










专利摘要
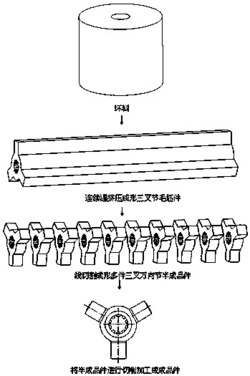
本实用新型提供一种金属基复合材料连续搅拌摩擦挤压生产装置,在经过矫直的基体金属杆料上加工凹槽并向凹槽中添加增强体,利用压料轮将复合坯料压入挤压轮的环形沟槽并夹紧,由挤压轮的旋转带动坯料向搅拌头运动,利用搅拌头的旋转对压料轮和模腔之间环形沟槽内的坯料进行至少一次搅拌摩擦加工,经过搅拌的坯料受到挡料块的阻挡后改变流动方向,由模具的内孔挤出,形成连续大长度的金属基复合材料型线材产品。
权利要求
1.金属基复合材料连续搅拌摩擦挤压生产装置,其特征在于,
包括:机架(21),固定于机架上的搅拌装置(22),自由转动装配于机架(21)进料侧的挤压轮(23),固定装配于挤压轮(23)出料侧的靴座(24),固定在靴座(24)内的模腔(25),固定于模腔(25)出料腔内的挤压模具(27)和与挤压轮(23)配合压料的压料轮(29);
所述压料轮(29)位于坯料(20)进料一侧,经过辊压的金属杆料嵌入在挤压轮(23)的沟槽(232)内,挤压轮(23)的转动为连续送料动力,压料轮(29)与挤压轮(23)中心连线与产品挤出方向的夹角α在90°~180°之间;
搅拌装置(22)安装在机架(21)上,搅拌装置的搅拌头(26)伸入到挤压轮(23)位于模腔(25)进料口前方行程的沟槽(232)内,与沟槽(232)表面的夹角在80~90°之间;
所述模腔(25)设置于挤压轮(23)送料行程末端,模腔(25)的出料腔的进口与挤压轮(23)送料行程末端连接,在模腔(25)的出料腔的出口位置装配挤压模具(27)进行挤压出料。
2.根据权利要求1所述的金属基复合材料连续搅拌摩擦挤压生产装置,其特征在于:
所述的挤压轮(23)为圆环形零件,外圆周面上有环形沟槽(232),端面上有与轴线平行的通孔Ⅰ(231),通孔Ⅰ(231)以挤压轮(23)的轴线为中心成环形均匀分布;环形沟槽(232)为缩口结构,即宽度最大位置的尺寸W大于开口宽度的尺寸L,二者差值在1~6mm之间。
3.根据权利要求1所述的金属基复合材料连续搅拌摩擦挤压生产装置,其特征在于:
