






专利摘要
本发明涉及一种轴对称拉杆接头零件的冷挤压成形方法,包括以下步骤;(1)制备拉杆接头毛坯;(2)对毛坯进行退火使其软化;(3)将退火后的毛坯进行抛丸处理以消除毛刺和氧化皮;(4)对抛丸处理后的毛坯进行磷化皂化;(5)将毛坯放入制坯模具中制坯得到坯料;(6)对坯料进行压形;(7)对坯料进行磷化皂化;(8)将坯料放置在成形模具中冷挤压成型;(9)对成形后的零件进行机加工,制备成轴对称拉杆接头零件。与现有技术相比,采用本发明所述的挤压生产方法进行拉杆接头零件的生产,可以使生产工艺更加完善,材料利用率高,零件力学性能好,而且生产成本低,所需设备吨位低,符合现代“绿色制造”要求,具有巨大的社会效益。
权利要求
1.一种轴对称拉杆接头零件的冷挤压成形方法,其特征在于,该方法包括以下步骤:
(1)制备拉杆接头毛坯;
(2)对毛坯进行退火使其软化;
(3)将退火后的毛坯进行抛丸处理以消除毛刺和氧化皮;
(4)对抛丸处理后的毛坯进行磷化皂化;
(5)将步骤(4)处理后的毛坯放入制坯模具中制坯得到坯料;
(6)对坯料进行压形;
(7)对坯料进行磷化皂化;
(8)将坯料放置在成形模具中冷挤压成型;
(9)对成形后的零件进行机加工,制备成轴对称拉杆接头零件。
2.根据权利要求1所述的一种轴对称拉杆接头零件的冷挤压成形方法,其特征在于,步骤(1)中制备拉杆接头毛坯前计算确定毛坯的尺寸,用锯切的方法对圆钢进行下料,得到拉杆接头毛坯。
3.根据权利要求1所述的一种轴对称拉杆接头零件的冷挤压成形方法,其特征在于,步骤(2)中对毛坯进行退火的工艺条件为:在氮气气氛保护下,在860-900℃下保温7-8小时,随后随炉冷却至450℃以下出炉。
4.根据权利要求1所述的一种轴对称拉杆接头零件的冷挤压成形方法,其特征在于,步骤(3)中对退火后的毛坯进行抛丸处理的工艺条件为:用直径为0.6-1.0mm的丸粒处理10-25分钟,使毛坯表面无氧化皮、锈迹表面色泽光亮均匀。
5.根据权利要求1所述的一种轴对称拉杆接头零件的冷挤压成形方法,其特征在于,步骤(4)中对抛丸处理后的毛坯进行磷化皂化的工艺条件依次包括以下步骤:脱脂5-10分钟、冷水洗0.5-1分钟、热水洗0.5-1分钟、酸洗5-10分钟、冷水洗0.5-1分钟、热水洗0.5-1分钟、磷化10-15分钟、冷水洗0.5-1分钟、热水洗0.5-1分钟、皂化3-5分钟、脱水烘干2-10分钟。
6.根据权利要求1所述的一种轴对称拉杆接头零件的冷挤压成形方法,其特征在于,步骤(6)中对坯料进行压形的工艺条件为:在冷挤压机上安装压形模进行挤压,施加压力为4-6Kg/cm2,速度为30-50spm。
