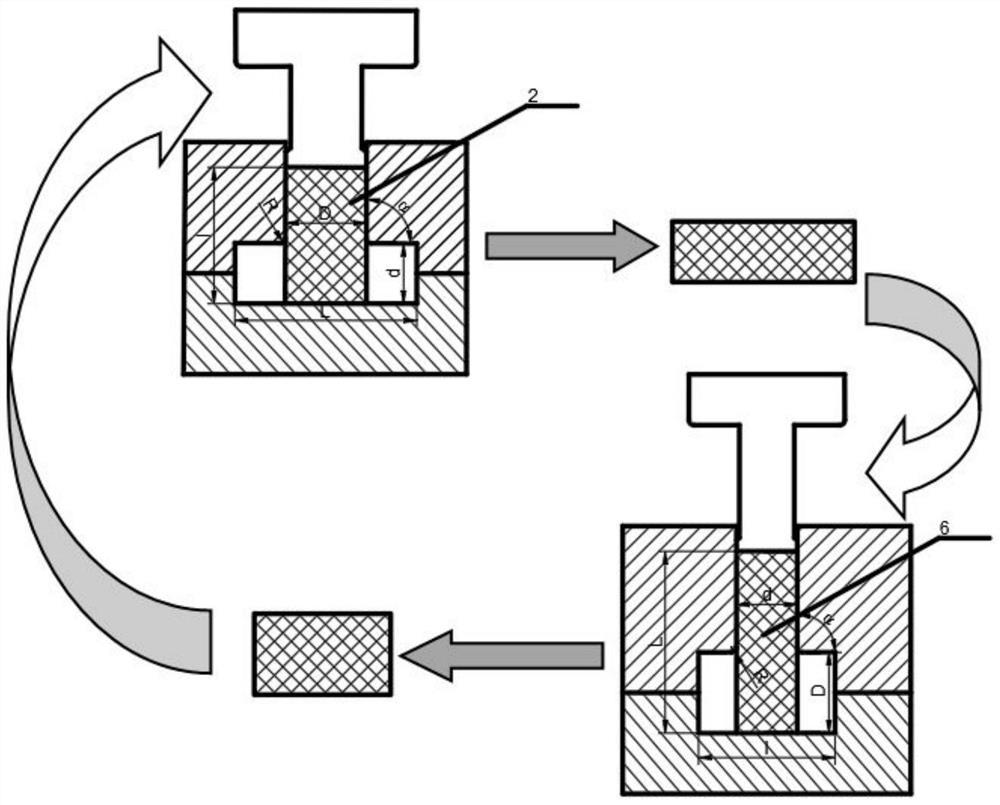
图3是本发明挤压成形示意图;
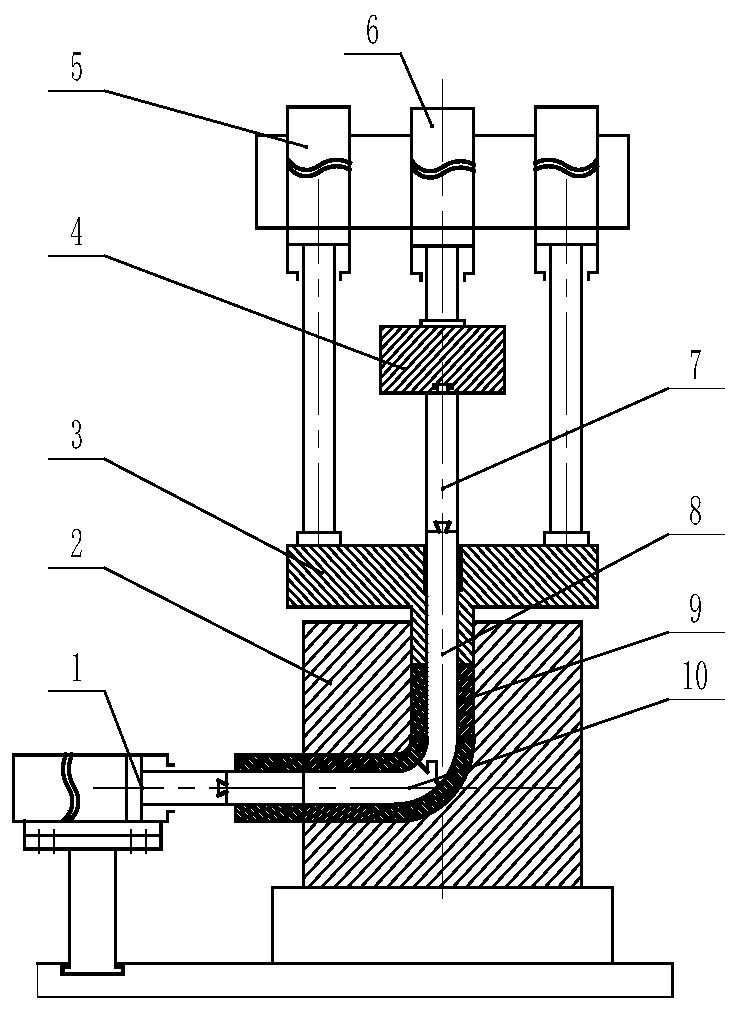
图4是本发明拉拔成形示意图;
图5是本发明除氢工艺示意图;
其中:100为钛合金坯料,101为置氢钛合金坯料,102为挤压型材,103为拉拔型材,104为近净成形型材,2-1为置氢炉炉体,2-2为抽真空系统,2-3为高纯充氢系统,2-4为温控系统,3-1为玻璃润滑剂喷涂装置,3-2为挤压加热炉,3-3为挤压筒,3-4为挤压杆,3-5为挤压模具,4-1为拉拔模具。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
S1、坯料置氢:将钛合金坯料100置于置氢炉内,抽真空到10
S2、置氢钛合金坯料挤压成形:
2.1、通过玻璃润滑剂喷涂装置3-1对置氢钛合金坯料101进行涂玻璃润滑剂处理;
2.2、将置氢钛合金坯料101加热至挤压温度,挤压成形温度为钛合金相转变温度以上50~150℃;
2.3、在挤压机上对置氢钛合金坯料101完成挤压成形,将置氢钛合金坯料101装入挤压筒3-3,在挤压杆3-4作用下通过挤压模具3-5,获得挤压型材102,挤压速度为50~300mm/s,挤压比为8~40。
S3、精密拉拔整形:
3.1、将挤压型材102装入精密拉拔整形装置;
3.2、对挤压型材102整形段进行局部加热,加热温度为钛合金相转变温度以下10℃~50℃;
3.3、挤压型材102在拉拔力作用下沿轴线运动,通过拉拔模具进行精密整形单次变形量为5~20%,拉拔速度为200~1500mm/min;
3.4、重复3.2和3.3,获得厚度和表面质量复合要求的拉拔型材103,总的变形量控制在20~70%;
3.5、将拉拔型材103进行喷砂、酸洗处理,去除表面玻璃润滑剂。
S4、退火和除氢处理:将拉拔型材103表面清洁后,置入真空除氢炉中,抽真空到10
上面仅对本发明的较佳实施例作了详细说明,但是本发明并不限于上述实施例,在本领域普通技术人员所具备的知识范围内,还可以在不脱离本发明宗旨的前提下做出各种变化,各种变化均应包含在本发明的保护范围之内。
一种钛合金薄壁型材挤压拉拔复合近净成形的方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。















动态评分
0.0