所述的模腔(25)中心有通孔Ⅱ(251),与挤压轮(23)临近端面为弧面(252),弧面(252)上有挡料块(253)和沉槽(254),沉槽(254)至少有一个侧面为平面,且与挡料块(253)的端面(255)平齐;弧面(252) 与挤压轮的外圆周面配合,挡料块(253)伸入到挤压轮(23)的沟槽(232)内,端面(255)的形状与搅拌头(26)所在的搅拌区(30)的剖面形状一致,尺寸小于等于搅拌区尺寸;弧面(252)对侧的端面上有孔(256),通孔Ⅱ(251)内壁上有均布孔(257),孔(256)和均布孔(257)相连通,冷却介质(28)由孔(256)进入,由均布孔(257)喷出,直接喷淋在成品型线材上。
4.根据权利要求1-3任意一项所述的金属基复合材料连续搅拌摩擦挤压生产装置,其特征在于:
所述搅拌头(26)轴肩直径D小于挤压轮(23)的沟槽(232)的开口宽度L,二者的差值在0.5~4mm之间。
5.根据权利要求4所述的金属基复合材料连续搅拌摩擦挤压生产装置,其特征在于:
所述的挤压模具(27)上下两端面平行,中心有型孔,形状与沉槽(254)相同,二者之间采用过渡配合。
说明书
技术领域
本实用新型涉及先进制造技术领域,具体而言,尤其涉及大长度超细晶金属基复合材料型、线材的加工方法和设备。
背景技术
随着纳米技术的不断进步和轻量化的迫切需求,纳米增强体强化轻合金复合材料的研究和应用领域也逐步扩大。目前纳米增强体强化轻合金复合材料的研究主要集中在提升增强体的分散性和界面结合等方面,针对轻金属基体组织的关注较少,使用等通道挤压(ECAP)、高压扭转(HPT)、搅拌摩擦(FSP)、大压下量控轧等变形方法,将金属基体细化为超细晶或纳米晶组织,发展以纳米材料作为增强体、以超细晶或纳米晶轻金属为基体的复合材料,有望开发具有高温超塑性、室温高强度的轻质金属基复合材料。近年来,搅拌摩擦加工(FSP)受到了越来越多的关注,与其它SPD制备的超细晶材料相比,FSP超细晶组织均匀稳定,力学性能优异,而且还可以应用该方法制备金属基复合材料,但是采用这种方法,超细晶材料只在搅拌加工区域形成,且搅拌摩擦加工难以一道次得到组织均匀、致密的材料,并且采用这种方法只能得到块体材料或对原有制品进行表面改性。对于具有超细晶粒,且组织均匀稳定、力学性能优异的大长度金属基复合材料型、线材的制备则没有理想的解决方案。