7.根据权利要求1所述的一种轴对称拉杆接头零件的冷挤压成形方法,其特征在于,步骤(7)中对坯料进行磷化皂化的工艺条件同步骤(4)。
8.根据权利要求1所述的一种轴对称拉杆接头零件的冷挤压成形方法,其特征在于,步骤(8)中冷挤压成型的工艺条件为:在冷挤压机上安装成形模进行挤压,施加压力为4-6Kg/cm2,速度为30-50spm。
说明书
技术领域
本发明涉及金属材料塑性加工技术领域,尤其是涉及一种汽车用轴对称拉杆接头零件的冷挤压成形方法。
背景技术
制造业中常有一些材料强度较高,形状复杂的机械零件,工作中需要承受较高载荷,在系统中起重要作用,这些零件对尺寸精度和力学性能有较高要求。这类零件传统的成形工艺一般有两种:采用原材料直接切削加工;热锻外形后切削加工。
对于第一种方法,零件力学性能难以达到要求,而且材料的利用率很低,将使产品的成本很高,在日益激烈的市场竞争中已基本被淘汰。目前国内大部分采用的是第二种方法。这种方法加热温度高,使材料的变形抗力大大降低,塑性变形过程较为容易,但其缺点依然明显。首先,虽然经过塑性加工,使产品的力学性能比第一种有所提高,但由于加热温度高,成形时工件伴有严重的氧化、脱碳、过热、过烧等现象,从而影响到产品的使用质量。其次,虽然经过锻造与切削加工相结合,使产品的材料利用率较第一种有较大提高,但仍然不能满足现代社会因原材料日益短缺对“绿色制造”的迫切要求。因此,寻求一种材料利用率高、产品力学性能好的精密成形技术制造形状复杂的高强度零件已成为现代制造业所广泛关注的问题。
近年来,挤压成形技术在国内得到较大的发展。现代冷挤压成型技术就是在冷状态下,通过较强的压力和速度将金属从模腔中挤压出来,从而制造出尺寸、形状和特殊力学性能的成型挤压件的现代化技术。从本质上来讲,现代冷挤压成型技术主要是通过模具控制金属的流动变化来实现成型挤压件的加工。冷挤压工艺材料利用率高,产品的表面质量、尺寸精度、机械性能都很好,而且还避免了热成形能耗大、易产生加热缺陷、加工余量大、劳动条件差、产品质量不高等缺点,是中小锻件精化生产的有效方法之一。
发明内容
本发明的目的就是为了克服上述现有技术存在的缺陷而提供一种生产工艺流程短、产品质量高和制造成本低的轴对称拉杆接头零件的冷挤压成形方法。
本发明的目的可以通过以下技术方案来实现:
一种轴对称拉杆接头零件的冷挤压成形方法,包括以下步骤:
(1)制备拉杆接头毛坯:
步骤(1)中制备拉杆接头毛坯前计算确定毛坯的尺寸,用锯切的方法对圆钢进行下料,得到拉杆接头毛坯;