发明内容
根据上述提出的技术问题,本实用新型提出了一种将搅拌摩擦加工(FSP) 与连续挤压(Continuous Extrusion)相结合的加工方法—连续搅拌摩擦挤压法(CFSE),用于制备晶粒细化、组织均匀稳定的以超细晶金属为基体的复合材料。
本实用新型采用的技术手段如下:
金属基复合材料连续搅拌摩擦挤压生产装置,包括:机架,固定于机架上的搅拌装置,自由转动装配于机架进料侧的挤压轮,固定装配于挤压轮出料侧的靴座,固定在靴座内的模腔,固定于模腔出料腔内的挤压模具和与挤压轮配合压料的压料轮;
压料轮位于坯料进料一侧,经过挤压的金属杆料嵌入在挤压轮的沟槽内,挤压轮的滚动为继续送料动力,压料轮与挤压轮中心连线与产品挤出方向的夹角α在90°~180°之间;
搅拌装置安装在机架上,搅拌装置的搅拌头伸入到挤压轮位于模腔进料口前方行程的沟槽内,与沟槽轮槽表面的夹角在80~90°之间;
模腔设置于挤压轮送料行程末端,模腔的出料腔的进口与挤压轮送料行程末端连接,在模腔的出料腔的出口位置装配挤压模具进行挤压出料。
进一步的,的挤压轮为圆环形零件,外圆周面上有环形沟槽,端面上有与轴线平行的通孔,通孔以挤压轮的轴线为中心成环形均匀分布;环形沟槽为缩口结构,即宽度最大位置的尺寸W大于开口宽度的尺寸L,二者差值在1~6mm之间。
进一步的,
模腔中心有通孔,与挤压轮临近端面为弧面,弧面上有挡料块和沉槽,沉槽至少有一个侧面为平面,且与挡料块的端面平齐;弧面与挤压轮的外圆周面配合,挡料块伸入到挤压轮的沟槽内,端面的形状与搅拌头所在的搅拌区的剖面形状一致,尺寸小于等于搅拌区尺寸;弧面对侧的端面上有孔,通孔内壁上有均布孔,孔和均布孔相连通,冷却介质由孔进入,由均布孔喷出,直接喷淋在成品坯料上。
进一步的,
搅拌头轴肩直径D小于挤压轮的沟槽的开口宽度L,二者的差值在0.5~ 4mm之间。
进一步的,
挤压模具上下两端面平行,中心有型孔,形状与沉槽相同,二者之间采用过渡配合。
采用上述技术方案的本实用新型,在经过矫直的基体金属杆料上加工凹槽并向凹槽中添加增强体,利用压料轮将杆料压入环形沟槽并夹紧,由挤压轮的旋转带动坯料向搅拌头运动,利用搅拌头的旋转对压料轮和模腔之间环形沟槽内的坯料进行至少一次搅拌摩擦加工,经过搅拌后的坯料受到挡料块的阻挡后改变流动方向,由模具的内孔挤出,形成连续大长度的金属基复合材料型线材产品。
较现有技术相比,本实用新型具有以下优点:
1、本实用新型可用于制备晶粒细化、组织均匀稳定的以超细晶金属为基体以纳米颗粒为增强相的金属基复合材料。
2、挤压轮和模腔内通入冷却介质,可以通过冷却介质流量来控制搅拌区和挤压区的温度,进而控制晶粒尺寸。
3、挤压轮沟槽的缩口结构可以对复合坯料进行有效的夹持,保证搅拌加工过程的稳定。
4、利用挤压轮的旋转连续供料,可以生产大长度复合材料型线材。
5、经过搅拌摩擦加工和连续挤压两种强烈剪切变形,晶粒细化,增强体分布均匀。
6、产品形状不依赖原材料,可以通过更换模具实现不同形状和规格金属基复合材料产品的连续挤制。
附图说明
为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图做以简单地介绍,显而易见地,下面描述中的附图是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
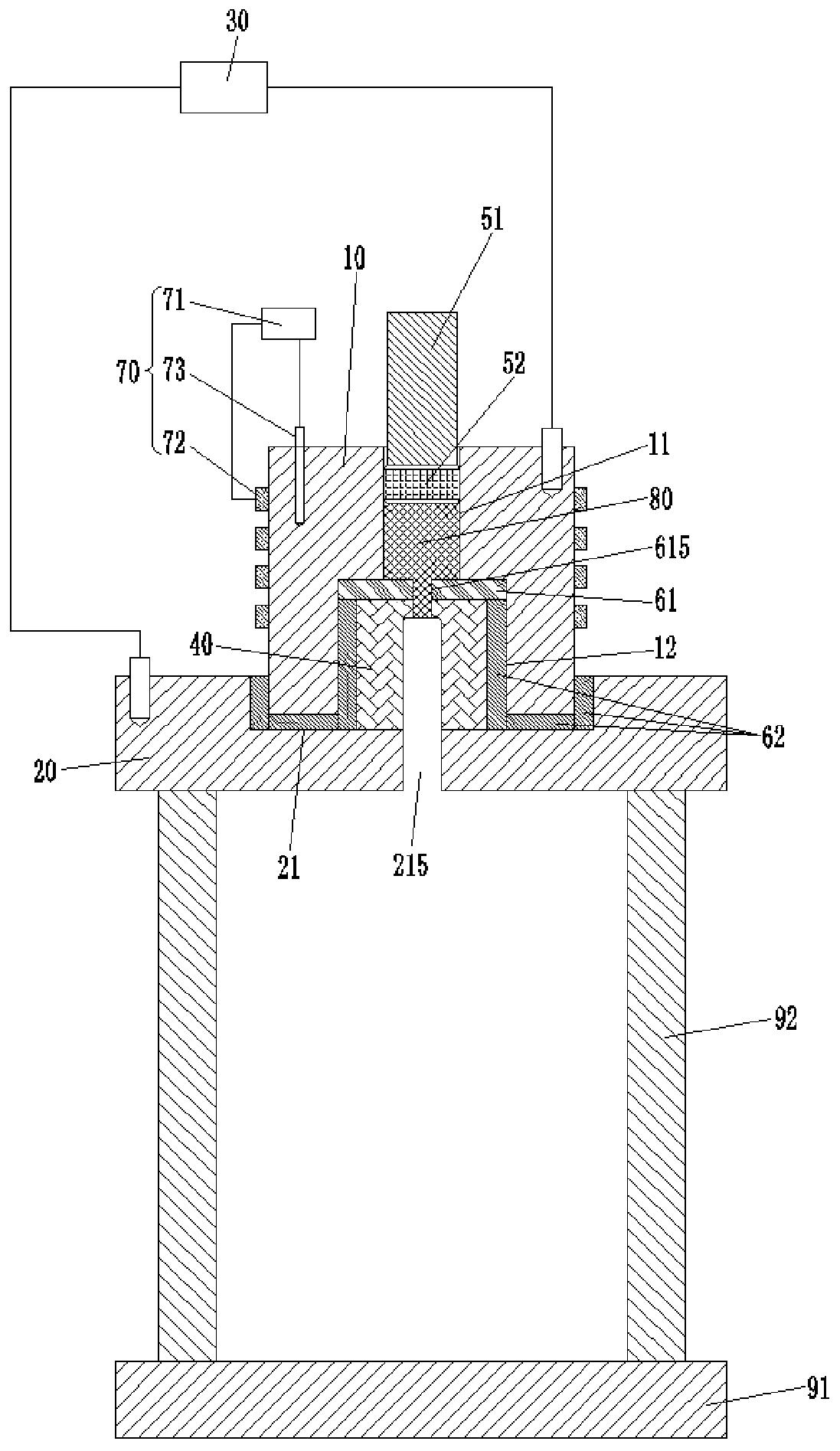
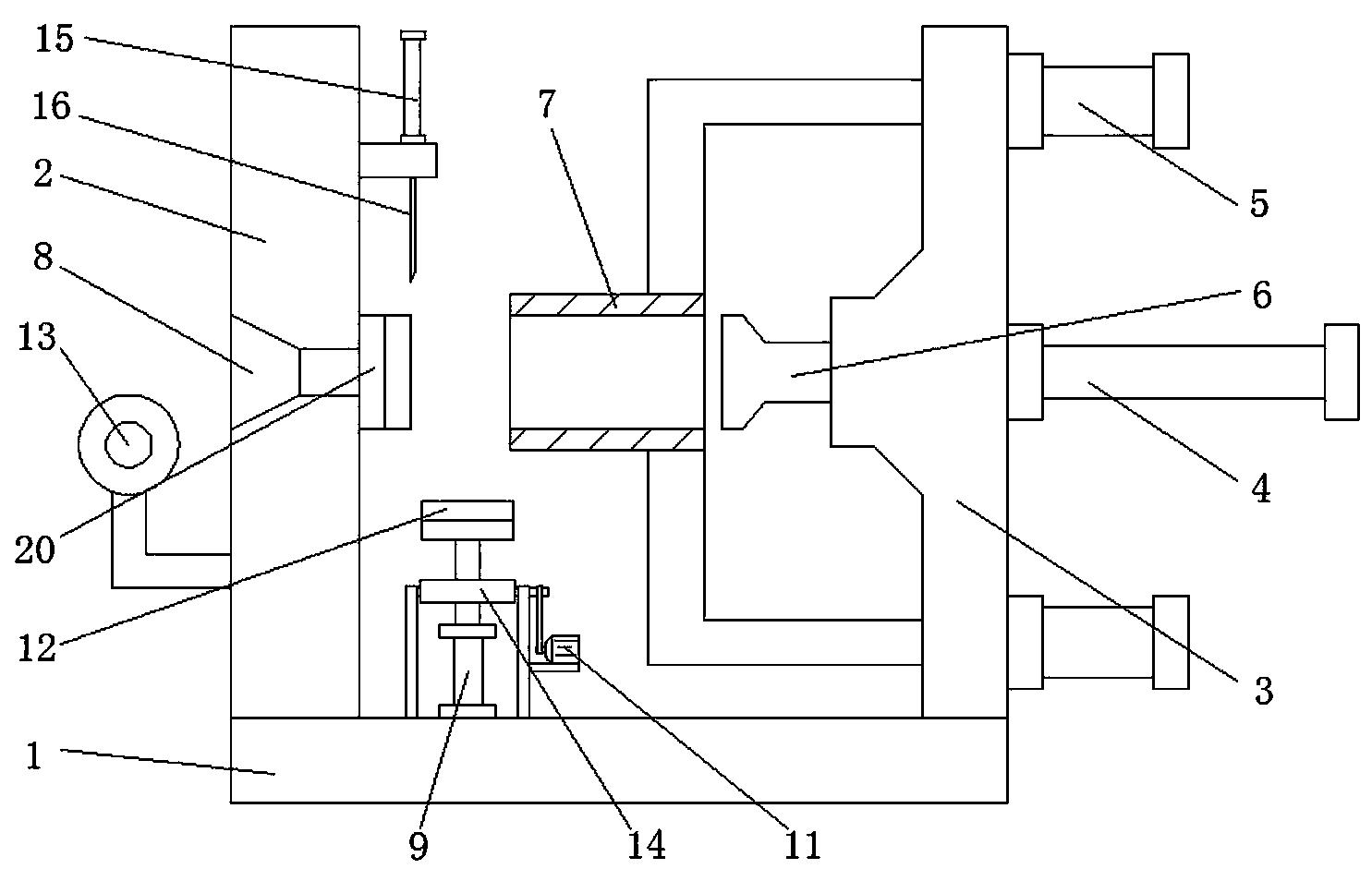
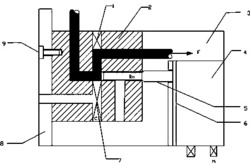
图1为本实用新型的整个生产线结构示意图。
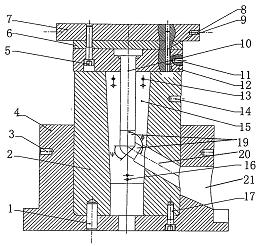
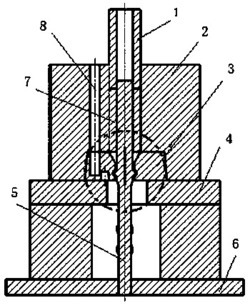
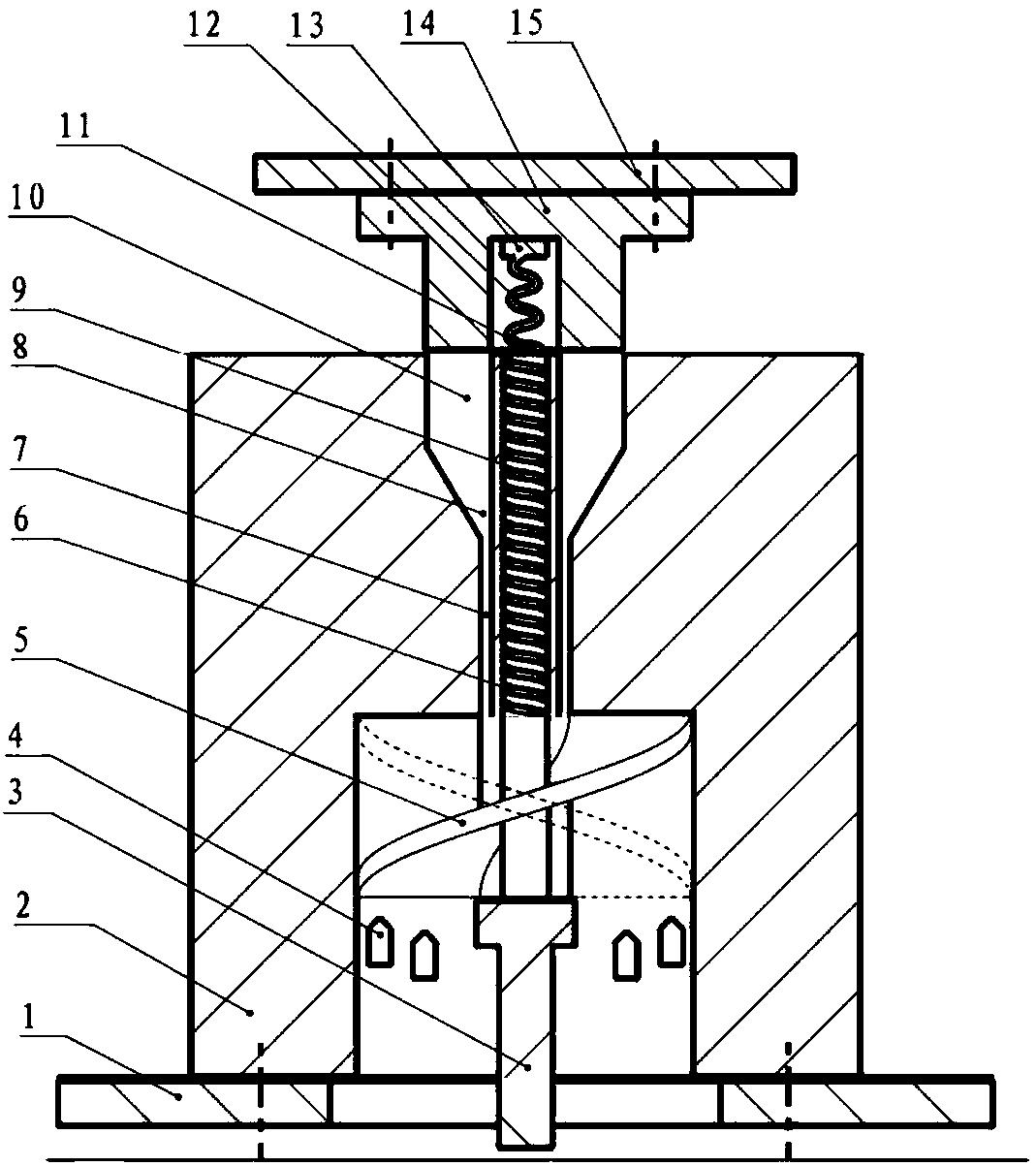
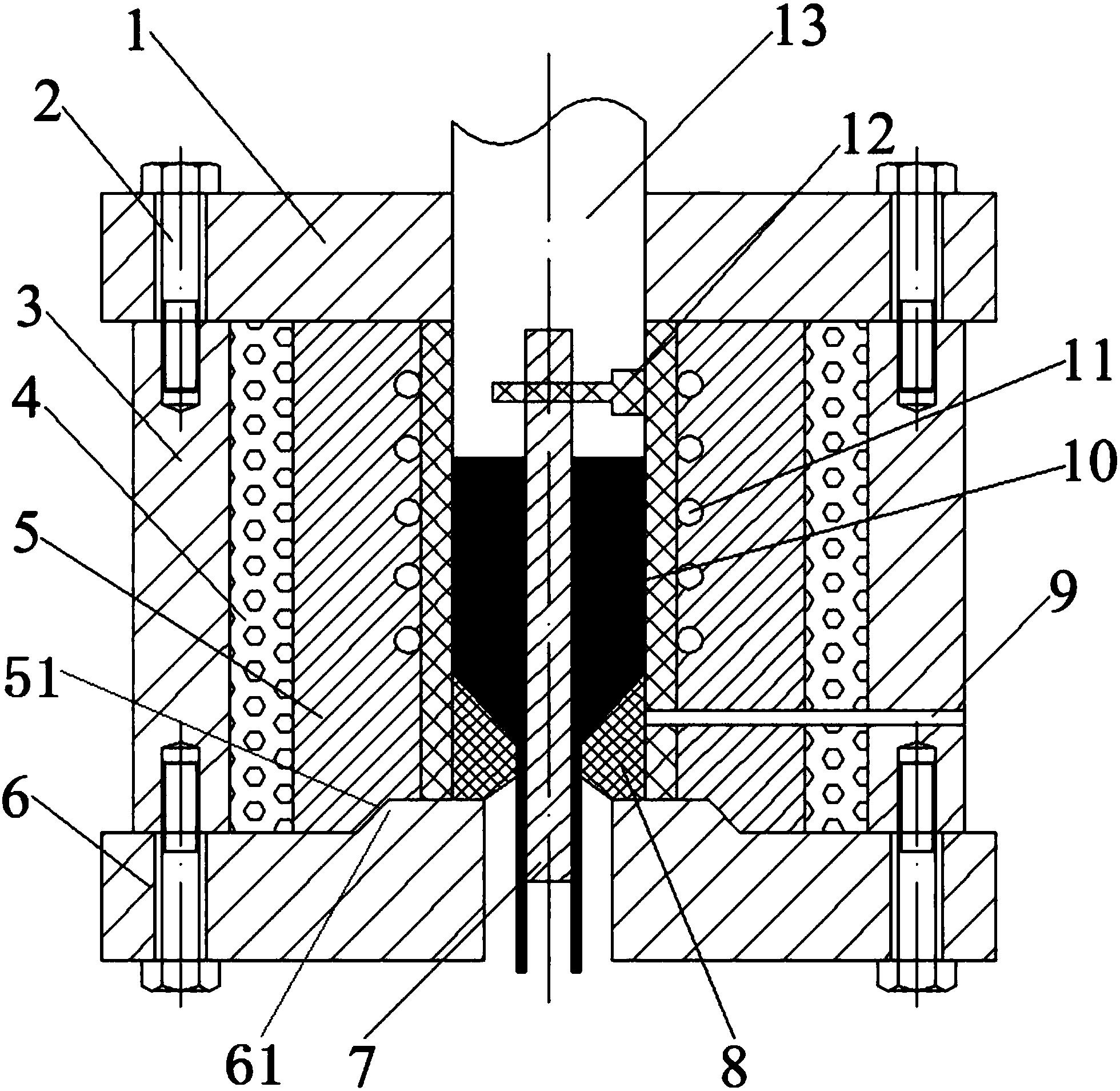
图2为本实用新型的生产装置部分剖视图。
图3为本实用新型的搅拌头工作区域局部放大图。
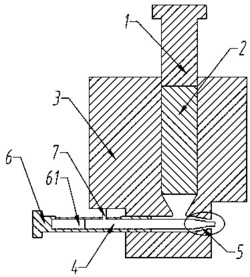
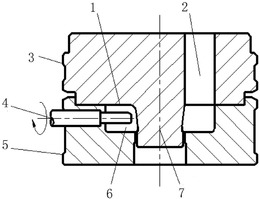