(2)对毛坯进行退火使其软化:
工艺条件为:在氮气气氛保护下,在860-900℃下保温7-8小时,随后随炉冷却至450℃以下出炉;
(3)将退火后的毛坯进行抛丸处理以消除毛刺和氧化皮:
工艺条件为:用直径为0.6-1.0mm的丸粒处理10-25分钟,使毛坯表面无氧化皮、锈迹表面色泽光亮均匀;
(4)对抛丸处理后的毛坯进行磷化皂化:
工艺条件依次包括以下步骤:脱脂5-10分钟、冷水洗0.5-1分钟、热水洗0.5-1分钟、酸洗5-10分钟、冷水洗0.5-1分钟、热水洗0.5-1分钟、磷化10-15分钟、冷水洗0.5-1分钟、热水洗0.5-1分钟、皂化3-5分钟、脱水烘干2-10分钟;
(5)将步骤(4)处理后的毛坯放入制坯模具中制坯得到坯料;
(6)对坯料进行压形:
工艺条件为:在LIC400冷挤压机上安装压形模进行挤压,施加压力为4-6Kg/cm2,速度为30-50spm;
(7)对坯料进行磷化皂化;
工艺条件同步骤(4);
(8)将坯料放置在成形模具中冷挤压成型:
工艺条件为:在LIC400冷挤压机上安装成形模进行挤压,施加压力为4-6Kg/cm2,速度为30-50spm;
(9)对成形后的零件进行机加工,制备成轴对称拉杆接头零件。
步骤(5)和步骤(6)所述的制坯和压形,使得金属有很好的流动性以保证成形件的精度要求。
与现有技术相比,本发明采用冷挤压成形技术取代现有的机加工及热锻技术进行汽车拉杆接头零件加工及批量化生产将会带来巨大的经济和社会效益。该成形技术比传统机加工技术成本低,生产率高,成形精度高,而且取代热锻技术可以进一步节省能耗,大幅度降低生产成本。采用该技术生产的零件可以很好的满足国内外汽车公司的技术要求及市场需求,从而给企业带来巨大的经济效益。另外采用本发明所述的挤压生产方法进行拉杆接头零件的生产,可以使生产工艺更加完善,材料利用率高,零件力学性能好,而且生产成本低,所需设备吨位低,符合现代“绿色制造”要求,具有巨大的社会效益。
附图说明
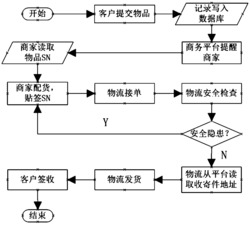
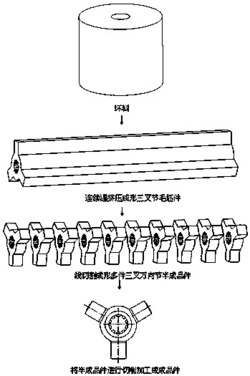
图1为本发明的工艺流程图;
图2为轴对称拉杆接头零件的结构示意图;
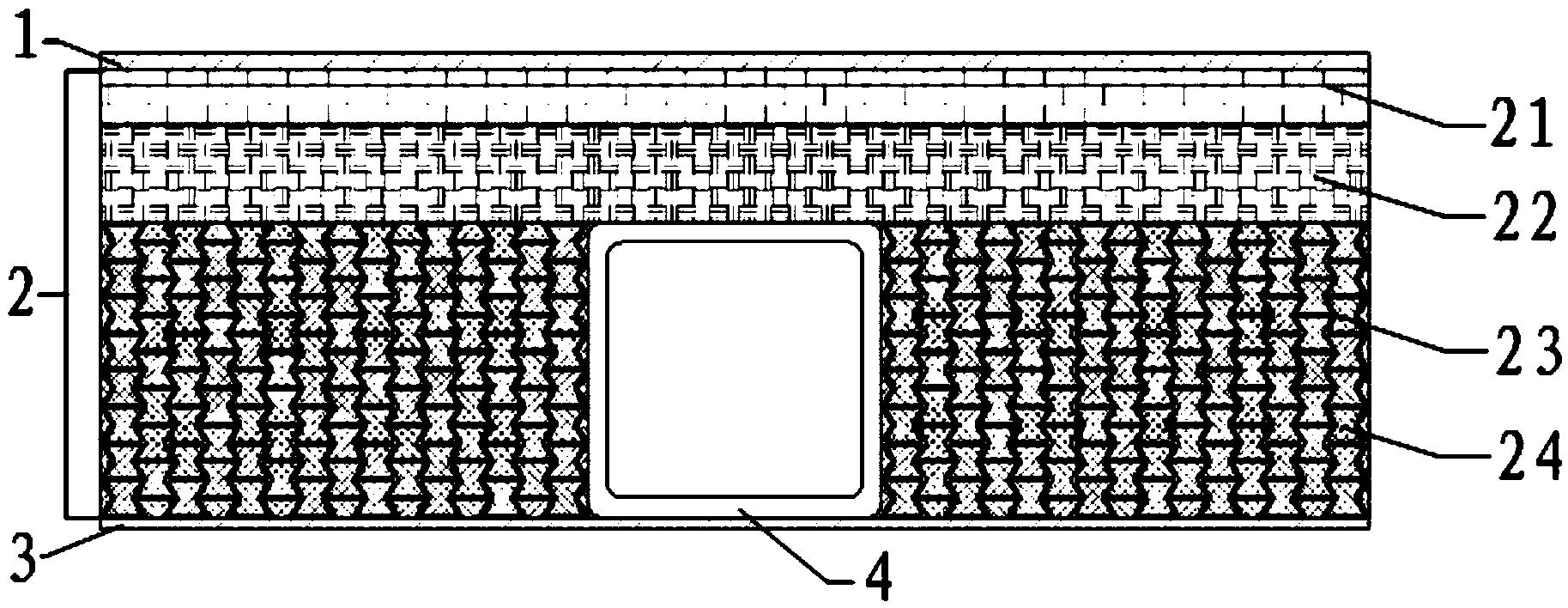
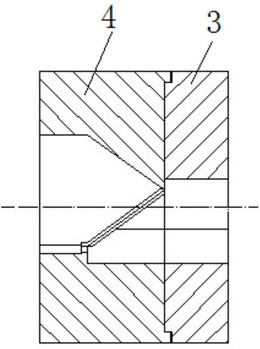
图3为本发明的制坯过程模具示意图;
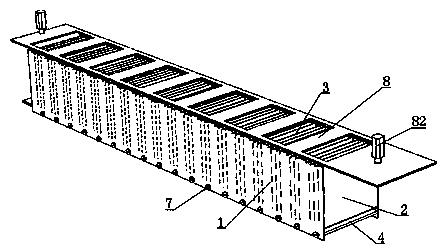