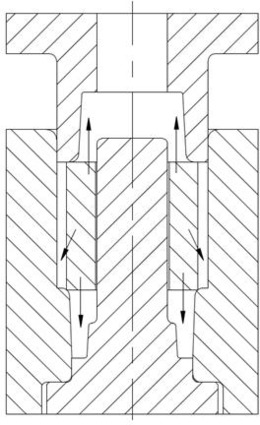
图4为本实用新型的模腔结构剖视局部放大图。
图5为本实用新型的挤压轮立体结构示意图。
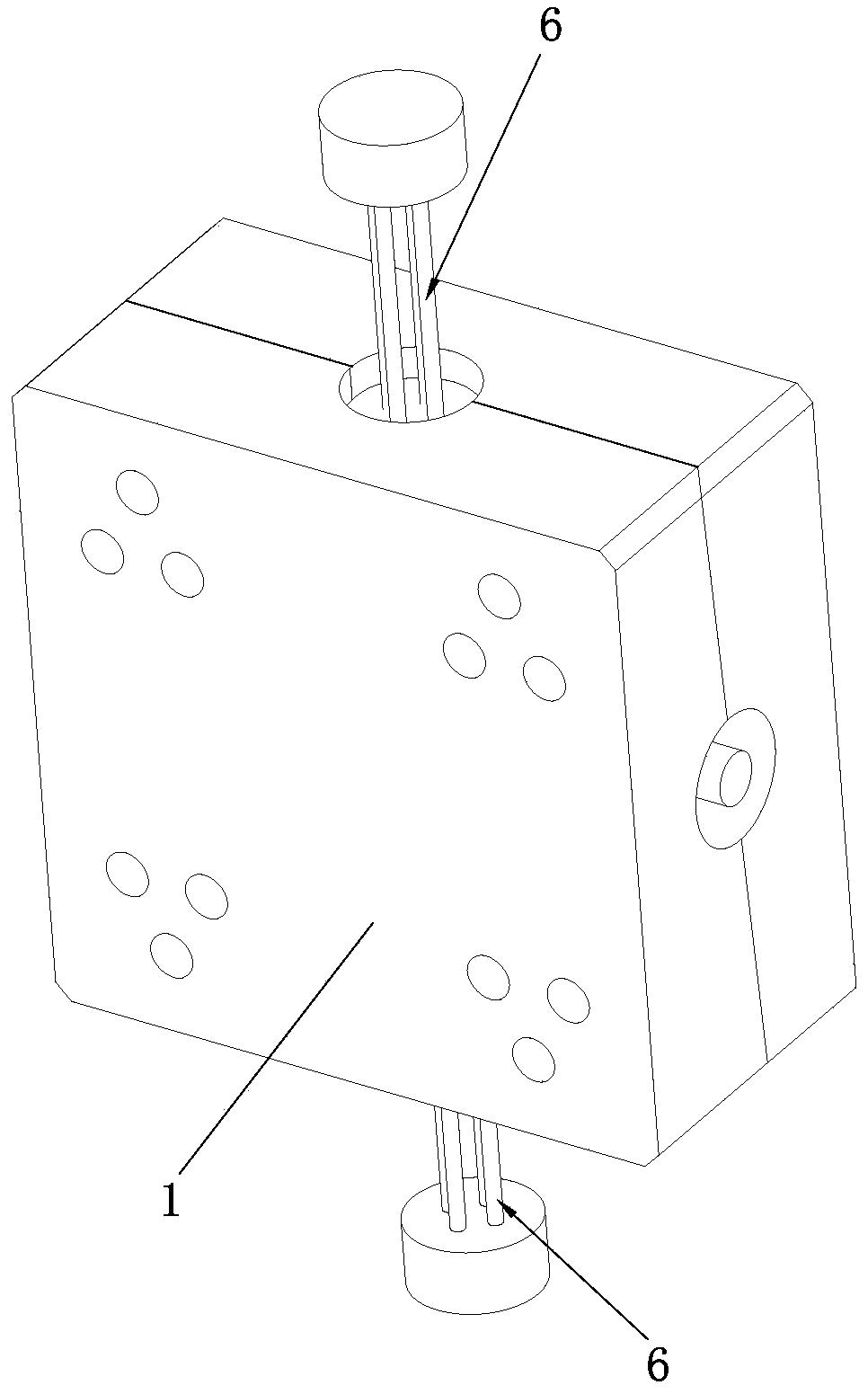
图6为本实用新型的挤压轮沟槽截面图。
图7为本实用新型的挤压模具立体结构示意图。
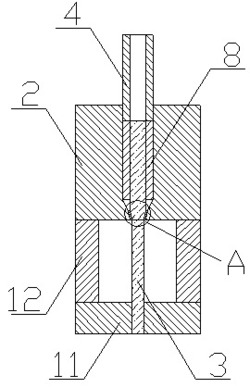
图8为本实用新型的模腔轴侧视角立体结构示意图。
图9为图8的另一个轴侧视角立体结构示意图。
图中:20、坯料;21、机架;22、搅拌装置;23、挤压轮;231、通孔Ⅰ; 232、沟槽;24、靴座;25、模腔;251、通孔Ⅱ;252、弧面;253、挡料块; 254、沉槽;255、端面;256、孔;257、均布孔;26、搅拌头;27、挤压模具;28、冷却介质;29、压料轮;30、搅拌区;31、金属基复合材料型线材; 32、矫直机组;33、铣刀;34、料斗。
具体实施方式
需要说明的是,在不冲突的情况下,本实用新型中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本实用新型。
为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本实用新型及其应用或使用的任何限制。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本实用新型的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、数字表达式和数值不限制本实用新型的范围。同时,应当清楚,为了便于描述,附图中所示出的各个部分的尺寸并不是按照实际的比例关系绘制的。对于相关领域普通技术人员己知的技术、方法和设备可能不作详细讨论,但在适当情况下,所述技术、方法和设备应当被视为授权说明书的一部分。在这里示出和讨论的所有示例中,任向具体值应被解释为仅仅是示例性的,而不是作为限制。因此,示例性实施例的其它示例可以具有不同的值。应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步讨论。
在本实用新型的描述中,需要理解的是,方位词如“前、后、上、下、左、右”、“横向、竖向、垂直、水平”和“顶、底”等所指示的方位或位置关系通常是基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,在未作相反说明的情况下,这些方位词并不指示和暗示所指的装置或元件必须具有特定的方位或者以特定的方位构造和操作,因此不能理解为对本实用新型保护范围的限制:方位词“内、外”是指相对于各部件本身的轮廓的内外。
为了便于描述,在这里可以使用空间相对术语,如“在……之上”、“在……上方”、“在……上表面”、“上面的”等,用来描述如在图中所示的一个器件或特征与其他器件或特征的空间位置关系。应当理解的是,空间相对术语旨在包含除了器件在图中所描述的方位之外的在使用或操作中的不同方位。例如,如果附图中的器件被倒置,则描述为“在其他器件或构造上方”或“在其他器件或构造之上”的器件之后将被定位为“在其他器件或构造下方”或“在其位器件或构造之下”。因而,示例性术语“在……上方”可以包括“在……上方”和“在……下方”两种方位。该器件也可以其他不同方式定位(旋转90度或处于其他方位),并且对这里所使用的空间相对描述作出相应解释。
此外,需要说明的是,使用“第一”、“第二”等词语来限定零部件,仅仅是为了便于对相应零部件进行区别,如没有另行声明,上述词语并没有特殊含义,因此不能理解为对本实用新型保护范围的限制。
如图1所示,金属基复合材料连续搅拌摩擦挤压生产方法,包括以下步骤:
步骤一,通过矫直装置对金属杆料进行矫直;
步骤二,对矫直后的金属杆料进行开槽;
步骤三,向开槽后的金属杆料的槽内注入增强体;
步骤四,压料轮和挤压轮配合将增强体压紧在金属杆料的槽内;
步骤五,压料轮和挤压轮配合连续送料;
步骤六,通过至少一次搅拌头搅拌摩擦加工,搅拌头工作端位于挤压轮的送料行程上;
步骤七,经过搅拌后的坯料最终送入设置于送料行程末端模腔的挤压模具内孔进行最终挤压出料;
步骤八,对挤压模具挤出金属基复合材料型线材进行冷却。
进一步的,
工作过程中挤压轮和模腔内部都采用冷却介质进行强制冷却。