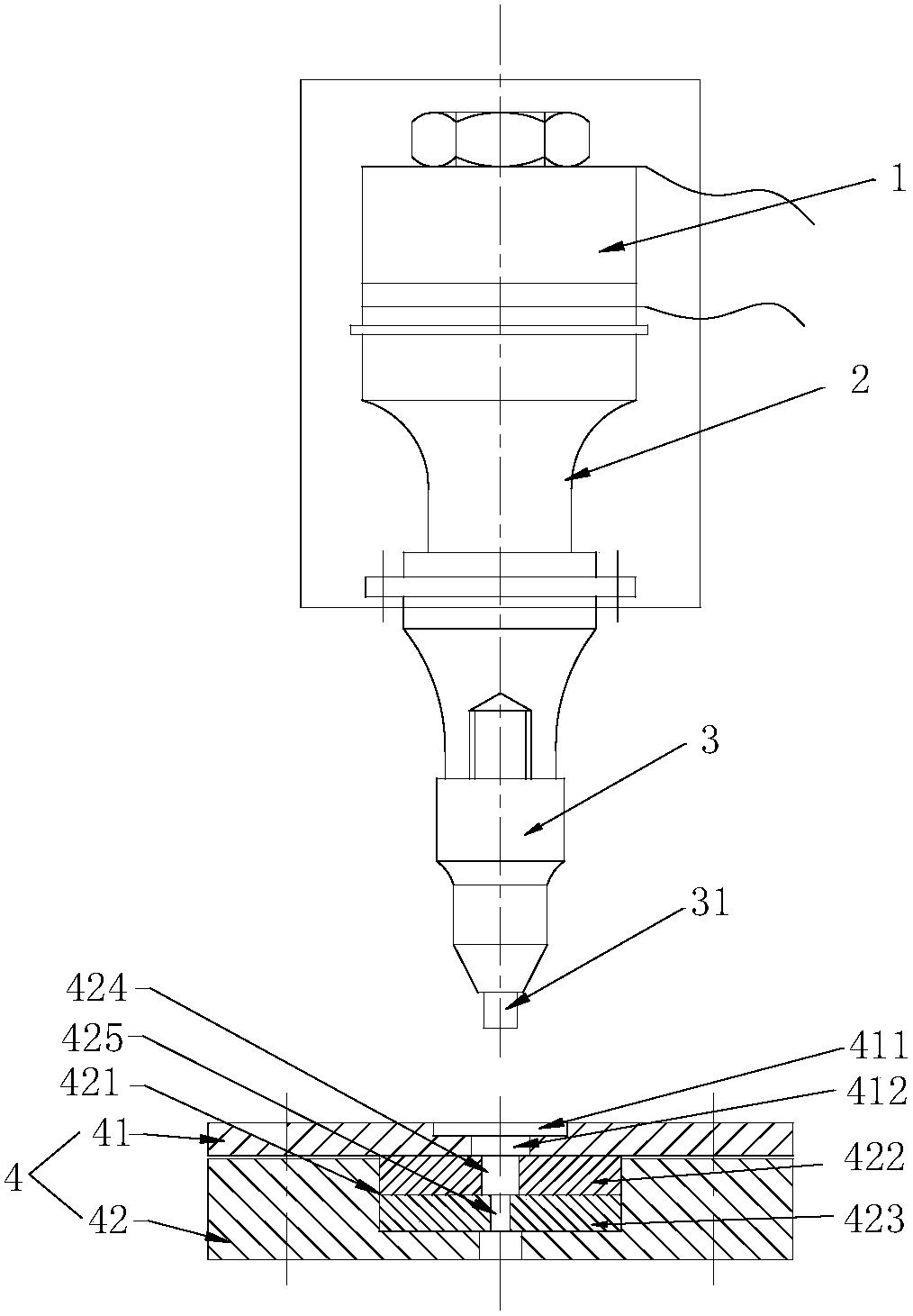
图4为本发明的冷挤压成型过程模具示意图。
图中标号:1为上模套,2为上模,3为坯料,4为第一凹模型芯,5为第二凹模型芯,6为凹模中圈,7为凹模外圈,8为下模压圈,9为顶料杆。
具体实施方式
下面结合附图和具体实施例对本发明进行详细说明。
实施例1
一种轴对称拉杆接头零件的冷挤压成形方法,工艺如图1所示,包括落料、退火、抛丸、磷化皂化、制坯、压形、磷化皂化、冷挤压成型、机加工工序,具体包括以下步骤:
(1)制备拉杆接头毛坯(落料):
步骤(1)中制备拉杆接头毛坯前计算确定毛坯的尺寸,用锯切的方法对圆钢进行下料,得到拉杆接头毛坯;
(2)对毛坯进行退火使其软化(退火):
工艺条件为:在氮气气氛保护下,在860℃下保温8小时,随后随炉冷却至450℃以下出炉;
(3)将退火后的毛坯进行抛丸处理以消除毛刺和氧化皮(抛丸):
工艺条件为:用直径为0.6-1.0mm的丸粒处理10分钟,使毛坯表面无氧化皮、锈迹表面色泽光亮均匀;
(4)对抛丸处理后的毛坯进行磷化皂化(磷化皂化):
工艺条件依次包括以下步骤:脱脂5分钟、冷水洗0.5分钟、热水洗0.5分钟、酸洗5分钟、冷水洗0.5分钟、热水洗0.5分钟、磷化10分钟、冷水洗0.5分钟、热水洗0.5分钟、皂化3分钟、脱水烘干2分钟;
(5)将步骤(4)处理后的毛坯放入制坯模具中制坯得到坯料(制坯),制坯过程所用模具如图3所示,包括由上到下设置的上模套1、上模2、第一凹模型芯4、第二凹模型芯5、凹模中圈6、凹模外圈7、下模压圈8及顶料杆9,其中坯料3位于第一凹模型芯4与上模2之间;
(6)对坯料进行压形(压形):
工艺条件为:在LIC400冷挤压机上安装压形模进行挤压,施加压力为4Kg/cm2,速度为30spm;
(7)对坯料进行磷化皂化(磷化皂化):工艺条件同步骤(4);
(8)将坯料放置在成形模具中冷挤压成形(冷挤压成形),冷挤压成型过程模具如图4所示,包括由上到下设置的上模套1、上模2、第一凹模型芯4、第二凹模型芯5、凹模中圈6、凹模外圈7、下模压圈8及顶料杆9,其中坯料3位于第一凹模型芯4与上模2之间:
工艺条件为:在LIC400冷挤压机上安装成形模进行挤压,施加压力为4Kg/cm2,速度为30spm;
(9)对成形后的零件进行机加工,制备成轴对称拉杆接头零件(机加工)。
步骤(5)和步骤(6)制坯和压形,使得金属有很好的流动性以保证成形件的精度要求。
采用上述工艺制备得到的轴对称拉杆接头零件如图2所示,零件力学性能好。