进一步的,
步骤八中的冷却为喷淋冷却介质冷却。
如图1至图3所示,金属基复合材料连续搅拌摩擦挤压生产方法的生产装置,包括:机架21,固定于机架上的搅拌装置22,自由转动装配于机架21进料侧的挤压轮23,固定装配于挤压轮23出料侧的靴座24,固定在靴座 24内的模腔25,固定于模腔25出料腔内的挤压模具27和与挤压轮23配合压料的压料轮29;
压料轮29位于坯料20进料一侧,经过挤压的金属杆料嵌入在挤压轮23 的沟槽232内,挤压轮23的滚动为继续送料动力,压料轮29与挤压轮23中心连线与产品挤出方向的夹角α在90°~180°之间;
搅拌装置22安装在机架21上,搅拌装置的搅拌头26伸入到挤压轮23 位于模腔25进料口前方行程的沟槽232内,与沟槽232轮槽表面的夹角;
模腔25设置于挤压轮23送料行程末端,模腔25的出料腔的进口与挤压轮23送料行程末端连接,在模腔25的出料腔的出口位置装配挤压模具27进行挤压出料。在80~90°范围内。
进一步的,如图5和图6所示,
挤压轮23为圆环形零件,外圆周面上有环形沟槽232,端面上有与轴线平行的通孔Ⅰ231,通孔Ⅰ231以挤压轮23的轴线为中心成环形均匀分布;环形沟槽232为缩口结构,即宽度最大位置的尺寸W大于开口宽度的尺寸L,二者差值在1~6mm之间。
进一步的,如图4、图8和图9所示,
模腔25中心有通孔Ⅱ251,与挤压轮23临近断面为弧面252,弧面252 上有挡料块253和沉槽254,沉槽254至少有一个侧面为平面,且与挡料块 253的端面255平齐;弧面252与挤压轮的外圆周面配合,挡料块253伸入到挤压轮23的沟槽232内,端面255的形状与搅拌头26所在的搅拌区30的剖面形状一致,尺寸小于等于搅拌区尺寸;弧面252对侧的端面上有孔256,通孔Ⅱ251内壁上有均布孔257,孔256和均布孔257相连通,冷却介质28 由孔256进入,由均布孔257喷出,直接喷淋在成品坯料上。
进一步的,如图3所示,
搅拌头26轴肩直径D小于挤压轮23的沟槽232的开口宽度L,二者的差值在0.5~4mm之间。
进一步的,如图7所示,
挤压模具27上下两端面平行,中心有型孔,形状与沉槽254相同,二者之间采用过渡配合。
采用上述技术方案的本实用新型,在经过矫直的基体金属杆料20上加工凹槽并向凹槽中添加增强体,利用压料轮29将杆料20压入环形沟槽232并夹紧,由挤压轮23的旋转带动坯料向搅拌头26运动,利用搅拌头26的旋转对压料轮29和模腔25之间环形沟槽232内的坯料进行至少一次搅拌摩擦加工,经过搅拌后的坯料受到挡料块253的阻挡后改变流动方向,由挤出模具 27的内孔挤出,形成连续大长度的金属基复合材料型线材产品31。
具体实施方式一:
如图1和图2所示,
根据方法设计的连续搅拌摩擦挤压设备,压料轮29位于坯料20喂入一侧,压料轮29和模腔25之间有一组搅拌装置22,压料轮29与挤压轮23中心连线与产品挤出方向的夹角α为135°;搅拌装置22安装在机架21上,搅拌头26的轴线与产品挤出的方向垂直并与挤压轮轴线垂直相交;搅拌头 26轴肩直径D与挤压轮23的沟槽232宽度L的差值为1mm;挤压轮环形沟槽 232缩口尺寸W大于尺寸L,二者差值为3mm。
生产金属基复合材料型线材时,先将搅拌头26升起,退出挤压轮沟槽232;将挤出模具27安装在模腔25的沉槽254内,合上靴座24并锁紧;启动主轴,使挤压轮顺时针旋转;将金属基体材料的杆料20牵出,经过矫直机组32校直后,喂入连续挤压机,待坯料转过搅拌头50mm后,停止挤压轮23转动,启动搅拌头26并将其压下,直至肩部端面与坯料表面接触,然后启动挤压轮23和铣刀33,铣刀33在运动杆料20的上部加工出凹槽,料斗34中的增强体材料粉末落入到沟槽中,基体材料和增强体经过搅拌头26的搅拌加工后,由挤出模具27形成金属基复合材料型线材31,待产品由模具挤出后,马上对其进行强制冷却,然后由收线机收卷。
最后应说明的是:以上各实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述各实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的范围。
金属基复合材料连续搅拌摩擦挤压生产装置专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。







动态评分
0.0