另外采用上述挤压生产方法进行拉杆接头零件的生产,可以使生产工艺更加完善,材料利用率高,传统工艺下料量0.39Kg,而采用冷挤压成形工艺则下料量为0.225Kg,节约材料42.3%。零件力学性能好,经过挤压后所获得产品强度大大提高,而且生产成本低,所需设备吨位低,符合现代“绿色制造”要求,具有巨大的社会效益。
实施例2
一种轴对称拉杆接头零件的冷挤压成形方法,工艺如图1所示,包括落料、退火、抛丸、磷化皂化、制坯、压形、磷化皂化、冷挤压成型、机加工工序,具体包括以下步骤:
(1)制备拉杆接头毛坯(落料):
步骤(1)中制备拉杆接头毛坯前计算确定毛坯的尺寸,用锯切的方法对圆钢进行下料,得到拉杆接头毛坯;
(2)对毛坯进行退火使其软化(退火):
工艺条件为:在氮气气氛保护下,在880℃下保温7小时,随后随炉冷却至450℃以下出炉;
(3)将退火后的毛坯进行抛丸处理以消除毛刺和氧化皮(抛丸):
工艺条件为:用直径为0.6-1.0mm的丸粒处理18分钟,使毛坯表面无氧化皮、锈迹表面色泽光亮均匀;
(4)对抛丸处理后的毛坯进行磷化皂化(磷化皂化):
工艺条件依次包括以下步骤:脱脂7分钟、冷水洗0.8分钟、热水洗0.8分钟、酸洗8分钟、冷水洗0.8分钟、热水洗0.8分钟、磷化12分钟、冷水洗0.8分钟、热水洗0.8分钟、皂化4分钟、脱水烘干6分钟;
(5)将步骤(4)处理后的毛坯放入制坯模具中制坯得到坯料(制坯),制坯过程所用模具如图3所示,包括由上到下设置的上模套1、上模2、第一凹模型芯4、第二凹模型芯5、凹模中圈6、凹模外圈7、下模压圈8及顶料杆9,其中坯料3位于第一凹模型芯4与上模2之间;
(6)对坯料进行压形(压形):
工艺条件为:在LIC400冷挤压机上安装压形模进行挤压,施加压力为5Kg/cm2,速度为40spm;
(7)对坯料进行磷化皂化(磷化皂化):工艺条件同步骤(4);
(8)将坯料放置在成形模具中冷挤压成形(冷挤压成形),冷挤压成型过程模具如图4所示,包括由上到下设置的上模套1、上模2、第一凹模型芯4、第二凹模型芯5、凹模中圈6、凹模外圈7、下模压圈8及顶料杆9,其中坯料3位于第一凹模型芯4与上模2之间:
工艺条件为:在LIC400冷挤压机上安装成形模进行挤压,施加压力为5Kg/cm2,速度为40spm;
(9)对成形后的零件进行机加工,制备成轴对称拉杆接头零件(机加工)。
步骤(5)和步骤(6)制坯和压形,使得金属有很好的流动性以保证成形件的精度要求。
采用上述工艺制备得到的轴对称拉杆接头零件如图2所示,零件力学性能好,经过挤压后所获得产品强度大大提高,而且生产成本低,所需设备吨位低,符合现代“绿色制造”要求,具有巨大的社会效益。
实施例3
一种轴对称拉杆接头零件的冷挤压成形方法,工艺如图1所示,包括落料、退火、抛丸、磷化皂化、制坯、压形、磷化皂化、冷挤压成型、机加工工序,具体包括以下步骤:
(1)制备拉杆接头毛坯(落料):
步骤(1)中制备拉杆接头毛坯前计算确定毛坯的尺寸,用锯切的方法对圆钢进行下料,得到拉杆接头毛坯;
(2)对毛坯进行退火使其软化(退火):
工艺条件为:在氮气气氛保护下,在900℃下保温7小时,随后随炉冷却至450℃以下出炉;;
(3)将退火后的毛坯进行抛丸处理以消除毛刺和氧化皮(抛丸):
工艺条件为:用直径为0.6-1.0mm的丸粒处理25分钟,使毛坯表面无氧化皮、锈迹表面色泽光亮均匀;
(4)对抛丸处理后的毛坯进行磷化皂化(磷化皂化):
工艺条件依次包括以下步骤:脱脂10分钟、冷水洗1分钟、热水洗1分钟、酸洗10分钟、冷水洗1分钟、热水洗1分钟、磷化15分钟、冷水洗1分钟、热水洗1分钟、皂化5分钟、脱水烘干10分钟;
(5)将步骤(4)处理后的毛坯放入制坯模具中制坯得到坯料(制坯),制坯过程所用模具如图3所示,包括由上到下设置的上模套1、上模2、第一凹模型芯4、第二凹模型芯5、凹模中圈6、凹模外圈7、下模压圈8及顶料杆9,其中坯料3位于第一凹模型芯4与上模2之间;
(6)对坯料进行压形(压形):
工艺条件为:在LIC400冷挤压机上安装压形模进行挤压,施加压力为6Kg/cm2,速度为50spm;;
(7)对坯料进行磷化皂化(磷化皂化):工艺条件同步骤(4);
(8)将坯料放置在成形模具中冷挤压成形(冷挤压成形),冷挤压成型过程模具如图4所示,包括由上到下设置的上模套1、上模2、第一凹模型芯4、第二凹模型芯5、凹模中圈6、凹模外圈7、下模压圈8及顶料杆9,其中坯料3位于第一凹模型芯4与上模2之间:
工艺条件为:在LIC400冷挤压机上安装成形模进行挤压,施加压力为6Kg/cm2,速度为50spm;
(9)对成形后的零件进行机加工,制备成轴对称拉杆接头零件(机加工)。
步骤(5)和步骤(6)制坯和压形,使得金属有很好的流动性以保证成形件的精度要求。
采用上述工艺制备得到的轴对称拉杆接头零件如图2所示,零件力学性能好,经过挤压后所获得产品强度大大提高,而且生产成本低,所需设备吨位低,符合现代“绿色制造”要求,具有巨大的社会效益。
一种轴对称拉杆接头零件的冷挤压成形方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。







动态评分
0.0